常用钢选用的焊接材料
常用焊接材料选用明细
常用焊接材料选用明细焊接是一种常见的金属加工方法,通过熔化母材和填充材料,使其融合在一起形成牢固的连接。
在选择焊接材料时,需要考虑多个因素,如母材的材质、焊接过程的特性以及所需的焊接强度等。
下面将介绍几种常用的焊接材料及其选用明细。
1.铁素体不锈钢焊接材料铁素体不锈钢焊接材料主要用于焊接含铁素体不锈钢的结构件,如304、321、316L等。
选用明细如下:-母材为304、321、316L等铁素体不锈钢时,选择相同或类似成分的焊丝,如ER308、ER321、ER316L等。
-当焊接不锈钢与低合金钢时,选择焊丝ER307、ER309L等。
-焊接厚度较大的构件时,可选择焊丝ER309L、ER310、ER312等。
2.铝合金焊接材料铝合金焊接材料主要用于焊接铝合金构件,如6061、5083、7075等。
选用明细如下:-母材为铝合金时,选用相同或类似成分的焊丝,如ER4043、ER5356等。
-焊接高强度铝合金时,可选择焊丝ER5183、ER5556等。
3.钛合金焊接材料钛合金焊接材料主要用于焊接钛合金构件,如Ti-6Al-4V等。
选用明细如下:-母材为钛合金时,选择相同或类似成分的焊丝,如ERTi-6Al-4V等。
4.镍合金焊接材料镍合金焊接材料主要用于焊接镍合金构件,如Hastelloy、Inconel 等。
选用明细如下:-母材为镍合金时,选择相同或类似成分的焊丝,如ERNiCr-3、ERNiCrCoMo-1等。
5.碳钢焊接材料碳钢焊接材料主要用于焊接碳钢构件,如Q235、A36等。
选用明细如下:-母材为普通碳钢时,选择相同或类似成分的焊丝,如ER70S-6等。
-焊接高强度碳钢时,选择焊丝ER80S-G等。
6.高合金钢焊接材料高合金钢焊接材料主要用于焊接高合金钢构件,如P91、P92等。
选用明细如下:-母材为高合金钢时,选择相同或类似成分的焊条,如E9015-B9等。
总的来说,选择焊接材料时需要考虑母材的材质、焊接条件和要求的焊接强度等。
常用焊接材料选用及不锈钢焊材选用
常用焊接材料选用及不锈钢焊材选用
一、通用焊接材料选用
1.铁基体材料
常见的铁基体材料包括碳钢、低合金钢和合金钢。
碳钢的焊接性能好,可以使用焊接前处理技术,如酸洗、抛光等,以提高焊接质量;低合金钢
具有良好的可焊性,但焊接空隙大,焊缝外观差,焊接部件的强度低,使
用条件有限;而合金钢具有优异的可焊性,焊接部件具有高强度,但合金
成分较复杂,焊接技术和焊接质量相对较差。
2.非铁基体材料
非铁基体材料包括铝、铜、镁等,这些材料具有较好的焊接性能,但
熔核形成温度较低,易造成处理不当后形成脆性断头,因此在耐热性较高
的条件下使用时容易出现问题,可采用适当的焊接前处理技术来改善。
1.焊接材料的选择
具有良好抗腐蚀性能的不锈钢焊接材料,通常采用低碳型、钝化性好
的不锈钢棒焊材料。
在焊接不锈钢的管件时,应采用相同类型的焊材料,
如309或310L,其低碳含量可以有效减少焊接处缺陷,使焊接部位具有
良好的抗腐蚀性能。
2.焊接工艺的确定
在焊接不锈钢之前,应先将焊接部位进行清理,去除污物和油脂等杂质,以减少焊接处的气孔和缺陷,保证焊接质量。
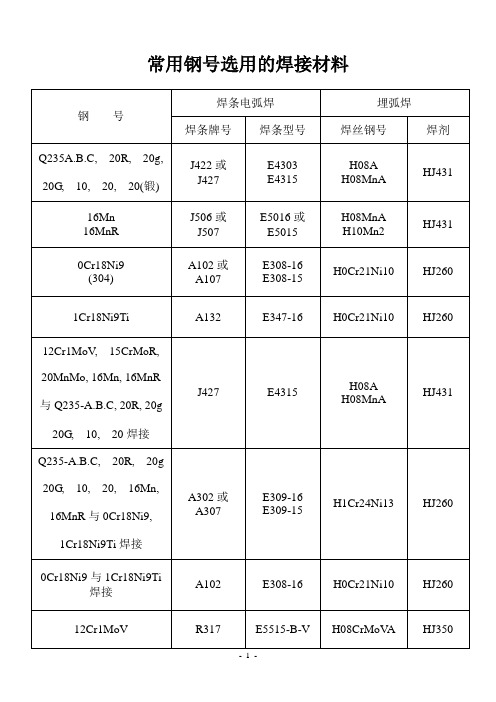
常用钢号推荐选用的焊接材料.

