中英文文献翻译—车床夹具设计分析
【机械类文献翻译】基于三维设计的浮动式制动卡钳的车床夹具的研制

【机械类文献翻译】基于三维设计的浮动式制动卡钳的车床夹具的研制机械专业中英文文献翻译英文原文Development of the 3D-Designed Lathe Fixture of a Float BrakeCaliper122PAN Jin-kun, ZUO Wan-li, LU Dong-sheng1School of Mechanical Engineering, Nanjing Institute of Technology, Nanjing 211167, P. R.China2College of Mechanical& Power Engineering, Nanjing University of Technology, Nanjing 210009,P. R. ChinaAbstract,According to the technique requests of the brake caliper in the process of production, a special fixture of float brake caliper has been developed based on 3D design in this paper. The development process and verified data from 3D modeling and kinematics simulation for this special fixture show that this 3D-designed process can conveniently forecast the assembly interference of the fixture and accurately add the mass of lead brick before the prototype is made. In this way the flutter caused by the unbalanced lathe fixture can be eliminated and the precision of run-out tolerance in cylinder hole compared with machine tool spindle can be improved, thus the processing quality of thecylinder hole in a brake caliper can be greatly guaranteed. Key words: 3D design; brake calipers; lathe fixture1 IntroductionIn the production of the float disc brake caliper of an automobile, due to the complexity of its structure, a special fixture is needed for installing and clamping the brake caliper. According to the technique requests of the brake caliper in the processing, a special fixture of float brake caliper is developed based on 3D design in this paper andits 3D model is assembled virtually. Through the[1]mechanism simulation function of 3D design software, the balance of a lathe fixture is analyzed .The results show that the design process can expediently forecast some factors which affect the[2]quality of technical equipment such as assembly interference and the machining stability of thelathe fixture before the proto type is made. This design process can not only avoid the design errors in the traditional design, but also improve the design quality of products. 2 3D design of the special lathe fixtureThe manufacture object of the special fixture is the brake caliperof a float disc brake, shown as Figure 1; its machining surface is the cylinder hole of the brake. The figure shows: when the cylinder hole is being processed, its axis and the machine spindle rotation axis must be in coincidence. Due to irregular shape structure of the brake caliper,the flutter which is caused by the unbalance mass posed by the fixture and the work piece would affect the machining accuracy and roundness of the cylinder hole size in the actual processing, and some precision requirement of geometric tolerance such as parallelism between the two cylinder holes. To avoid the problems in the design process of the lathe fixture of the brake caliper, a special fixture is developed based on 3D design in this paper.According to the shape structural characteristics of the brakecaliper and the clamping机械专业中英文文献翻译requirements of the lathe fixture, the cylinder hole should be completed after a clamping of the lathe fixture in the whole processing. The flange needs the mounting hole of machine tool spindle and location hole of the fixture on both sides of the center as a middle ware connecting the machine tool spindle and the fixture. It is ensured that the axis of the processing cylinder hole of the caliper body which is located and clamped on the fixture and the machine spindle axis of[3]rotation need coincidence , as shown in Figure 2.The modeling process of other parts of the special fixture is not depicted in detail in this paper,please refer to Reference[4] . Then these parts are assembled into two components, up and down, as shown in Figure 3 and Figure 4. The whole fixture is divided into two components when it is being assembled. This can avoid the parts being missed or installed wrongly in the assembly process. In the component down, as thebenchmark of flange, the counter balance is fixed with bolts. The counter balance would be regulated in balance when the fixture is produced. In the component up, as the benchmark of the fixture, the locating plate is fixed with seven bolts. Then as the benchmark of the locating plate, the upper half part of two threaded studs are rotated into the locating plate, and the pressure plate is clamped on the threaded studs by bolts. In the fixture, the pressure plate is in direct contact with the work piece, so it is under great stress. Therefore, the material of 45Mn2 is selected, which needs treatment of quenching and tempering. Matching block need not to be fixed into the fixture during the initial assembly and the mass of matching block is determined by the result of motion simulation.Figure 1 Brake calipers Figure 2 FlangeFigure 3 Component down Figure 4 Component upAfter the assemblies of component up and component down are completed, they are combined in a new component unit, with the bolts and nuts, as shown in Figure 5 shows. Due to机械专业中英文文献翻译[5]adopting hierarchical assembly , it is rational in the practical production process and the parts management is easy, which can effectively shorten the design cycle.Figure 5 Component unit13 Balance analysis of the kinematics of the special lathe fixtureThe mass of each part needs to be determined before the process of kinematics simulation of the special lathe fixture. As is shown in Figure 6, the material and density of each part is defined by menu command [mechanism] / [quality attributes], as Table 1 shows, the volume and mass of part are calculated out by 3D design software. We select carbon steel as the material of other3standard parts such as the bolts and nuts, its density is 7.85g / cm. In the process of defining themass on Pro /E, unit conversion also needs attention.Figure 6 Dissection figure of the fixtureTable 1 Material and density of the main parts of fixture3Number Part name Material Density (g/cm)1 counter balance A3 7.852 flange HT200 7.23 fixture HT200 7.2机械专业中英文文献翻译4 matching block lead 11.375 locating 45 7.856 pressure plate 45Mn2 7.85Establishing component unite, and then, component unit1 would be assembled on the main shaft as the benchmark of machine spindle axis by the way of “connection-pin connection”, as isshown in Figure7. After entering a mechanic model, the gravity is set in a default value. In the column of “direction”, we set X: -1, other: 0. Added in a motor, its rotation rate is 360 r/min. Then a“run” is established with its settings, “dynamic type” and “opening gravity” in the column of“external load”. Till then, the kinematics simulation process can run. In order to reduce flutter of[6,7]the cylinder hole, the balance of a special fixture is taken as the key analysis in this paper .Theobjective of balance analysis is to make the holistic centroid ofthe fixture and the work piece in the machine spindle axis of rotation. Thus, we should determine the holistic centroid of the fixture and the work piece first. Then the distance between holistic and spindle axis can be obtained. The distance between the holistic and spindle axis should incline to zero as far as possible by adjustment of the mass of the matching block.The detailed locations of centroids in three directions of X, Y, Z can be obtained through the measuring function of Pro /E. Because of setting the machine spindle axis of rotation as the Z axis, the distance of the centroid relative to the centre rotation can be determined onlyin need of the maximum of the centroid at the direction of X or Y. The measurement results of fixture simulated motion without a matching block is shown in Figure 8. When the fixture turned about 90?, the maximum deviation distance of the centroid is – 22.08 mm in the direction of X. Only by doingthat can we know that the centroid is not on the axis; as a resultit does not meet the balance requirement.Figure 7 Component unite Figure 8 Position curve of centroid without matching blockIn order to meet the balance requirement a matching block need to be added to adjust the centroid, as shown in Figure 4. After adding the matching block, return to analyze and then re-measure. The result is that the centroid is still not on the axis, but the distance of the centroid机械专业中英文文献翻译relative to the axis is shortened. In the case of increasing the thickness of the matching block, the modification and measurement is executed again and again in the simulation process. Through a number of tests, an ideal distance of the centroid relative to the axis is obtained. The value is 1.5-710mm, as Figure 9 shows, so it can be considered that the centroid is on the axis, and the result ,satisfies the balance requirements.According to the simulation result with a matching block, a lead brick whose thickness is 305310mm, mass is 4.23 kg is casted in the specified groove of fixture to meet mm, volume is 3.72 ,the balance requirements.The comparison of measured data of run-out tolerance between the new design and the old design is shown in Table 2.Figure 9 Position curve of centroid with matching blockTable 2 Measured data of run-out toleranceMeasurement time New design Old design1 0.016mm 0.048mm2 0.017mm 0.050mm3 0..015mm 0.046mm4 0.018mm 0.047mm5 0.020mm 0.046mm4 ConclusionsAccording to the technological requirements of the cylinder of brake caliper in the processing, Pro /E is adopted in the development of 3D design, and the kinematics simulation research is done on the fixture combined with its mechanical simulation functions. The development process and verified data from 3D modeling and kinematics simulation for this special fixture show that 3D-designed process can conveniently forecast the assembly interference of the fixture and accurately add the mass of lead brick before the prototype is made. In this way we can eliminate the flutter caused by the unbalanced lathe fixture and improve the precision of run-out tolerance in the cylinder hole compared with the machine tool spindle, thus ensuring the processing quality of 机械专业中英文文献翻译the cylinder hole in the brake caliper.References[1] Zhu L Y, Li B, Pro /ENGINEER motion simulation and finite element analysis. Beijing: Posts& Telecom Press, 2004( In Chinese)[2] Ding JH, Wu G Q, Application of Pro /E software in product development. Machine Building& Automation, (7) : 17 ~ 18, 22, 2006 ( In Chinese)[3] Anon, Adhesives and automobiles. Assembly Headquarters, ( 1) :52~ 59, 2008 [4] Wan Z J, Luo X G, Automobile Oil-Pipe-Check-Tool Design Based on Pro /E Model. Automobile Technology & Material, ( 7) : 17 ~18, 22, 2006( In Chinese)[5] Qin G H, Zhang W H. Advanced design methods for machine tool fixture. Beijing: Aviation Industry Press, 2006( In Chinese) Brief BiographiesPAN Jin-kun is a lecturer in the School of Mechanical Engineering, Nanjing Institute of Technology. His research interest is in mechanical design and theory.ZUO Wan-li is a postgraduate student in College of Mechanical and Power Engineering of Nanjing University of Technology. His research interest is in mechanical design and theory. LU Dong-sheng is a postgraduate student in College of Mechanical and Power Engineering of Nanjing University of Technology. His research interest is in mechanical design and theory.机械专业中英文文献翻译中文译文[1]基于三维设计的浮动式制动卡钳的车床夹具的研制122潘金坤,左万里,路东升1南京工程学院机械工程学院,南京 211167,中华人民共和国2南京工业大学机械与动力工程学院,南京210009,中华人民共和国摘要:根据制动卡钳在生产过程中的技术要求,本文研究的是一个基于三维设计的浮动式制动卡钳的专用夹具。
机械毕业设计英文外文翻译354汽车车身焊装夹具的设计要点
附录(英文文献及中英文对照)The designing features of automobile bodywelding fixtureAuto body clamp is required for the amorphous body stamping required to locate and clamp, to form the body components, combined parts, sub-assembly and assembly, While taking advantage of suitable welding method to form their own welding pieces of the whole. Welding fixture welding process is a secondary device, but in the process of mass production car body, the device is essential. It not only can improve welding productivity, but also to ensure the dimensional accuracy of welding products and appearance requirements of the important devices. The assembly and welding fixtures there is no uniform specifications and standardization, are non-standard equipment. Design.and manufacturing process according to the structural characteristcs of the specific models, production conditions and the actual demand from the line of design and manufacturing.1. asonable decomposition of auto body parts welded together to determine the type of fixture required. Two or more of thestamping process by the assembly and welding of components is obtained by welding together pieces of several related small welding welding large pieces of formed pieces, then welded together to form the following four parts: Around before welding parts, welding parts around the back, floor and roof welding parts welding parts, welding together four pieces of the final welding into vehicle cab assembly. Therefore, according to the cab assembly formation process of the correct welding pieces of reasonably divided, and on this basis, the corresponding pieces of welding fixture design. This will not only help ensure product quality, also can increase welding productivity.2. Determine the level of automation of assembly and welding fixtures. Annual output depends on the level of automation and assembly and welding fixtures welders bit configuration. Production cycle time mainly by clamping action, the assembly time, welding time and handling time and other components. Among them, the jig fixture operating time depends on the degree of automation. To improve productivity, consider clamping fixture and release time to complete the action by the cylinder, and between station and station automation transport. But this increases the manufacturing cost of fixtures. Therefore, the design of fixtures to be able to reasonably balance the level of automation and welding fixtures contradiction between the manufacturing cost.3. For large welding jigs, fixtures must first determine the design basis, with the same car body design basis. Fixture n the location of all the components are determined directly from the design basis, the ultimate guarantee to create a qualified welding tooling structure. According to a preliminary decision height operations fixture floor height, the height of the clamped position; Second, draw the assembly and welding parts diagram, it is included in the station in need of assembly and welding of stamping the solder joint shape and location requirements as the basis for setting fixture; The next step is a reasonable arrangement of fixture position, this must be clearly grasp the stamping of the space shape, composition relationships, assembly and welding sequence and the solder joint layout, rational design of fixture placement and general structure; overall design of the final draw sketches.4. Rational choice of fixture position. As the car body shape complexity, poor rigidity, deformation, fixture positioning has been introduced on a large number of ways to enhance the rigidity of welded parts, reduce the welding deformation. Positioning of welding fixtures generally include positioning and side positioning of two kinds of holes. Positioning hole punching process to give priority to consider the positioning hole, the size and location of these holes is relatively accurate and reliable; Try to use under theprocedures of mounting holes, as these holes the size of the margin of error will affect the next process of the assembly. Therefore, the design of fixtures with positioning holes not only to understand the stamping process, assembly process must also consider the key under the channel size. Large lection of positioning holes as the holes, so that pins can have sufficient strength, or easily broken pins. Stamping on the preferred shape to a reliable, stable surface as a positioning surface, positioned to do as much as possible the use of flat surfaces, but most of the space body stamping surface, which requires the fixture components of the work surface must be positioned with the corresponding surface of the car body consistent shape, so as to ensure the body in the process of assembly and welding shape. Positioning of parts with surface to guarantee a certain accuracy, adjust the position of positioning blocks are coarse to fine-tune more complex, this block can be added to fine-tune the positioning function, that is positioned to add a thin spacer block, and gasket thickness is that you can adjust the accuracy. In addition, the set should also be considered when positioning the welding position and the use of welding equipment, welding can not affect the final piece out, but also allows welding clamp or welding torch to reach the location. For the really influential to consider the use of pins and other pins can be active.5. Properly designed clamping mechanism. When the stamping on the correct positioning of the fixture, in order to maintain the welding process in the assembly of the workpiece position and overcome the elastic deformation of the workpiece, usually requires a certain clamping body. With this device, you can make the workpiece and the bearing surface, workpiece and positioning the workpiece and the workpiece surface and tight fit between. For thickness below 1.2mm steel plate, each clamping point of the clamping force is generally in the range of 300 ~ 750N; For the 1.5 ~ 2.5mm between the stampings, each clamping point of the clamping force in the range of 500 ~ 3000N. To reduce the auxiliary time loading and unloading the workpiece, the clamping device should be fast and efficient installations and multi-point linkage institutions. For sheet metal parts, the clamping force acting on the bearing surface point should be only a good piece of rigid role allowed a few points of support in the plane formed in order to avoid bending or clamping force from the workpiece positioning reference. Also designed to prevent the clamping mechanism to open the clamping grip hand.6. Other design elements. As the stamping quality checks are sampling, prone to problems. If possible, add in some welding fixture on some auxiliary devices, check the stamping play the roleof critical dimensions. In addition, assembly and welding fixture structure should be easy to operate, saving, security and easy handling characteristics of the workpiece.汽车车身焊装夹具的设计要点汽车车身夹具是用来把所需车身冲压件按要求定形、定位并夹紧,组合成车身组件、合件、分总成及总成,同时利用合适的焊接方法使其形成各自焊合件整体。
汽车焊接夹具设计外文文献翻译
