金属端子连续冲模之设计
五金冲压连续模具设计讲义全

模具间隙调整技巧和方法论述
模具间隙的重要性
01
阐述模具间隙对冲压工艺和模具寿命的影响。
模具间隙的调整方法
02
介绍模具间隙的具体调整方法,包括垫片法、研磨法、镶块法
等。
模具间隙的检查与测量
03
介绍模具间隙的检查方法和测量工具,确保间隙调整的准确性。
冲压速度对产品质量影响研究
冲压速度与产品质量的关系
五金冲压特点
五金冲压具有生产效率高、材料利用 率高、产品尺寸精度高等特点,广泛 应用于汽车、电子、家电等行业。
连续模具设计原则
连续模具设计原则
连续模具设计应遵循工艺性、经济性、安全性和可维修性等 原则,确保模具结构合理、动作可靠、生产效率高。
连续模具设计要点
连续模具设计要点包括排样设计、冲压工序确定、模具结构 形式选择、模具零部件设计等,需要综合考虑产品要求、生 产条件等因素。
06 模具使用、维护与保养知 识普及
正确使用方法和操作规范讲解
操作前准备
检查模具各部件是否完好,确保 设备正常运行。
操作流程
按照生产要求,正确放置原料, 调整模具参数,启动设备进行冲
压。
操作后整理
及时清理模具内的废料和杂物, 保持模具清洁。
定期检查内容及频率建议
1 2
每日检查
模具固定螺丝是否松动,润滑系统是否正常。
分析冲压速度对产品质量的影响,包括尺寸精度、表面质量和力 学性能等方面。
合理选择冲压速度
根据产品要求和冲压工艺条件,合理选择冲压速度,确保产品质量 和生产效率。
冲压速度的调整与控制
介绍冲压速度的调整方法和控制措施,确保生产过程中的稳定性。
自动化生产线中参数设置建议
五金冲压连续模设计要求规范(产品展开设计)
由於中立軸線受到零應力,此其長度等於原始胚料之長度,邊是作為胚料尺寸展 開之基準,中立軸線之位置則視材料種類﹑特性機彎曲內側板與板厚比而不同﹒
中立軸位置之測定,一以金屬板料彎曲內側為基準,亦即位於從彎曲內側板厚中 心處之某處一距離,此位置約是板厚 30~50%(圖 1.11)
二﹒彎曲成形加工之種類
90˚ 折彎母模尺寸為 A+0.5K 折彎線外移 0.2T
(8)彎曲壓平(側推) L=A-T+B-T+4K=A+B-2T+4*0.4T =A +B-0.4T (K=0.4T) 圖 1.37:
90˚ 折彎母模尺寸為 A+2K 折彎線外移 0.8T
類別: 技術標準
制定日期:2002/06/11
版次:A
共 14 頁 第 10 頁
A=π*(d*s+2*h*r)=0.017*r*a 類別: 技術標準 制定日期:2002/06/11 版次:A
A=17.7*r*d 共 14 頁 第 8 頁
五金冲压连续模具设计规范
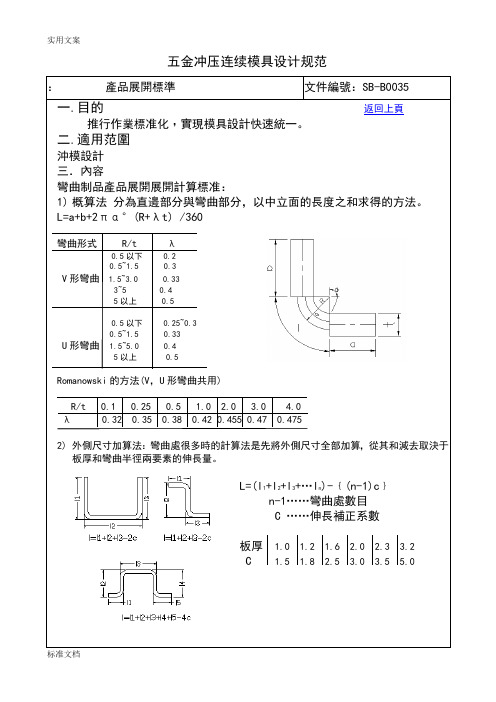
展開計算標準(彎曲成形)概論篇
文件編號:SB-B0035
标准文档
实用文案
一.目的
推行作業標准化﹐實現模具設計快速統一。
(1).V 形或形彎曲加工(圖 1.21) (2).U 形彎曲加工(圖 1.22) (3).Z 形彎曲加工(圖 1.23) (4).彎緣加工(Hermming)(圖 1.24) (5).捲緣加工(Curing)(圖 1.25)
類別: 技術標準
制定日期:2002/06/11
版次:A
共 14 頁 第 9 頁
(1)圓角半徑處之彎曲應力 (2)壓料板與金屬板料之間摩擦力 (3)母模與金屬板料之摩擦力 (4)沖頭與金屬板料之間摩擦力 (5)凸圓區域之壓縮力 (6)沖頭必須施以一足夠的力在金屬胚料一克服滑動與靜態摩擦力及圓角半徑處之彎曲
连续冲裁模具设计说明书
➢课题名称:连续冲裁模教具设计➢指导老师:孙卫和➢姓名:黄秋霞➢系别:先进制造技术与工程系➢班级:01CAD(2)班➢学号:01181207前言冷冲压在机械制造、电子电器及日常生活中占有十分重要的地位,因此也促使了冲压模具业的发展,社会上对从事模具设计的人才的需求量也不断增加。
学校为了适应市场的需求为社会输送这方面的人才,为我们计算机辅助设计与制造专业的学生开设了《冷冲模设计》的课程。
可是在教学的过程当中,我们作为学生的,由于缺少对冷冲压这方面知识的感性认识,所以当老师通过教科书为我们讲解的时候,学生往往都会觉得很难理解,这样对学生对这方面知识的接收会形成障碍。
虽然,在教学的过程,老师有时也会采用一些多媒体软件来为我们介绍各种冷冲模模具的结构特点与工作原理,我们从中也会增长不少感性认识,但是这还是不够的。
如果在教学的过程中,老师能用一些具体实在的模具模型来为学生讲解的话,学生必定能够对冲模的具体结构和工作原理有更深的感情认识。
因为在教学的过程老师可以拆分模具模型的每个零部件并逐一讲解其功能及形状特征和为学生演示把模具模型的零部件逐一组装成一套完整的模具模型的过程。
经过老师讲解后,学生也可以亲自动手对模具模型进行拆分和组装。
在这拆分和组装的过程当中,学生无论是对模具的每个零部件还是对组装后的整套模具都必定会有很深的认识。
综上所述,模具教具在有关模具设计的教学过程中能够带来很好的教学效果。
然而,据本人了解,现在学校所采用的模具教具多数都是一些木制品或者是拿一些已经报废的模具来做教具。
在使用这些模具教具的过程中,我们又会发现用木材制造的模具教具虽然很轻便,但是不够坚固,经过几次拆卸组装后某些零部件往往就会损坏;而使用报废的模具来做教具时,我们又会发现这些教具由于多数零部件是用钢材制造的,教具的结构虽然会很坚固,但是这种教具的重量就会很重,要搬动教具的零部件进行组装和拆卸就会感觉很费劲,如果一不小心很可能还会砸伤手脚。
五金冲压模具设计经验资料
★冲压模具的概念冲压模具,也称冲模、五金模具、五金冲压模具,意思差不多都是一样的。
是指利用固定在冲床或压力机上的模具对金属或非金属板材施加一定的压力,使材料产生分离或成型,从而获得一定尺寸要求、外观质量合格的零件的压力加工方法。
模具分为很多种,我这里主要是针对我熟悉的五金冲压模具来讲。
通过模具加工出来的产品,尺寸、外观都基本一样,没什么大的区别,因为能快速成型,生产效率高,产品质量稳定,精度符合要求,材料利用率高,操作简单、工人劳动强度低,对操作工人技术要求不高,一般人只要一进来,跟着别人学习操作一两天,很快就能上手,有的甚至不用一两天,几分钟就能学会。
如果是产线主机手,要学会操作冲床、送料机、整平机、拆模架模等,都是一些很简单的活,有力气、肯吃苦耐劳就行。
平时注意安全不要随便往模具里面放任何的东西在里面,扳手啊、剪刀啊、其它工具等不要放模具里边,有模修来修过模具(专业术语:修模)之后,你打之前就要看好了,看他们有没有把东西忘记在模具里面,当然一般模修是不会犯这样的错误的,不过你也要注意一下。