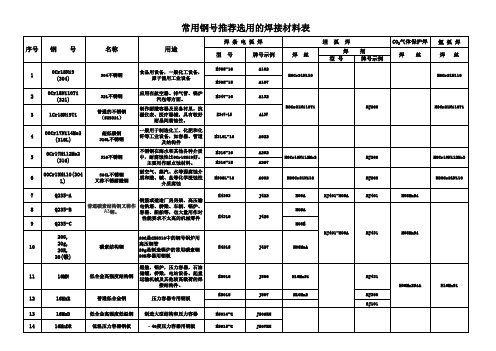
常用钢号推荐选用的焊接材料钢号Q235-A F Q235-A 10(管20(管Q124-B Q235-C 20G ,20g 20R,20锻焊条电弧焊焊条型号(标牌号示例准号)E4303 (GB/T5117 E4316 (GB/T5117 E4315 (GB/T5117 E5015-G (GB/T5118J422焊丝钢号(标准号)H08A H08MnA (GB/T14957H08A H08E H08MnA (GBT14957电渣焊 2 气保焊氩弧焊焊剂焊剂焊丝钢号焊丝钢号焊丝钢号型号(标准型号(标准牌号示(标准号)(标准号)牌号示例(标准号)号)号)例HJ401-H08A (GB/T5293HJ431H08MnSi (GB/T14958埋弧焊J426 J427HJ401-H08A (GB/T5293HJ431 --- --- ---H08MNSi (GB/T1495809MnD W607 --- --- ---09MnNiD 09MnNiDR------ W707 --- --- HJ401-H08A (GB/T5293 HJ402-H10Mn2(GB/T5293 HJ404- H08MnA (GB/T529316Mn 16MnRE5016 (GB/T5117 E5015 (GB/T5117J506J507H10MnSi H10Mn2 (GB/T14957HJ431 HJ350 SJ101H08MnMoA H08Mn2SiA (GB/T14957HJ401-H08A (GB/T5293HJ431H08Mn2SiA (GB/T14958H10MnSi (GB/T14957钢号焊条电弧焊焊条型号(标牌号示例准号)E5016-G (GB/T5118 E5015-G (GB/T5118 E5015-G (GB/T5118 E5516-G(GB/T5118 E5515-G (GB/T5118 E5515-G (GB/T5118 E5015-G (GB/T5118 E5515-G (GB/T5118J506RH J507RH焊丝钢号(标准号)电渣焊 2 气保焊氩弧焊焊剂焊剂焊丝钢号焊丝钢号焊丝钢号型号(标准型号(标准牌号示(标准号)(标准号)牌号示例号)号)例标准号)埋弧焊16MnD 16MnDR15MnNiDR15MnNbR--- J556RH J557H08MnMoA H10MnSi H10Mn2 (GB/T14957H10MnSi H10Mn2 H08MnMoA (GB/T14957HJ404-H08MnA (GB/T5293 HJ401-H08A (GB/T5293 HJ402-H10Mn2(GB/T5293 HJ404-H08MnA (GB/T5293 HJ401-H08A (GB/T5293 HJ402-H10Mn2(GB/T5293SJ10115MnVR J557HJ431 HJ350 SJ101 HJ431 HJ350H08Mn2SiA (GB/T14958H08Mn2SiA (GB/T1495720MnMoJ507RH J557钢号焊条电弧焊焊条型号(标牌号示准号)例E5016-G (GB/T5118 E5015-G (GB/T5118 E5516G (GB/T5118 E6016-D1 (GB/T5118J506RH J507RH J556RH J606 J607埋弧焊焊丝钢号(标准号)焊剂型号(标准牌号示号)例电渣焊 2 气保焊氩弧焊焊剂焊丝钢号焊丝钢号焊丝钢号型号(标牌号示(标准号)(标准号)(标准号)准号)例20MnMoD ---13MnNiMoNbR E6015-D1(GB/T511818MnMoNbRE6015-D1 (GB/T5118 E6015-D1 (GB/T5118H08Mn2MoA (GB/T14957H08Mn2MoA (GB/T14957H08Mn2MoA (GB/T14957 *HJ402-H10Mn2(GB/T5293HJ350 *HJ401-H08A (GB/T5293HJ431 --- ---J607HJ250GH10MnMoAHJ401-H08AH10Mn2MoV A(GB/T5293(GB/T14957HJ431 --- ---20MnMoNb J607 