汽车焊接夹具设计外文文献翻译(含:英文原文及中文译文)文献出处:Semjon Kim.Design of Automotive Welding Fixtures [J]. Computer-Aided Design, 2013, 3(12):21-32.英文原文Design of Automotive Welding FixturesSemjon Kim1 AbstractAccording to the design theory of car body welding fixture, the welding fixture and welding bus of each station are planned and designed. Then the fixture is modeled and assembled. The number and model of the fixture are determined and the accessibility is judged. Designed to meet the requirements of the welding fixture.Keywords: welded parts; foundation; clamping; position1 IntroductionAssembly and welding fixtures are closely related to the production of high-quality automotive equipment in automotive body assembly and welding lines. Welded fixtures are an important part of the welding process. Assembly and welding fixtures are not only the way to complete the assembly of parts in this process, but also as a test and calibration procedure on the production line to complete the task of testing welding accessories and welding quality. Therefore, the design and manufacture ofwelding fixtures directly affect the production capacity and product quality of the automobile in the welding process. Automotive welding fixtures are an important means of ensuring their manufacturing quality and shortening their manufacturing cycle. Therefore, it is indispensable to correctly understand the key points of welding fixture design, improve and increase the design means and design level of welding fixtures, and improve the adjustment and verification level of fixtures. It is also an auto manufacturing company in the fierce competition. The problem that must be solved to survive.The style of the car is different from that of the car. Therefore, the shape of the welding jig is very different. However, the design, manufacture, and adjustment are common and can be used for reference.2. Structural design of welding fixtureThe structure design of the welding fixture ensures that the clip has good operational convenience and reliable positioning of the fixture. Manufacturers of welding fixtures can also easily integrate adjustments to ensure that the surfaces of the various parts of the structure should allow enough room for adjustments to ensure three-dimensional adjustment. Of course, under the premise of ensuring the accuracy of the welding jig, the structure of the welding jig should be as simple as possible. The fixture design is usually the position of all components on the fixture is determined directly based on the design basis, and ultimately ensure thatthe qualified welding fixture structure is manufactured. According to the working height, the height of the fixture bottom plate can be preliminarily determined, that is, the height of the fixture fixing position. The welding fixture design must first consider the clamping method. There are two types, manual and pneumatic. Manual clamping is generally suitable for small parts, external parts, and small batches of workpieces. For large body parts, planning in the production line, automation High-demand welding fixtures should be pneumatically clamped. Automobile production is generally pneumatically clamped, and manual mass clamping can be used as auxiliary clamping. This can reduce costs accordingly. Some manual clamping products already have standard models and quantities, which can be purchased in the market when needed. For some devices, pneumatic clamping is specified, but if pneumatic clamping is used, the workpiece may be damaged. Therefore, it is possible to manually press the place first to provide a pneumatic clamping force to clamp the workpiece. This is manual-pneumatic. . The fixture clamping system is mounted on a large platform, all of which are fixed in this welding position to ensure that the welding conditions should meet the design dimensions of the workpiece coordinate system positioning fixture, which involves the benchmark.3. Benchmarks of assembly and welding fixtures and their chosen support surfaces3.1 Determination of design basisIn order to ensure that the three-dimensional coordinates of the automatic weldment system are consistent, all welding fixtures must have a common reference in the system. The benchmark is the fixture mounting platform. This is the X, Y coordinate, each specific component is fixed at the corresponding position on the platform, and has a corresponding height. Therefore, the Z coordinate should be coordinated, and a three-dimensional XYZ coordinate system is established. In order to facilitate the installation and measurement of the fixture, the mounting platform must have coordinates for reference. There are usually three types. The structure is as follows:3.1.1 Reference hole methodThere are four reference holes in the design of the installation platform, in which the two directions of the center coordinates of each hole and the coordinates of the four holes constitute two mutually perpendicular lines. This is the collection on the XY plane coordinate system. The establishment of this benchmark is relatively simple and easy to process, but the measurements and benchmarks used at the same time are accurate. Any shape is composed of spatial points. All geometric measurements can be attributed to measurements of spatial points. Accurate spatial coordinate acquisition is therefore the basis for assessing any geometric shape. Reference A coordinated direction formed by oneside near two datums.3.1.2 v-type detection methodIn this method, the mounting platform is divided into two 90-degree ranges. The lines of the two axes make up a plane-mounted platform. The plane is perpendicular to the platform. The surface forms of these two axis grooves XY plane coordinate system.3.1.3 Reference block methodReference Using the side block perpendicular to the 3D XYZ coordinate system, the base of a gage and 3 to 4 blocks can be mounted directly on the platform, or a bearing fixing fixture platform can be added, but the height of the reference plane must be used to control the height , must ensure the same direction. When manufacturing, it is more difficult to adjust the previous two methods of the block, but this kind of measurement is extremely convenient, especially using the CMM measurement. This method requires a relatively low surface mount platform for the reference block, so a larger sized mounting platform should use this method.Each fixture must have a fixed coordinate system. In this coordinate system, its supporting base coordinate dimensions should support the workpiece and the coordinates correspond to the same size. So the choice of bearing surface in the whole welding fixture system 3.2When the bearing surface is selected, the angle between the tangentplane and the mounting platform on the fixed surface of the welding test piece shall not be greater than 15 degrees. The inspection surface should be the same as the welded pipe fittings as much as possible for the convenience of flat surface treatment and adjustment. The surface structure of the bearing should be designed so that the module can be easily handled, and this number can be used for the numerical control of the bearing surface of the product. Of course, designing the vehicle body coordinate point is not necessarily suitable for the bearing surface, especially the NC fixture. This requires the support of the fixture to block the access point S, based on which the digital surface is established. This surface should be consistent with the supported surface. So at this time, it is easier and easier to manufacture the base point S, CNC machining, precision machining and assembly and debugging.3.2 Basic requirements for welding fixtureIn the process of automobile assembly and production, there are certain requirements for the fixture. First, according to the design of the automobile and the requirements of the welding process, the shape, size and precision of the fixture have reached the design requirements and technical requirements. This is a link that can not be ignored, and the first consideration in the design of welding fixture is considered. When assembling, the parts or parts of the assembly should be consistent with the position of the design drawings of the car and tighten with the fixture.At the same time, the position should be adjusted to ensure that the position of the assembly parts is clamped accurately so as to avoid the deformation or movement of the parts during the welding. Therefore, this puts forward higher requirements for welding jig. In order to ensure the smooth process of automobile welding and improve the production efficiency and economic benefit, the workers operate conveniently, reduce the strength of the welder's work, ensure the precision of the automobile assembly and improve the quality of the automobile production. Therefore, when the fixture design is designed, the design structure should be relatively simple, it has good operability, it is relatively easy to make and maintain, and the replacement of fixture parts is more convenient when the fixture parts are damaged, and the cost is relatively economical and reasonable. But the welding fixture must meet the construction technology requirements. When the fixture is welded, the structure of the fixture should be open so that the welding equipment is easy to close to the working position, which reduces the labor intensity of the workers and improves the production efficiency.4. Position the workpieceThe general position of the workpiece surface features is determined relative to the hole or the apparent positioning reference surface. It is commonly used as a locating pin assembly. It is divided into two parts: clamping positioning and fixed positioning. Taking into account thewelding position and all welding equipment, it is not possible to influence the removal of the final weld, but also to allow the welding clamp or torch to reach the welding position. For truly influential positioning pins and the like, consider using movable positioning pins. In order to facilitate the entry and exit of parts, telescopic positioning pins are available. The specific structure can be found in the manual. The installation of welding fixtures should be convenient for construction, and there should be enough space for assembly and welding. It must not affect the welding operation and the welder's observation, and it does not hinder the loading and unloading of the weldment. All positioning elements and clamping mechanisms should be kept at a proper distance from the solder joints or be placed under or on the surface of the weldment. The actuator of the clamping mechanism should be able to flex or index. According to the formation principle, the workpiece is clamped and positioned. Then open the fixture to remove the workpiece. Make sure the fixture does not interfere with opening and closing. In order to reduce the auxiliary time for loading and unloading workpieces, the clamping device should use high-efficiency and quick devices and multi-point linkage mechanisms. For thin-plate stampings, the point of application of the clamping force should act on the bearing surface. Only parts that are very rigid can be allowed to act in the plane formed by several bearing points so that the clamping force does not bend the workpiece or deviate from thepositioning reference. In addition, it must be designed so that it does not pinch the hand when the clamping mechanism is clamped to open.5. Work station mobilization of welding partsMost automotive solder fittings are soldered to complete in several processes. Therefore, it needs a transmission device. Usually the workpiece should avoid the interference of the welding fixture before transmission. The first step is to lift the workpiece. This requires the use of an elevator, a crane, a rack and pinion, etc. The racks and gears at this time Structure, their structural processing, connection is not as simple as the completion of the structure of the transmission between the usual connection structure of the station, there are several forms, such as gears, rack drive mechanism, transmission mechanism, rocker mechanism, due to the reciprocating motion, shake The transfer of the arm mechanism to the commissioning is better than the other one, so the common rocker arm transfer mechanism is generally used.6 ConclusionIn recent years, how to correctly and reasonably set the auxiliary positioning support for automotive welding fixtures is an extremely complicated system problem. Although we have accumulated some experience in this area, there is still much to be learned in this field. Learn and research to provide new theoretical support for continuous development and innovation in the field of welding fixture design. Withthe development of the Chinese automotive industry, more and more welding fixtures are needed. Although the principle of the fixture is very simple, the real design and manufacture of a high-quality welding fixture system is an extremely complicated project.中文译文汽车焊接夹具的设计Semjon Kim1摘要依据车体焊装线夹具设计理论, 对各工位焊接夹具及其焊装总线进行规划、设计, 之后进行夹具建模、装配, 插入焊钳确定其数量、型号及判断其可达性,最终设计出符合要求的焊接夹具。
夹具设计外文翻译
Application and developmentOf case based reasoning in fixture designFixtures are devices that serve as the purpose of holding the workpiece securely and accurately, and maintaining a consistent relationship with respect to the tools while machining. Because the fixture structure depends on the feature of the product and the status of the process planning in the enterprise, its design is the bottleneck during manufacturing, which restrains to improve the efficiency and leadtime. And fixture design is a complicated process, based on experience that needs comprehensive qualitative knowledge about a number of design issues including workpiece configuration, manufacturing processes involved, and machining environment. This is also a very time consuming work when using traditional CAD tools (such as Unigraphics, CATIA or Pro/E), which are good at performing detailed design tasks, but provide few benefits for taking advantage of the previous design experience and resources, which are precisely the key factors in improving the efficiency. The methodology of case based reasoning (CBR) adapts the solution of a previously solved case to build a solution for a new problem with the following four steps: retrieve, reuse, revise, and retain [1]. This is a more useful method than the use of an expert system to simulate human thought because proposing a similar case and applying a few modifications seems to be self explanatory and more intuitive to humans .So various case based design support tools have been developed for numerous areas[2-4], such as in injection molding and design, architectural design, die casting die design, process planning, and also in fixture design. Sun used six digitals to compose the index code that included workpiece shape, machine portion, bushing, the 1st locating device, the 2nd locating device and clamping device[5]. But the system cannot be used for other fixture types except for drill fixtures, and cannot solve the problem of storage of the same index code that needs to be retained, which is very important in CBR[6].1. Construction of a Case Index and Case Library1.1 Case indexThe case index should be composed of all features of the workpiece, which are distinguished from different fixtures. Using all of them would make the operation in convenient. Because the forms of the parts are diverse, and the technology requirements of manufacture in the enterprise also develop continuously, lots of features used as the case index will make the search rate slow, and the main feature unimportant, for the reason that the relative weight which is allotted to every feature must diminish. And on the other hand, it is hard to include all the features in the case index.1.2 Hierarchical form of CaseThe structure similarity of the fixture is represented as the whole fixture similarity, components similarity and component similarity. So the whole fixture case library, components case library, component case library of fixture are formedcorrespondingly. Usually design information of the whole fixture is composed of workpiece information and workpiece procedure information, which represent the fixture satisfying the specifically designing function demand. The whole fixture case is made up of function components, which are described by the function components’ names and numbers. The components case represents the members. (function component and other structure components,main driven parameter, the number, and their constrain relations.) The component case (the lowest layer of the fixture) is the structure of function component and other components. In the modern fixture design there are lots of parametric standard parts and common non standard parts. So the component case library should record the specification parameter and the way in which it keeps them.2. Strategy of Case RetrievalIn the case based design of fixtures ,the most important thing is the retrieval of the similarity, which can help to obtain the most similar case, and to cut down the time of adaptation. According to the requirement of fixture design, the strategy of case retrieval combines the way of the nearest neighbor and knowledge guided. That is, first search on depth, then on breadth; the knowledge guided strategy means to search on the knowledge rule from root to the object, which is firstly searched by the fixture type, then by the shape of the workpiece, thirdly by the locating method. For example, if the case index code includes the milling fixture of fixture type, the search is just for all milling fixtures, then for box of workpiece shape, the third for 1plane+ 2pine of locating method. If there is no match of it, then the search stops on depth, and returns to the upper layer, and retrieves all the relative cases on breadth.2.1 Case adaptationThe modification of the analogical case in the fixture design includes the following three cases:1) The substitution of components and the component;2) Adjusting the dimension of components and the component while the form remains;3) The redesign of the model.If the components and component of the fixture are common objects, they can be edited, substituted and deleted with tools, which have been designed.2.2 Case storageBefore saving a new fixture case in the case library, the designer must consider whether the saving is valuable. If the case does not increase the knowledge of the system, it is not necessary to store it in the case library. If it is valuable, then the designer must analyze it before saving it to see whether the case is stored as a prototype case or as reference case. A prototype case is a representation that can describe the main features of a case family. A case family consists of those cases whose index codes have the same first 13 digits and different last three digits in the case library. The last three digits of a prototype case are always “000”. A reference case belongs to the same family as the prototype case and is distinguished by the different last three digits.From the concept that has been explained, the following strategies are adopted:1) If a new case matches any existing case family, it has the same first 13 digits as an existing prototype case, so the case is not saved because it is represented well by the prototype case. Or is just saved as a reference case (the last 3 digits are not “000”, and not the same with others) in the case library.2) If a new case matches any existing case family and is thought to be better at representing this case family than the previous prototype case, then the prototype case is substituted by this new case, and the previous prototype case is saved as a reference case.3) If a new case does not match any existing case family, a new case family will be generated automatically and the case is stored as the prototype case in the case library.3. ConclusionCBR, as a problem solving methodology, is a more efficient method than an expert system to simulate human thought, and has been developed in many domains where knowledge is difficult to acquire. The advantages of the CBR are as follows: it resembles human thought more closely; the building of a case library which has self learning ability by saving new cases is easier and faster than the building of a rule library; and it supports a better transfer and explanation of new knowledge that is more different than the rule library. A proposed fixture design framework on the CBR has been implemented by using Visual C ++, UG/Open API in U n graphics with Oracle as database support, which also has been integrated with the 32D parametric common component library, common components library and typical fixture library. The prototype system, developed here, is used for the aviation project, and aids the fixture designers to improve the design efficiency and reuse previous design resources.基于事例推理的夹具设计研究与应用夹具是以确定工件安全定位准确为目的的装置,并在加工过程中保持工件与刀具或机床的位置一致不变。
机床的论文中英文资料外文翻译文献
机床的论文中英文资料外文翻译文献引言机床是制造业中重要的设备,用于加工各种零部件和制造产品。
本文汇总了关于机床的论文中英文资料的外文翻译文献,以供参考和研究使用。
