游标卡尺和螺旋测微计的使用4
2.0游标卡尺、螺旋测微器用法

读数规则: 固定刻度 + 可动刻度 注意:必须估读!
使用螺旋测微器应注意以下几点: 使用螺旋测微器应注意以下几点: 测量前,当小砧和测微螺杆并拢时, ①测量前,当小砧和测微螺杆并拢时,可动刻度 的零点与固定刻度的零点不相重合,将出现零误差, 的零点与固定刻度的零点不相重合,将出现零误差, 应加以修正, 应加以修正,即在最后测长度的读数上去掉零误差的 数值。 数值。 测量时, ②测量时,在测微螺杆快靠近被测物体时应停止 使用旋钮,而改用微调旋钮,避免产生过大的压力, 使用旋钮,而改用微调旋钮,避免产生过大的压力, 既可使测量结果精确,又能保护螺旋测微器。 既可使测量结果精确,又能保护螺旋测微器。 读数时, ③读数时,要注意固定刻度尺上表示半毫米的刻 线是否已经露出。 线是否已经露出。 读数时,千分位有一位估读数字, ④读数时,千分位有一位估读数字,不能随便扔 掉,即使固定刻度的零点正好与可动刻度的某一刻度 线对齐,千分位上也应读取为“ 。 线对齐,千分位上也应读取为“0”。
原理和使用 螺旋测微器是依据螺旋放大的原理制成的, 螺旋测微器是依据螺旋放大的原理制成的, 即螺杆在螺母中旋转一周, 即螺杆在螺母中旋转一周,螺杆便沿着旋转轴线 方向前进或后退一个螺距的距离。因此, 方向前进或后退一个螺距的距离。因此,沿轴线 方向移动的微小距离, 方向移动的微小距离,就能用圆周上的读数表示 出来。螺旋测微器的精密螺纹的螺距是0.5mm 0.5mm, 出来。螺旋测微器的精密螺纹的螺距是0.5mm,可 动刻度有50个等分刻度,可动刻度旋转一周, 50个等分刻度 动刻度有50个等分刻度,可动刻度旋转一周,测 微螺杆可前进或后退0.5mm 因此旋转每个小分度, 0.5mm, 微螺杆可前进或后退0.5mm,因此旋转每个小分度, 相当于测微螺杆前进或后退这0.5/50=0.01mm 0.5/50=0.01mm。 相当于测微螺杆前进或后退这0.5/50=0.01mm。可 可动刻度每一小分度表示0.01mm 0.01mm, 见,可动刻度每一小分度表示0.01mm,所以螺旋 测微器可准确到0.01mm 由于还能再估读一位, 0.01mm。 测微器可准确到0.01mm。由于还能再估读一位, 可读到毫米的千分位,故又名千分尺。 可读到毫米的千分位,故又名千分尺。
游标卡尺和螺旋测微器的使用
3、螺旋测微器使用注意事项:
a.转动保护旋钮K′不可太快,否则由于惯性 会使接触压力过大使被测物变形,造成测量 误差,更不可直接转动大旋钮去使测杆夹住 被测物,这样往往压力过大使测杆上的精密 螺纹变形,损伤量具。 b.被测物表面应光洁,不允许把测杆固定而 将被测物强行卡入或拉出,那会划伤测杆和 测砧的经过精密研磨的端面。 c.轻拿轻放,防止掉落摔坏。 d.用毕放回盒中,存放中测杆P和测砧A不 要接触,长期不用,要涂油防锈。
• 请同学们用毫米刻度尺测量自己的笔的长度, 在初中大家已经学习过长度的测量 ,现在若让我们用直 并读出数值。(单位:cm) so easy 了 尺来测量一只笔的长度对大家来说是
测量并思考
• 大家读数能精确到毫米刻度以下吗
•笔管外径还用这把直尺来测量,方便测量吗, 读数精确吗? ?
?
游标卡尺的使用方法:
1 0
2 10
3cm 主尺 20 游标
0
1
2
3
0
10
20
10.80mm
0 1 2 3
0
10
20
9.40mm
0 1 2 3
0
10
20
20.15mm
(显示比例用200%观看)
0 1 2 3 4 5 6 7 8 9 10
0
1
2
3
4
5
6
7
8
9
0
0.64mm
6 7 8 9 10
5
0
1
2
3
4
5
6
7
0 45
可动刻度: 49.6 说明没有超过半 刻度线
读数L= 固定刻度 + 半刻度 + 可动刻度
游标卡尺和螺旋测微器的读数使用方法46629
整理版
26
螺旋测微器的读数=固定刻度上的整毫米 数+0.5mm(判断半毫米是否露出,未露 出时为0)+0.01mmx可动刻度上对齐的格 数(估读)
KLC 金田科瑞整理ww版
27
空气过滤器
15
10
5
0
10
15
5
1.601mm
10
KLC 金田科瑞整理ww版
KLC净化设备 KLC过滤器 KLC高效过滤器 KLC风淋室 金田科瑞 金田净化 净化设备 空气过滤器 空调过滤器 高效过滤器 高效空气过滤器 中效过滤器 初效过滤器 过滤器
游标卡尺、螺旋测微器 的原理和读数
0
1
2
0
10
20
1.00mm 整理版
17
0 0
1 10
整理版
2
20
3.30mm
18
0
1
2
3
0
10
20
10.80mm
整理版
19
0
1
2
3
0
10
20
9.40mm
整理版
20
50分度游标卡尺
0
1
2
3
4
5
6
7
0
1
2
3
4
5
6
7
8
9
0
读数精确为0.02mm
整理版
21
整理版
22
1.使用游标尺时,不论多少分度都不 用估读 2.20分度的游标卡尺,读数的末位数 字一定是0或5. 3.50分度的游标卡尺,读数的末位数 字一定是0或偶数。