J607RH HJ250G --- ---SJ10207MnCrMbVRE6015-G08MnNiCrMbVD(GB/T511810Ni3MoVDE6015-G (GB/T5118J607RH钢号12CrMo 12CrMoG 15CrMo 15CrMoG 15CrMoR 14Cr1MoR 14Cr1Mo12Cr1MoV 12Cr1MoVG 12Cr2Mo 12Cr2Mo1 12Cr2MoG 12Cr2Mo1R 1Cr5Mo焊条电弧焊焊条型号(标准牌号示号) 例E5515-B1 (GB/T5118 E5515-B2 (GB/T5118 E5515-B2 (GB/T5118E5515-B2-V (GB/T5118E6015-B3 (GB/T5118 E5MoV-15 (GB/T5118 E308-16 (GB/T983 E308-15 (GB/T983R207 R307埋弧焊焊剂焊丝钢号牌号示(标准号)型号(标准号)例H13CrMoA (GB/T14957HJ402-H10Mn2 (GB/T5293 HJ404-H08MnA (GB/T5293HJ350 SJ101 HJ250G 焊丝钢号(标准号) H13CrMoA (GB/T14957 电渣焊2 气保焊氩弧焊焊剂焊丝钢号焊丝钢号型号(标准牌号示(标准号)(标准号)号)例--- HJ401-H08A (GB/T5293--- HJ431H08CrMoA (GB/T14957 H13CrMoA (GB/T14957 ------------------------------- R317H08CrMoV A (GB/T14957HJ402-H10Mn2 (GB/T5293HJ350H08CrMoV A (GB/T14957R407 * --- --- --- ---------------------------------- A102 A1070Cr18Ni9H0Cr21Ni10(YB/T5092--- HJ260 --- --- --- --H0Cr21Ni10 (YB/T5091钢号焊条电弧焊焊条型号(标牌号示准号) 例E347-16 (GB/T983 E347-15 (GB/T983 E316-16 (GB/T983 E316-15 (GB/T983E316L-16 (GB/T983 E318-16 (GB/T983 E317-16 (GB/T983 E308L-16 (GB/T983 E316- 16 (GB/T983 E317L-16 (GB/T983 E410-16 (GB/T983 E410-15 (GB/T983A132 A137 A202 A207 A022 A212 A002埋弧焊焊丝钢号(标准号) H0Cr21Ni10Ti (YB/T5092 (YB/T5092 H00Cr19Ni12Mo2 (YB/T5092--- H00Cr21Ni10 (YB/T5902 焊剂型号(标牌号示例准号)HJ260 焊丝钢号(标准号)电渣焊 2 气保焊氩弧焊焊剂焊丝钢号焊丝钢号(标(标准型号(标准号)牌号示例号)准号)(YB/T50910Cr18Ni10Ti 1Cr18Ni9Ti0Cr17Ni12Mo2 --- HJ260 --- --- --- ---(YB/T5091(YB/T5091 H0Cr20Ni14Mo3 (YB/T59010Cr18Ni12Mo2Ti --- ---HJ2600Cr19Ni10 00Cr19Ni10 00Cr17Ni14Mo200Cr19Ni13Mo0Cr13H00Cr21Ni10HJ260 --------------- (YB/T5901--------------------------------------------------------------- G202 G207 3。
常用钢号选用的焊接材料
20MnMo与20G焊接
氩弧焊丝
H10MnSi
15CrMoR, 15CrMo(锻)与12Cr1MoVG焊接
R307
E5515-B2
氩弧焊丝
H13CrMoA
20, 16MnR与0Cr18Ni9,
1Cr18Ni9Ti焊接
氩弧焊丝
H1Cr24Ni13
20MnMo+堆焊层H08A
过渡层
复层
H08A
注:该表内焊条牌号及焊丝钢号的选择仅供参考。
(304L)
A002