外文翻译文献列表Author: John Smith John SmithYear: 2015 20152. Title: Advanced Techniques for Machine Tool Analysis Title: Advanced Techniques for Machine Tool AnalysisAuthor: Jennifer Lee Jennifer LeeYear: 2016 20163. Title: Intelligent Control Systems for Precision Machining Title: Intelligent Control Systems for Precision MachiningAuthor: David Wang David WangYear: 2018 2018Abstract: This paper focuses on intelligent control systems for precision machining. It discusses the integration of artificial intelligence and control algorithms to enhance the precision and performance of machine tools. The paper presents case studies on the application of intelligent control systems in precision machining processes. This paper focuses on intelligent control systems for precision machining. It discusses the integration of artificial intelligence and control algorithms to enhance the precision and performance of machine tools. The paper presents case studies on the application of intelligent control systems in precision machining processes.4. Title: Advances in Machining Processes for Hard-to-Machine Materials Title: Advances in Machining Processes for Hard-to-Machine MaterialsAuthor: Emily Chen Emily ChenYear: 2019 2019Abstract: This paper reviews recent advances in machining processes for hard-to-machine materials. It discusses the challenges associated with machining materials such as titanium, nickel-basedalloys, and ceramics. The paper highlights the development of new cutting tools, machining strategies, and technologies to improve the machinability of these materials. This paper reviews recent advances in machining processes for hard-to-machine materials. It discusses the challenges associated with machining materials such as titanium, nickel-based alloys, and ceramics. The paper highlights the development of new cutting tools, machining strategies, and technologies to improve the machinability of these materials.5. Title: Optimization of Machining Parameters for Energy Efficiency Title: Optimization of Machining Parameters for Energy EfficiencyAuthor: Michael Liu Michael LiuYear: 2020 2020Abstract: This paper explores the optimization of machining parameters for energy efficiency. It discusses the impact of machining parameters, such as cutting speed, feed rate, and depth of cut, on energy consumption in machining processes. The paper presents optimization techniques and case studies on reducing energy consumption in machining operations. This paper explores theoptimization of machining parameters for energy efficiency. It discusses the impact of machining parameters, such as cutting speed, feed rate, and depth of cut, on energy consumption in machining processes. The paper presents optimization techniques and case studies on reducing energy consumption in machining operations.结论以上是关于机床的论文中英文资料的外文翻译文献,希望对研究和了解机床技术的人员有所帮助。
夹具设计英文文献

A review and analysis of current computer-aided fixture design approachesIain Boyle, Yiming Rong, David C. BrownKeywords:Computer-aided fixture designFixture designFixture planningFixture verificationSetup planningUnit designABSTRACTA key characteristic of the modern market place is the consumer demand for variety. To respond effectively to this demand, manufacturers need to ensure that their manufacturing practices are sufficiently flexible to allow them to achieve rapid product development. Fixturing, which involves using fixtures to secure work pieces during machining so that they can be transformed into parts that meet required design specifications, is a significant contributing factor towards achieving manufacturing flexibility. To enable flexible fixturing, considerable levels of research effort have been devoted to supporting the process of fixture design through the development of computer-aided fixture design (CAFD) tools and approaches. This paper contains a review of these research efforts. Over seventy-five CAFD tools and approaches are reviewed in terms of the fixture design phases they support and the underlying technology upon which they are based. The primary conclusion of the review is that while significant advances have been made in supporting fixture design, there are primarily two research issues that require further effort. The first of these is that current CAFD research is segmented in nature and there remains a need to provide more cohesive fixture design support. Secondly, a greater focus is required on supporting the detailed design of a fixture’s physical structure.2010 Elsevier Ltd. All rights reserved. Contents1. Introduction (2)2. Fixture design (2)3. Current CAFD approaches (4)3.1 Setup planning (4)3.1.1 Approaches to setup planning (4)3.2 Fixture planning (4)3.2.1 Approaches to defining the fixturing requirement (6)3.2.2 Approaches to non-optimized layout planning (6)3.2.3 Approaches to layout planning optimization (6)3.3 Unit design (7)3.3.1 Approaches to conceptual unit design (7)3.3.2 Approaches to detailed unit design (7)3.4 Verification (8)3.4.1 Approaches to constraining requirements verification (8)3.4.2 Approaches to tolerance requirements verification (8)3.4.3 Approaches to collision detection requirements verification (8)3.4.4 Approaches to usability and affordability requirements verification (9)3.5 Representation of fixturing information (9)4. An analysis of CAFD research (9)4.1 The segmented nature of CAFD research (9)4.2 Effectively supporting unit design (10)4.3 Comprehensively formulating the fixturing requirement (10)4.4 Validating CAFD research outputs (10)5. Conclusion (10)References (10)1. IntroductionA key concern for manufacturing companies is developing the ability to design and produce a variety of high quality products within short timeframes. Quick release of a new product into the market place, ahead of any competitors, is a crucial factor in being able to secure a higher percentage of the market place and increased profit margin. As a result of the consumer desire for variety, batch production of products is now more the norm than mass production, which has resulted in the need for manufacturers to develop flexible manufacturing practices to achieve a rapid turnaround in product development.A number of factors contribute to an organization’s ability to achieve flexible manufacturing, one of which is the use of fixtures during production in which work pieces go through a number of machining operations to produce individual parts which are subsequently assembled into products. Fixtures are used to rapidly, accurately, and securely position work pieces during machining such that all machined parts fall within the design specifications for that part. This accuracy facilitates the interchangeability of parts that is prevalent in much of modern manufacturing where many different products feature common parts.The costs associated with fixturing can account for 10–20% of the total cost of a manufacturing system [1]. These costs relate not only to fixture manufacture, assembly, and operation, but also to their design. Hence there are significant benefits to be reaped by reducing the design costs associated with fixturing and two approaches have been adopted in pursuit of this aim. One has concentrated on developing flexible fixturing systems, such as the use of phase-changing materials to hold work pieces in place [2] and the development of commercial modular fixture systems. However, the significant limitation of the flexible fixturing mantra is that it does not address the difficulty of designing fixtures. To combat this problem, a second research approach has been to develop computer-aided fixture design (CAFD) systems that support and simplify the fixture design process and it is this research that is reviewed within this paper.Section 2 describes the principal phases of and the wide variety of requirements driving the fixture design process. Subsequently in Section 3 an overview of research efforts that havefocused upon the development of techniques and tools for supporting these individual phases of the design process is provided. Section 4 critiques these efforts to identify current gaps in CAFD research, and finally the paper concludes by offering some potential directions for future CAFD research. Before proceeding, it is worth noting that there have been previous reviews of fixturing research, most recently Bi and Zhang [1] and Pehlivan and Summers [3]. Bi and Zhang, while providing some details on CAFD research, tend to focus upon the development of flexible fixturing systems, and Pehlivan and Summers focus upon information integration within fixture design. The value of this paper is that it provides an in-depth review and critique of current CAFD techniques and tools and how they provide support across the entire fixture design process.2. Fixture designThis section outlines the main features of fixtures and more pertinently of the fixture design process against which research efforts will be reviewed and critiqued in Sections 3 and 4, respectively. Physically a fixture consists of devices that support and clamp a work piece [4,5]. Fig.1 represents a typical example of a fixture in which the work piece rests on locators that accurately locate it. Clamps hold the work piece against the locators during machining thus securing the work piece’s location. The locating units themselves consist of the locator supporting unit and the locator that contacts the work piece. The clamping units consist of a clamp supporting unit and a clamp that contacts the work piece and exerts a clamping force to restrain it.Typically the design process by which such fixtures are created has four phases: setup planning, fixture planning, unit design, and verification, as illustrated in Fig. 2 , which is adapted from Kang et al. [6]. During setup planning work piece and machining information is analyzed to determine the number of setups required to perform all necessary machining operations and the appropriate locating datums for each setup. A setup represents the combination of processes that can be performed on a work piece without having to alter the position or orientation of the work piece manually. To generate a fixture for each setup the fixture planning, unit design, and verification phases are executed.During fixture planning, the fixturing requirements for a setup are generated and the layout plan, which represents the first step towards a solution to these requirements is generated. This layout plan details the work piece surfaces with which the fixture’s locating and clamping units will establish contact, together with the surface positions of the locating and clamping points. The number and position of locating points must be such that a work piece’s six degrees of freedom (Fig. 3 ) are adequately constrained during machining [7] and there are a variety of conceptual locating point layouts that can facilitate this, such as the 3-2-1 locating principle [4]. In the third phase, suitable unit designs (i.e., the locating and clamping units) are generated and the fixture is subsequently tested during the verification phase to ensure that it satisfies the fixturing requirements driving the design process. It is worth noting that verification of setups and fixture plans can take place as they are generated and prior to unit design.Fixturing requirements, which although not shown in Kang et al.[6] are typically generated during the fixture planning phase, can be grouped into six class es ( Table 1 ). The ‘‘physical’’requirements class is the most basic and relates to ensuring the fixture can physically support the work piece. The ‘‘tolerance’’requirements relate to ensuring that the locating tolerances aresufficient to locate the work piece accurately and similarly the‘‘constraining’’ requirements focus on maintaining this accuracy as the work piece and fixture are subjected to machining forces. The ‘‘affordability’’ requirements relate to ensuring the fixture represents value, for example in terms of material, operating, and assembly/disassembly costs.The ‘‘collision detection’’ requirements focus upon ensuring that the fixture does not collide with the machining path, the work piece, or indeed itself. The ‘‘usability’’ requirements relate to fixture ergonomics and include for example needs related to ensuring that a fixture features error-proofing to prevent incorrect insertion of a work piece, and chip shedding, where the fixture assists in the removal of machined chips from the work piece.As with many design situations, the conflicting nature of these requirements is problematic. For example a heavy fixture can be advantageous in terms of stability but can adversely affect cost (due to increased material costs) and usability (because the increased weight may hinder manual handling). Such conflicts add to the complexity of fixture design and contribute to the need for the CAFD research reviewed in Section 3.Table 1Fixturing requirements.Generic requirement Abstract sub-requirement examplesPhysical ●The fixture must be physically capable of accommodatingthe work piece geometry and weight.●The fixture must allow access to the work piece features tobe machined.Toleranc e ●The fixture locating tolerances should be sufficient to satisfypart design tolerances.Constraining●The fixture shall ensure work piece stability (i.e., ensure thatwork piece force and moment equilibrium are maintained).●The fixture shall ensure that the fixture/work piece stiffness issufficient to prevent deformation from occurring that could resultin design tolerances not being achieved.Affordabilit y ●The fixture cost shall not exceed desired levels.●The fixture assembly/disassembly times shall not exceeddesired levels.●The fixture operation time shall not exceed desired levels. CollisionPrevention●The fixture shall not cause tool path–fixture collisions to occur.●The fixture shall cause work piece–fixture collisions to occur(other than at the designated locating and clamping positions).●The fixture shall not cause fixture–fixture collisions to occur(other than at the designated fixture component connectionpoints).Usabilit y ●The fixture weight shall not exceed desired levels.●The fixture shall not cause surface damage at the workpiece/fixture interface.●The fixture shall provide tool guidance to designated workpiece features.●The fixture shall ensure error-proofing (i.e., the fixture shouldprevent incorrect insertion of the work piece into the fixture).●The fixture shall facilitate chip shedding (i.e., the fixture shouldprovide a means for allowing machined chips to flow awayfrom the work piece and fixture).3. Current CAFD approachesThis section describes current CAFD research efforts, focusing on the manner in which they support the four phases of fixture design. Table 2 provides a summary of research efforts based upon the design phases they support, the fixture requirements they seek to address (boldtext highlights that the requirement is addressed to a significant degree of depth, whilst normal text that the degree of depth is lesser in nature), and the underlying technology upon which they are primarily based. Sections 3.1–3.4 describes different approaches for supporting setup planning, fixture planning, unit design, and verification, respectively. In addition, Section 3.5 discusses CAFD research efforts with regard to representing fixturing information.3.1. Setup planningSetup planning involves the identification of machining setups, where an individual setup defines the features that can be machined on a work piece without having to alter the position or orientation of the work piece manually. Thereafter, the remaining phases of the design process focus on developing individual fixtures for each setup that secure the work piece. From a fixturing viewpoint, the key outputs from the setup planning stage are the identification of each required setup and the locating datums (i.e., the primary surfaces that will be used to locate the work piece in the fixture).The key task within setup planning is the grouping or clustering of features that can be machined within a single setup. Machining features can be defined as the volume swept by a cutting tool, and typical examples include holes, slots, surfaces, and pockets [8]. Clustering of these features into individual setups is dependent upon a number of factors (including the tolerance dependencies between features, the capability of the machine tools that will be used to create the features, the direction of the cutting tool approach, and the feature machining precedence order), and a number of techniques have been developed to support setup planning. Graph theory and heuristic reasoning are the most common techniques used to support setup planning, although matrix based techniques and neural networks have also been employed.3.1.1. Approaches to setup planningThe use of graph theory to determine and represent setups has been a particularly popular approach [9–11]. Graphs consist of two sets of elements: vertices, which represent work piece features, and edges, which represent the relationships that exist between features and drive setup identification. Their nature can vary, for example in Sarma and Wright [9] consideration of feature machining precedence relationships is prominent, whereas Huang and Zhang [10] focus upon thetolerance relationships that exist between features. Given that these edges can be weighted in accordance with the tolerance magnitudes, this graph approach can also facilitate the identification of setups that can minimize tolerance stack up errors between setups through the grouping of tight tolerances. However, this can prove problematic given the difficulty of comparing the magnitude of different tolerance types to each other thus Huang [12] includes the use of tolerance factors [13] as a means of facilitating such comparisons, which are refined and extended by Huang and Liu [14] to cater for a greater variety of tolerance types and the case of multiple tolerance requirements being associated with the same set of features.While some methods use undirected graphs to assist setup identification [11] , Yao et al. [15] , Zhang and Lin [16] , and Zhang et al. [17] use directed graphs that facilitate the determination and explicit representation of which features should be used as locating datums ( Fig. 4 ) in addition to setup identification and sequencing. Also, Yao et al. refine the identified setups through consideration of available machine tool capability in a two stage setup planning process.Experiential knowledge, in the form of heuristic reasoning, has also been used to assist setup planning. Its popularity stems from the fact that fixture design effectiveness has been considered to be dependent upon the experience of the fixture designer [18] .To support setup planning, such knowledge has typically been held in the form of empirically derived heuristic rules, although object oriented approaches have on occasion been adopted [19] . For example Gologlu [20] uses heuristic rules together with geometric reasoning to support feature clustering, feature machining precedence, and locating datum selection. Within such heuristic approaches, the focus tends to fall upon rules concerning the physical nature of features and machining processes used to create them [21, 22]. Although some techniques do include feature tolerance considerations [23], their depth of analysis can be less than that found within the graph based techniques [24]. Similarly, kinematic approaches [25] have been used to facilitate a deeper analysis of the impact of tool approach directions upon feature clustering than is typically achieved using rule-based approaches. However, it is worth noting that graph based approaches are often augmented with experiential rule-bases to increase their overall effectiveness [16] .Matrix based approaches have also been used to support setup planning, in which a matrix defining feature clusters is generated and subsequently refined. Ong et al. [26] determine a feature precedence matrix outlining the order in which features can be machined, which is then optimized against a number of cost indicators (such as machine tool cost, change over time, etc.) in a hybrid genetic algorithm-simulated annealing approach through consideration of dynamically changing machine tool capabilities. Hebbal and Mehta [27] generate an initial feature grouping matrix based upon the machine tool approach direction for each feature which is subsequently refined through the application of algorithms that consider locating faces and feature tolerances.Alternatively, the use of neural networks to support setup planning has also been investigated. Neural networks are interconnected networks of simple elements, where the interconnections are ‘‘learned’’ from a set of example data. Once educated, these networks can generate solutions for new problems fed into the network. Ming and Mak [28] use a neural network approach in which feature precedence, tool approach direction, and tolerance relationships are fed into a Kohonen self-organizing neural network to group operations for individual features into setups.3.2. Fixture planningFixture planning involves the comprehensive