别把模具打坏了、或者把身上手上哪里伤着了,干这个切记注意安全,一不小心模具里面东西忘记拿出来了,冲床打下来就有可能把模具打坏,万一里面的东西要是飞出来了?,人有可能也会受伤。
有时候叉车叉模具的时候,没叉好,模具掉下来了,这个时候千万别用手去扶,让远一点,模具摔坏了没事,别把人砸到了;天车吊模具的时候也要注意离模具远一点,小心模具晃过来碰着了就不好了。
搞模具这行、或与模具打交道经常容易出事,新人进厂特别要注意这些安全事项。
★冲压模具的结构介绍冲压模具的结构、冲模的结构,模具结构大同小异,根据不同的产品特点及需求设计相应的模具,不同的模具结构,它的功能也不同,生产出来的产品也不同,总的来说有简单的,有复杂的。
但是不管结构怎么复杂,它的基本结构是不变的,无外乎是若干个模板、入块和标准件。
模具一般是由若干模板和零件(我们称之为入块、或入子)还有标准件组装而成。
五金端子冲压模具设计要点说明

五金端子冲压模具设计要点说明一、端子模具设计注意事项。
端子模具的成熟产品,一般有两个特点:产量大,更新期快。
基于产品的特点,在设计端子模具时应就这两个方面对模具结构和思路作整合,把个人的感想说一下。
1、端子模具在设计排样的时候,尽可能节省材料,一般情况下,料条的pitch产品或客户已确定,不能改变,所以在材料宽度上考虑,可以单料双排,双料双插以提高材料的利用率。
2、模具设计时尽可能在同一工步作多个工序,尽量的减短模具长度,消除加工精度产生的累积误差。
3、对于折曲角度、尺寸要求严的,尽可能有调整工步,调整时只需要在冲床上调整而不用拆卸模具。
总的来说,就是要提高冲床速度和尺寸稳定性,降低单个产品的成本,端子产品的单个产品的利润比较低,是靠高产量来提高整体利润。
二、端子模具的系带变形调整在设计和组立及修模端子模具时,系带变形是一个很重要的内容。
系带变形包括:系带弯刀、系带扭曲、及系带蛇形三种。
其实系带蛇形就是弯刀和扭曲的综合。
英文是cabriole,twist and snake。
弯刀(cabriole)的调整有三种,一种是不让它出现,在它出现的地方强压。
二是在出现后马上反响强压,三是料条快出模具时强压调整,让它变形抵消弯刀。
1、是否是由于排样是单载体所致,如是的话,可在偏向的那侧加一挡料块,也可先用加强压料板的压力来一试。
2、检查和调整一下送料机。
3、检查一下弯曲部分公母模的R角是否大小一样,两边受力是否均衡(如果是U型弯曲的话)。
4、总之造成此现象的原因主要是“力”的问题在端子模中,尤其是汽车方面端子模中,多次折弯也是引发系带变形的主要原因,局部强压、调整机构、合理的折弯工步及结构都是不可少的。
三、IC端子模具IC导线架是半导体及信息产品的关键性金属组件,随着半导体及信息产业的蓬勃发展,其市场需求甚巨且呈快速成长。
IC导线架冲压模具是精度水准最高的模具代表,不仅要有高级的模具设计技术,而且应具备高精密的加工设备(光学投影磨床及线割放电加工机是不可缺少的工具)。
五金冲压连续模设计规范

五金冲压连续模设计规范五金冲压连续模具设计是五金冲压工艺中的重要环节,直接关系到产品的质量和生产效率。
在连续模设计中,外导柱是一个关键部件,对模具的使用寿命和性能有着重要影响。
下面将介绍五金冲压连续模设计规范中外导柱的设计要点和注意事项。
一、设计要点:1.外导柱的定位准确性:外导柱是模具中的一个定位部件,它的定位准确性直接影响到模具的装配准确性和工作稳定性。
设计时应确保外导柱的尺寸和位置与其他定位部件匹配,达到精准定位的效果。
2.外导柱的刚度和稳定性:外导柱在模具工作过程中承受着较大的冲击载荷,因此其刚度和稳定性非常重要。
设计时应选择合适的材料和加工工艺,使外导柱具有足够的强度和刚度,以保证模具的工作稳定性和寿命。
3.外导柱的表面处理:外导柱与模具中其他部件的接触面积较大,表面粗糙度和润滑性对模具的使用寿命有着直接影响。
设计时应考虑外导柱的表面处理,如镀硬铬、磨削和润滑油脂等,以减少摩擦和磨损,提高模具的使用寿命。
4.外导柱的维护性和更换方便性:外导柱在使用过程中可能会出现磨损或其他故障,因此应考虑其维护性和更换方便性。
设计时应合理安排外导柱的位置和固定方式,以便于维护和更换。
二、设计注意事项:1.外导柱的长度和直径:外导柱的长度和直径应根据模具的具体要求进行选择,通常情况下,外导柱的长度应该略长于模具厚度的一半,直径应根据外导柱所承受的载荷和工作环境选择合适的尺寸。
2.外导柱的材料选择:外导柱材料的选择应考虑载荷、磨损和使用环境等因素。
通常情况下,外导柱应选择高强度的合金钢或工具钢,有些情况下还可以选择高速钢或硬质合金。
3.外导柱的固定方式:外导柱的固定方式应选择可靠且易于调整的方式,以便于实现模具的定位和调整。
通常情况下,可以采用螺纹固定、精确磨削或锁销等方式进行固定。
4.外导柱的润滑方式:外导柱与其他模具部件之间的间隙应适当设计,并配备润滑油脂或润滑剂,以减少摩擦和磨损。
外导柱还可以设计润滑孔或油管,方便润滑油脂的补充和更换。
五金端子冲压模具设计要点说明
五金端子冲压模具设计要点说明一、端子模具设计注意事项。
端子模具的成熟产品,一般有两个特点:产量大,更新期快。
基于产品的特点,在设计端子模具时应就这两个方面对模具结构和思路作整合,把个人的感想说一下。
1、端子模具在设计排样的时候,尽可能节省材料,一般情况下,料条的pitch产品或客户已确定,不能改变,所以在材料宽度上考虑,可以单料双排,双料双插以提高材料的利用率。
2、模具设计时尽可能在同一工步作多个工序,尽量的减短模具长度,消除加工精度产生的累积误差。
3、对于折曲角度、尺寸要求严的,尽可能有调整工步,调整时只需要在冲床上调整而不用拆卸模具。
总的来说,就是要提高冲床速度和尺寸稳定性,降低单个产品的成本,端子产品的单个产品的利润比较低,是靠高产量来提高整体利润。
二、端子模具的系带变形调整在设计和组立及修模端子模具时,系带变形是一个很重要的内容。
系带变形包括:系带弯刀、系带扭曲、及系带蛇形三种。
其实系带蛇形就是弯刀和扭曲的综合。
英文是cabriole,twist and snake。
弯刀(cabriole)的调整有三种,一种是不让它出现,在它出现的地方强压。
二是在出现后马上反响强压,三是料条快出模具时强压调整,让它变形抵消弯刀。
1、是否是由于排样是单载体所致,如是的话,可在偏向的那侧加一挡料块,也可先用加强压料板的压力来一试。
2、检查和调整一下送料机。
3、检查一下弯曲部分公母模的R角是否大小一样,两边受力是否均衡(如果是U型弯曲的话)。