E308L-16
H00Cr21Ni10
HJ260
15CrMoR, 12Cr1MoV与
16Mn焊接
J502
J507
E5003
E5015
12Cr1MoV, 12Cr1MoVG
R317
E5515-B2-V
氩弧焊丝
H08CrMoVA
16MnR, 20MnMo
与20G, 20(管)焊接
氩弧焊丝
H08MnA
HJ431
Q235-A.B.C, 20R, 20g
20G, 10, 20, 16Mn,
16MnR与0Cr18Ni9,
1Cr18Niபைடு நூலகம்Ti焊接
A302或
E309-16
E309-15
HJ260
0Cr18Ni9与1Cr18Ni9Ti
焊接
A102
E308-16
H0Cr21Ni10
HJ260
12Cr1MoV
E5515-B2
H13CrMoA
HJ350
HJ250G
16MnD(锻), 16MnDR
J506RH或J507RH
常用焊接材料选用明细
常用焊接材料选用明细
不得出现雷同
一、钢材、铁材和有色合金的焊接材料
1、钢材
(1)碳钢:
常用焊型:动电弧焊、气体保护焊及二氧化碳焊;
其余常用焊接材料:AWSE7018、ER70S-G、ER80S-G等。
(2)合金钢:
常用焊型:动电弧焊、气体保护焊及二氧化碳焊;
其余常用焊接材料:型号为AWSE7016、E70S-W、ER80S-B2、ER80S-G 等焊丝。
2、铁材
常用焊型:气体保护焊及二氧化碳焊;
其余常用焊接材料:型号为AWSECY712、ER80S-D2等合金铁焊丝。
3、有色合金
(1)铝合金:
常用焊型:氩弧焊、气体保护焊及二氧化碳焊;
(2)镍合金:
常用焊型:氩弧焊、气体保护焊及二氧化碳焊;
(3)镍铬合金:
常用焊型:氩弧焊、气体保护焊及二氧化碳焊;
(4)钛合金:
常用焊型:氩弧焊及气体保护焊;。
常用钢号选用焊接材料

-
钢板
Q345R (16MnR)
J507
H10Mn2
HJ431
ER50-6
-
钢板
Q345B (16Mn)
J507
H10Mn2
HJ431
ER50-6
-
钢板、管材
10#(管) 20#(管)
J422 J427
H08A H08MnA
HJ431
-
-
管材
S30408 (06Cr19Ni10)
A102
HOCr21Ni10 (ER308)
HJ260
-
HOCr21Ni10 (ER308)
钢板、管材
S30403 (022Cr19Ni10)
A102
HO0Cr21Ni10 (ER308)
HJ260
-
HO0Cr21Ni10 (ER308)
S32168 (06Cr18Ni11Ti)
A132 A137
H08Cr20Ni10Nb (ER347)
HJ260
A302
H12Cr24Ni13(ER309)
HJ260
H12Cr24Ni13(ER309)
不进行焊后热处理时采用
co2气体保护焊氩弧焊备注焊条牌号焊丝牌号焊剂牌号焊丝型号焊丝牌号q235aj422h08ahj431h08ah08a钢板型材q235bj427h08ah08mnahj431q245r20rj427h08mnahj431钢板q345r16mnrj507h10mn2hj431er506钢板q345b16mnj507h10mn2hj431er50610管20管j422j427h08ah08mnahj431管材s3040806cr19ni10a102hocr21ni10er308hj260hocr21ni10er308钢板管材s30403022cr19ni10a102ho0cr21ni10er308hj260ho0cr21ni10er308s3216806cr18ni11tia132a137h08cr20ni10nber347hj260h08cr19ni10tier321s3160806cr17ni12mo2a202h06cr19ni12mo2er316hj260h06cr19ni12mo2er316s31603022cr17ni12mo2a022h03cr19ni12mo2er316lhj260h03cr19ni12mo2er316l不同类别组别相焊选用焊接材料钢材种类接头母材类别组别代号焊条电弧焊氩弧焊备注焊条牌号焊丝牌号焊剂牌号焊丝牌号低碳钢与强度型低合金fe11q235aq235bq245r2010与fe12q345r16mndr16mn16mndq345相焊j427h08ah08mnahj431j507强度型低合金钢与奥氏体不锈钢相fe11q235aq235bq245r2010fe12q345r16mndr16mn16mndq345s30408s30403s32168s31608s31603相焊a302h12cr24ni13er309hj260h12cr24ni13er309不进行焊后热处理时采用