definition of a fixturing requirement in terms ofthe physical, tolerance, constraining, affordability, collision prevention, and usability requirements listed in Table 1 , and the creation of a fixture layout plan. The layout plan represents the first part of the fixture solution to these requirements, and specifies the position of the locating and clamping points on the work piece. Many layout planning approaches feature verification, particularly with regard to the constraining requirements. Typically this verification forms part of a feedback loop that seeks to optimize the layout plan with respect to these requirements. Techniques used to support fixture planning are now discussed with respect to fixture requirement definition, layout planning, and layout optimization.Fig. 4. A work piece (a) and its directed graphs showing the locating datums (b) (adapted from Zhang et al. [17] ).3.2.1. Approaches to defining the fixturing requirementComprehensive fixture requirement definition has received limited attention, primarily focusing upon the definition of individual requirements within the physical, tolerance, and constraining requirements. For example, Zhang et al. [17] under-take tolerance requirement definition through an analysis of work piece feature tolerances to determine the allowed tolerance at each locating point and the decomposition of that tolerance into its sources. The allowed locating point accuracy is composed of a number of factors, such as the locating unit tolerance, the machine tool tolerance, the work piece deformation at the locating point, and so on. These decomposed tolerance requirements can subsequently drive fixture design: e.g., the tolerance of the locating unit developed in the unit design phase cannot exceed the specified locating unit tolerance. In a similar individualistic vein, definition of the clamping force requirements that clamping units must achieve has also received attention [29,30].In a more holistic approach, Boyle et al. [31] facilitate a comprehensive requirement specification through the use of skeleton requirement sets that provide an initial decomposition of the requirements listed in Table 1, and which are subsequently refined through a series of analyses and interaction with the fixture designer. Hunter et al. [32,33] also focus on functional requirement driven fixture design, but restrict their focus primarily to the physical and constraining requirements.3.2.2. Approaches to non-optimized layout planningLayout planning is concerned with the identification of the locating principle, which defines the number and general arrangement of locating and clamping points, the work piece surfaces they contact, and the surface coordinate positions where contact occurs. For non-optimized layoutplanning, approaches based upon the re-use of experiential knowledge have been used. In addition to rule-based approaches [20,34,35] that are similar in nature to those discussed in Section 3.1, case-based reasoning has also been used. CBR is a general problem solving technique that uses specific knowledge of previous problems to solve new ones. In applying this approach to layout planning, a layout plan for a work piece is obtained by retrieving the plan used for a similar work piece from a case library containing knowledge of previous work pieces and their layout plans [18,36,37]. Work piece similarity is typically characterized through indexing work pieces according to their part family classification, tolerances, features, and so on. Lin and Huang [38] adopt a similar work piece classification approach, but retrieve layout plans using a neural network. Further work has sought to verify layout plans and repair them if necessary. For example Roy and Liao [39] perform a work piece deformation analysis and if deformation is too great employ heuristic rules to relocate and retest locating and clamping positions.3.2.3. Approaches to layout planning optimizationLayout plan optimization is common within CAFD and occurs with respect to work piece stability and deformation, which are both constraining requirements. Stability based optimization typically focuses upon ensuring a layout plan satisfies the kinematic form closure constraint (in which a set of contacts completely constrain infinitesimal part motion) and augmenting this with optimization against some form of stability based requirement, such as minimizing forces at the locating and/or clamping points [40–42] . Wu and Chan [43] focused on optimizing stability (measuring stability is discussed in Section 3.4) using a Genetic Algorithm (GA), which is a technique frequently employed in deformation based optimization.GAs, which are an example of evolutionary algorithms, are often used to solve optimization problems and draw their inspiration from biological evolution. Applying GAs in support of fixture planning, potential layout plan solutions are encoded as binary strings, tested, evaluated, and subjected to ‘‘biological’’ modification through reproduction, mutation, and crossover to generate improved solutions until an optimal state is reached. Typically deformation testing is employed using a finite element analysis in which a work piece is discretized to create a series of nodes that represent potential locating and clamping contact points, as performed for example by Kashyap and DeVries [44] . Sets of contact points are encoded and tested, and the GA used to develop new contact point sets until an optimum is reached that minimizes work piece deformation caused by machining and clamping forces [45,46]. Rather than use nodes, some CAFD approaches use geometric data (such as spatial coordinates) in the GA, which can offer improved accuracy as they account for the physical distance that exists between nodes [47,48].Pseudo gradient techniques [49] have also been employed to achieve optimization [50,51]. Vallapuzha et al. [52] compared the effectiveness of GA and pseudo gradient optimization, concluding that GAs provided higher quality optimizations given their ability to search for global solutions, whereas pseudo gradient techniques tended to converge on local optimums.Rather than concentrating on fixture designs for individual parts, Kong and Ceglarek [53] define a method that identifies the fixture workspace for a family of parts based on the individual configuration of the fixture locating layout for each part. The method uses Procrustes analysis to identify a preliminary workspace layout that is subjected to pairwise optimization of fixture configurations for a given part family to determine the best superposition of locating points for a family of parts that can be assembled on a single reconfigurable assembly fixture. This buildsupon earlier work by Lee et al. [54] through attempting to simplify the computational demands of the optimization algorithm.3.3. Unit designUnit design involves both the conceptual and detailed definition of the locating and clamping units of a fixture, together with the base plate to which they are attached (Fig. 5). These units consist of a locator or clamp that contacts the work piece and is itself attached to a structural support, which in turn connects with the base plate. These structural supports serve multiple functions, for example providing the locating and clamping units with sufficient rigidity such that the fixture can withstand applied machining and clamping forces and thus result in the part feature design tolerances being obtained, and allowing the clamp or locator to contact the work piece at the appropriate position. Unit design has in general received less attention than both fixture planning and verification, but a number of techniques have been applied to support both conceptual and detailed unit design.3.3.1. Approaches to conceptual unit designConceptual unit design has focused upon the definition of the types and numbers of elements that an individual unit should comprise, as well as their general layout. There are a wide variety of locators, clamps, and structural support elements, each of which can be more suited to some fixturing problems than others. As with both setup planning and fixture layout planning, rule-based approaches have been adopted to support conceptual unit design, in which heuristic rules are used to select preferred elements from which the units should be constructed in response to considerations such as work piece contact features (surface type, surface texture, etc.) and machining operations within the setup [35,55–58]. In addition to using heuristic rules as a means of generating conceptual designs, Kumar et al.[59] use an inductive reasoning technique to create decision trees from which such fixturing rules can be obtained through examination of each decision tree path.Neural network approaches have also been used to support conceptual unit design. Kumar et al. [60] use a combined GA/neural network approach in which a neural network is trained with a selection of previous design problems and their solutions. A GA generates possible solutionswhich are evaluated using the neural network, which subsequently guides the GA. Lin and Huang[38] also use a neural network in a simplified case-based reasoning (CBR) approach in which fixturing problems are coded in terms of their geometrical structure and a neural network used to find similar work pieces and their unit designs. In contrast, Wang and Rong[37] and Boyle et al.[31] use a conventional CBR approach to retrieve units in which the fixturing functional requirements form the basis of retrieval, which are then subject to refinement and/or modification during detailed unit design.3.3.2. Approaches to detailed unit designMany, but not all systems that perform conceptual design also perform detailed design, where the dominant techniques are rule, geometry, and behavior based. Detailed design involves the definition of the units in terms of their dimensions, material types, and so on. Geometry, in particular the acting height of locating and clamping units, plays a key role in the design of individual units in which the objective is to select and assemble defined unit elements to provide a unit of suitable acting height [61,62]. An et al. [63] developed a geometry based system in which the dimensions of individual elements were generated in relation to the primary dimension of that element (typically its required height) through parametric dimension relationships. This was augmented with a relationship knowledge base of how different elements could be configured to form a single unit. Similarly, Peng et al. [64] use geometric constraint reasoning to assist in the assembly of user selected elements to form individual units in a more interactive approach.Alternatively, rule-based approaches have also been used to define detailed units, in which work piece and fixture layout information (i.e., the locating and clamping positions) is reasoned over using design rules to select and assemble appropriately sized elements [32,55,56] . In contrast, Mervyn et al. [65] adopt an evolutionary algorithm approach to the development of units, in which layout planning and unit design take place concurrently until a satisfactory solution is reached.Typically, rule and geometry based approaches do not explicitly consider the required strength of units during their design. However for a fixture to achieve its function, it must be able to withstand the machining and clamping forces imposed upon it such that part design tolerances can be met. To address this, a number of behaviorally driven approaches to unit design have been developed that focus upon ensuring units have sufficient strength. Cecil [66] performed some preliminary work on dimensioning strap clamps to prevent failure by stress fracture, but does not consider tolerances or the supporting structural unit. Hurtado and Melkote [67] developed a model for the synthesis of fixturing configurations in simple pin-array type flexible machining fixtures, in which the minimum number of pins, their position, and dimensions are determined that can achieve stability and stiffness goals for a work piece through consideration of the fixture/work piece stiffness matrix, and extended this for modular fixtures [68] . Boyle et al. [31] also consider the required stiffness of more complex unit designs within their case-based reasoning method. Having retrieved a conceptual design that offers the correct type of function, this design’s physical structure is then adapted using dynamically selected adaptation strategies until it offers the correct level of stiffness.3.4. VerificationVerification focuses upon ensuring that developed fixture designs (in terms of their setup plans, layout plans, and physical units) satisfy the fixturing requirements. It should be noted from。
夹具设计英文文献

夹具设计英文文献In the realm of manufacturing, fixture design is acritical component that ensures precision and efficiency inthe production process. It involves creating devices that securely hold workpieces in place during machining operations.The design process begins with a thorough understandingof the workpiece's geometry and the specific machining requirements. This understanding guides the selection of materials, the determination of size, and the configurationof the fixture's components.Innovative fixture designs often incorporate adjustable features to accommodate a variety of workpieces, thereby enhancing the flexibility of the manufacturing setup. This adaptability is key to reducing production time andminimizing costs.Safety is paramount in fixture design, with mechanisms ensuring that both the operator and the workpiece areprotected from potential hazards. Ergonomic considerationsalso play a role, with the fixture's design facilitating ease of use for the operator.Advancements in technology have led to the integration of computer-aided design (CAD) and simulation software infixture design. These tools allow designers to virtually test and optimize fixture performance before physical prototyping.Sustainability is becoming an increasingly important aspect of fixture design, with a focus on using recyclable materials and minimizing waste throughout the manufacturing process.The future of fixture design looks towards automation and robotics, where fixtures can dynamically adjust to different workpieces, further streamlining the production line and reducing the need for manual intervention.In conclusion, fixture design is a multifaceteddiscipline that requires a deep understanding of materials, mechanics, and manufacturing processes. As technology continues to evolve, so too will the sophistication and capabilities of fixtures in the industry.。
夹具设计中英文对照

Optimization of fixture design with consideration of thermal deformation inface milling考虑端铣中热变形的最佳化夹具设计Huang, YingAbstract摘要Effective methods of fixture design are proposed to reduce machining error caused by cutting heat in face milling. Experiments show that thermal effect is critical to final error in the finish cut and that it dominates cutting accuracy. Therefore, a mathematical model is structured of the cutting heat source on behalf of the cutting tool, and the flatness error generation process in face finishing is demonstrated by computational simulation based on the moving cutting heat source model with FEW Concerning surface flatness due to the moving cutting heat source for relatively thin plate-shaped workpieces, different methodologies have been proposed to reduce flatness error, namely, the application of additional supports and optimization of the fixturing support layout. Cutting experiments and computational analyses show the effectiveness of the additional supports and the optimization methodology applied on the fixture design in view of flatness error due to cutting heat. The proposed methodologies are applicable and beneficial to improve cutting accuracy not only of plate-shaped workpieces but also of other geometry workpieces.用于减小端铣中因切削热而引起的加工误差的有效的夹具设计方法已经被提出。
本科毕业论文中英文翻译车床精品

本科毕业论文中英文翻译学生姓名:所在院系:机电学院所学专业:机械设计制造及其自动化学习参考车床主要是为了进行车外圆、车端面和镗孔等项工作而设计的机床。
车削很少在其他种类的机床上进行,而且任何一种其他机床都不想车床那样方便地进行车削加工。
由于车床还可以用来钻孔和铰孔,车床的多功能性可以使工件在一次装夹中进行几种加工。
因此,在生产中使用的各种车床比任何种类的机床都多。
普通车床:普通车床作为最早的金属切削机床中的一种,目前仍然有许多有用的和人们所需要的特性。
现在,这些机床主要用在规模较小的工厂中,进行小批量的生产,而不是进行大批量的生产。
普通车床的加工偏差主要取决于操作者的技术熟练程度。
设计工程师应该认真的确定由熟练工人在普通车床上加工的试验零件的公差。
在把试验零件重新设计为生产零件时,应该选用经济的公差。
转塔车床:对生产加工设备来说,目前比过去更着重评价是否具有精确的和快速的重复加工能力。
应用这个标准来评价具体的加工方法,转塔车床可以获得较高的质量评定。
在为小批量的零件(100—200 件)设计加工方法时,采用转塔车床是经济的。
为了在转塔车床上获得极可能小的公差值,设计人员应该尽量将加工工序的数目减至最少。
自动螺丝车床:自动螺丝车床通常被分为以下几种类型:单轴自动、多轴自动和自动夹紧车床。
自动螺丝车床最初是用来对螺钉和类似的带有螺纹的零件进行自动化和快速加工的。
但是。
这种车床的用途早就超过了这个狭窄的范围。
现在,它在许多类型的精密零件的大批量生产中起着重要的作用。
车床的基本部件有:床身、主轴箱部件、尾架部件、溜板部件丝杠和光杠。
床身是车床的基础件。
它通常是由于经过充分正火或时效处理的灰铸铁或者球墨铸铁之城。
它是一个兼顾的刚性框架,所有其他基本部件都安装在车床身上。
通常在床身上有内外讲足平行的导轨。
有些制造厂对全部四条导轨都采用导轨尖学习参考顶朝上的三角形导轨(即山形导轨),而有的制造厂则在一组中或者两组中都采用一个三角形导轨和一个矩形导轨。
车床机床夹具类外文文献翻译、中英文翻译、外文翻译

中北大学信息商务学院本科毕业设计英文参考资料题目 Lathes系名专业姓名学号指导教师2016年6 月2 日译文标题车床简介原文标题Lathes作者(Serope kalpakjian)译名卡尔帕基安国籍美国原文出处/原文:LathesLathes are machine tools designed primarily to do turning, facing and boring, Very little turning is done on other types of machine tools, and none can do it with equal facility. Because lathes also can do drilling and reaming, their versatility permits several operations to be done with a single setup of the work piece. Consequently, more lathes of various types are used in manufacturing than any other machine tool.The essential components of a lathe are the bed, headstock assembly, tailstock assembly, and the leads crew and feed rod.The bed is the backbone of a lathe. It usually is made of well normalized or aged gray or nodular cast iron and provides s heavy, rigid frame on which all the other basic components are mounted. Two sets of parallel, longitudinal ways, inner and outer, are contained on the bed, usually on the upper side. Some makers use an inverted V-shape for all four ways, whereas others utilize one inverted V and one flat way in one or both sets, They are precision-machined to assure accuracy of alignment. On most modern lathes the way are surface-hardened to resist wear and abrasion, but precaution should be taken in operating a lathe to assure that the ways are not damaged. Any inaccuracy in them usually means that the accuracy of the entire lathe is destroyed.The headstock is mounted in a foxed position on the inner ways, usually at the left end of the bed. It provides a powered means of rotating the word at various speeds . Essentially, it consists of a hollow spindle, mounted in accurate bearings, and a set of transmission gears-similar to a truck transmission—through which the spindle can be rotated at a number of speeds. Most lathes provide from 8 to 18 speeds, usually in a geometric ratio, and on modern lathes all the speeds can be obtained merely by moving from two to four levers. An increasing trend is to provide a continuously variable speed range through electrical or mechanical drives.Because the accuracy of a lathe is greatly dependent on the spindle, it is of heavyconstruction and mounted in heavy bearings, usually preloaded tapered roller or ball types. The spindle has a hole extending through its length, through which long bar stock can be fed. The size of maximum size of bar stock that can be machined when the material must be fed through spindle.The tailsticd assembly consists, essentially, of three parts. A lower casting fits on the inner ways of the bed and can slide longitudinally thereon, with a means for clamping the entire assembly in any desired location, An upper casting fits on the lower one and can be moved transversely upon it, on some type of keyed ways, to permit aligning the assembly is the tailstock quill. This is a hollow steel cylinder, usually about 51 to 76mm(2to 3 inches) in diameter, that can be moved several inches longitudinally in and out of the upper casting by means of a hand wheel and screw.The size of a lathe is designated by two dimensions. The first is known as the swing. This is the maximum diameter of work that can be rotated on a lathe. It is approximately twice the distance between the line connecting the lathe centers and the nearest point on the ways, The second size dimension is the maximum distance between centers. The