4、总之造成此现象的原因主要是“力”的问题在端子模中,尤其是汽车方面端子模中,多次折弯也是引发系带变形的主要原因,局部强压、调整机构、合理的折弯工步及结构都是不可少的。
三、IC端子模具IC导线架是半导体及信息产品的关键性金属组件,随着半导体及信息产业的蓬勃发展,其市场需求甚巨且呈快速成长。
IC导线架冲压模具是精度水准最高的模具代表,不仅要有高级的模具设计技术,而且应具备高精密的加工设备(光学投影磨床及线割放电加工机是不可缺少的工具)。
连续冲压模具课程设计

连续冲压模具课程设计一、课程目标知识目标:1. 学生能够掌握连续冲压模具的基本结构及其工作原理;2. 学生能够了解并描述连续冲压模具的设计流程;3. 学生能够理解并运用连续冲压模具的相关技术参数和公式;4. 学生能够掌握连续冲压模具的常见故障及其解决方法。
技能目标:1. 学生能够运用CAD软件进行连续冲压模具的设计与绘制;2. 学生能够运用相关计算工具进行连续冲压模具的参数计算;3. 学生能够运用实际操作方法对连续冲压模具进行组装和调试;4. 学生能够通过实际案例分析,提出合理的连续冲压模具优化方案。
情感态度价值观目标:1. 学生能够认识到连续冲压模具在现代制造业中的重要作用,增强对制造业的热爱和责任感;2. 学生在团队合作中培养沟通、协作能力和工匠精神,提高自身综合素质;3. 学生能够关注连续冲压模具行业的发展动态,树立创新意识,积极参与技术改进和创新;4. 学生能够遵循职业道德,注重生产安全,养成良好的职业习惯。
本课程针对高年级学生,结合课程性质、学生特点和教学要求,旨在培养学生在连续冲压模具领域的专业知识和技能,提高学生的实践操作能力,同时注重培养学生的情感态度和价值观,使他们在掌握专业知识的同时,具备良好的职业素养和创新能力。
通过对课程目标的分解,为后续的教学设计和评估提供具体可衡量的依据。
二、教学内容1. 连续冲压模具概述- 了解连续冲压模具的定义、分类及其应用领域;- 掌握连续冲压模具的优缺点及发展趋势。
2. 连续冲压模具结构及工作原理- 学习连续冲压模具的主要结构及其功能;- 掌握连续冲压模具的工作原理和力学性能分析。
3. 连续冲压模具设计流程- 了解模具设计的基本原则和步骤;- 学习模具设计中的参数计算、结构设计及材料选择。
4. 连续冲压模具参数计算- 掌握模具力、压力、行程等主要参数的计算方法;- 学会运用计算工具进行模具参数计算。
5. 连续冲压模具CAD设计- 学习运用CAD软件进行模具设计与绘制;- 掌握模具三维建模、二维工程图绘制及模具组件设计。
五金冲压连续模具设计讲义ppt课件

沖孔模結構
刃口斜度
• 凹模端面磨損比凸模大﹐原因是凹模端面材 料滑動較為自由﹐而凸模下的材料沿板面方
向的滑動則受到了限制。
• 凸模側面的磨損最大﹐則是因為凸模側面受 到卸料作用的長距離摩擦而加劇了磨損。
• 為了提高模具壽命﹐可采用較大間隙﹔用小
間隙﹐就必須提高模具硬度和制造精度﹐對
沖模刃口充分潤滑﹐以減少磨損。
19
沖孔模結構
沖孔模結構
沖裁斷面
M—毛面 R—塌角
G—光面
沖裁所得的表面﹐如 右圖所示﹐在沖出孔 的上部﹐有些微圓角 稱塌角﹐接著是由剪 切形成的光亮光面﹐ 最后是撕裂形成的毛 面。而在廢料上﹐也 有類似的三部分﹐只 是分布位置的上下次 序相反。
10
沖孔模結構
沖裁斷面與間隙
I型 間隙很大
R很大 a很大 拉毛很大
•由于生產中的磨損﹐在設計時取最小合理間 隙。
23
沖孔模結構
沖裁力
•沖裁力是指在沖裁中的最大剪切抗力。計算沖 裁力是為了合理選擇壓力機和設計模具。平刃口 模具的沖裁力計算公式如下﹕
F=Ltτ
式中F—沖裁力(N)﹔L—沖裁周長(mm)﹔t—材料
厚度(mm)﹔τ—材料的抗剪強度(Mpa)。
•考慮到模具刃口的磨損﹑凸模與凹模間隙不均 勻﹑材料性能的波動和材料厚度偏差等因素﹐實 際所需沖裁力應增加30%﹐即﹕
1~2 2.5~5 1~2 0.5~1 0.5~1 0.5~1 0.5~1.5 1.5~2.5 0.5~1 1~2 1.5~2.5 0.5~1 22
沖孔模結構
間隙方向
•落料時凹模尺寸做成工件要求尺寸﹐凸模為 凹模尺寸減去間隙值。
•沖孔時凸模尺寸做成工件要求尺寸﹐凹模為 凸模尺寸增加間隙值。
五金冲压连续模设计规范(铆合模设计)

五金冲压连续模具设计规范鉚合模設計標準文件編號:SB-B0031 一.目的返回上頁推行作業標准化﹐實現模具設計快速統一。
二.適用范圍沖模設計3.內容鉚合螺帽請參見圖鉚合螺帽零件圖。
在產品上鉚合螺帽時﹐為了保証螺帽的定位穩定和成型以后產品質量﹐我們在設計模具時都要為螺帽設計專用的定位裝置。
1. 鉚合螺帽在沖件上方時的模具結構示意圖(圖一)﹐注意﹕(1) 引導銷的直段高度要包含頂料銷的高度﹔(2)引導銷處的彈簧選用Φ8.0圓線彈簧。
2. 壓螺帽沖子示意圖(圖二)﹐適用于M3,M4和#6-32螺帽﹐因沖子頭部尺寸較大不需要為這個沖子在上面再加專門熱處理過的淬火入子。
類別:技術標準制定日期:2002/06/11 版次:A 共4頁第1頁五金冲压连续模具设计规范鉚合模設計標準文件編號:SB-B00313. 鉚合螺帽在沖件下方時的模具結構示意圖如圖三所示﹐注意螺帽放到定位入塊中定位后應比定位入塊的最上平面高0.5mm.4.鉚合螺帽定位入塊示意圖(圖四).類別:技術標準制定日期:2002/06/11 版次:A 共4頁第2頁五金冲压连续模具设计规范第一部分:鉚合模設計標準文件編號:SB-B00315. 注意事項﹕(1) 注意圖二和圖四中的尺寸”H-0.1”.(代號H為鉚合螺帽零件尺寸﹐參見鉚合螺帽零件圖)(2) 定位零件的定位段直徑D取值原則﹕以螺帽的螺絞孔內孔為基數﹐圓整為0.05的倍數。
(3) 各種規格螺帽的內徑請根據產品的實際情況予以確定。
6.模具設計中,螺柱的鉚合模具結構圖請參考圖六。
其下模板螺柱過孔﹐割﹐單邊加0.05mm.7. 鉚合模具結構如圖六所示﹐適合于材料浮升較低時﹐螺柱可以插入下模板內﹔但若材料浮升高度較高時﹐為使螺柱定位穩定﹐而在下模孔內加浮升引導銷給予導正。
8. 鉚合螺柱的脫料方式﹐一般情況下﹐采用如圖六中所示的方法﹐直接加以浮升銷。
但如果位置不夠,無法加浮升銷時﹐可以直接在螺柱過孔內加浮升銷﹐直接頂住螺柱﹐只需把螺柱脫起2-3mm即可。
五金冲压连续模具设计讲义

五金冲压连续模具设计讲义一、引言二、连续模具的概念和分类1.连续模具是指在连续冲压工艺中,通过传递和固定材料,实现连续冲压成形的一种特殊模具。
2.连续模具可根据结构和功能的不同分为多种类型,如进料槽模具、过渡模具、冲孔模具等。