常用焊接材料选用明细

常用焊接材料选用明细焊接是一种常见的金属连接技术,广泛应用于制造业、建筑业、汽车行业等领域。
不同的焊接材料具有不同的特性和适用范围,因此在进行焊接工作时,选择合适的焊接材料非常重要。
下面是一些常用的焊接材料选用明细:1.碳钢焊接材料:适用于焊接碳钢和低合金钢。
常用的焊接材料包括碳钢焊条、碳钢焊丝和碳钢焊剂。
这些材料具有良好的可焊性、韧性和机械性能,价格也较为经济实惠。
2.不锈钢焊接材料:适用于焊接不锈钢和耐热钢。
常用的焊接材料包括不锈钢焊丝、不锈钢焊条和不锈钢焊剂。
这些材料具有良好的耐腐蚀性、抗氧化性和机械性能,适用于要求高质量的焊接工作。
3.铝合金焊接材料:适用于焊接铝合金和铝镁合金。
常用的焊接材料包括铝焊丝、铝焊条和铝焊剂。
这些材料具有良好的导热性、导电性和机械性能,适用于要求轻量化和高强度的焊接工作。
4.铜焊接材料:适用于焊接铜和铜合金。
常用的焊接材料包括铜焊丝、铜焊条和铜焊剂。
这些材料具有良好的导电性、导热性和机械性能,适用于电子、电气和通信行业的焊接工作。
5.镍合金焊接材料:适用于焊接高温合金和耐腐蚀合金。
常用的焊接材料包括镍焊丝、镍焊条和镍焊剂。
这些材料具有良好的耐高温性、耐腐蚀性和机械性能,适用于航空航天、化工和能源行业的焊接工作。
除了上述主要的焊接材料外,还有一些特殊材料也常被用于特定的焊接工作,例如钛合金焊接材料、金属陶瓷焊接材料等。
这些材料具有较高的特殊性能,适用于特殊工况下的焊接需求。
在选择焊接材料时,需要根据具体的焊接工作要求来进行选择。
主要考虑因素包括焊接金属的种类、焊接接头的要求、焊接环境的条件等。
此外,还需要参考相关规范和标准,确保所选用的材料符合国家和行业的要求。
总之,焊接材料的选用对焊接工作的质量和效率有着重要的影响。
正确选择合适的焊接材料,可以保证焊缝的质量和性能,提高焊接工作的效率和经济效益。
常用钢选用的焊接材料

表1 常用钢号推荐选用的焊接材料1 常用钢号推荐选用的焊接材料1 常用钢号推荐选用的焊接材料1 常用钢号推荐选用的焊接材料1 常用钢号推荐选用的焊接材料完JB/T4709—2000表2 常用钢号分类分组5.2坡口制备5.2.1碳素钢和标准抗拉强度下限值不大于540MPa的强度型低合金钢可采用冷加工方法,也可采用热加工方法制备坡口;5.2.2耐热型低合金钢和高合金钢、标准抗拉强度下限值大于540MPa的强度型低合金钢,宜采用冷加工方法;若采用热加工方法,对影响焊接质量的表面层,应用冷加工方法去除;5.3焊接坡口应保持平整,不得有裂纹、分层、夹杂等缺陷,形式和尺寸应符合相应规定;5.4坡口表面及两侧以离坡口边缘的距离计焊条电弧焊各10mm,埋弧焊、气体保护焊各20mm,电渣焊各40mm应将水、铁锈、油污、积渣和其它有害杂质清理干净;5.5为防止沾附焊接飞溅,奥氏体高合金钢坡口两侧各100mm范围内应刷涂料;5.6焊条、焊剂按规定烘干、保温,常用焊材烘干温度及保持时间见表4;焊丝需去除油、锈;保护气体应保持干燥;5.7预热5.7.1根据母材的化学成份、焊接性能、厚度、焊接接头的拘束程度、焊接方法和焊接环境等综合考虑是否预热,必要时通过试验确定;常用钢号推荐的预热温度见表5;5.7.2不同钢号相焊时,预热温度按预热温度要求较高的钢号选取;5.7.3采取局部预热时,应防止局部应力过大;预热的范围为焊缝两侧各不小于焊件厚度的3倍,且不小于100mm;表3 不同钢号相焊推荐选用焊接材料表不同钢号相焊推荐选用焊接材料表—表3 不同钢号相焊推荐选用焊接材料表表3不同钢号相焊推荐选用焊接材料表不同钢号相焊推荐选用焊接材料表完JB/T4709—2000表4 常用焊材烘干温度及保持时间JB/T4709—2000表5 