5
10
10.5mm
游标卡尺螺旋测微器读数

游标卡尺螺旋测微器读数
一、螺旋测微器的读数
1.螺旋测微器的构造:由固定刻度(主尺)和可动刻度(游标尺)组成,可
动刻度上有30个等分刻度,总长为29.90mm,与主尺长度的差值为0.1mm。
2.螺旋测微器的读数方法:先读固定刻度,再读可动刻度。
二、游标卡尺的读数
1.游标卡尺的构造:由主尺和游标尺组成,游标尺有10个等分刻度,总长为
9.95mm。
2.游标卡尺的读数方法:先读固定刻度,再读可动刻度。
三、注意事项
1.读数时,应估读到最小分度值的下一位;
2.使用螺旋测微器时,应先轻轻旋动旋钮,使测微螺杆与测砧接触,然后慢
慢转动棘轮;
3.使用游标卡尺时,应将主尺与游标尺的零刻度对齐,再缓慢移动游标尺,
直至听到主尺上两声金属声为止。
四、常见问题及解决方法
1.读数不准确:可能是由于测量面不干净或测量面磨损严重所致,应清洁测
量面或更换测量面;
2.测量结果不稳定:可能是由于测量力过大或测量面松动所致,应调整测量
力或紧固测量面。
游标卡尺和螺旋测微器的使用
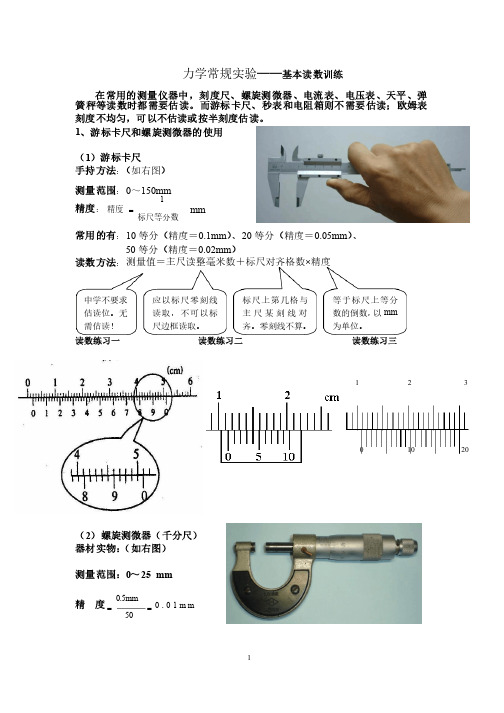
力学常规实验——基本读数训练在常用的测量仪器中,刻度尺、螺旋测微器、电流表、电压表、天平、弹簧秤等读数时都需要估读。
而游标卡尺、秒表和电阻箱则不需要估读;欧姆表刻度不均匀,可以不估读或按半刻度估读。
1、游标卡尺和螺旋测微器的使用(1)游标卡尺手持方法:(如右图)(如右图)测量范围:0~150mm 精度:标尺等分数精度1=mm 常用的有:10等分(精度=0.1mm )、20等分(精度=0.05mm )、50等分(精度=0.02mm )读数方法:测量值=主尺读整毫米数+标尺对齐格数×精度读数练习一 读数练习二 读数练习三 (2)螺旋测微器(千分尺)器材实物:(如右图)测量范围:0~25 mm 精 度0.01m m 500.5mm ==中学不要求中学不要求估读位。
无需估读!需估读! 应以标尺零刻线读取,不可以标尺边框读取。
尺边框读取。
标尺上第几格与主尺某刻线对齐。
零刻线不算。
等于标尺上等分数的倒数,以mm 为单位。
为单位。
1 2 3 0 10 20 读数方法:测量值=固定尺读数+可动尺对齐格数×精度读数练习一读数练习二 读数练习三2、机械秒表的读数:机械秒表的长针是秒针,转一周是30s 。
因为机械表采用的齿轮传动,指针不可能停留在两小格之间;所以不能估读出比0.1 s 更短的时间。
位于秒表上部中间的小圆圈里面的短针是分针,表针走一周是15 min ,每小格为0.5 min 。
秒表的读数方法是:=t 短针读数(t 1)+长针读数(t 2)。
问:右边机械秒表的读数。
需要估读。
一定要写到0.001mm 位应特别注意半毫米刻度线!辨认露出的刻度值。
露出的刻度值。
可动尺上第几格与中线对齐。
一定要进行估读!定要进行估读! 可动尺转过一格,测量杆进、退0.01mm 。
物理螺旋测微器和游标卡尺的读法

物理螺旋测微器和游标卡尺的读法
物理螺旋测微器的读法
物理螺旋测微器是一种用于精确测量物体长度和直径的工具。
它的读数原理是通过旋转一个螺旋带来的位移,将物体的长度或直径转换为数字显示。
具体操作步骤如下:
1. 确定被测量对象的尺寸范围,选取对应的物理螺旋测微器。
2. 将被测物体放置在测微器的两支钳爪之间。
3. 通过旋转螺旋盘,让螺旋带动钳爪靠近被测物体,直至钳爪夹住物体。
4. 读取螺旋盘上的数字显示,它们表示被测物体的长度或直径。
游标卡尺的读法
游标卡尺是一种用于测量长度、宽度、深度等尺寸的工具。
它的读数原理是通过游标的移动来确定被测尺寸的大小。
具体操作步骤如下:
1. 确定被测量对象的尺寸范围,选取对应的游标卡尺。
2. 将被测物体放置在卡尺的两个测头之间,确保测头与物体表面紧密接触。
3. 读取卡尺上游标的数字刻度,它们表示被测物体的长度、宽度、深度等尺寸。
需要注意的是,在读取游标卡尺的数字刻度时,应该从最小刻度开始,累加经过的刻度值,直至最后一位数字。
另外,在测量过程中,应该保持卡尺的垂直和平行,以确保测量结果的准确性。
游标卡尺和螺旋测微器的读数方法
游标卡尺和螺旋测微器的读数方法
首先,我们来介绍游标卡尺的读数方法。
游标卡尺是一种常用的长度测量工具,它通常由主尺、游标和刻度盘组成。
在读数时,首先要看游标所在的位置,游标所在的刻度就是我们要读取的数值。
主尺上的整数刻度代表毫米,而游标上的刻度代表0.02毫米。
当游标在主尺上的0刻度时,代表游标的位置就是整数刻度的值;
当游标在主尺上的1刻度时,代表游标的位置比整数刻度多0.02毫米;以此类推,根据游标所在位置和主尺上的整数刻度,可以得到测量结果。
接下来,我们来介绍螺旋测微器的读数方法。
螺旋测微器是一种用于测量小尺
寸的工具,它具有高精度和稳定性。
在读数时,首先要看螺旋测微器的刻度盘,刻度盘上通常分为两圈,一圈代表0.5毫米,另一圈代表0.01毫米。
当读数时,要先看整数刻度,然后再看小数刻度,最后将两者相加得到测量结果。