三、连续模具设计的主要原则1.稳定性原则:连续模具应具备足够的刚性和稳定性,以确保模具在高速连续冲压中能够稳定运行。
2.可靠性原则:连续模具的各个部件应设计成合理的结构,确保能够长时间、高频率地运行而不出现失效。
3.互换性原则:连续模具的结构和尺寸应符合标准,以便在需要更换模具时能够方便和快速地进行更换。
4.高效性原则:连续模具应尽可能减少材料浪费和能耗,提高生产效率和节约能源。
四、连续模具设计的要点1.连续进料槽的设计:进料槽是连续模具中的重要部分,其设计应考虑材料的传递和固定,以及防止卡料、卷曲等问题。
2.过渡模具的设计:过渡模具用于将连续进料槽中的材料转移到冲孔模具或其他成形模具中,其设计应考虑材料的位置、角度和角度的控制。
3.冲孔模具的设计:冲孔模具是实现连续冲压成形的关键部件,其设计应考虑冲孔位置、孔型和模具尺寸等因素。
4.排渣系统的设计:连续模具中的排渣系统用于将冲孔产生的废料排出,其设计应考虑排渣通道的位置、大小和形状等因素。
5.模具材料的选择:连续模具应选用高强度、耐磨损的材料,以保证模具的使用寿命和稳定性。
五、连续模具设计案例以连续冲孔为例1.确定冲孔模具的位置和孔型。
2.设计进料槽和过渡模具,确保材料能够顺利传递到冲孔模具。
3.设计冲孔模具的结构和尺寸,确保能够准确地冲出孔。
4.设计排渣系统,确保废料能够及时、顺利地排出。
5.检查整个连续模具的设计,确保各个部件能够协调工作,并进行必要的调整和优化。
六、结论连续模具设计是五金冲压工艺中的重要环节,合理的连续模具设计可以提高生产效率和产品质量。
本讲义介绍了连续模具的概念、分类、设计原则和要点,以及以连续冲孔为例的设计步骤。
五金冲压连续模具设计讲义全

五金冲压连续模具设计讲义全一、引言五金冲压连续模具设计是制造五金冲压件的重要工艺之一、连续模具是五金冲压件的生产工具,具有高效、精确、稳定的特点。
本设计讲义将介绍五金冲压连续模具的设计原理、设计要点以及注意事项,以指导读者正确地设计出优质的连续模具。
二、设计原理连续模具是由多个冲压工位组成的,通常包括送料、剪断、冲孔、成形等工序。
设计连续模具时,需要根据冲压件的尺寸、形状和工序要求,确定冲头、模具、送料装置等关键部件的结构和尺寸。
同时,还需考虑冲压机的技术参数,以保证模具在冲压过程中的稳定性和精度。
三、设计要点1.冲头设计:根据冲孔工序的要求,选择适当的冲头形状和尺寸。
通常情况下,冲头应具备良好的导向性、切削性和抗疲劳性能,以保证冲孔的质量和寿命。
2.模具设计:根据冲压工序的要求,确定模具的结构和尺寸。
模具应具备良好的刚性和稳定性,以抵抗冲压时的应力和压力。
同时,还需考虑方便拆卸和更换模具。
3.送料装置设计:根据冲压机的技术参数和冲压工序的要求,选择适当的送料装置。
送料装置应能够精确和稳定地将工件送入模具,以保证冲压的准确性和连续性。
四、注意事项1.安全性:在设计连续模具时,应充分考虑安全因素。
需要确保模具的各个部件均能在工作过程中有效保护操作人员的安全。
同时,还需对模具的使用过程进行风险评估和控制。
2.降低生产成本:在设计模具时,应力求减少材料和零部件的浪费,提高模具的使用寿命。
同时,还需考虑降低设备的维护成本和加工工艺的复杂程度。
3.提高冲压效率:设计连续模具时,应尽可能减少冲压工序的数量和时间。
通过合理布局和优化工艺参数,提高冲压机的运行效率和产量。
五、总结连续模具设计是五金冲压件生产的重要环节,对产品质量和生产效率具有重要影响。
本设计讲义介绍了五金冲压连续模具设计的原理、要点以及注意事项,希望读者能够通过学习和实践,掌握连续模具设计的基本方法和技巧,设计出更加优质和高效的连续模具。
端子冲压及模具简介

端子衝壓及模具簡介1. 簡介端子衝壓及模具是一種常見的製造過程,用於製作各種電子設備中的端子,如連接器和插頭等。
這種製程使用專門設計的模具來加工金屬線材,以形成所需的端子形狀。
這種方法常見於汽車、電子、通信等行業。
本文將介紹端子衝壓及模具的基本概念、製程步驟和相關注意事項。
2. 端子衝壓製程步驟端子衝壓製程通常包括以下步驟:2.1. 材料選擇端子衝壓所需的金屬材料通常是銅、鋁或鐵等。
選擇材料時需要考慮到端子的使用環境和要求。
2.2. 線材切割在端子衝壓過程中,線材需要根據端子尺寸進行切割。
這一步驟可以使用手動或自動切割機器完成。
2.3. 衝壓成型衝壓成型是整個製程的關鍵步驟。
這一步驟中,線材被放入模具中,然後通過衝壓機械施加壓力,將線材塑性變形成所需的端子形狀。
2.4. 清洗和檢查在衝壓成型完成後,端子需要進行清洗和檢查。
清洗可以去除表面的污物,而檢查則是確保端子的質量符合要求。
2.5. 表面處理某些情況下,端子需要進行表面處理,以增強其耐腐蝕性或導電性。
3. 端子衝壓模具端子衝壓模具是進行衝壓成型的關鍵設備。
模具的設計和製造直接影響到端子的形狀和質量。
3.1. 基本結構端子衝壓模具通常由上模、下模和模具座組成。
上模和下模上都刻有所需的端子形狀,並通過模具座固定在一起。
3.2. 材料選擇模具通常使用高硬度的工具鋼或硬質合金製造。
這些材料擁有良好的耐磨性和耐用性,能夠抵抗衝擊和壓力。
3.3. 設計要求衝壓模具的設計需要考慮到以下因素:•端子的形狀和尺寸•材料的特性和力學性能•衝壓機的適配性和操作性3.4. 製造工藝模具的製造通常包括以下步驟:1.模具設計2.材料切割3.高速鋼或硬質合金的熱處理4.數控銑削和電火花加工5.模具組裝和測試4. 注意事項在進行端子衝壓及模具製造過程中,還需注意以下事項:•操作人員需熟悉衝壓機的使用方法和操作要求•定期檢查和維護衝壓機和模具,確保其正常運行•在操作過程中,要注意保護個人安全,避免意外傷害發生•根據端子的使用要求,選擇合適的材料和處理方法結論端子衝壓及模具製造是一個重要的製造過程,廣泛應用於電子設備的製造中。
五金连续模设计要点

250T以下(含250)连续模设计要点一.一.与冲裁相关问题:1. 1.对于冲孔直径在2mm以下的冲子,须作加高小夹板稳固,且满足快拆结构要求.2. 2.冲子的壁厚小于1.0 mm处要作加强设计﹐且脱料板不得逃空.保证挂位拉断后冲头不掉下来。
3. 3.对于只能锁一个螺丝的冲头,除了设计反锁螺丝外,还须设计挂台防止螺丝断裂冲头掉落.4. 4.对于冲孔直径在2mm以下的下模刀口需作方形入块,可用螺丝头压.5. 5.冲子固定的小夹板材料Cr12Mo1V1淬硬HRC510,板大小尽量在25*25*38以上(特殊情况外)且固定螺栓不得小于M6。