常用钢号推荐的预热温度5.7.4需要预热的焊件在整个焊接过程中应不低于预热温度;5.7.5当用热加工法下料、开坡口、清根、开槽或施焊临时焊缝时,亦需考虑预热要求;5.8焊接设备及辅助装备等应处于正常工作状态,安全可靠,仪表应定期校验;5.9组对定位5.9.1组对时,坡口间隙、错边量、棱角度等应符合规定;5.9.2尽量避免强力组装,定位焊缝间距要符合规定;5.9.3焊接接头拘束度大时,推荐采用抗裂性能更好的焊条施焊;5.9.4定位焊缝不得有裂纹,否则应清除重焊;如存在气孔、夹渣时亦应去除;5.9.5熔入永久焊缝内的定位焊缝两端应便于接弧,否则应予修整;6焊接焊前应按接头编制焊接工艺规程推荐表格见附录B,焊工应按图样、工艺文件、技术标准施焊;。
常用钢号推荐选用的焊接材料表
E4215
A022 A202 A207 A002 J422 J426
J427
H0Cr19Ni12Mo2
H00Cr21Ni10
H08A H08A H08E
H08MnA
HJ401-H08A HJ401-H08A
HJ260 HJ260 HJ401
HJ431
H0Cr19Ni12Mo2
H08MnSi
321不锈钢
普通的不锈钢 (SUS321)
超低碳钢 316L不锈钢
316不锈钢
304L不锈钢 又称不锈耐酸钢
应用在航空器、排气管、锅炉 汽包等方面。
制作耐酸容器及设备衬里,抗 磁仪表、医疗器械,具有较好
耐晶间腐蚀性。
一般用于制造化工、化肥和化 纤等工业设备,如容器、管道
及结构件
不锈钢在海水和其他各种介质 中,耐腐蚀性比0Cr19Ni9好。
H00Cr21Ni10
H08MnSi
E5016 E5015 E5016-G
J506 J507 J506RH
H10MnSi H10Mn2
HJ431
HJ350 SJ101
H08Mn2SiA
H10MnSi
1416MnDR低温压 Nhomakorabea容器钢板
﹣40度压力容器用钢板
E5015-G
J507RH
20G是GB5310中的钢号锅炉用 高压钢管 20g是制造锅炉的常用碳素钢 20R容器用钢板
船舶,锅炉,压力容器,石油
11
16MN
低合金高强度结构钢
储罐,桥梁,电站设备。起重 运输机械及其他较高载荷的焊
接结构件。
12
16MnR
普通低合金钢
常用碳素钢及合金钢焊接材料的选用

常用碳素钢及合金钢焊接材料的选用在焊接工程中,常见的碳素钢和合金钢材料是非常常用的。
选择适当的焊接材料对于焊接接头的质量和性能至关重要。
下面将就常见的碳素钢和合金钢焊接材料的选用进行详细介绍。
1.碳素钢焊接材料的选用:
碳素钢是指碳含量在0.08%-2.11%之间的钢材。
常见的碳素钢焊接材料有以下几种:
-E6010电焊条:E6010焊条属于腐蚀性金属补焊电焊条,适用于所有位置焊接,尤其适合垂直向上焊接,焊接速度快,穿透能力强,在高工作电压下仍能保持高电弧稳定性。
-ER70S-6焊丝:ER70S-6焊丝是一种通用性较强的焊接材料,适用于钢结构、汽车制造、桥梁建设等领域。
焊接接头的强度高,焊道质量好,抗蚀性强。
-E7018焊条:E7018焊条是碳钢低氢焊条,适用于高强度焊接。
焊接速度较慢,但焊道质量好,抗冷裂性好,焊缝强度高,低温韧性好。
2.合金钢焊接材料的选用:
合金钢是指在碳素钢基础上添加了其他元素形成的钢材,以提高钢材的硬度、强度和耐蚀性等性能。
常见的合金钢焊接材料有以下几种:-E8018-B2焊条:E8018-B2焊条适用于焊接Cr-Mo合金钢,在高温高压、高强度焊接工艺中具有良好的抗蠕变和高温持久性能。
-ER80S-B2焊丝:ER80S-B2焊丝适用于焊接Cr-Mo合金钢,具有高炉料耐热性和高温韧性。
-E904L焊条:E904L焊条适用于焊接超低碳铬镍钢,并具有良好的耐腐蚀性。
总的来说,选择适当的焊接材料对焊接接头的质量和性能至关重要。
在选择时,应根据焊接材料的材质、焊接接头的要求和工作环境等方面进行综合考虑,并遵循相应的标准和规范,保证焊接连接的质量和可靠性。
常用钢材焊接材料选用参考

A207
0Cr18Ni12Mo2Ti
E00-18-12Mo2-16
A022
H0Cr20Ni14Mo3
-
HJ260
-
H0Cr20Ni14Mo3
E0-18-12Mo2Nb -16
A212
0Cr19Ni13Mo3
E0-19-13Mo23-16
A242
-