需要注意的是,读数时要注意刻度盘的位置,确保读取的数值准确无误。
在使用游标卡尺和螺旋测微器时,还需要注意一些常见的误差和注意事项。
首先,要确保测量工具的清洁和平整,避免因外界因素对测量结果造成影响。
其次,要注意测量对象的状态,避免因测量对象的变形或损坏导致测量结果不准确。
另外,在读数时要保持专注和细心,确保读取的数值准确无误。
总的来说,游标卡尺和螺旋测微器是工业生产中常用的测量工具,掌握了它们
的正确读数方法对于保证测量结果的准确性至关重要。
希望通过本文的介绍,大家能够对游标卡尺和螺旋测微器的读数方法有所了解,从而在工作中能够更加准确地进行测量工作。
螺旋测微器的使用方法

游标卡尺的使用
4、螺旋测微器的调零判断:
5 0 0 45
没有调零, 读数偏大
5 0 0 45
没有调零, 读数偏小
5 0 0 45
调零准确
可动刻度:50等分 4、螺旋测微器的读数原理: 主尺上的0.5毫米, 每等分为0.01毫米 半刻度 固定刻 度: 每刻度 为1毫米
0 45 0 1 2 40
可动刻度每转1周,可动小砧就沿轴线直进(或退)0.5毫米,若 旋转n个最小分度(包括估读分度),则l=0.01n毫米。
测量读数=主尺读数+螺旋刻度(估读)×精 确度(0.01mm)
5、螺旋测微器的读数方法:
是否超过半 刻度?是。
0
固定刻度: 2
45 0 1 2 40
可动刻度: 46.0
测量读数=主尺读数+螺旋刻度(估读)×精 确度(0.01mm)
度?不太清楚。
5 0
固定刻度: 0
0
45
可动刻度: 0.6 说明已经超过半 刻度线
L= 0.506 mm
6、螺旋测微器的读数练习: 是否超过半刻
度?不太清楚。
5
0 固定刻度: 0
0 45
可动刻度: 49.6 说明没有超过半 刻度线
L= 0.496 mm
7、请你读出下列测量结果:
1.604
15 10 0 1 5
0 1 2 3 4 5 6 7 8 9 10
深 度 尺
0
1
2
3
尺 身
4
5
6
7
8
9
0
0
1
0
5
10
0
1
2
3
0
游标卡尺和螺旋测微器的使用

游标卡尺和螺旋测微器的使用一、游标卡尺的使用游标卡尺是一种测量工具,由一个主卷尺和一个滑尺组成。
它的使用方法如下:1.准备工作:首先检查卡尺的刻度是否清晰,主卷尺和滑尺之间是否无摩擦。
若有问题,及时进行维护和修复。
2.测量尺寸:将游标卡尺的两腿用手掌固定在待测物的两端,保持稳定。
然后通过眼睛垂直于待测物,从顶部向下读取游标卡尺上最接近0刻度的线数值。
主卷尺和滑尺上的长刻度线代表毫米,短刻度线代表厘米。
滑尺上的游标刻度线代表0.02毫米或0.05毫米,通过对齐游标刻度线辨读数值。
3.注意事项:使用游标卡尺时,要保持垂直于待测物进行测量,尽量避免斜视。
同时要确保两腿平行固定,使测量结果准确可靠。
螺旋测微器是一种高精度的测量工具,用于测量物体的直径、深度等尺寸。
它采用螺旋原理,通过测量螺旋的回转角度来确定尺寸。
螺旋测微器的使用方法如下:1.调零:将滑螺旋测微器的量程调至最大值,将对测微器头触头与底座触头轻轻接触,然后转动调零手轮,使读数指针归零。
2.测量尺寸:将待测物体放入测微器的测量范围内,用进给手轮使测微器头轻轻与物体表面接触。
然后用调零手轮微调,使读数指针与刻度盘上的刻度线对齐。
通过读数盘上的主刻度线和刻度条上的副刻度线,确定测量结果。
3.记录读数:读出刻度盘上指针所指的刻度值,并结合副刻度线的读数进行计算。
注意螺纹测微器的主刻度代表一个螺纹的直径,副刻度代表螺距,通过读取主刻度和副刻度的值可以计算得到待测物尺寸的精确数值。
4.注意事项:使用测微器时,要保持测微器头与待测物表面的轻微接触,避免过度压力。
同时要确保测量方向垂直于待测物,以保证测量结果的准确性。
总结:游标卡尺和螺旋测微器是常见的测量工具,通过正确使用这些工具,可以实现精密测量,满足制造工艺和产品质量的要求。
在使用过程中,我们需要注意保持垂直测量,避免斜视;保持测量工具的清洁和维护,以确保测量的准确性。
不同的应用场景和需求可能需要不同类型的测量工具,因此在具体使用时,要选择合适的工具和方法,以确保测量结果的准确性和可靠性。
游标卡尺-螺旋测微器的使用方法

6、游标卡尺的读数方法(二十分度)
3
4
主尺
cm
游标 0
26
读数=
10
5×0.05 +
20
整的毫米数 (主尺)
二十分之几毫米 (游标)
L= 26 + 0.25 =26.25mm
6、游标卡尺的读数方法(二十分度)
11
12
主尺
cm
游标
0
105
读数=
10
0×0.05 +
20
整的毫米数 (主尺)
二十分之几毫米 (游标)
L= 105 + 0.00 =105.00mm
7、请你读出下列游标卡尺的读数:
2
3
主尺
cm
游标 0 10
15.35
20
L= 15
+ 0.35 =15.35mm
7、请你读出下列游标卡尺的读数:
1
2
主尺
cm
游标 0 10
5.95
20
L= 5
+ 0.95 =5.95mm
50分度的游标卡尺的读数道 理和10分度、20分度的一样。 你想出来了吗?