6. 6.圆孔冲子与脱板间隙单边0.01mm,异形冲子与脱板间隙单边0.015mm,脱板割10斜度,保证10mm直身位.(对于大异形冲,可打固定销,间隙单边0.05mm)6.冲圆孔冲子直径须在Φ4mm以上,对于料厚1.5mm以上,冲孔直径在2.5mm以下的冲孔需5.对于外观件,折弯部分须设计成滚针形式。
6.对于向上单边折弯,若有较大侧向力时,另一边需在脱料板和夹板上加平衡块.以减少脱料板侧向力.三.定位: 1. 1. 导向冲尽可能做成子母套脱料形式,且保证子母套上下弹簧初始力比为1:2.若因位置局限不能做子母套的导引针旁必须加”品字形”脱料顶梢. 子母套结构如下﹕2. 2. 下模浮升套外径尽量在Φ20m 以上,以免安装合适的弹簧,确保压缩量及弹压力.浮升套结构如下﹕3. 3. 内导柱要求为﹕Φ20mm 须用六根内导4. 下模座(板)总长如超过1500mm(含)﹐则外导柱设计六组以确保模具的稳定性.4. 4. 料带两侧尽量使用固定导料块导料,导料块挂台设计成4mm 。
5.模内必须设计有误送检知装置且尽量做在最后工步(检知为摆杆式)。
四.弹力部分:1. 1.弹簧的压缩必须在安全寿范围内,按100万次设计.2. 2.弹簧箱打板最好与脱料板对应设置.尽量不要跨越两个脱板之间。
五金冲压模具设计详解!
五金冲压模具设计详解!一.冲压模具分类“冲压模具依构造可分为单工程模、复合模、连续模三大类。
前两类需较多人力不符经济效益,连续模可大量生产效率高。
同样,设计一套高速精密连续冲模,也要对你所生产的产品(包含所有用冲压加工出来的产品,富士康集团主要有端子、电脑机壳以及连接器上用的小五金及目前的手机零件等等)。
设计连续冲模需注意各模组之间的间距、零件加工精度、组立精度、配合精度与干涉问题,以达到连续模自动化大量生产的目的。
二. 单元化设计之概念:“冲压模具整体构造可分成二大部分:(1).共通部分(2).依制品而变动的部分。
共通部分可加以标准化或规格化,依制品而变动的部分是难以规格化。
三. 模板之构成及规格1. 模板之构成“冲压模具之构成将依模具种类及构成及相异,有顺配置型构造与逆配置型构造二大类。
前者是最常使用的构造,後者构造主要用於引伸成形模具或配合特殊模具。
从事的主要工作包括:(1)数字化制图——将三维产品及模具模型转换为常规加工中用的二维工程图;(2)模具的数字化设计——根据产品模型与设计意图,建立相关的模具三维实体模型;(3)模具的数字化分析仿真——根据产品成形工艺条件,进行模具零件的结构分析、热分析、疲劳分析和模具的运动分析;(4)产品成形过程模拟——注塑成形、冲压成形;(5)定制适合本公司模具设计标准件及标准设计过程;(6)模具生产管理。
2. 模具之规格(1).模具尺寸与锁紧螺丝“模板之尺寸应大於工作区域,并选择标准模板尺寸。
模板锁紧螺丝之位置配置与模具种类及模板尺寸有关。
其中单工程模具最常使用锁紧螺丝配置於四边角,最标准形式工作区域可广大使用。
长形之模具及连续模具最常使用锁紧螺丝配置於四边角及中间位置。
(2).模板之厚度“模板之厚度选择与模具之构造、冲压加工种类、冲压加工加工力、冲压加工精度等有绝对关系。
依据理论计算决定模具之厚度是困难的,一般上系由经验求得,设计使用的模板厚度种类宜尽量少,配合模具高度及夹紧高度加以标准化以便利采购及库存管理。
冲压模具结构连续模步骤(设计标准)

一. 五金冲压材料介绍
什么是冲压材料? 冲压材料是指适合冲压成型工艺的材料,涉及到材料性能包括材 料硬度,抗拉强度,抗剪切强度等。成型的工艺包括冲切,折弯,拉伸等。 常见的冲压材料 (1). SPCC (2). SECC (3). SGCC (4).不锈钢(5). SPTE马口铁 (6).洋 白铜片(镍铜合金)(7). 磷青铜片(8). 硬铝合金 (9).碳素工具钢 1. SPCC
b. 孔尺寸之重组值 冲孔尺寸由冲头决定,由于冲头会不断磨损,使得冲孔 不断减小,所以冲孔的重组值取公差正侧的50%~70% c. 弯曲部分尺寸之重组值 折弯部分尺寸受折弯展开系数影响比较大,为了提高产 品尺寸精度,一般折弯尺寸的重组值取公差的中间值。
3. 产品图展开
弯曲制品产品展开计算标准:
2. SECC (1).电镀锌钢板是一般的冷轧钢板在连续电镀锌产线 经过脱脂、酸洗、 电镀及各种后处理后的产品。 (2).SECC与SPCC一样,根据拉伸等级分为SECC、SECD、SECE。 (3).SECC的特点是自身带有镀锌层,防腐蚀性能良好,可以直接作为产品的外 观件,所以近几年来,在电子行业广泛应用并逐步取代SPCC。缺点是断口 容易生锈。 SECC的性能参数: SECC的性能除了拉伸性能外还有很多参数: 1. 镀锌层种类:纯锌电镀,合金锌电镀(Zn-Ni) 2. 镀锌层厚度:E16/E16,E20/E20,E24/E24等 3. 化成处理方式不同: a.通用:磷酸锌处理,铬酸盐处理 b.耐指纹:特殊铬酸锌皮膜,树脂脂皮膜等等 c.特殊皮膜 4. 硬度等级不同:S,1/4H,3/4H等等。
9.侧刃定位设计标准
a. 模设计中﹐为使材料送料精確,使用節距定位來保证 材料的送料步距。节距定位一般有切舌式和侧刃定位 两种方式。因采用侧刃定位尺寸稳定﹐固常使用。 b. 侧刃剪切材料的寬度e對于一般材料e取值为2.0mm;對 于沖剪薄(T≦0.3mm)时e取值为1.5mm。侧刃定位块與 沖頭的间隙为0.01mm.﹔与沖剪后材料的间隙为0.03mm。 侧刃定位块尺寸請參考標准件”節距定位块”。结构 方式請詳見(图一)﹕
接线端子冲压模具设计
接线端子冲压模具设计XX学院毕业设计(论文)题目接线端子冲压模具设计姓名学号系部专业指导教师职称教授2015-04-06摘要在这次设计中根据所给题目的要求,首先对冲压件进行了分析,分析该零件的尺寸精度得出用一般精度的模具即可满足零件精度的要求,再从零件的形状、尺寸标注及生产批量等情况看,选择加工方案。
由于模具工业的重要性,模具成型工艺在各个工业部门得到了广泛的应用,使得模具行业的产值已经大大超过机床刀具工业的产值.这一情况充分说明在国民经济蓬勃发展的过程中,在各个工业发达国家对世界市场进行激烈的争夺中,越多越多地采用模具来进行生产,模具工业明显地成为技术经济和国力发展的关键.因此,要使国民经济各个部门获得高速发展,加速实现社会主义四个现代化,就必须尽快将模具工业搞上去,使模具生产形成一个独立的工业部门,从而充分发挥模具工业在国民经济中的关键的作用. 本设计接线端子零件冲压模具,凸凹模安装在模具下模座上。
倒装复合模废料清理无须二次清理,操作方便安全,生产效率较高。