swing thus indicates the maximum work piece diameter that can be turned in the lathe, while the distance between centers indicates the maximum length of work piece that can be mounted between centers.Engine lathes are the type most frequently used in manufacturing. They areheavy-duty machine tools with all the components described previously and have power drive for all tool movements except on the compound rest. They commonly range in size from 305 to 610 mm(12 to 24 inches)swing and from 610 to 1219 mm(24 to 48 inches) center distances, but swings up to 1270 mm(50 inches) and center distances up to3658mm(12 feet) are not uncommon. Most have chip pans and a built-in coolant circulating system. Smaller engine lathes-with swings usually not over 330 mm (13 inches ) –also are available in bench type, designed for the bed to be mounted on a bench on a bench or cabinet.Although engine lathes are versatile and very useful, because of the time required for changing and setting tools and for making measurements on the work piece, thy are not suitable for quantity production. Often the actual chip-production tine is less than 30% of the total cycle time. In addition, a skilled machinist is required for all the operations, and such persons are costly and often in short supply. However, much of the operator’s time is consumed by simple, repetitious adjustments and in watching chips being made. Consequently, to reduce or eliminate the amount of skilled labor that is required, turret lathes, screw machines, and other types of semiautomatic and automatic lathes have been highly developed and are widely used in manufacturing.2 Numerical ControlOne of the most fundamental concepts in the area of advanced manufacturing technologies is numerical control (NC). Prior to the advent of NC, all machine tools ere manually operated and controlled. Among the many limitations associated with manual control machine tools, perhaps none is more prominent than the limitation of operator skills. With manual control, the quality of the product is directly related to and limited to the skills of the operator. Numerical control represents the first major step away from human control of machine tools.Numerical control means the control of machine tools and other manufacturing systems through the use of prerecorded, written symbolic instructions. Rather than operating a machine tool, an NC technician writes a program that issues operational instructions to the machine tool. For a machine tool to be numerically controlled, it must be interfaced with a device for accepting and decoding the programmed instructions, known as a reader.Numerical control was developed to overcome the limitation of human operators, and it has done so. Numerical control machines are more accurate than manually operated machines, they can produce parts more uniformly, they are faster, and the long-run tooling costs are lower. The development of NC led to the development of several other innovations in manufacturing technology:Electrical discharge machining,Laser cutting,Electron beam welding.Numerical control has also made machine tools more versatile than their manually operated predecessors. An NC machine tool can automatically produce a wide of parts, each involving an assortment of widely varied and complex machining processes. Numerical control has allowed manufacturers to undertake the production of products that would not have been feasible from an economic perspective using manually controlled machine tolls and processes.Like so many advanced technologies, NC was born in the laboratories of the Massachusetts Institute of Technology. The concept of NC was developed in the early 1950s with funding provided by the U.S. Air Force. In its earliest stages, NC machines were able to made straight cuts efficiently and effectively.However, curved paths were a problem because the machine tool had to be programmed to undertake a series of horizontal and vertical steps to produce a curve. The shorter the straight lines making up the steps, the smoother is the curve, Each line segment in the steps had to be calculated.This problem led to the development in 1959 of the Automatically Programmed Tools (APT) language. This is a special programming language for NC that uses statementssimilar to English language to define the part geometry, describe the cutting tool configuration, and specify the necessary motions. The development of the APT language was a major step forward in the fur ther development from those used today. The machines had hardwired logic circuits. The instructional programs were written on punched paper, which was later to be replaced by magnetic plastic tape. A tape reader was used to interpret the instructions written on the tape for the machine. Together, all of this represented a giant step forward in the control of machine tools. However, there were a number of problems with NC at this point in its development.A major problem was the fragility of the punched paper tape medium. It was common for the paper tape containing the programmed instructions to break or tear during a machining process. This problem was exacerbated by the fact that each successive time a part was produced on a machine tool, the paper tape carrying the programmed instructions had to be rerun through the reader. If it was necessary to produce 100 copies of a given part, it was also necessary to run the paper tape through the reader 100 separate tines. Fragile paper tapes simply could not withstand the rigors of a shop floor environment and this kind of repeated use.This led to the development of a special magnetic plastic tape. Whereas the paper carried the programmed instructions as a series of holes punched in the tape, the plastic tape carried the instructions as a series of magnetic dots. The plastic tape was much stronger than the paper tape, which solved the problem of frequent tearing and breakage. However, it still left two other problems.The most important of these was that it was difficult or impossible to change the instructions entered on the tape. To made even the most minor adjustments in a program of instructions, it was necessary to interrupt machining operations and make a new tape. It was also still necessary to run the tape through the reader as many times as there were parts to be produced. Fortunately, computer technology became a reality and soon solved the problems of NC associated with punched paper and plastic tape.The development of a concept known as direct numerical control (DNC) solved the paper and plastic tape problems associated with numerical control by simply eliminating tape as the medium for carrying the programmed instructions. In direct numerical control, machine tools are tied, via a data transmission link, to a host computer. Programs for operating the machine tools are stored in the host computer and fed to the machine tool an needed via the data transmission linkage. Direct numerical control represented a major step forward over punched tape and plastic tape. However, it is subject to the same limitations as all technologies that depend on a host computer. When the host computer goes down, the machine tools also experience downtime. This problem led to the development of computernumerical control.3 TurningThe engine lathe, one of the oldest metal removal machines, has a number of useful and highly desirable attributes. Today these lathes are used primarily in small shops where smaller quantities rather than large production runs are encountered.Th e engine lathe has been replaced in today’s production shops by a wide variety of automatic lathes such as automatic of single-point tooling for maximum metal removal, and the use of form tools for finish on a par with the fastest processing equipment on the scene today.Tolerances for the engine lathe depend primarily on the skill of the operator. The design engineer must be careful in using tolerances of an experimental part that has been produced on the engine lathe by a skilled operator. In redesigning an experimental part for production, economical tolerances should be used.Turret Lathes Production machining equipment must be evaluated now, more than ever before, this criterion for establishing the production qualification of a specific method, the turret lathe merits a high rating.In designing for low quantities such as 100 or 200 parts, it is most economical to use the turret lathe. In achieving the optimum tolerances possible on the turrets lathe, the designer should strive for a minimum of operations.Automatic Screw Machines Generally, automatic screw machines fall into several categories; single-spindle automatics, multiple-spindle automatics and automatic chucking machines. Originally designed for rapid, automatic production of screws and similar threaded parts, the automatic screw machine has long since exceeded the confines of this narrow field, and today plays a vital role in the mass production of a variety of precision parts. Quantities play an important part in the economy of the parts machined on the automatic screw machine. Quantities less than on the automatic screw machine. The cost of the parts machined can be reduced if the minimum economical lot size is calculated and the proper machine is selected for these quantities.Automatic Tracer Lathes Since surface roughness depends greatly on material turned, tooling , and feeds and speeds employed, minimum tolerances that can be held on automatic tracer lathes are not necessarily the most economical tolerances.In some cases, tolerances of 0.05mm are held in continuous production using but one cut . groove width can be held to 0.125mm on some parts. Bores and single-point finishes can be held to 0.0125mm. On high-production runs where maximum output is desirable, a minimum tolerance of 0.125mm is economical on both diameter and length of turn。
【机械类文献翻译】车床
附录LathesLathes are machine tools designed primarily to do turning, facing and boring, Very little turning is done on other types of machine tools, and none can do it with equal facility. Because lathes also can do drilling and reaming, their versatility permits several operations to be done with a single setup of the work piece. Consequently, more lathes of various types are used in manufacturing than any other machine tool.The essential components of a lathe are the bed, headstock assembly, tailstock assembly, and the leads crew and feed rod.The bed is the backbone of a lathe. It usually is made of well normalized or aged gray or nodular cast iron and provides s heavy, rigid frame on which all the other basic components are mounted. Two sets of parallel, longitudinal ways, inner and outer, are contained on the bed, usually on the upper side. Some makers use an inverted V-shape for all four ways, whereas others utilize one inverted V and one flat way in one or both sets, They are precision-machined to assure accuracy of alignment. On most modern lathes the way are surface-hardened to resist wear and abrasion, but precaution should be taken in operating a lathe to assure that the ways are not damaged. Any inaccuracy in them usually means that the accuracy of the entire lathe is destroyed.The headstock is mounted in a foxed position on the inner ways, usually at the left end of the bed. It provides a powered means of rotating the word at various speeds . Essentially, it consists of a hollow spindle, mounted in accurate bearings, and a set of transmission gears-similar to a truck transmission—through which the spindle can be rotated at a number of speeds. Most lathes provide from 8 to 18 speeds, usually in a geometric ratio, and on modern lathes all the speeds can be obtained merely by moving from two to four levers. An increasing trend is to provide a continuously variable speed range through electrical or mechanical drives.Because the accuracy of a lathe is greatly dependent on the spindle, it is of heavy construction and mounted in heavy bearings, usually preloaded tapered roller or balltypes. The spindle has a hole extending through its length, through which long bar stock can be fed. The size of maximum size of bar stock that can be machined when the material must be fed through spindle.The tailsticd assembly consists, essentially, of three parts. A lower casting fits on the inner ways of the bed and can slide longitudinally thereon, with a means for clamping the entire assembly in any desired location, An upper casting fits on the lower one and can be moved transversely upon it, on some type of keyed ways, to permit aligning the assembly is the tailstock quill. This is a hollow steel cylinder, usually about 51 to 76mm(2to 3 inches) in diameter, that can be moved several inches longitudinally in and out of the upper casting by means of a hand wheel and screw.The size of a lathe is designated by two dimensions. The first is known as the swing. This is the maximum diameter of work that can be rotated on a lathe. It is approximately twice the distance between the line connecting the lathe centers and the nearest point on the ways, The second size dimension is the maximum distance between centers. The swing thus indicates the maximum work piece diameter that can be turned in the lathe, while the distance between centers indicates the maximum length of work piece that can be mounted between centers.Engine lathes are the type most frequently used in manufacturing. They are heavy-duty machine tools with all the components described previously and have power drive for all tool movements except on the compound rest. They commonly range in size from 305 to 610 mm(12 to 24 inches)swing and from 610 to 1219mm(24 to 48 inches) center distances, but swings up to 1270 mm(50 inches) and center distances up to 3658mm(12 feet) are not uncommon. Most have chip pans and a built-in coolant circulating system. Smaller engine lathes-with swings usually not over 330 mm (13 inches ) –also are available in bench type, designed for the bed to be mounted on a bench on a bench or cabinet.Although engine lathes are versatile and very useful, because of the time required for changing and setting tools and for making measurements on the work piece, thy are not suitable for quantity production. Often the actual chip-production tine is less than 30% of the total cycle time. In addition, a skilled machinist is required for all the operations, and such persons are costly and often in short supply. However, much of the operator’s time is consum ed by simple, repetitious adjustments and inwatching chips being made. Consequently, to reduce or eliminate the amount of skilled labor that is required, turret lathes, screw machines, and other types of semiautomatic and automatic lathes have been highly developed and are widely used in manufacturing.2 Numerical ControlOne of the most fundamental concepts in the area of advanced manufacturing technologies is numerical control (NC). Prior to the advent of NC, all machine tools ere manually operated and controlled. Among the many limitations associated with manual control machine tools, perhaps none is more prominent than the limitation of operator skills. With manual control, the quality of the product is directly related to and limited to the skills of the operator. Numerical control represents the first major step away from human control of machine tools.Numerical control means the control of machine tools and other manufacturing systems through the use of prerecorded, written symbolic instructions. Rather than operating a machine tool, an NC technician writes a program that issues operational instructions to the machine tool. For a machine tool to be numerically controlled, it must be interfaced with a device for accepting and decoding the programmed instructions, known as a reader.Numerical control was developed to overcome the limitation of human operators, and it has done so. Numerical control machines are more accurate than manually operated machines, they can produce parts more uniformly, they are faster, and the long-run tooling costs are lower. The development of NC led to the development of several other innovations in manufacturing technology:Electrical discharge machining,Laser cutting,Electron beam welding.Numerical control has also made machine tools more versatile than their manually operated predecessors. An NC machine tool can automatically produce a wide of parts, each involving an assortment of widely varied and complex machining processes. Numerical control has allowed manufacturers to undertake the production of products that would not have been feasible from an economic perspective using manually controlled machine tolls and processes.Like so many advanced technologies, NC was born in the laboratories of the Massachusetts Institute of Technology. The concept of NC was developed in the early 1950s with funding provided by the U.S. Air Force. In its earliest stages, NC machines were able to made straight cuts efficiently and effectively.However, curved paths were a problem because the machine tool had to be programmed to undertake a series of horizontal and vertical steps to produce a curve. The shorter the straight lines making up the steps, the smoother is the curve, Each line segment in the steps had to be calculated.This problem led to the development in 1959 of the Automatically Programmed Tools (APT) language. This is a special programming language for NC that uses statements similar to English language to define the part geometry, describe the cutting tool configuration, and specify the necessary motions. The development of the APT language was a major step forward in the fur ther development from those used today. The machines had hardwired logic circuits. The instructional programs were written on punched paper, which was later to be replaced by magnetic plastic tape. A tape reader was used to interpret the instructions written on the tape for the machine. Together, all of this represented a giant step forward in the control of machine tools. However, there were a number of problems with NC at this point in its development.A major problem was the fragility of the punched paper tape medium. It was common for the paper tape containing the programmed instructions to break or tear during a machining process. This problem was exacerbated by the fact that each successive time a part was produced on a machine tool, the paper tape carrying the programmed instructions had to be rerun through the reader. If it was necessary to produce 100 copies of a given part, it was also necessary to run the paper tape through the reader 100 separate tines. Fragile paper tapes simply could not withstand the rigors of a shop floor environment and this kind of repeated use.This led to the development of a special magnetic plastic tape. Whereas the paper carried the programmed instructions as a series of holes punched in the tape, the plastic tape carried the instructions as a series of magnetic dots. The plastic tape was much stronger than the paper tape, which solved the problem of frequent tearing and breakage. However, it still left two other problems.The most important of these was that it was difficult or impossible to change the instructions entered on the tape. To made even the most minor adjustments in a program of instructions, it was necessary to interrupt machining operations and make a new tape. It was also still necessary to run the tape through the reader as many times as there were parts to be produced. Fortunately, computer technology became a reality and soon solved the problems of NC associated with punched paper and plastic tape.The development of a concept known as direct numerical control (DNC) solved the paper and plastic tape problems associated with numerical control by simply eliminating tape as the medium for carrying the programmed instructions. In direct numerical control, machine tools are tied, via a data transmission link, to a host computer. Programs for operating the machine tools are stored in the host computer and fed to the machine tool an needed via the data transmission linkage. Direct numerical control represented a major step forward over punched tape and plastic tape. However, it is subject to the same limitations as all technologies that depend on a host computer. When the host computer goes down, the machine tools also experience downtime. This problem led to the development of computer numerical control.3 TurningThe engine lathe, one of the oldest metal removal machines, has a number of useful and highly desirable attributes. Today these lathes are used primarily in small shops where smaller quantities rather than large production runs are encountered.The engine lathe has been replaced in today’s production shops by a wide variety of automatic lathes such as automatic of single-point tooling for maximum metal removal, and the use of form tools for finish on a par with the fastest processing equipment on the scene today.Tolerances for the engine lathe depend primarily on the skill of the operator. The design engineer must be careful in using tolerances of an experimental part that has been produced on the engine lathe by a skilled operator. In redesigning an experimental part for production, economical tolerances should be used.Turret Lathes Production machining equipment must be evaluated now, more than ever before, this criterion for establishing the production qualification of a specific method, the turret lathe merits a high rating.In designing for low quantities such as 100 or 200 parts, it is most economical to use the turret lathe. In achieving the optimum tolerances possible on the turrets lathe, the designer should strive for a minimum of operations.Automatic Screw Machines Generally, automatic screw machines fall into several categories; single-spindle automatics, multiple-spindle automatics and automatic chucking machines. Originally designed for rapid, automatic production of screws and similar threaded parts, the automatic screw machine has long since exceeded the confines of this narrow field, and today plays a vital role in the mass production of a variety of precision parts. Quantities play an important part in the economy of the parts machined on the automatic screw machine. Quantities less than on the automatic screw machine. The cost of the parts machined can be reduced if the minimum economical lot size is calculated and the proper machine is selected for these quantities.Automatic Tracer Lathes Since surface roughness depends greatly on material turned, tooling , and feeds and speeds employed, minimum tolerances that can be held on automatic tracer lathes are not necessarily the most economical tolerances.In some cases, tolerances of 0.05mm are held in continuous production using but one cut . groove width can be held to 0.125mm on some parts. Bores and single-point finishes can be held to 0.0125mm. On high-production runs where maximum output is desirable, a minimum tolerance of 0.125mm is economical on both diameter and length of turn.1.车床车床主要是为了进行车外圆、车端面和镗孔等项工作而设计的机床。