0 固定刻度: 每刻度为1 毫米 45 0 1 2 40
可动刻度每转1周,可动小砧就沿轴线直进(或退)0.5毫 米,若旋转n个最小分度(包括估读分度),则l=0.01n毫米。
测量读数=固定刻度+半刻度+可动刻度(+估读位)
5、螺旋测微器的读数方法: 是否超过半刻
度?是。
0
可动刻度: 46.0
固定刻度: 2
3×0.1 +
10
十分之几毫米 (游标)
螺旋测微器与游标卡尺
螺旋测微器一.特色:适用于测量硬度较高或不易产生形变的物体。
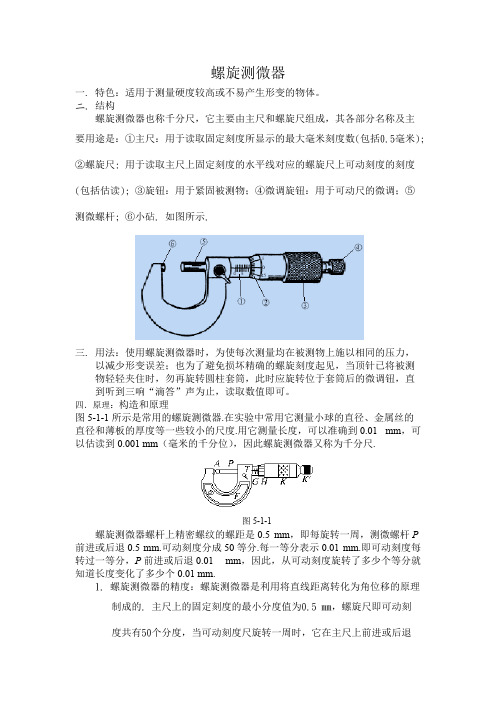
二.结构螺旋测微器也称千分尺,它主要由主尺和螺旋尺组成,其各部分名称及主要用途是:①主尺:用于读取固定刻度所显示的最大毫米刻度数(包括0.5毫米);②螺旋尺: 用于读取主尺上固定刻度的水平线对应的螺旋尺上可动刻度的刻度(包括估读); ③旋钮:用于紧固被测物;④微调旋钮:用于可动尺的微调;⑤测微螺杆; ⑥小砧. 如图所示.三.用法:使用螺旋测微器时,为使每次测量均在被测物上施以相同的压力,以减少形变误差;也为了避免损坏精确的螺旋刻度起见,当顶针已将被测物轻轻夹住时,勿再旋转圆柱套筒,此时应旋转位于套筒后的微调钮,直到听到三响“滴答”声为止,读取数值即可。
四.原理:构造和原理图5-1-1所示是常用的螺旋测微器.在实验中常用它测量小球的直径、金属丝的直径和薄板的厚度等一些较小的尺度.用它测量长度,可以准确到0.01 mm,可以估读到0.001 mm(毫米的千分位),因此螺旋测微器又称为千分尺.图5-1-1螺旋测微器螺杆上精密螺纹的螺距是0.5 mm,即每旋转一周,测微螺杆P前进或后退0.5 mm.可动刻度分成50等分.每一等分表示0.01 mm.即可动刻度每转过一等分,P前进或后退0.01 mm,因此,从可动刻度旋转了多少个等分就知道长度变化了多少个0.01 mm.1.螺旋测微器的精度:螺旋测微器是利用将直线距离转化为角位移的原理制成的. 主尺上的固定刻度的最小分度值为0.5 mm,螺旋尺即可动刻度共有50个分度,当可动刻度尺旋转一周时,它在主尺上前进或后退一个刻度0.5mm,则可动刻度每转过一个分格时,可动小砧前进或后退0.01 mm,所以它测量的长度可达到精度为0.01 mm.2.使用及读数方法:将待测物放在两小砧之间,然后用旋钮将被测物紧固,再用微旋钮调整,直至发出“嗒嗒”声后读数. 先读固定尺读数,要读出整毫米刻度,要注意有无半毫米刻度出现,再读出固定刻度上的水平线对应的可动刻度尺上的读数(要有估读数据),将此数乘以0.01后与固定刻度上的读数相加即得到最后读数.3.读值计算练习:(圆柱上加上套筒上的读数)圆柱上的读数(21 + D x )mm套筒上的读数 D x = 0.495 mm读值:(21 + 0.495)= 21.495 mm.4.螺旋测微器的零误差当螺旋测微器的两小砧靠在一起时,如果尺的读数不为零,则此时的读数称为它的零误差. 如图1-12所示的零误差为正误差,为0.024 mm;如图1-13所示的零误差为负误差,为0.470-0.500=-0.030 mm.5.螺旋测微器读出数据的位数:由于螺旋测微器也精确到0.01 mm,且可估读,所以如果以毫米为单位,最后读数中小数点后面一定有三位数,不够三位的,要用零补齐.五.练习题1.如图1-14所示为螺旋测微器测量一金属零件直径时的示数,则该金属零件的直径为多少米?__________ mm 2.如图1-15所示为用螺旋测微器测量小圆柱体的高度时的示数,则该圆柱体的高度为多少?______________mm3.当千分尺的两小砧合拢时,它的示数并不是零,其图如图1-16甲所示,用这个千分尺去测某物体的长度时,示数如图乙所示,则该物体的长度为多少?________________mm4.图5-1-25.图5-1-3给出的是用螺旋测微器测量一小钢球的直径的示数,此读数应是____mm.图5-1-3【解析】注意到固定刻度尺上的半毫米刻度线已经露出,故由固定刻度尺上读数为8.5 mm;然后由可动刻度上读出半毫米以下的读数,并注意估读一位数字,为0.100 mm;最后将两次读数相加就是所要测量的正确读数8.600 mm(可用公式d=固定刻度示数+可动刻度示数×最小分度值计算).小结:在读数的时候一定要注意固定刻度尺上表示半毫米的刻度线是否已经露出.若忽略了这一点,本题会误读为8.100 mm.六.注意事项①测量时,当螺杆将要接触被测物体时,要停止使用K,改用K′,以避免螺杆和被测物体间产生过大的压力,这样,既可以保护仪器又能保证测量结果准确.②读数时,要注意固定刻度上表示半毫米的刻度线是否已经露出.读数时要准确到0.01 mm,估读到0.001 mm,即测量结果若用mm为单位,则小数点后面必须保留三位.游标卡尺游标卡尺的读数部分由主尺(最小分度为1 mm)和游标尺两部分组成.按照游标的精度不同可分为三种:(1)10分游标,其精度为0.1 mm;(2)20分游标,其精度为0.05 mm;(3)50分游标,精度为0.02 mm.