-
-
-
00Cr17Ni14Mo2
Q390
E5015、E5515-G、E5016、E5516-G、
H08MnA、H08Mn2SiA、H10 Mn2、HJ431
WCF-62
E6015-G、E6016-G
1Cr18Ni9Ti
E308-15、E308-16
H0Cr20Ni10Ti、HJ260
18MnMoNb、14MnMoV
E6015-D1、E7015-D2
E00-18-12Mo2-16
A022
H0Cr20Ni14Mo3
-
HJ260
H0Cr20Ni14Mo3
0Cr13
E1-13-16
G202
-
-
-
-
E1-13-15
G207
说明:上表摘自JB/T4735-97《钢制焊接常压容器》。
A132
H0Cr20Ni10
-
HJ260
-
E0-19-10Nb-15
A137
00Cr19Ni10
E00-19-10-16
A002
H00Cr21Ni10
-
HJ260
H00Cr21Ni10
0Cr17Ni12Mo2
E0-18-12Mo2-16
各种常见钢材的焊接焊条及焊接工艺选用一览表
各种常见钢材的焊接焊条及焊接工艺选用一览表以下是一些常见钢材的焊接焊条及焊接工艺选用的一览表:1. 碳钢(Carbon Steel):-焊接焊条:ER70S-6、E6010、E7018-焊接工艺选用:-熔化极气体保护焊(MIG):适用于焊接较薄的碳钢板和管材-碳弧气保护焊(GMAW):适用于焊接较大厚度的碳钢结构-气体保护电弧焊(GMAW):适用于焊接较大厚度的碳钢结构-矩阵式电弧焊(SMAW):适用于焊接碳钢构件,可以在各种位置进行焊接2. 不锈钢(Stainless Steel):-焊接焊条:ER308L、ER309L、ER316L-焊接工艺选用:-氩弧焊(GTAW):适用于焊接不锈钢板和管材,提供较高的焊缝质量-通用电弧焊(SMAW):适用于焊接不锈钢构件,可以在多种位置进行焊接-碳弧气保护焊(GMAW):适用于焊接较大厚度的不锈钢结构3. 高强度低合金钢(High Strength Low Alloy Steel):-焊接工艺选用:-通用电弧焊(SMAW):适用于焊接高强度低合金钢构件,可以在多种位置进行焊接-高频电弧焊(GMAW):适用于焊接厚度较小的高强度低合金钢结构-熔化极气体保护焊(MIG):适用于焊接较薄的高强度低合金钢板和管材4. 铸铁(Cast Iron):-焊接焊条:ENi-CI、EZNi-CI、EFCNi-A1-焊接工艺选用:-碳弧气保护焊(GMAW):适用于修复和连接铸铁构件,提供较高的焊缝质量-高频电弧焊(GMAW):适用于焊接铸铁构件,提供良好的熔合性和机械性能以上只是一些常见钢材的焊接焊条及焊接工艺的选用一览表,实际选择应根据具体的钢材类型、应用要求和焊接条件进行评估和选择。
焊接操作前需对材料进行处理,并严格遵循相关安全规范和操作规程。
常用钢号选用的焊接材料
E5515-B-V
H08CrMoVA
HJ350
钢号
焊条电弧焊
埋弧焊
焊条牌号
焊条型号
焊丝钢号
焊剂
20MnMo(锻)
J507RH
E5015-G
H10MnSi
H10Mn2
HJ431
20MnMo与16MnR焊接
J506或
J507
E5016或
E5015
H08MnA
H10Mn2
HJ431
15CrMoR
R307
焊条牌号焊条型号焊丝钢号焊剂q235abc20r20g20g102020锻j422j427e4303e4315h08ah08mnahj43116mn16mnrj506j507e5016e5015h08mnah10mn2hj4310cr18ni9304a102a107e30816e30815h0cr21ni10hj2601cr18ni9tia132e34716h0cr21ni10hj26012cr1mov15crmor20mnmo16mn16mnr与q235abc20r20g20g1020焊接j427e4315h08ah08mnahj431q235abc20r20g20g102016mn16mnr与0cr18ni91cr18ni9ti焊接a302a307e30916e30915h1cr24ni13hj2600cr18ni9与1cr18ni9ti焊接a102e30816h0cr21ni10hj26012cr1movr