夹具设计英文文献翻译
讨论和分析现代计算机辅助夹具设计方法Iain 波以耳、Yiming Rong,戴维布朗关键字:计算机辅助夹具设计;夹具设计;夹具设计;夹具确认;装备设计;元件设计摘要现代市场是一个主要为满足消费者多样性需求的地方。
为了种有效地回应这要求,制造业者确定他们的制造业拥有充分的柔性以满足他们迅速的生产发展的需要。
夹具设计,是指使用夹具在制造过程中装夹工件,以便他们能被加工成满足设计规格的产品,是提高制造业柔性一个重要的有利因素。
为了使有柔性的夹具成为可能,已经有相当程度的研究努力热衷于使用计算机辅助夹具设计(CAFD)工具和方法发展辅助夹具设计。
这篇文献包含这些研究努力的讨论。
超过七十五个CAFD 工具和方法在夹具设计方面被讨论并逐步实行计算机辅助和以其为基础的技术。
讨论的主要结论是当已经被在辅助夹具设计方面有重要的进步时,主要地有两个需要进一步的努力的研究议题。
第一,现在的CAFD 研究在本质上被分割,而且需要提供更多前后关联的夹具设计支持。
第二,更多聚焦于一个夹具的自身结构的详细设计。
2010 Elsevier 公司版权所有目录1. 介绍……………………………………………………………………………………………22. 夹具设计………………………………………………………………………………………23. 目前CAFD 的方法.......................................................................................4 3.1 设置规划.............................................................................................4 3.1.1 满足要求的设置规划 (4)3.2 夹具设计.............................................................................................4 3.2.1 达成定义夹具需求的方式...............................................................6 3.2.2 达成方法优化的布局规划...............................................................6 3.2.3 达成规划优化的方式 (6)3.3 元件设计…………………………………………………………………………………7 3.3.1 达成概念上的元件设计的方式…………………………………………………7 3.3.2 达成详细的元件设计的方式……………………………………………………7 3.4 确认………………………………………………………………………………………8 3.4.1 达成约束需求确认的方式………………………………………………………8 3.4.2达成公差需求确认的方式...............................................................8 3.4.3 达成碰撞检测需求确认的方式.........................................................8 3.4.4 达成可用性和供应的方式需求确认...................................................9 3.5 夹具数据的表现....................................................................................94. CAFD 研究的分析..........................................................................................9 4.1 CAFD 研究的被分割的性质 (9)4.2 有效地辅助元件设计...........................................................................10 4.3 综合地明确地叙述夹具需求 (10)4.4 确认CAFD 研究输出……………………………………………………………………105. 结论……………………………………………………………………………………………10 参考文献…………………………………………………………………………………………101. 介绍制造业企业的主要担心是发展设计和在短时间范围里生产多种高质量产品的能力。
中英文文献翻译-切削加工工序和夹具设计
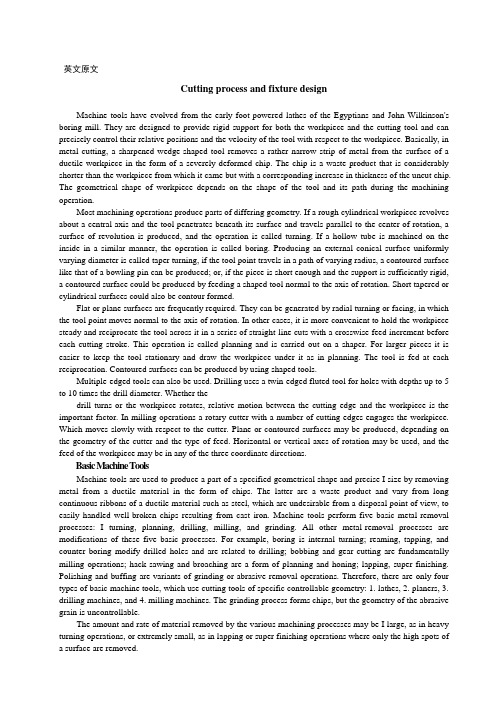
英文原文Cutting process and fixture designMachine tools have evolved from the early foot-powered lathes of the Egyptians and John Wilkinson's boring mill. They are designed to provide rigid support for both the workpiece and the cutting tool and can precisely control their relative positions and the velocity of the tool with respect to the workpiece. Basically, in metal cutting, a sharpened wedge-shaped tool removes a rather narrow strip of metal from the surface of a ductile workpiece in the form of a severely deformed chip. The chip is a waste product that is considerably shorter than the workpiece from which it came but with a corresponding increase in thickness of the uncut chip. The geometrical shape of workpiece depends on the shape of the tool and its path during the machining operation.Most machining operations produce parts of differing geometry. If a rough cylindrical workpiece revolves about a central axis and the tool penetrates beneath its surface and travels parallel to the center of rotation, a surface of revolution is produced, and the operation is called turning. If a hollow tube is machined on the inside in a similar manner, the operation is called boring. Producing an external conical surface uniformly varying diameter is called taper turning, if the tool point travels in a path of varying radius, a contoured surface like that of a bowling pin can be produced; or, if the piece is short enough and the support is sufficiently rigid, a contoured surface could be produced by feeding a shaped tool normal to the axis of rotation. Short tapered or cylindrical surfaces could also be contour formed.Flat or plane surfaces are frequently required. They can be generated by radial turning or facing, in which the tool point moves normal to the axis of rotation. In other cases, it is more convenient to hold the workpiece steady and reciprocate the tool across it in a series of straight-line cuts with a crosswise feed increment before each cutting stroke. This operation is called planning and is carried out on a shaper. For larger pieces it is easier to keep the tool stationary and draw the workpiece under it as in planning. The tool is fed at each reciprocation. Contoured surfaces can be produced by using shaped tools.Multiple-edged tools can also be used. Drilling uses a twin-edged fluted tool for holes with depths up to 5 to 10 times the drill diameter. Whether thedrill turns or the workpiece rotates, relative motion between the cutting edge and the workpiece is the important factor. In milling operations a rotary cutter with a number of cutting edges engages the workpiece. Which moves slowly with respect to the cutter. Plane or contoured surfaces may be produced, depending on the geometry of the cutter and the type of feed. Horizontal or vertical axes of rotation may be used, and the feed of the workpiece may be in any of the three coordinate directions.Basic Machine ToolsMachine tools are used to produce a part of a specified geometrical shape and precise I size by removing metal from a ductile material in the form of chips. The latter are a waste product and vary from long continuous ribbons of a ductile material such as steel, which are undesirable from a disposal point of view, to easily handled well-broken chips resulting from cast iron. Machine tools perform five basic metal-removal processes: I turning, planning, drilling, milling, and grinding. All other metal-removal processes are modifications of these five basic processes. For example, boring is internal turning; reaming, tapping, and counter boring modify drilled holes and are related to drilling; bobbing and gear cutting are fundamentally milling operations; hack sawing and broaching are a form of planning and honing; lapping, super finishing. Polishing and buffing are variants of grinding or abrasive removal operations. Therefore, there are only four types of basic machine tools, which use cutting tools of specific controllable geometry: 1. lathes, 2. planers, 3. drilling machines, and 4. milling machines. The grinding process forms chips, but the geometry of the abrasive grain is uncontrollable.The amount and rate of material removed by the various machining processes may be I large, as in heavy turning operations, or extremely small, as in lapping or super finishing operations where only the high spots of a surface are removed.A machine tool performs three major functions: 1. it rigidly supports the workpiece or its holder and the cutting tool; 2. it provides relative motion between the workpiece and the cutting tool; 3. it provides a range of feeds and speeds usually ranging from 4 to 32 choices in each case.Speed and Feeds in MachiningSpeeds, feeds, and depth of cut are the three major variables for economical machining. Other variables are the work and tool materials, coolant and geometry of the cutting tool. The rate of metal removal and power required for machining depend upon these variables.The depth of cut, feed, and cutting speed are machine settings that must be established in any metal-cutting operation. They all affect the forces, the power, and the rate of metal removal. They can be defined by comparing them to the needle and record of a phonograph. The cutting speed (V) is represented by the velocity of- the record surface relative to the needle in the tone arm at any instant. Feed is represented by the advance of the needle radially inward per revolution, or is the difference in position between two adjacent grooves. The depth of cut is the penetration of the needle into the record or the depth of the grooves.Turning on Lathe CentersThe basic operations performed on an engine lathe are illustrated. Those operations performed on external surfaces with a single point cutting tool are called turning. Except for drilling, reaming, and lapping, the operations on internal surfaces are also performed by a single point cutting tool.All machining operations, including turning and boring, can be classified as roughing, finishing, or semi-finishing. The objective of a roughing operation is to remove the bulk of the material as rapidly and as efficiently as possible, while leaving a small amount of material on the work-piece for the finishing operation. Finishing operations are performed to obtain the final size, shape, and surface finish on the workpiece. Sometimes a semi-finishing operation will precede the finishing operation to leave a small predetermined and uniform amount of stock on the work-piece to be removed by the finishing operation.Generally, longer workpieces are turned while supported on one or two lathe centers. Cone shaped holes, called center holes, which fit the lathe centers are drilled in the ends of the workpiece-usually along the axis of the cylindrical part. The end of the workpiece adjacent to the tailstock is always supported by a tailstock center, while the end near the headstock may be supported by a headstock center or held in a chuck. The headstock end of the workpiece may be held in a four-jaw chuck, or in a type chuck. This method holds the workpiece firmly and transfers the power to the workpiece smoothly; the additional support to the workpiece provided by the chuck lessens the tendency for chatter to occur when cutting. Precise results can be obtained with this method if care is taken to hold the workpiece accurately in the chuck.Very precise results can be obtained by supporting the workpiece between two centers. A lathe dog is clamped to the workpiece; together they are driven by a driver plate mounted on the spindle nose. One end of the Workpiece is mecained;then the workpiece can be turned around in the lathe to machine the other end. The center holes in the workpiece serve as precise locating surfaces as well as bearing surfaces to carry the weight of the workpiece and to resist the cutting forces. After the workpiece has been removed from the lathe for any reason, the center holes will accurately align the workpiece back in the lathe or in another lathe, or in a cylindrical grinding machine. The workpiece must never be held at the headstock end by both a chuck and a lathe center. While at first thought this seems like a quick method of aligning the workpiece in the chuck, this must not be done because it is not possible to press evenly with the jaws against the workpiece while it is also supported by the center. The alignment provided by the center will not be maintained and the pressure of the jaws may damage the center hole, the lathe center, and perhaps even the lathe spindle. Compensating or floating jaw chucks used almost exclusively on high production work provide an exception to the statements made above. These chucks are really work drivers and cannot be used for the same purpose as ordinary three or four-jaw chucks.While very large diameter workpieces are sometimes mounted on two centers, they are preferably held at the headstock end by faceplate jaws to obtain the smooth power transmission; moreover, large lathe dogs that are adequate to transmit the power not generally available, although they can be made as a special. Faceplatejaws are like chuck jaws except that they are mounted on a faceplate, which has less overhang from the spindle bearings than a large chuck would have.I ntroduction of MachiningMachining as a shape-producing method is the most universally used and the most important of all manufacturing processes. Machining is a shape-producing process in which a power-driven device causes material to be removed in chip form. Most machining is done with equipment that supports both the work piece and cutting tool although in some cases portable equipment is used with unsupported workpiece.Low setup cost for small Quantities. Machining has two applications in manufacturing. For casting, forging, and press working, each specific shape to be produced, even one part, nearly always has a high tooling cost. The shapes that may he produced by welding depend to a large degree on the shapes of raw material that are available. By making use of generally high cost equipment but without special tooling, it is possible, by machining; to start with nearly any form of raw material, so tong as the exterior dimensions are great enough, and produce any desired shape from any material. Therefore .machining is usually the preferred method for producing one or a few parts, even when the design of the part would logically lead to casting, forging or press working if a high quantity were to be produced.Close accuracies, good finishes. The second application for machining is based on the high accuracies and surface finishes possible. Many of the parts machined in low quantities would be produced with lower but acceptable tolerances if produced in high quantities by some other process. On the other hand, many parts are given their general shapes by some high quantity deformation process and machined only on selected surfaces where high accuracies are needed. Internal threads, for example, are seldom produced by any means other than machining and small holes in press worked parts may be machined following the press working operations.Primary Cutting ParametersThe basic tool-work relationship in cutting is adequately described by means of four factors: tool geometry, cutting speed, feed, and depth of cut.The cutting tool must be made of an appropriate material; it must be strong, tough, hard, and wear resistant. The tool s geometry characterized by planes and angles, must be correct for each cutting operation. Cutting speed is the rate at which the work surface passes by the cutting edge. It may be expressed in feet per minute.For efficient machining the cutting speed must be of a magnitude appropriate to the particular work-tool combination. In general, the harder the work material, the slower the speed.Feed is the rate at which the cutting tool advances into the workpiece. "Where the workpiece or the tool rotates, feed is measured in inches per revolution. When the tool or the work reciprocates, feed is measured in inches per stroke, Generally, feed varies inversely with cutting speed for otherwise similar conditions.The depth of cut, measured inches is the distance the tool is set into the work. It is the width of the chip in turning or the thickness of the chip in a rectilinear cut. In roughing operations, the depth of cut can be larger than for finishing operations.The Effect of Changes in Cutting Parameters on Cutting TemperaturesIn metal cutting operations heat is generated in the primary and secondary deformation zones and these results in a complex temperature distribution throughout the tool, workpiece and chip. A typical set of isotherms is shown in figure where it can be seen that, as could be expected, there is a very large temperature gradient throughout the width of the chip as the workpiece material is sheared in primary deformation and there is a further large temperature in the chip adjacent to the face as the chip is sheared in secondary deformation. This leads to a maximum cutting temperature a short distance up the face from the cutting edge and a small distance into the chip.Since virtually all the work done in metal cutting is converted into heat, it could be expected that factors which increase the power consumed per unit volume of metal removed will increase the cutting temperature. Thus an increase in the rake angle, all other parameters remaining constant, will reduce the power per unit volume of metal removed and the cutting temperatures will reduce. When considering increase in unreformed chip thickness and cutting speed the situation is more complex. An increase in undeformed chip thicknesstends to be a scale effect where the amounts of heat which pass to the workpiece, the tool and chip remain in fixed proportions and the changes in cutting temperature tend to be small. Increase in cutting speed; however, reduce the amount of heat which passes into the workpiece and this increase the temperature rise of the chip m primary deformation. Further, the secondary deformation zone tends to be smaller and this has the effect of increasing the temperatures in this zone. Other changes in cutting parameters have virtually no effect on the power consumed per unit volume of metal removed and consequently have virtually no effect on the cutting temperatures. Since it has been shown that even small changes in cutting temperature have a significant effect on tool wear rate it is appropriate to indicate how cutting temperatures can be assessed from cutting data.The most direct and accurate method for measuring temperatures in high -speed-steel cutting tools is that of Wright &. Trent which also yields detailed information on temperature distributions in high-speed-steel cutting tools. The technique is based on the metallographic examination of sectioned high-speed-steel tools which relates microstructure changes to thermal history.Trent has described measurements of cutting temperatures and temperature distributions for high-speed-steel tools when machining a wide range of workpiece materials. This technique has been further developed by using scanning electron microscopy to study fine-scale microstructure changes arising from over tempering of the tempered martens tic matrix of various high-speed-steels. This technique has also been used to study temperature distributions in both high-speed -steel