它们的共同特点(也是它们的测量原理)是:游标上的全部刻度之长比主尺上相应的刻度之长短1 mm.以20分游标为例,游标上20个分度全部之长为19 mm,比主尺上20个分度短1 mm,所以游标上每个分度比主尺短0.02 mm,当在两测脚间放一厚0.04 mm的物体时,则游标的第2条刻线将与主尺的刻线对齐,其余的刻线与主尺上的刻线都不对齐.游标卡尺的读数方法是:以游标0刻度线为准在主尺上读出整毫米数,再看游标尺上哪一条刻度线与主尺上某刻度线(不用管是哪一条线)对齐,由游标上读出毫米以下的小数,则总的读数为:主尺上的整毫米数L1+游标上的毫米以下的小数L2.下表所示即为上述三种游标尺的设计原理和读数方法游标尺(mm)刻度格数刻度总长度每小格与1毫米差精度(mm)测量结果(游标尺上第n个格与主尺上的刻度线对正时)(mm)10 20 50919490.10.050.020.10.050.02主尺上读的毫米数+0.1n主尺上读的毫米数+0.05n主尺上读的毫米数+0.02n由于游标卡尺在读数时要分辨游标上的哪一条刻线与主尺上的刻线对的最齐,这里已包含了估读的因素,所以游标卡尺一般不再往下估读.不过用10分游标尺读数时,可在毫米的百分位上加一个“0”,表示该读数在毫米的10分位上是准确的,以区别于毫米刻度尺的读数.[例1]有一游标卡尺,主尺的最小分度是1 mm,游标上有20个小的等分刻度.用它测量一工件的长度,如图5-1-4所示.图示的读数是_____mm.图5-1-4【解析】此图经过了二级放大.由一级放大图可知工件的长度约在10~11 cm之间,再由二级放大图仔细看游标上的零刻线所对主尺的刻线位置,由主尺读出测量的整毫米数:L1=104 mm(主尺上所标数值的单位为cm);再看游标上的哪一条刻线与主尺上的某一刻线对齐,由游标读出毫米以下的小数.从二级放大图中可以看出,游标上零刻线右侧的第一条刻线与主尺上的刻线对的最齐,游标上共20个分度,每个分度代表0.05 mm,所以游标上的读数为L2=0.05 mm.故所测该工件的长度L=L1+L2=104.05 mm.小结:要掌握游标卡尺测量的原理和读数的方法,要知道主尺上和游标上所标数值的意义和单位,要能看懂多级放大图.[例2](2003年新课程理综,23)用游标为50分度的卡尺测量一圆柱体的长度与直径,结果分别如图5-1-5(甲)、(乙)所示.由图可知其长度为_____,直径为_____.【解析】游标为50分度,每个分度值为0.02 mm.由图(甲)原图及放大图示,可看出该物体的长度约为8 mm,再由放大图仔细观察,以游标的零刻线与主尺的刻线对的最齐(有主观估计的成分,允许有些误差),所以,由图甲读出该物体的长度为8.00 mm(注意有效数字).由图乙的原图可以看出,游标的零刻线大约对在主尺的2 mm处,再仔细观察放大图,游标上数字“9”右边的第二条刻线——即第47条刻线与主尺的刻线对的最齐,所以游标的读数为0.02 mm×47=0.94 mm,这也说明主尺的读数还不到2 mm.最后我们得到该物体的直径为1.94 mm.小结:对图甲中游标零刻线正对的情况,一定要注意读数的有效数字位数.对图乙中游标的零刻线是否正对2 mm,还是不到或是已过2 mm,即该种情况主尺如何读数,要与游标的读数结合起来判断.游标卡尺读数练习cm 012345010********读数:_____________10.039mm8.063mm6.407mm2.141mm8.805mm14.540mm3.008mm50383mm2.586mm7.500mm 9.270mm 5.804mm。
游标卡尺和螺旋测微器的使用方法电流表电压表读数
11
主尺 12 cm
游标
0
111
0
10
L=111 + 0 =111.0mm
11
12 主尺
游标
0
1
2
3
4
105
0×0.02
105.00
L= 105 + 0.00 =105.00mm
螺旋测微器的使用
1、螺旋测微器的构造: H
AP
K K’
T G
F
A、固定小砧
P、可动小砧
G、固定尺
H、可动尺
K、旋钮(又称微分筒)
请你读出下列游标卡尺的读数:
1
2 主尺 cm
游标
0
10
20
L= 5 + 19×0.05 =5.95mm
或 L= 24 - 19×0.95 =5.95mm
3
cm
主尺
0
27 7×0.1 游标 10
L= 27 + 7×0.1 =27.7mm
2
主尺 3 cm
游标
0
20
0 10
L= 20 + 0.0 =20.0mm
L= 2 + 0.0 + 0.344 = 2.344 mm
6、螺旋测微器的读数练习: 是否超过半刻
度?不太清楚。
固定刻度: 0
5 0 0 45
可动刻度:
0.6 说明已经超过半
刻度线
读数L= 固定刻度 + 半刻度 + 可动刻度
L= 0 + 0.5 + 0.006 = 0.506 mm
6、螺旋测微器的读数练习: 是否超过半刻
4、螺旋测微器的调零判断:
游标卡尺和螺旋测微器实验报告_2

1
2
3
4
5
平均
小球
直径
1
2
3
4
5
平均
1-2用游标卡尺测小球的直径
1-3用螺旋测微器测小球的直径
小球
直径
1
2
3
4
5
平均
1-4用螺旋测微器测铁柱的直径
小球
直径
1
2
3
4
5
平均
游标卡尺和螺旋测微器实验报告
姓名:
实验目的:
1、明确游标卡尺和螺旋测微器的原理。
2、练习使用游标卡尺和螺旋测微器。
实验器材:
游标卡尺螺旋测微器铁柱小球
实验步骤:
1、用游标卡尺测铁柱的直径。
2、用游标卡尺测铁柱的高度
3、用游标卡尺测小球的直径。
4、用螺旋测微器测小球的直径。
5、用螺旋测微器测铁柱的直径。
实验:游标卡尺和螺旋测微器

02 使用高精度仪器,定期校准和保养仪器。
03
提高操作人员的技能和经验,严格按照操 作规程进行测量。
04
在恒定的环境条件下进行测量,以减小环 境因素的影响。
培养实验操作能力和数据处理能力
实验操作能力
通过实验操作,学生能够熟练掌握游标卡尺和螺旋测微器的使用技巧和方法, 提高实验操作能力。
数据处理能力
游标卡尺精度高,测量范围广,适用于精密测量。
螺旋测微器的工作原理
螺旋测微器是一种测量长度、 深度、直径等的量具,也称为
千分尺。
螺旋测微器由测砧、测微螺 杆和读数装置组成,通过测 微螺杆的旋转移动与测砧的
相对位置来测量长度。
螺旋测微器精度高,测量范围 广,适用于高精度测量。
测量误差的产生及减小误差的方法
实验游标卡尺和螺旋 测微器
目录
CONTENTS
• 实验目的 • 实验原理 • 实验步骤 • 实验结果与讨论 • 实验总结
01 实验目的
掌握游标卡尺和螺旋测微器的使用方法
调整卡尺的零位,确保测 量准确。
打开卡尺,选择合适的量 程,放置被测物体。
游标卡尺的使用方法
01
03 02
掌握游标卡尺和螺旋测微器的使用方法
01
用卡尺的测量面轻轻接触被测物体表面,避免施加 压力。
02
读取测量结果,记录数据。
03
螺旋测微器的使用方法
掌握游标卡尺和螺旋测微器的使用方法
选择合适的测头,旋进测 微螺杆,将测头接触被测 物体。
用测微器的固定刻度读取 测量结果。
调整测微螺杆的刻度,使 测量读数在合适范围内。
旋转测微螺杆,读取微调 刻度,将测量结果精确到 小数点后一位。
游标卡尺和螺旋测微器的使用方法
游标卡尺和螺旋测微器的使用方法篇一:游标卡尺和螺旋测微器的使用方法游标卡尺和螺旋测微器的使用方法游标卡尺是一种常用的量具,具有结构简单、使用方便、精度中等和测量的尺寸范围大等特点,可以用它来测量零件的外径、内径、长度、宽度、厚度、深度和孔距等,应用范围很广。
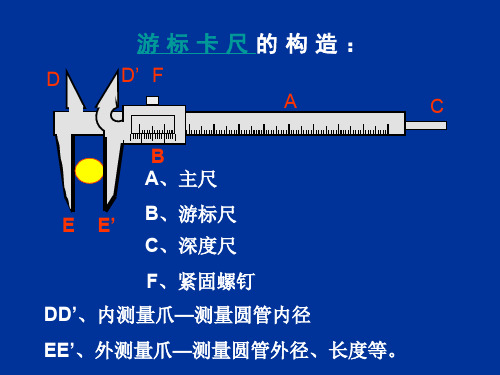
一、结构组成:游标卡尺由主尺和副尺(又称游标)组成。
主尺与固定卡脚制成一体;副尺与活动卡脚制成一体,并能在主尺上滑动。
游标卡尺有0.02、0.05、0.1mm三种测量精度。
二、读数方法:1、游标卡尺是利用主尺刻度间距与副尺刻度间距读数的。
以13-2图0.02mm游标卡尺为例,主尺的刻度间距为1mm,当两卡脚合并时,主尺上49mm刚好等于副尺上50格,副尺每格长为=0.98mm。
主尺与副尺的刻度间相关为1-0398=0.02mm,因此它的测量精度为0.02mm(副尺上直接用数字刻出)2、游标卡尺读数分为三个步骤,下面以图13-3所示0.02游标卡尺的某一状态为例进行说明。
3、在主尺上读出副尺零线以左的刻度,该值就是最后读数的整数部分。
图示33mm。
4、副尺上一定有一条与主尺的刻线对齐,在刻尺上读出该刻线距副尺的格数,将其与刻度间距0.02mm相乘,就得到最后读数的小数部分。
图示为0.24mm。
5、将所得到的整数和小数部分相加,就得到总尺寸为33.24mm。
三、游标卡尺的使用方法:量具使用得是否合理,不但影响量具本身的精度,且直接影响零件尺寸的测量精度,甚至发生质量事故,对国家造成不必要的损失。
所以,我们必须重视量具的正确使用,对测量技术精益求精,务使获得正确的测量结果,确保产品质量。
使用游标卡尺测量零件尺寸时,必须注意下列几点:1、测量前应把卡尺揩干净,检查卡尺的两个测量面和测量刃口是否平直无损,把两个量爪紧密贴合时,应无明显的间隙,同时游标和主尺的零位刻线要相互对准。
这个过程称为校对游标卡尺的零位。
2、移动尺框时,活动要自如,不应有过松或过紧,更不能有晃动现象。
螺旋测微器和游标卡尺的使用
5、读数练习:
例1、[2004年春季]
用一主尺最小分度为1mm,游标上有20个分度的卡尺测量 一工件的长度,结果如图所示。可以读出此工件的长度为 ___1_0_4_._0_5_m_m__。
例2、[2004年江苏]
(1)某实验中需要测量一根钢丝的直径(约0.5mm).为了 得到尽可能精确的测量数据,应从实验室提供的米尺、螺旋测 微器和游标卡尺(游标卡尺上有10个等分刻度)中,选择用 ___螺__旋__测__微__器____进行测量.