317e5515bvh08crmovahj350焊条牌号焊条型号焊丝钢号焊剂20mnmo锻j507rhe5015gh10mnsih10mn2hj43120mnmo与16mnr焊接j506j507e5016e5015h08mnah10mn2hj43115crmorr307e5515b2h13crmoahj350hj250g16mnd锻16mndrj506rhj507rhe5016ge5015gh10mnsih10mn2hj43100cr17ni14mo2316la022e316l16h00cr19ni12mo2hj151hj17200cr19ni10304la002e308l16h00cr21ni10hj26015crmor12cr1mov16mn焊接j502j507e5003e501512cr1mov12cr1movgr317e5515b2v氩弧焊丝h08crmova16mnr20mnmo与20g20管焊接氩弧焊丝h10mnsi20mnmo与20g焊接氩弧焊丝h10mnsi15crmor15crmo锻12cr1movg焊接r307e5515b2氩弧焊丝h13crmoa2016mnr0cr18ni91cr18ni9ti焊接氩弧焊丝h1cr24ni1320mnmo堆焊层h08a过渡层h08ahj431焊条牌号焊条型号焊丝钢号焊剂20mnmo堆焊层h08a与20g焊接氩弧焊丝h10mnsi16mn堆焊层h1cr
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表1 常用钢号推荐选用的焊接材料
1 常用钢号推荐选用的焊接材
料
1 常用钢号推荐选用的焊接材
料
1 常用钢号推荐选用的焊接材
料
1 常用钢号推荐选用的焊接材料
(完)
JB/T4709—2000
表2 常用钢号分类分组
5.2坡口制备
5.2.1碳素钢和标准抗拉强度下限值不大于540MPa的强度型低合金钢可采用冷加
工方法,也可采用热加工方法制备坡口。
5.2.2耐热型低合金钢和高合金钢、标准抗拉强度下限值大于540MPa的强度型低
合金钢,宜采用冷加工方法。
若采用热加工方法,对影响焊接质量的表面层,应用冷加工方法去除。
5.3焊接坡口应保持平整,不得有裂纹、分层、夹杂等缺陷,形式和尺寸应符合相
应规定。
5.4坡口表面及两侧(以离坡口边缘的距离计焊条电弧焊各10mm,埋弧焊、气体保
护焊各20mm,电渣焊各40mm)应将水、铁锈、油污、积渣和其它有害杂质清理干净。
5.5为防止沾附焊接飞溅,奥氏体高合金钢坡口两侧各100mm范围内应刷涂料。
5.6焊条、焊剂按规定烘干、保温,常用焊材烘干温度及保持时间见表4;焊丝需
去除油、锈;保护气体应保持干燥。
5.7预热
5.7.1根据母材的化学成份、焊接性能、厚度、焊接接头的拘束程度、焊接方法和
焊接环境等综合考虑是否预热,必要时通过试验确定。
常用钢号推荐的预热温度见表5。
5.7.2不同钢号相焊时,预热温度按预热温度要求较高的钢号选取。
5.7.3采取局部预热时,应防止局部应力过大。
预热的范围为焊缝两侧各不小于焊
件厚度的3倍,且不小于100mm。
表3 不同钢号相焊推荐选用焊接材料表
不同钢号相焊推荐选用焊
接
材料表
—
表3 不同钢号相焊
推荐选用焊接材料表
表3
不同钢号
相焊推荐选用
焊接材料表
不同钢号相焊推荐选用焊
接
材料表 (完)
JB/T4709—2000
表4 常用焊材烘干温度及保持时间
JB/T4709—2000
表5 常用钢号推荐的预热温度
5.7.4需要预热的焊件在整个焊接过程中应不低于预热温度。
5.7.5当用热加工法下料、开坡口、清根、开槽或施焊临时焊缝时,亦需考虑预热要
求。
5.8焊接设备及辅助装备等应处于正常工作状态,安全可靠,仪表应定期校验。
5.9组对定位
5.9.1组对时,坡口间隙、错边量、棱角度等应符合规定。
5.9.2尽量避免强力组装,定位焊缝间距要符合规定。
5.9.3焊接接头拘束度大时,推荐采用抗裂性能更好的焊条施焊。
5.9.4定位焊缝不得有裂纹,否则应清除重焊。
如存在气孔、夹渣时亦应去除。
5.9.5熔入永久焊缝内的定位焊缝两端应便于接弧,否则应予修整。
6焊接
6.1 焊前应按接头编制焊接工艺规程(推荐表格见附录B),焊工应按图样、工艺文件、技术标准施焊。