single point turning tools and twist drills.Wears of Cutting ToolDiscounting brittle fracture and edge chipping, which have already been dealt with, tool wear is basically of three types. Flank wear, crater wear, and notch wear. Flank wear occurs on both the major and the minor cutting edges. On the major cutting edge, which is responsible for bulk metal removal, these results in increased cutting forces and higher temperatures which if left unchecked can lead to vibration of the tool and workpiece and a condition where efficient cutting can no longer take place. On the minor cutting edge, which determines workpiece size and surface finish, flank wear can result in an over sized product which has poor surface finish. Under most practical cutting conditions, the tool will fail due to major flank wear before the minor flank wear is sufficiently large to result in the manufacture of an unacceptable component.Because of the stress distribution on the tool face, the frictional stress in the region of sliding contact between the chip and the face is at a maximum at the start of the sliding contact region and is zero at the end. Thus abrasive wear takes place in this region with more wear taking place adjacent to the seizure region than adjacent to the point at which the chip loses contact with the face. This result in localized pitting of the tool face some distance up the face which is usually referred to as catering and which normally has a section in the form of a circular arc. In many respects and for practical cutting conditions, crater wear is a less severe form of wear than flank wear and consequently flank wear is a more common tool failure criterion. However, since various authors have shown that the temperature on the face increases more rapidly with increasing cutting speed than the temperature on the flank, and since the rate of wear of any type is significantly affected by changes in temperature, crater wear usually occurs at high cutting speeds.At the end of the major flank wear land where the tool is in contact with the uncut workpiece surface it is common for the flank wear to be more pronounced than along the rest of the wear land. This is because of localised effects such as a hardened layer on the uncut surface caused by work hardening introduced by a previous cut, an oxide scale, and localised high temperatures resulting from the edge effect. This localised wear is usually referred to as notch wear and occasionally is very severe. Although the presence of the notch will not significantly affect the cutting properties of the tool, the notch is often relatively deep and if cutting were to continue there would be a good chance that the tool would fracture.If any form of progressive wear allowed to continue, dramatically and the tool would fail catastrophically, i. e. the tool would be no longer capable of cutting and, at best, the workpiece would be scrapped whilst, at worst, damage could be caused to the machine tool. For carbide cutting tools and for all types of wear, the tool is said to have reached the end of its useful life long before the onset of catastrophic failure. For high-speed-steel cutting tools, however, where the wear tends to be non-uniform it has been found that the most meaningful and reproducible results can be obtained when the wear is allowed to continue to the onset ofcatastrophic failure even though, of course, in practice a cutting time far less than that to failure would be used. The onset of catastrophic failure is characterized by one of several phenomena, the most common being a sudden increase in cutting force, the presence of burnished rings on the workpiece, and a significant increase in the noise level.Mechanism of Surface Finish ProductionThere are basically five mechanisms which contribute to the production of a surface which have been machined. These are:(l) The basic geometry of the cutting process. In, for example, single point turning the tool will advance a constant distance axially per revolution of the work price and the resultant surface will have on it, when viewed perpendicularly to the direction of tool feed motion, a series of cusps which will have a basic form which replicates the shape of the tool in cut.(2) The efficiency of the cutting operation. It has already been mentioned that cutting with unstable built-up-edges will produce a surface which contains hard built-up-edge fragments which will result in a degradation of the surface finish. It can also be demonstrated that cutting under adverse conditions such as apply when using large feeds small rake angles and low cutting speeds, besides producing conditions which lead to unstable built-up-edge production, the cutting process itself can become unstable and instead of continuous shear occurring in the shear zone, tearing takes place, discontinuous chips of uneven thickness are produced, and the resultant surface is poor. This situation is particularly noticeable when machining very ductile materials such as copper and aluminum.(3) The stability of the machine tool. Under some combinations of cutting conditions; workpiece size, method of clamping ,and cutting tool rigidity relative to the machine tool structure, instability can be set up in the tool which causes it to vibrate. Under some conditions this vibration will reach and maintain steady amplitude whilst under other conditions the vibration will built up and unless cutting is stopped considerable damage to both the cutting tool and workpiece may occur. This phenomenon is known as chatter and in axial turning is characterized by long pitch helical bands on the workpiece surface and short pitch undulations on the transient machined surface.(4)The effectiveness of removing swarf. In discontinuous chip production machining, such as milling or turning of brittle materials, it is expected that the chip (swarf) will leave the cutting zone either under gravity or with the assistance of a jet of cutting fluid and that they will not influence the cut surface in any way. However, when continuous chip production is evident, unless steps are taken to control the swarf it is likely that it will impinge on the cut surface and mark it. Inevitably, this marking besides looking.(5)The effective clearance angle on the cutting tool. For certain geometries of minor cutting edge relief and clearance angles it is possible to cut on the major cutting edge and burnish on the minor cutting edge. This can produce a good surface finish but, of course, it is strictly a combination of metal cutting and metal forming and is not to be recommended as a practical cutting method. However, due to cutting tool wear, these conditions occasionally arise and lead to a marked change in the surface characteristics.Limits and TolerancesMachine parts are manufactured so they are interchangeable. In other words, each part of a machine or mechanism is made to a certain size and shape so will fit into any other machine or mechanism of the same type. To make the part interchangeable, each individual part must be made to a size that will fit the mating part in the correct way. It is not only impossible, but also impractical to make many parts to an exact size. This is because machines are not perfect, and the tools become worn. A slight variation from the exact size is always allowed. The amount of this variation depends on the kind of part being manufactured. For examples part might be made 6 in. long with a variation allowed of 0.003 (three-thousandths) in. above and below this size. Therefore, the part could be 5.997 to 6.003 in. and still be the correct size. These are known as the limits. The difference between upper and lower limits is called the tolerance.A tolerance is the total permissible variation in the size of a part.The basic size is that size from which limits of size arc derived by the application of allowances and tolerances.Sometimes the limit is allowed in only one direction. This is known as unilateral tolerance.Unilateral to learning is a system of dimensioning where the tolerance (that is variation) is shown in only one direction from the nominal size. Unilateral to learning allow the changing of tolerance on a hole or shaft without seriously affecting the fit.When the tolerance is in both directions from the basic size it is known as a bilateral tolerance (plus and minus).Bilateral to learning is a system of dimensioning where the tolerance (that is variation) is split and is shown on either side of the nominal size. Limit dimensioning is a system of dimensioning where only the maximum and minimum dimensions arc shown. Thus, the tolerance is the difference between these two dimensions.Surface Finishing and Dimensional ControlProducts that have been completed to their proper shape and size frequently require some type of surface finishing to enable them to satisfactorily fulfill their function. In some cases, it is necessary to improve the physical properties of the surface material for resistance to penetration or abrasion. In many manufacturing processes, the product surface is left with dirt .chips, grease, or other harmful material upon it. Assemblies that are made of different materials, or from the same materials processed in different manners, may require some special surface treatment to provide uniformity of appearance.Surface finishing may sometimes become an intermediate step processing. For instance, cleaning and polishing are usually essential before any kind of plating process. Some of the cleaning procedures are also used for improving surface smoothness on mating parts and for removing burrs and sharp corners, which might be harmful in later use. Another important need for surface finishing is for corrosion protection in a variety of: environments. The type of protection procedure will depend largely upon the anticipated exposure, with due consideration to the material being protected and the economic factors involved.Satisfying the above objectives necessitates the use of main surface-finishing methods that involve chemical change of the surface mechanical work affecting surface properties, cleaning by a variety of methods, and the application of protective coatings, organic and metallic.In the early days of engineering, the mating of parts was achieved by machining one part as nearly as possible to the required size, machining the mating part nearly to size, and then completing its machining, continually offering the other part to it, until the desired relationship was obtained. If it was inconvenient to offer one part to the other part during machining, the final work was done at the bench by a fitter, who scraped the mating parts until the desired fit was obtained, the fitter therefore being a 'fitter' in the literal sense. J It is obvious that the two parts would have to remain together, and m the event of one having to be replaced, the fitting would have to be done all over again. In these days, we expect to be able to purchase a replacement for a broken part, and for it to function correctly without the need for scraping and other fitting operations.When one part can be used 'off the shelf' to replace another of the same dimension and material specification, the parts are said to be interchangeable. A system of interchangeability usually lowers the production costs as there is no need for an expensive, 'fiddling' operation, and it benefits the customer in the event of the need to replace worn parts.Automatic Fixture DesignTraditional synchronous grippers for assembly equipment move parts to the gripper center-line, assuring that the parts will be in a known position after they arc picked from a conveyor or nest. However, in some applications, forcing the part to the center-line may damage cither the part or equipment. When the part is delicate and a small collision can result in scrap, when its location is fixed by a machine spindle , or when tolerances are tight, it is preferable to make a gripper comply with the position of the part, rather than the other way around. For these tasks, zaytran Inc. Of Elyria, Ohio, has created the GPN series of non- synchronous, compliant grippers. Because the force and synchronizations systems of the grippers are independent, the synchronization system can be replaced by a precision slide system without affecting gripper force. Gripper sizes range from 51b gripping force and 0.2 in. stroke to 40Glb gripping force and 6in stroke. Grippers。
汽车焊接夹具设计外文文献翻译
汽车焊接夹具设计外文文献翻译汽车焊接夹具设计外文文献翻译(含:英文原文及中文译文)文献出处:Semjon Kim.Design of Automotive Welding Fixtures [J]. Computer-Aided Design, 2013, 3(12):21-32.英文原文Design of Automotive Welding FixturesSemjon Kim1 AbstractAccording to the design theory of car body welding fixture, the welding fixture and welding bus of each station are planned and designed. Then the fixture is modeled and assembled. The number and model of the fixture are determined and the accessibility is judged. Designed to meet the requirements of the welding fixture.Keywords: welded parts; foundation; clamping; position1 IntroductionAssembly and welding fixtures are closely related to the production of high-quality automotive equipment in automotive body assembly and welding lines. Welded fixtures are an important part of the welding process. Assembly and welding fixtures are not only the way to complete the assembly of parts in this process, but also as a test and calibration procedure on the production line to complete the task of testing welding accessories and welding quality. Therefore, the design and manufacture ofwelding fixtures directly affect the production capacity and product quality of the automobile in the welding process. Automotive welding fixtures are an important means of ensuringtheir manufacturing quality and shortening their manufacturing cycle. Therefore, it is indispensable to correctly understand the key points of welding fixture design, improve and increase the design means and design level of welding fixtures, and improve the adjustment and verification level of fixtures. It is also an auto manufacturing company in the fierce competition. The problem that must be solved to survive.The style of the car is different from that of the car. Therefore, the shape of the welding jig is very different. However, the design, manufacture, and adjustment are common and can be used for reference.2. Structural design of welding fixtureThe structure design of the welding fixture ensures that the clip has good operational convenience and reliable positioning of the fixture. Manufacturers of welding fixtures can also easily integrate adjustments to ensure that the surfaces of the various parts of the structure should allow enough room for adjustments to ensure three-dimensional adjustment. Of course, under the premise of ensuring the accuracy of the welding jig, the structure of the welding jig should be as simple as possible. The fixture design is usually the position of all components on the fixture is determined directly based on the design basis, and ultimately ensure thatthe qualified welding fixture structure is manufactured. According to the working height, the height of the fixture bottom plate can be preliminarily determined, that is, the height of the fixture fixing position. The welding fixture design must first consider the clamping method. There are two types, manual and pneumatic. Manual clamping is generally suitable for small parts, external parts, and small batches of workpieces. For large bodyparts, planning in the production line, automation High-demand welding fixtures should be pneumatically clamped. Automobile production is generally pneumatically clamped, and manual mass clamping can be used as auxiliary clamping. This can reduce costs accordingly. Some manual clamping products already have standard models and quantities, which can be purchased in the market when needed. For some devices, pneumatic clamping is specified, but if pneumatic clamping is used, the workpiece may be damaged. Therefore, it is possible to manually press the place first to provide a pneumatic clamping force to clamp the workpiece. This is manual-pneumatic. . The fixture clamping system is mounted on a large platform, all of which are fixed in this welding position to ensure that the welding conditions should meet the design dimensions of the workpiece coordinate system positioning fixture, which involves the benchmark.3. Benchmarks of assembly and welding fixtures and their chosen support surfaces3.1 Determination of design basisIn order to ensure that the three-dimensional coordinates of the automatic weldment system are consistent, all welding fixtures must have a common reference in the system. The benchmark is the fixture mounting platform. This is the X, Y coordinate, each specific component is fixed at the corresponding position on the platform, and has a corresponding height. Therefore, the Z coordinate should be coordinated, and a three-dimensional XYZ coordinate system is established. In order to facilitate the installation and measurement of the fixture, the mounting platform must have coordinates for reference. There are usually three types. The structure is as follows:3.1.1 Reference hole methodThere are four reference holes in the design of the installation platform, in which the two directions of the center coordinates of each hole and the coordinates of the four holes constitute two mutually perpendicular lines. This is the collection on the XY plane coordinate system. The establishment of this benchmark is relatively simple and easy to process, but the measurements and benchmarks used at the same time are accurate. Any shape is composed of spatial points. All geometric measurements can be attributed to measurements of spatial points. Accurate spatial coordinate acquisition is therefore the basis for assessing any geometric shape. Reference A coordinated direction formed by oneside near two datums.3.1.2 v-type detection methodIn this method, the mounting platform is divided into two 90-degree ranges. The lines of the two axes make up a plane-mounted platform. The plane is perpendicular to the platform. The surface forms of these two axis grooves XY plane coordinate system.3.1.3 Reference block methodReference Using the side block perpendicular to the 3D XYZ coordinate system, the base of a gage and 3 to 4 blocks can be mounted directly on the platform, or a bearing fixing fixture platform can be added, but the height of the reference plane must be used to control the height , must ensure the same direction. When manufacturing, it is more difficult to adjust the previous two methods of the block, but this kind of measurement is extremely convenient, especially using the CMM measurement. This method requires a relatively low surface mount platform forthe reference block, so a larger sized mounting platform should use this method.Each fixture must have a fixed coordinate system. In this coordinate system, its supporting base coordinate dimensions should support the workpiece and the coordinates correspond to the same size. So the choice of bearing surface in the whole welding fixture system 3.2When the bearing surface is selected, the angle between the tangentplane and the mounting platform on the fixed surface of the welding test piece shall not be greater than 15 degrees. The inspection surface should be the same as the welded pipe fittings as much as possible for the convenience of flat surface treatment and adjustment. The surface structure of the bearing should be designed so that the module can be easily handled, and this number can be used for the numerical control of the bearing surface of the product. Of course, designing the vehicle body coordinate point is not necessarily suitable for the bearing surface, especially the NC fixture. This requires the support of the fixture to block the access point S, based on which the digital surface is established. This surface should be consistent with the supported surface. So at this time, it is easier and easier to manufacture the base point S, CNC machining, precision machining and assembly and debugging.3.2 Basic requirements for welding fixtureIn the process of automobile assembly and production, there are certain requirements for the