例4、[2005年全国2]
用游标为50分度的卡尺(测量值可准确到0.02mm)测定 某圆柱的直径时,卡尺上的示数如图。 可读出圆柱的直径为 42.12 mm。
例5、[2003年全国]
待测电阻是一均匀材料制成的圆柱体,用游标为50分度
的卡尺测量其长度与直径,结果分别如图2、图3所示。由图
可知其长度为 0.800cm ,直径为
“螺旋测微器” 和“游标卡尺”的使用
一、螺旋测微器
螺旋测微器(又叫千分尺)是比游标卡尺更精密的测量 长度的工具,用它测长度可以准确到0.01mm,测量范围为几 个厘米。
1、结构:
2、原理:
螺旋测微器是依据螺旋放大的原理制成的,即螺 杆在螺母中旋转一周,螺杆便沿着旋转轴线方向前进 或后退一个螺距的距离。因此,沿轴线方向移动的微 小距离,就能用圆周上的读数表示出来。螺旋测微器 的精密螺纹的螺距是0.5mm,可动刻度有50个等分刻 度,可动刻度旋转一周,测微螺杆可前进或后退 0.5mm,因此旋转每个小分度,相当于测微螺杆前进 或后退这0.5/50=0.01mm。可见,可动刻度每一小分 度表示0.01mm,所以以螺旋测微器可准确到0.01mm。 由于还能再估读一位,可读到毫米的千分位,故又名 千分尺。
游标卡尺和螺旋测微器的读数使用方法
7.500 mm 5.804 mm
二、螺旋测微器
H
1、螺旋测微器的构造:
K AP
T
G
F
K’
演 示
A、固定小砧
P、可动小砧
G、固定尺
H、可动尺
K、旋钮(又称微分筒)
F 、U型框架 T、固定旋钮 K′微调
2、螺旋测微器的使用方法:
A、使用前应先检查零点,方法是缓缓转动保护旋钮K′,使测 杆(可动小砧P)和测砧(固定小砧A)接触,到棘轮发出声 音为止,此时可动尺(活动套筒)上的零刻线应当和固定套筒 上的基准线(长横线)对正,否则有零误差
• d=1.5mm+28.0×0.01mm=1.780mm
25
20
0
5
10
15 15
20
10.191mm
15
10
5
0
10 3.603mm15
5
0
30
45 0.900
40
0
5
10
35
KLC 金田科瑞 空气过滤器
15
返回
9.270 mm
50分度 49mm
50
0.02mm 0.02mm
11
12 主尺
游标
0
1
2
3
4
105
0×0.02
L=105mm+ 0×0.02mm =105.00mm
1.使用游标尺时,不论多少分度都不 用估读 2.20分度的游标卡尺,读数的末位数 字一定是0或5. 3.50分度的游标卡尺,读数的末位数 字一定是0或偶数。
游标卡尺、螺旋测微器 的原理和读数
学习目标:
• 一、游标卡尺的构造 • 二、游标卡尺的使用方法和读数方法
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
游标卡尺和螺旋测微计的使用
1
游标卡尺和螺旋测微计的使用
一. 实验目的
1.了解游标卡尺和螺旋测微计的结构,理解它们的测量原理。
2.掌握游标卡尺和螺旋测微计的使用方法。
3.掌握有效数字的运算方法及利用不确定度来记录测量结果。
二. 实验仪器
1.游标卡尺:它主要由主尺和可沿主尺滑动的游尺组成。
游尺上的刻度称为游标。
部件名称:主尺、游尺和游标、游尺紧固螺钉、钳口、刀口、深度尺、推把。
本实验所用游标卡尺为三用游标卡尺:测长度(或外经),测内经、测深度。
测量范围为0~135mm ,精度(或分度值)为0.02mm 。
2.螺旋测微计:它主要由一根精密的测微螺杆和固定套筒组成。
部件名称:尺架、
测砧、微动螺杆、紧锁装置、固定套筒、微分套筒、棘轮旋柄。
测量范围:0~25mm ,精度(或分度值)为:0.01mm 。
3.钢球 三. 实验原理
本次试验主要是利用游标卡尺和螺旋测微计来测量某些物理量。
故需掌握所用的仪器的原理。
1.游标卡尺的测量原理
米尺的测量精度为1mm 。
为了使米尺测得更准一些,在米尺(主尺)上附加一个能够滑动有刻度的副尺(游标),就构成一个游标尺,利用游标可以把米尺估读的那位数值准确地读出来。
①游标原理:
游标卡尺在构造上的主要特点是:游标上n 个分度的总长与主尺上(n-1)个最小分度的总长相等。
设主尺的最小分度值为a ,游标的分度值为b,则
a n n
b )1(-=
主尺分度值与游标分度值之差为i,则
n
a
a n n a
b a i =--=-=1
i就是游标卡尺的最小分度值,通常称i为由标尺的精密度。
例如本实验所要用
的50分度的游标卡尺:n=50,a=1mm ,则mm mm i 02.050
1
== ②读书方法:
A.读整数:看游标零线左边主尺上第一分度线的数值,即为整数。
B.读小数:看游标零点右边的几分度线与主尺分度线对齐,乘以精密度i,即为小数值。
C.两次读数相加得出被测物的尺寸 ③使用方法:
A 检查主尺和游标的零线是否对齐,应记下零点的读数0l 加以修正。
即待测量:
0l l l i -= (i l 为测量读数)。
0l 可正可副:当游标零刻度线在主尺零刻度线右边时0l 为
正;在左边时0l 为负。
此时需注意读数方法。
B使用游标卡尺,左手拿待测物体,右手拿尺。
2.螺旋测微计的测量原理
螺旋测微计是利用测微螺杆的外螺纹和固定套管的内螺纹紧密配合。
将测微螺杆的角位移变为直线位移的原理,来实现长度测量的量具。
①微分筒原理:
测微螺杆的螺距为0.5mm ,微分筒与螺杆连在一起,其圆周上均匀刻画50个分度,所以每旋转一个分度,螺杆移动0.5mm/50=0.01mm 。
也就是说螺旋测微计的精密度(分度值)为0.01mm 。
②读数方法:
固定套桶上有一轴向横刻线,它是微分筒上圆周分杜的读数准线。
轴向横向的一侧是分度值为1mm 的分度刻线,另一侧是0.5mm 的分度刻线,组成固定标尺,微分筒的棱边是固定标尺的读数准线。
A 先读固定标尺上的数值:以微分筒棱边为准线,读出整数毫米值,若已露出相邻的0.5mm 刻线,应再加上0.5mm 。
B 读微分筒上数值:它的分度值为0.01mm 。
以轴向横刻线为准线,读出微分筒上的数值(包括估计位)。
C 将两数相加即得被测物体的尺寸。
③使用方法:
A测量前,要进行零点读数。
B测量时,左手握住尺架上绝热部分,右手转动微分筒,当测微螺杆的测量端面快要与工件表面相接触时,再轻旋测力装置至发出“咔咔”响声后,将锁紧装置推向左边,便可读数。
四. 实验设计
本次试验采用螺旋测微计和游标卡尺来测量大、小钢球的直径。
实验采用直接测量来完成。
五. 思考题
1.如果某螺旋测微装置测微螺杆的螺距为0.5mm ,沿微分筒周界刻有100等分格,
试问该螺旋测微装置的精确度是什么?如果另一个测为装置的螺距为1mm ,沿微分筒周界刻有50等分格,该螺旋测微装置的精确度又是什么?
2.如果设计一个精确度为0.05mm 的游标卡尺,主尺的最小分度是1mm ,那么它
的游标应当如何刻画?
游标卡尺和螺旋测微器专项练习
()班编号()姓名()1、用游标为50分度的游标卡
尺测量某工件的长度时,示数情
况如图21-1所示,则测量结果
应该读作mm 。
点评:2005年黑龙江等地第22
题就考了这种类型的题目。
考生
必须知道以下三种情形不需要
估读:a、不便估读——游标卡
尺;b、机械原因,不能估读——秒表和电阻箱;c、刻度不均匀,各段精度不一,导致有效数字位
数不一致,不必估读——欧姆表。
2.有一游标卡尺,主尺的最小分度是1mm,游标上有20个小的等分刻度。
用它测量一工件的长度,
如下左图所示,图示的读数是 mm。
3.一游标卡尺的主尺最小分度为1mm,游标上有10个小等分间隔,现用此
卡尺来测量工件的直径,如下图所示。
该工件的直径为___________mm。
4.下图所示,甲、乙游标卡尺的示数分别为甲图mm,乙图mm。
5.(1)已知不同的工具测量某物体的长度时,有下列不同的结果:
A.2.4cm B.2.37cm C.2.372cm D.2.3721cm
其中,用最小分度值为厘米的刻度尺测量的结果是________;用游标尺上有10个等分刻度的游
标卡尺测量的结果是_________。
6.用螺旋测微器测圆柱体直径时,示数如右图,
此示数为mm。
7.下图是用螺旋测微器测量三根金属棒直径的示意图,从左到右三根金属棒的直径依次为:
mm、mm、mm。
8.读出下图中游标卡尺和螺旋测微器的读数游标卡尺的读数为_________mm.;螺旋测微器的读数
为_________mm.
9、下图中50分度游标卡尺和螺旋测微器的读数分别为
_______mm和_______mm。
0123456
01234567890
cm
0 5 10 25
30
游标卡尺和螺旋测微计的使用 2
3
10、图甲为用螺旋测微器、图乙为用游标尺上有50个等分刻度的游标卡尺测量工件的情况,请读
出它们的读数.甲:读数为mm 乙:读数为__________mm
11、(1)使用游标为10个小等分刻度的游标卡尺测量一物体的尺寸,得到图中的游标卡尺的读数,
由于遮挡,只能看到游标的后半部分,图中游标卡尺的读数为cm;
(2)从图中读出金属丝的直径为___________mm。
12、读出游标卡尺和螺旋测微器的读数:
⑴读数为__________cm.
⑵读数为__________cm.
13、图甲为用螺旋测微器、图乙为用游标尺上有50个等分刻度的游标卡尺测量工件的情况,请读
出它们的读数. 甲:读数为____mm 乙:读数为_______mm.
14、某学生用螺旋测微器在测定某一金属丝的直径时,测得的结果如下左图所示,则该金属丝的直
径d=_______ mm。
另一位学生用游标尺上标有20等分刻度的游标卡尺测一工件的长度,测
得的结果如下右图所示,则该工件的长度L=______ cm。
15、图一中螺旋测微器读数为__________mm。
图二中游标卡尺(游标尺上有50个等分刻度)读
数为_________cm。
16(1)有一种新式游标卡尺,游标卡的刻度与传统的旧式游标卡尺明显不同,新式游标卡尺的刻
度线看起来很“稀疏”,使得读数时显得清晰明了,方便了使用者的正确读取数据。
通常游标卡尺的
刻度有10分度,20分度,50分度三种规格,新式游标卡尺也有相应的三种,但刻度却是:19mm
等分成10份,39mm等分成20份,99mm等分成50份。
①以“39mm等分成20份”新式游标卡尺为例,它的精确度是___________mm。
②用新式游标卡尺测量某一物体的厚度,测量时游标卡尺的示数如图所示,其读数是
__________mm。
0 1 2 3 4
0 5 10 15 20
主尺
游标尺
0 5 10
5 6
乙
25
20
15
游标卡尺和螺旋测微计的使用。