设计上主要是对凸模、凹模的设计,其中主要是其工作部分的尺寸设计,以保证制件的精度和质量要求。
关键词:模具冲裁件凸模凹模ABSTRACTIn this design according to the requirements of the topic, firstly, stamping parts are analyzed, the dimensional accuracy ofthe parts of the analysis that the general accuracy of the mould can meet the requirements of precision parts, from the shape, dimension and mass production situation, selection and processing scheme. Due to the importance of the mold industry, mold forming technology has been widely used in various industrial sectors, so that the mold industry output value has been greatly exceeded the machine tool industry output value. This fully explained in the process of national economy vigorous development, in the fierce competition for each industrial developed countries on the world market, more and more using mold for production, key technology and national economic development has become the mold industry obviously.Therefore, to make each department of national economic high speed development, accelerate the realization of the four modernizations of socialism, we must mold industrial make up as soon as possible, so that the mold production formed an independent industrial sector, so as to give full play to the key role of mold industry in the national economy. The design of bending plate stamping bracket parts of the die, punch and die installed in the mould of the lower mould seat. Flip composite modulus waste disposal, without two clean, convenient and safe operation, high production efficiency. The design process of compound die and bending die compound die is similar, the bending die structure is more complex. The design is mainly the design of the punch, concave die and punch and die, which is mainly designed dimension of the part of the work, to ensure the precision and quality requirements.Keywords: mould,blank piece;punch;dies目录第一章工件分析 (1)第一节材料的工艺分析 (1)第二节材料选择 (3)第三节工件结构形状 (3)第四节尺寸精度 (3)第二章冲裁工艺方案的确定 (5)第三章模具总体设计 (6)第一节模具类型的选择 (6)第二节操作与定位方式 (6)第三节卸料、出件方式 (6)第四节确定送料方式 (7)第五节确定导向方式 (7)第四章模具工艺参数确定 (8)第一节排样设计与计算 (8)第二节搭边值的确定 (8)第三节进距与条料宽度计算 (9)第四节材料利用率的计算 (12)第五章计算冲压力与压力机的初选 (12) 的计算 (13)第一节冲裁力Fp的计算 (13)第二节卸料力Fq1的计算 (14)第三节顶件力Fq2第四节总的冲压力F的计算 (14)第五节压力机的初选 (14)第六章模具压力中心的确定 (15)第七章冲裁模间隙的确定 (16)第一节冲裁间隙Z (16)第二节冲裁间隙分析 (16)第八章凹、凸模刃口尺寸的计算 (18)第一节刃口尺寸计算的基本原则 (18)第二节刃口尺寸的计算 (18)第九章主要零部件的设计 (21)第一节工作零件的设计与计算 (21)第二节橡胶的选用 (27)第三节模架及其零件的设计 (28)第十章校核模具闭合高度及压力机有关参数 (30) 第一节闭合高度的计算 (30)第二节冲压设备的选定 (30)第十一章模具图纸的设计 (31)第一节落料模图纸 (31)第二节冲孔模图纸 (32)第三节弯曲模图纸 (32)结论 (34)参考文献 (35)致谢 (36)第一章工件分析第一节材料的工艺分析近年来,由于模具技术的迅速发展, 模具设计与制造已成为一个行业越来越来引起人们的重视.模具是现代工业生产中重要的工艺装备,他在各种生产行业,特别是冲压和塑料成形加工中,应用极为广泛.我国模具工业总产值中,冲压模具的产值约为50%.现代模具技术的发展,在很大程度上依赖于模具标准化的程度,优质模具材料的研究,先进的模具设计和制造技术,专用的机床设备及高水平的生产技术管理等等,但其中模具设计是至关重要的一个方面.利用模具生产零件的方法已成为工业上进行成批或大批生产的主要技术手段,它对于保证制品质量,缩短试制周期,进而争先进入市场,以及产品更新换代和新产品开发都具有决定性意义.