fixture. First, according to the design of the automobile and the requirements of the welding process, the shape, size and precision of the fixture have reached the design requirements and technical requirements. This is a linkthat can not be ignored, and the first consideration in the design of welding fixture is considered. When assembling, the parts or parts of the assembly should be consistent with the position of the design drawings of the car and tighten with the fixture.At the same time, the position should be adjusted to ensure that the position of the assembly parts is clamped accurately so as to avoid the deformation or movement of the parts during the welding. Therefore, this puts forward higher requirements for welding jig. In order to ensure the smooth process of automobile welding and improve the production efficiency and economic benefit, the workers operate conveniently, reduce the strength of the welder's work, ensure the precision of the automobile assembly and improve the quality of the automobile production. Therefore, when the fixture design is designed, the design structure should be relatively simple, it has good operability, it is relatively easy to make and maintain, and the replacement of fixture parts is more convenient when the fixture parts are damaged, and the cost is relatively economical and reasonable. But the welding fixture must meet the construction technology requirements. When the fixture is welded, the structure of the fixture should be open so that the welding equipment is easy to close to the working position, which reduces the labor intensity of the workers and improves the production efficiency.4. Position the workpieceThe general position of the workpiece surface features is determined relative to the hole or the apparent positioning reference surface. It is commonly used as a locating pin assembly. It is divided into two parts: clamping positioning and fixed positioning. Taking into account thewelding position and all welding equipment, it is not possibleto influence the removal of the final weld, but also to allow the welding clamp or torch to reach the welding position. For truly influential positioning pins and the like, consider using movable positioning pins. In order to facilitate the entry and exit of parts, telescopic positioning pins are available. The specific structure can be found in the manual. The installation of welding fixtures should be convenient for construction, and there should be enough space for assembly and welding. It must not affect the welding operation and the welder's observation, and it does not hinder the loading and unloading of the weldment. All positioning elements and clamping mechanisms should be kept at a proper distance from the solder joints or be placed under or on the surface of the weldment. The actuator of the clamping mechanism should be able to flex or index. According to the formation principle, the workpiece is clamped and positioned. Then open the fixture to remove the workpiece. Make sure the fixture does not interfere with opening and closing. In order to reduce the auxiliary time for loading and unloading workpieces, the clamping device should use high-efficiency and quick devices and multi-point linkage mechanisms. For thin-plate stampings, the point of application of the clamping force should act on the bearing surface. Only parts that are very rigid can be allowed to act in the plane formed by several bearing points so that the clamping force does not bend the workpiece or deviate from the positioning reference. In addition, it must be designed so that it does not pinch the hand when the clamping mechanism is clamped to open.5. Work station mobilization of welding partsMost automotive solder fittings are soldered to complete in several processes. Therefore, it needs a transmission device.Usually the workpiece should avoid the interference of the welding fixture before transmission. The first step is to lift the workpiece. This requires the use of an elevator, a crane, a rack and pinion, etc. The racks and gears at this time Structure, their structural processing, connection is not as simple as the completion of the structure of the transmission between the usual connection structure of the station, there are several forms, such as gears, rack drive mechanism, transmission mechanism, rocker mechanism, due to the reciprocating motion, shake The transfer of the arm mechanism to the commissioning is better than the other one, so the common rocker arm transfer mechanism is generally used.6 ConclusionIn recent years, how to correctly and reasonably set the auxiliary positioning support for automotive welding fixtures is an extremely complicated system problem. Although we have accumulated some experience in this area, there is still much to be learned in this field. Learn and research to provide new theoretical support for continuous development and innovation in the field of welding fixture design. Withthe development of the Chinese automotive industry, more and more welding fixtures are needed. Although the principle of the fixture is very simple, the real design and manufacture of a high-quality welding fixture system is an extremely complicated project.中文译文汽车焊接夹具的设计Semjon Kim1摘要依据车体焊装线夹具设计理论, 对各工位焊接夹具及其焊装总线进行规划、设计, 之后进行夹具建模、装配, 插入焊钳确定其数量、型号及判断其可达性,最终设计出符合要求的焊接夹具。
夹具类外文文献翻译——集成和信息辅助夹具设计与制造
附录附录1:外文翻译集成和信息辅助夹具设计与制造F. MERVYN, A. SENTHIL KUMAR* and A. Y. C NEE虽然大量的研究已应用于开发计算机辅助夹具设计系统,但夹具设计制造领域和其他领域之间的信息交换并没有彻底处理。
本文针对这一差距,在夹具设计中通过应用适当的信息模型研究计算机辅助夹具设计系统和集成支持制造业。
夹具设计的模型主要是介绍有关夹具设计,以及其他设计和制造活动。
对应用在XML的信息模型和信息交流中的一个基于XML的消息传递模型的方法进行了讨论。
关键词:夹具设计,综合设计和制造;信息建模;1.介绍在一个旨在降低产品交货时间和成本以及提高产品质量的过程中,企业寻求各种工程所涉及的一体化进程设计和制造产品。
适当的整合将允许在一个产品实现涉及领域作出的决定适用于其他领域的需要,导致整体的最优解设计和制造产品。
计算机辅助系统发挥了关键作用在于协助不同领域开展工作。
开发集成设计和制造系统的一个关键成功因素在于能在各种电脑辅助系统的信息进行交流。
夹具设计领域的发展已出现大量的电脑辅助系统的应用。
在制造过程设备服务于持有目的工件和保持一个安全方面的一致关系的工具。
已通过各种办法发展半自动化,自动化夹具设计系统。
张毕(2001)努力提出的这些最新成果。
尽管通过大量的研究,适应各域之间的信息和其他制造业领域的交流,但是需求并没有得到彻底处理。
适当的夹具设计信息模型描述知识和技术规格将有助于大大提高产品质量和缩短产品交货时间。
本文的目的是要为解决通过对相应的信息化辅助模式的夹具设计系统,并支持集成设计和制造。
该这项工作的范围只限于加工装置本文组织如下:第2条的有关研究进行讨论在发展生产的信息模型;第3条提出了一个活动模型夹具设计;第4给出了不同的夹具设计信息模式,以支持集成设计和制造,而第5条提出了一个使用XML的例子,实现了信息模型。
第6节介绍交流信息的夹具设计方法为基础上的信息模型和第7条最后的文件。
车床科普知识中英文文献资料

车床科普知识(Lathe popular science knowledge)The lathe popular science knowledgelathe mainly carries on the turning processing with the lathe tool to the revolving work piece the engine bed.On the lathe also the available drill bit, the reamer, the reamer, the screw tap, the board tooth and the knurling tool and so on carry on the corresponding processing.The lathe mainly uses in processing the axis, the plate, the wrap and other has the rotation surface work piece, is the machine manufacture and makes repairs in the factory to use a broadest kind of engine bed.The ancient times lathe was depends on the hand to pull or the foot pedal, caused work piece revolving through the rope, and grasped the cutting tool to carry on the cutting. In 1797, English mechanical inventor Maudsley has formulated with the guide screw transmission tool rest modern lathe, and used in 1800 changes gears, might change the feed rate and is processed the thread the pitch.In 1817, another English Roberts has used four levels of band pulleys and the back gear organizations changes the main axle rotational speed. In order to enhance the mechanization automaticity, in 1845, US's Fitch invented the turret lathe; In 1848, US appeared the feedback lathe; In 1873, US's Spenser made a spindle automatic lathe, he made the three axle automatic lathe soon; At the beginning of the 20th century appeared had the gear gear box lathe by the independent motor-driven. After First World War, as a result of munitions, automobile and other mechanical industry need, each kind of highly effective automatic lathe and specialized lathe rapid development.In order to enhance small batch work piece the productivity, at the end of the 40's, bring the hydraulic pressure copying mechanism lathe to obtain the promotion, at the same time, themulti-cut lathe also obtains the development.In the 50's, developed the belt punch card, inserted the lock plate and dials the coded disk and so on the procedure control lathe.The numerical control technology starts in the 60's to use in the lathe, after the 70's obtain the rapid development.The lathe depends on the use and the function discrimination is many kinds of types. The conventional lathe processing object is broad, the main axle rotational speed and to feed quantity adjustment scope is big, can process the work piece inside and outside surface, the end surface and inside and outside thread. Plants the lathe by the worker manual operation, the production efficiency is mainly low, is suitable for the single unit, the small serial production and the repair and parts workshop. The turret lathe and the rotation lathe have can install many the cutting tool revolving tool box saddle or the feedback tool rest, can clamp in a work piece attire uses the different cutting tool by the worker to complete many kinds of working procedures in turn, is suitable in the mass productions.The automatic lathe can complete the middle and small scale work piece automatically according to certain procedure the multi-working procedure processing, can on the automatic yummy treats, the repetition process one batch of same work pieces, is suitable in large numbers in, the mass productions.The semiautomatic multi-cutter lathe has the single axle, multiple spindle, the horizontal type and the vertical division. The single axle horizontal type layout form and the conventional lathe are similar, but two groups of tool rests install separately in main axle around or about, uses inprocessing the plate, the link and the axis class work piece, its productivity enhances 3~5 times compared to the conventional lathe.The copying lathe can imitate the model or the type shape size, completes the work piece automatically the processing cycle, is suitable in the shape complex work piece small batch of andthe mass productions, the productivity compared to conventional lathe high 10~15 times.Has the capstan of lathe, multiple spindle, the chuck type, vertical and so on the types.The vertical lathe main axle is vertical to the horizontal plane, the work piece attire clamps onthe level rotary table, the tool rest moves on horizontal Liang or the column.Is suitable is big in the processing, heavily, difficulty with the work piece which installs on the conventional lathe, dividesinto the sole column and the biprism two big kinds generally.The relieving lathe while turning, the tool rest cycle makes the radial direction reciprocalmotion, uses in the mechanical shovel milling cutter, the hob and so on the formed toothually has the shovel to rub the appendix, rubs the tooth face by the independent direct motor drive small grinding wheel shovel. The special lathe is uses in processing some kind of work piecethe specific surface lathe, like crank shank lathe, cam shaft lathe, wheel lathe, axle-machining lathe,roll lathe and steel ingot lathe and so on.Unites the lathe mainly to use in the turning processing, after but attaches some special partsand the appendix, but also may carry on the boring, the mill, drills, inserts, rubs and so on the processings, has “many one machine energy” the characteristic, is suitable on the machine sho the ships or the motion service station makes repairs the work.车床科普知识车床主要用车刀对旋转的工件进行车削加工的机床。
外文翻译车床1

文献综述1 前言1 前言机械加工工艺及夹具设计是毕业前对专业知识的综合运用训练。
制造技术已经是生产、国际经济竞争、产品革新的一种重要手段,所有国家都在寻求、获得、开发和利用它。
它正被看作是现代国家经济上获得成功的关键因素。
机械加工工艺是规定产品或零件机械加工工艺过程和操作方法。
生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通过机械加工工艺来体现。
而机床夹具是在机床上用以装夹工件的一种装置,其作用是使工件相对于机床或刀具有个正确的位置,并在加工过程中保持这个位置不变。
它们的研究对机械工业有着很重要的意义。
拨叉零件主要用在操纵机构中,比如改变车床滑移齿轮的位置,实现变速;或者应用于控制离合器的啮合、断开的机构中,从而控制横向或纵向进给。
机械加工工艺及机床变速箱拨叉的发展从1949年以来,我国机械工业有了很大的发展,已经成为工业中产品门类比较齐全、具有相当规模和一定技术基础的产业部门之一,其机械加工和夹具也有很大的发展,但是与工业发达国家相比,我们这方面的水平还存在着阶段性的差距,主要表现在机械产品质量和水平不够高,加工工艺过程不合理,夹具应用也比较少,使其加工工人劳动强度大,加工出来的产品也不理想。
现在,各工业化国家都把制造技术视为当代科技发展为活跃的领域和国际间科技竞争的主战场,制定了一系列振兴计划、建立世界级制造技术中心,纷纷把先进制造技术列为国家关键技术和优先发展领域。
机械加工工艺及夹具随着制造技术的发展也突飞猛进。
机械加工工艺以各个工厂的具体情况不同,其加工的规程也有很大的不同。
突破已往的死模式。
使其随着情况的不同具有更加合理的工艺过程。
也使产品的质量大大提高。
制定加工工艺虽可按情况合理制定,但也要满足其基本要求:在保证产品质量的前提下,尽可能提高劳动生产率和降低加工成本。
并在充分利用本工厂现有生产条件的基础上,尽可能采用国内、外先进工艺技术和经验。
还应保证操作者良好的劳动条件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附录ALathe fixture design and analysisMa Feiyue(School of Mechanical Engineering, Hefei, Anhui Hefei 230022, China) Abstract: From the start the main types of lathe fixture, fixture on the flower disc and angle iron clamp lathe was introduced, and on the basis of analysis of a lathe fixture design points.Keywords: lathe fixture; design; pointsLathe for machining parts on the rotating surface, such as the outer cylinder, inner cylinder and so on. Parts in the processing, the fixture can be installed in the lathe with rotary machine with main primary uranium movement. However, in order to expand the use of lathe, the work piece can also be installed in the lathe of the pallet, tool mounted on the spindle.THE MAIN TYPES OF LATHE FIXTUREInstalled on the lathe spindle on the lathe fixtureInstalled in the fixture on the lathe spindle in addition to three-jaw chuck, four jaw chuck, faceplate, front and rear dial with heart-shaped thimble and a combination of general-purpose lathe fixture folder outside (as these fixtures have been standardized and machine tool accessories, can be purchased when needed do not have to re-design), usually need to design special lathe fixture. Common special lathe folder with the following types.Fixture took disc latheThis process is to find the generic is installed on the faceplate is difficult to ensure the accuracy of the workpiece, so the need to design special lathe fixture. The lathe fixtureΦand the end cylinder B, design process, first select the cylindrical workpiece 5.56hΦsemi-circular surface finishing (finishing second circular surface when the the 22.5car has been good with 0.023023+Φ circular surface) is positioned datum, limit of six degrees of freedom, in line with the principle of base overlap.The work piece fixture to ensure the accuracy of measures:The workpiece fixture to ensure the accuracy of measures:(1) 0.023023+Φ tool by the workpiece machining position relative to the guarantee. (2) symmetry of 180.02± size 0.02. Rely on sets of holes and positioning theworkpiece with the precision of 5.56h Φ and0.0100.00220.5++Φ locate the position of dimensional accuracy and process specification requirements to ensure that the same parts of the four circular surface must be processed on the same pins.(3) all fixtures and clip bushing hole axis vertical concrete face A tolerance of 0.005mm .because the A side is the fixture with the lathe when the transition assembly base plate installed.(4) specific folder on the 207H Φ-hole plate with the transition to the benchmarks 20Φ pin design requires processing each batch of parts to be sold in the transitional disk with a coat made of a tight match, and the local processing of the face plate to reduce the transition fixture on the set of small errors.The angle iron fixtureIf the processing technology for the 0.0102.5+Φ and 0.0110.00510++Φ, drilling, boring, reamingprocess scheme. Boring is required in the face A face of finishing B (12Φ range) and the A, B sides and the hole 10Φ axis face runout does not exceed 0.02mm . In addition, the processing of 2.5Φ-hole, you should also ensure that its axis with the axis of the 0.0110.00510++Φ degree of tolerance for the uranium 0.01mm Φ; 10Φ size15.50.1± and the location of 80.1mm ±; 2.5Φ and 10Φ and 17.5Φ of the axis of the axis of displacement tolerance not more than 0.02mm .Based on the above analysis on the part of process size, choose the 17.5Φ-hole on the workpiece surface and M, N two planes to locate the benchmark.Installed on the lathe pallet fixtureLimited equipment in the factory, similar to the shape of the parts box, its small size,designed for easy installation without turning the main pumping in the fixture, you can drag the panel removal tool holder, fixture and workpiece mounted on the pallet. Processing, mounted on the lathe tool on the main primary uranium movement, feed the work piece for movement, so you can expand the scope of application of lathe.LATHE FIXTURE DESIGN POINTSThe design features of the positioning deviceLathe fixture positioning device in the design, in addition to considering the limited degrees of freedom, the most important thing is to make the surface of the workpiece axis coincides with the axis of spindle rotation. This is described in the previous two sets of lathe fixture when special emphasis. In addition, the positioning device components in the specific folder location on the workpiece surface accuracy and dimensional accuracy of the location has a direct relationship, so the total figure on the fixture, be sure to mark the location positioning device dimensions and tolerances, and acceptance as a fixture conditions.Jig weight design requirementsProcessing in the lathe, the workpiece rotation together with the fixture will be a great centrifugal force and the centrifugal force increases sharply with increasing speed. This precision machining, processing, and the vibration would affect the surface quality of parts. Therefore, the lathe fixture between devices should pay attention to the layout of equipment necessary to balance the design weights.Dlamping device design requirementsLathe fixture in the course of their work should be the role of centrifugal force and cutting force, the size of its force and direction of the workpiece position relative to the base is changing. Therefore, a sufficient clamping device clamping force and a good self-locking. To ensure safe and reliable clamping. However, the clamping force can not be too large, and require a reasonable layout of the force, and will not undermine the accuracy of the location positioning device.Llathe fixture connection with the machine tool spindle designLathe fixture connected with the spindle directly affects the accuracy of the rotaryfixture accuracy, resulting in errors in the workpiece. Therefore, the required fixture rotation axis lathe spindle axis with high concentricity.Lathe fixture connected with the spindle structure, depending on the spindle when turning the front of the structure model is confirmed, by machine instructions or the manual check on. Lathe spindle nose are generally outside the car with cone and cone, or a journal and other structures with the flange end connections to the fixture base. Note, however, check the manual should be used with caution, because many manufacturers of machine tools, machine tools of similar size may differ. The most reliable method for determining, or to field measurements in order to avoid errors or losses.Determine the fixture and the spindle connecting structure, generally based on fixture size of the size of the radial: radial dimension less than 140mm , or (23)D d <- small lathe fixture.Pairs of fixture requirements of the overall structureLathe fixture generally work in the state of the cantilever in order to ensure process stability, compact fixture structure should be simple, lightweight and safe, overhang length to as small as possible, the center of gravity close to the front spindle bearing. Fixture overhang length L and the ratio of outer diameter D profile can refer to the following values used:Less than the diameter D in 150mm fixture, 1.25L D ≤;Diameter D between the fixture in 150300mm , 0.9L D ≤;Fixture diameter D is greater than 300mm , 0.6L D ≤.To ensure security, installed in the specific folder on the components of the folder is not allowed out beyond the specific diameter, should also consider cutting the wound and coolant splash and other issues affecting safe operation.References[1] Chen Guofu. Lathe fixture [J]. Mechanical workers. Cold, 2000 (12)[2] Dong Yuming. Yang Hongyu. Fixture design in the common problems [J]. Mechanical workers. Cold, 2005 (1)[3] Liu Juncheng The machine clamps the clamping force in the design process calculations [J]. tool technology, 2007 (6)附录B车床夹具设计分析马飞跃(合肥学院机械工程系,安徽 合肥 230022)摘 要:从车床夹具的主要类型着手,对花盘式车床夹具和角铁式夹具进行了介绍,并在此基础上分析了车床夹具设计要点。