因此德国把模具成为”金属加工中的帝王”,把模具工业视为”关键工业”,美国把模具成为”美国工业的基石”,把模具工业视为”不可估量其力量的工业”,日本把模具说成”促进社会富裕繁荣的动力”把模具工业视为”整个工业发展的秘密”由于模具工业的重要性,模具成型工艺在各个工业部门得到了广泛的应用,使得模具行业的产值已经大大超过机床刀具工业的产值.这一情况充分说明在国民经济蓬勃发展的过程中,在各个工业发达国家对世界市场进行激烈的争夺中,越多越多地采用模具来进行生产,模具工业明显地成为技术经济和国力发展的关键.从我国的情况来看,不少工业产品质量上不去,新产品开发不出来,老产品更新速度慢,能源消耗指标高,材料消耗量大,这些都与我国模具生产技术落后,没有一个强大的先进的模具工业密切相关.因此,要使国民经济各个部门获得高速发展,加速实现社会主义四个现代化,就必须尽快将模具工业搞上去,使模具生产形成一个独立的工业部门,从而充分发挥模具工业在国民经济中的关键的作用.冲压生产靠模具和压力机完成加工过程,与其他机械加工方法相比,其在技术和经济方面有如下特点:⑴冲压加工的生产效率高,且操作方便,易于实现机械化和自动化.普通压力机每分钟可以生产十几个零件,高速压力机每分钟可生产几百甚至上千件零件.所以它是一种高效率的加工方法.⑵冲压件的尺寸精度由模具来保证,所以质量稳定,互换性好.⑶冲压可加工出尺寸范围较大形状较复杂的零件,小到仪表零件,大到汽车覆盖件,还可获得其他加工方法难以制造的壁薄、质量轻、刚性好、表面质量高、形状复杂的零件.⑷冲压加工一般不需要加热毛坯,也不像切削加工那样,需大量切削金属,所以它不但节能,而且节约金属,故冲压件的成本较低.由于冲压工艺具有上述突出的特点,因此在国民经济各个领域广泛应用.例如,航空航天、机械、电子通信、交通、兵器、日用电器及轻工等产业都有冲压加工,不但在工业生产中广泛才用冲压工艺,而且可以说每个人每天都直接与冲压产品发生联系.冲压在现代工业生产中,尤其是大批量生产中应用十分广泛.相当多的工业部门越来越多地才用冲压加工方法加工零件部件,如汽车、农机、仪表、仪器、电子、航空、航天、军工、家电及轻工等行业.在这些工业部门中,冲压件所占比例相当大,少则60%以上,多则90%以上.不少过去用锻造铸造和切削加工方法制造的零件,现在大多也被质量轻刚度好的冲压件所代替.因此可以说,如果生产中不广泛才用冲压工艺,许多工业部门要提高生产效率和产品质量、降低生产成本、快速进行产品更新换代是难以实现的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金屬端子連續沖模之設計模具工業可稱之為「工業產品之母」,因為除了傳統工業產品需借助「模具」,才能快速、精確、或自動的生產外,目前的高科技產品也不例外。
連續沖模(Progressive dies)是一種模具結構名稱,基本上可解釋為:沖壓零件無法由沖孔、彎形或引伸模等,其中任一種沖壓模具在一次沖壓過程中完成成品,而必頇由多套模具或多套工程來完成沖壓時,將這多道工程,或多套模具所應具備的各種結構零件設計在同一道模具內,使這套模具在連續沖壓過程中,完成該成品謂之。
連續沖模可定義為:將兩套以上的單獨工程沖壓模具,以數學的方法計算依序排列,並配合自動化設計,使各單獨工程合而為連續且整體的模具結構。
而模具一方面在高壓下連續使用,溫度劇烈上昇,另一方面又受很大的衝擊與摩擦,因此沖床使用之模具材料,也占極重因素,應具備的條件有以下幾點:﹝1﹞﹝1﹞耐磨耗性高﹝6﹞硬度大﹝2﹞﹝2﹞韌性(耐沖擊性)大﹝7﹞脫碳少﹝3﹞﹝3﹞經熱處理變形小﹝8﹞價格低﹝4﹞﹝4﹞淬火性良好﹝9﹞熱處理簡單﹝5﹞﹝5﹞切削性良好所以連續沖模應考慮好各種因素,才能設計出一副經濟又實用的良好模子,也很適合大量生產,所以探討的比較深入,且希望能夠更了解到加工程序之佈置與發展趨勢。
一、前言以往由於模具構造較簡易,模具工廠大多依據資深人員所繪製之草圖來加工模具零件,有關模具設計、構想模具結構細節及模具組裝程序皆無完整的圖面資料和作業說明,委外加工或自行加工有問題時,幾乎完全依賴資深人員或老師傅以口頭方式加以說明。
而連續模具之採用原則有適應大量生產之需求、工程安排比較容易、具有經濟性、緩和引伸加工材料的加工硬化和具有操作安全性;連續沖模的使用限制有產品數量的考慮、產品形狀的限制、不適於製造精度公差較高之製品、不適於製造會產生殘留應變之製品、指定毛頭方向之製品有時無法加工和成品材質及適用壓床之限制。
且目前沖壓模具之構造傾向複雜化,一副模具所包含的模具元件種類和數目亦很多,假使依照舊有方式進行模具之加工及組裝,不僅在零件及組裝方面會產生嚴重的問題,而且在往後之模具維護及保養上將因缺乏正確的圖面資料以供基準而陷入動彈不得之因境。
亦即沖壓模具設計圖之要求完整性將是模具工廠的必要作業。
連續沖模的工程設計市面上使用很多連續沖模所生產的製品,例如從細小的電子、電器等零件,到中、大型的汽車及飛機上的零件。
而沖壓製品的形狀種類繁多,各種沖模加工的工程亦有差異,要想對連續沖模擬定一套標準設計步驟並非易事。
一般設計連續沖模應考慮工程設計的步驟可分為五大項目:(1)依圖樣進行瞭解、分析,並作初步規畫。
(2)依製品的需求,考慮引導定位的問題。
(3)依製品的形狀要求,考慮沖頭、模塊的設計問題。
(4)依經濟的原則,考慮製品的料條佈置。
(5)考慮各種加工的因素。
連續模具之採用原則連續模具之選用上需加以特別慎重考慮金屬加工製品之數量問題。
儘管製品形狀或要求精度會影響到產品製造難易度及模具之結構,而使適用模具之價格發生相當幅度之差異,以及機械之加工速度等因素都會左右產品數量基準。
然而在一般情況下,連續模具之採用標準通常最少都在20000件至30000件左右。
因此,在連續模具之設計、製造及訂購之計劃階段,首先應將利用連續模具施行連續作業與利用單站模具在普通壓床上進行多次加工之經濟效益做詳細分析、評估與比較,藉以做為採用的依據。
以下為連續模之採用原則:(1)適應大量生產之需求連續沖模生產速度高於其它任何作業方式及加工型態。
若以曲軸沖床每分鐘沖壓次數,其每日產量可達30000~150000件。
(2)工程安排比較容易此類模具適當分解成簡單之形狀,分別安排在不同之工作站,將可避免模具構造之脆弱部份而增長壽命。
(3)具有經濟性連續沖模的加工可以節省加工材料、減少操作管理、搬運等人工以及場地的佔用面積,故富有經濟性。
(4)緩和引伸加工材料的加工硬化在連續沖模中施行引伸加工時可將引伸率增高而增加引伸次數,以緩和材料加工硬化的程度而避免加工中半成品退火的需要。
(5)具有操作安全性連續沖模係自動化的沖模,在加工中不需要手工操作,無傷害人體之可能性。
當送料機發生故障或其他意外事件發生時,沖床可以立即停止動作,避免沖頭遭受損毀。
連續沖模的標準件連續沖模的結構絕大部分的零件均與下料沖孔、剪斷、引伸相同。
目前已經標準化的零件尚不多,有待工業界尤其是模具工業的努力儘早的統一規劃,設計更精準,用途更廣的標準化零件。
(1)標準沖頭:工業界均使用標準圓形沖頭,加以修改成所需的沖子形狀,一般使用沖子成形器(Punch former)來研磨所需形狀尺寸。
(2)標準圓孔下模導管:常用的導管是下模也已經製成標準零件。
(3)模座:模座也是標準零件,有關模座的形式可分為四種:a. BB型:兩枝導桿排列在模座的後排。
b. CB型:兩枝導桿排列在模座的中排。
c. DB型:兩枝導桿排列在模座的對角方向。
d. FB型:四枝導桿分別排列在模座的四角。
(4)模柄:模柄的功能在於方便上模模座及零件,固定在沖床沖枕下,一般的情形,約在25噸左右還可以使用模柄。
他不但方便於操作者裝換模具,而有足夠的力量將模座固定妥當,使模具在正常情形下做生產的工作。
料條使用率連續沖模的料條安排是十分重要的,尤其沖壓成品的材料成本,幾乎佔直接成本的80%情況下,如果料條佈置不妥當,可能使成品的單價提高許多,相對的利潤減少很多,如何使成本降低而且不影響沖壓過程,是設計者應特別注意的問題。
材料使用率簡單的說就是製造沖壓成品所需要的材料,能在最少的廢料情況下完成沖壓成品,也就是說以相同的材料面積或重量,利用數學計算或幾何圖形安排,使能得到更多數量的成品,可以使用下式來計算。
材料使用率=沖壓成品的總面積或總重量/材料總面積或總重量*100%材料由捲料或板料裁成材料時,應計算材料使用率;成品在料條上的安排也應妥為計劃,成品排列方法不同,其料條使用率會有很大的出入,也會影響沖壓的成本。
料條框、料寬、橋帶及邊繫帶料條框的選擇關係料寬的尺寸,大部分成品的模具設計,其料條框的尺寸,相當於橋帶與邊繫帶。
所謂橋帶與邊繫帶,是指連續沖壓模具由多工程模具設計成整體的一套模具結構,當工程進行沖壓過程,在尚未完全完成沖壓成品,也就是未剪斷成品之前,所有工程均靠邊繫帶或橋帶來作送料;簡單的說就是連續沖模中聯繫各工程的材料部分,稱為邊繫帶或橋帶。
橋帶是指料條中間設計成送料的部分者,有單橋帶、雙橋帶等,若送料的部分設計在兩邊者稱為邊繫帶,有單邊的邊繫帶也有雙邊的邊繫帶,可能情況下應盡量以橋帶來取代邊繫帶,因為橋帶的送料較邊繫帶方式設計來的穩當,若能同時使用橋帶和邊繫帶則會更為理想。
料條框與料寬的選擇計算,關係材料送料強度、成品、沖壓過程變形問題等因素,故料框的計算也十分重要。
表2-3是料框與料寬選擇或表2-3 料寬與料寬的選擇數據表2-3中A21表示送料方向尖端應具備的距離。
A22、B22表示料框與料寬尖端應具備的距離。
t 表示厚度。
B21表示兩列或兩列以上成品並列時,料寬方向應具備的距離。
使用表2-3應注意以下幾點:(1)多列的料條佈置時應增加30~50%的寬度。
(2)對於塑膠或纖維材料應增加20%的距離。
(3)對於矽鋼片應增加50%的距離。
料片尺寸之精度沖壓成品的精度除特殊加工方法外,有一定範圍,所謂特殊加工方法是指精密下料,或者是料片沖成成品之後預留尺寸再作第二次的整修沖壓,此類方法的加工成品尺寸精度可較一般的沖壓下料來的精密,約可達一般沖壓加工公差的1/2精密度。
何以沖壓成品的尺寸精度有一定範圍?其原因除了模具本身精度無法完全控制以外,另有兩種原因:一是下料成品沖壓時在模穴中受擠壓,當成型之後脫離模穴時,料片的周圍材料會稍微向外擴張;二是模穴的側面與成品在沖壓過程中因摩擦力的關係,側面摩擦力正好與沖頭下壓力量產生力矩作用,當成品完全沖剪脫離模穴時,力矩會消失,料片會使因力矩產生稍微變形部分恢復平坦狀態,而使成品尺寸略為增大。
由於上述情形,沖壓成品的下料或沖孔尺寸,會稍有變化,孔的部分會略為變小,下料料片尺寸會略為增大,至於實際變化的大小視成品面積大小而異,面積愈大變化愈大,反之愈小,大型成品可能變化至0.05mm,而小型成品則約在0.005mm左右;沖壓理論上,沖孔的孔徑應與沖頭尺寸一樣,下料料片則與下模尺寸相同,但仍有上述變化的情形,也因此在下料沖孔的尺寸給予一定範圍的允許公差。
成品料條的佈置如何安排成品在料條上之方向要以材料之使用率,沖頭與下模之設計以及各工作站之加工因素等均為考慮的要項。
成品在料條之列數同樣地也需考慮材料之使用率外,尚頇考慮生產量以及沖模在加工中受力是否均勻,在影響模具精度與壽命。
因此,模具構造上之問題,唯料條佈置排列設計,需仰賴技術與經驗之累積,甚為重要,今就料條佈置所涉及考慮之因素加以說明:(1)決定送料長度送料長度L等於成品展開之長度P與料橋寬度A之和,L=P+A。
(2)決定料橋、邊繫帶之尺寸,以確定料條寬度連續沖模各站沖壓加工有賴於料條之傳遞,料條上設有料橋及邊繫帶,以連繫與傳遞料條上未完成之成品(半成品)。
橋帶位於料條之兩半成品中間部份,而邊繫帶位於料條之單邊或雙邊,由料橋與邊繫帶組合成料條框,料橋及邊繫帶之寬度視料條移動定位時是否會變形而定,而料條框之大小關係料寬的尺寸。
下模塊的分割下模塊分割主要的目的在於使複雜形狀的下模塊經幾何圖形的切割,或多塊簡單形狀的單純圓弧或直線,以方便於磨床,事實上因為傳統加工方式的突破,如放電加工、CNC線切割加工的發明而使下模塊使用分割方式加工的情形減到最低的程度,但線切割或放電加工的加工側面長無法達到一定的粗糙度,較精密的零件還是需要使用分割方式以研磨來完成下模塊,換句話說因為線切割或放電加工的表面較粗糙,如果需要較精細或壽命需求較嚴格的情況下,常無法達到要求。
使用下模塊分割方式還有一個優點,就是銳角成品其下模易損壞,以及應考慮加工時的方便,如前所述,應設法設計零件成為單純的圓弧或直線。
線切割加工線切割加工的原理與放電加工幾乎完全相同,就是利用火花熔蝕的原理;當電流正負極接近至一定適當的距離時,通以適當的電流使產生高熱以火花熔蝕工作物。
放電加工是使欲加工的形狀尺寸相差放電間隙的電極來加工,也就是製作形狀與被加工件相同,但尺寸略小的電極來通以電流產生火花熔蝕,並利用電子元件的功能控制被加工件單方熔蝕,而電極保持原狀的加工方法。
線切割加工的電極與放電加工的電極不同,放電加工需事先製作形狀與被加工形狀相同的電極,而線切割卻只用銅線,銅線的直徑很小約為ψ0.05mm~ψ0.20mm,通常使用ψ0.20mm者佔絕大部分。
加工的形狀是由CNC數值控制線切割加工機的床台,依加工形狀的軌跡移動切割出來的。