LGP胶带异物不良改善报告
不良品改善报告范文(3篇)

不良品改善报告范文第1篇P:计划(一)制定改善计划20xx年1月P公司派训的L工程师结训回到企业后,立即深入现场进行问题调研,再结合参训前收集的现场管理问题点,然后召集改善工作筹组会议决定IE改善工作小组由工艺部工程师、生产副总、车间主管、品检工程师等8位成员共同组成,并由工艺部L 工程师担任IE改善工作小组组长,制定出每位小组成员的工作职责及IE改善小组的工作计划。
IE改善小组将IE改善工作主题聚焦于车间制程的改善及标准化。
(二)设定改善目标两周后,改善小组就改善主题对P公司的生产流程及产品的现况展开讨论,发现车间生产效率仅有61%,改善小组随即运用SMART原则来进行改善目标设定,并将改善目标设定为:1、从简化生产流程设计上入手,运用作业程序(流程)分析手法来降低产品加工成本,在现有成本基础上降低15%。
2、通过生产线工站重新部置及人员编成,运用IE手法使生产线平衡,并提高装配效率,在现有的基础提升55%。
3、改善时间为五个月(20xx年1月20xx年5月)。
改善目标确定下来,改善小组立即将主题及目标进行分解成小项目,由改善小组成员分别负责各个小项目,进行团队合作。
并定每两周召开一次改善小组会议,共同探讨实现目标的方法。
D:执行(一)执行改善对策20xx年1月下旬改善小组召开二次改善小组会议,共同探讨改善对策。
决议改善初期先设计几组新规格的模具投入生产流程中进行改善对策的尝试。
于20xx年2月上旬模具完成制作及验模后,随即将此模具投入生产流程开始进行小批量试产。
而在其试产过程中,肯定会有各式各样的问题存在,到时改善小组成员需到现场进行跟踪讨论发现的问题及解决问题的方法。
C:检查(一)改善对策执行结果验证20xx年2月中旬改善小组召开第三次改善小组会议,共同对改善对策的初期执行结果进行验证。
发现生产效率提高了,人力需求降低了2/3,表示此改善对策是可行的。
但以仅运用此改善对策的情况来看,要达成改善计划所设定的目标,仍然有许多的问题要解决。
异物不良报告

5、改善措施
5-1 针对不良原因,做不良改善如下:
1.人员Loss专项改善:
5、改善措施
新近人员Loss不良改善计划及方案,进行培训/实物测试
5、改善措施
2.端面异物未清洁干净:
端面清洁治具 (红色框内为粘尘纸)
内包装前,增加端面清洁动作
端面异物不良改善
清洁完后,用小手电检查端面清 洁效果
5、改善措施
风淋室加装 鞋底清洁机
风淋加装鞋底清洁机,降低鞋底 异物带入车间
8
TAC表面异 物收入卷 内
/
TAC收卷位置易容易因人 员对TAC行检验动作带入 飞尘
预处理收卷处 加装粘尘辊
减少预处理收卷处飞尘掉落TAC上
9
AG材料特性
/
AG材料表面防眩光涂层特殊 性,表面光滑性不够,易产 生气泡点
优化制程参数 ,适当增加胶 的厚度
陈云鹏、肖智勇 、魏小芳、黄锋
6/5日
4、原因分析及验证
4-3 初步的原因分析总结 • 结合以上的分析,异物产生原因为:
不良发生地 不良原因 延伸段复合辊使用表面不平整
风淋室清洁力度不够
光明厂 防静电手套易掉毛屑 AG材料特性 TAC表面异物收入卷内
更衣室衣柜易积尘
裁切厂全检人员Loss 裁切厂 无尘服洁净度不够 端面异物未清洁干净
3.延伸段复合辊表面不平整:
通过“延伸复合线胶辊手工打磨/机磨作业指导书”,规定延伸复合辊使用周期 和打磨频率,有效减少因复合辊的异常导致偏光膜气泡不良
打磨效果由设备/技术部门确认,且技术部追踪打磨后复合辊复合产品OK
5、改善措施
4.防静电手套易掉毛屑 5.无尘服洁净度不够 6.更衣室衣柜易积尘
不良品改善报告范文

不良品改善报告怎么写啊!首先,你要明白一个道理,让你写改善报告并不是追究你的责任,而是让你这样的第一当事人想出不让这样的事再发生的办法,以杜绝同样的事或带有普遍性类似相同点的事再发生,正所谓“没有解决不了的问题,只有发现不了的方法!”明白了这个道理后再写这报告就不会有什么心理负担了,写起来就简单了。
(1)写出不良产生的原因,是什么原因就写什么原因。
要写清是什么时间在哪里发生的是怎么发生的,是谁发现的发现后采取了什么临时措施就是所谓的对策。
一共发现不良品多少台,是否全数追回。
等等(2)写出你能想出的最简单、最有效的杜绝此类事件再发生的方法也就是所谓的改善。
这样的改善最好对事不对人,改善结果应适用于此类事件不再发生,不能只针对你一个人,或一小群人而是适用于每一个人,要不然,就没有意义了。
看产品不良看不到要怎么写改善报告(1)写出不良产生的原因,是什么原因就写什么原因。
要写清是什么时间在哪里发生的是怎么发生的,是谁发现的发现后采取了什么临时措施就是所谓的对策。
一共发现不良品多少台,是否全数追回。
(2)写出你能想出的最简单、最有效的杜绝此类事件再发生的方法也就是所谓的改善。
这样的改善最好对事不对人,改善结果应适用于此类事件不再发生,不能只针对你一个人,或一小群人而是适用于每一个人,要不然,就没有意义了。
让你写改善报告并不是追究你的责任,而是让你这样的第一当事人,想出不让这样的事再发生的办法。
杜绝同样的事,或带有普遍性类似相同点的事再发生。
不良品的对策怎么写?1. 不良发生后首先是快速反应,要制定内部库存、运输途中以及客户端库存的选别计划,保证不良品不能再继续流到客户端,而且不能影响客户生产。
2. 然后实事求是地展开不良原因的调查(生产部给的原因有可能是真的,有可能是在忽悠你,有可能是他们水平不够只能这样回答了),你要运用质量人员的逻辑思维去分析他给的原因(生产一般只给发生原因,不给流出原因)有没有什么漏洞。
不良品改善报告范文
不良品改善报告范文
不良品改善报告。
一、问题描述。
在生产过程中,我们发现了一批不良品,主要问题包括产品外观不良、尺寸不合格、材料质量不达标等。
这些问题严重影响了产品的质量和客户的满意度,需要我们及时采取措施进行改善。
二、原因分析。
1.工艺流程不完善,生产过程中存在一些工艺环节不够严谨,导致产品出现外观不良、尺寸不合格等问题。
2.材料质量不达标,部分原材料的质量未经过严格筛选,导致产品质量不稳定。
3.员工操作不规范,部分员工在操作过程中存在疏忽大意的情况,导致产品出现质量问题。
三、改善措施。
1.完善工艺流程,对生产流程进行全面梳理,优化工艺环节,
加强对关键工艺环节的监控和管理,确保产品质量稳定。
2.严格把关原材料,加强对原材料的质量控制,建立严格的原
材料进货检验制度,确保原材料的质量达标。
3.加强员工培训,对员工进行质量管理方面的培训,提高员工
的质量意识和操作技能,确保产品质量符合标准。
四、改善效果。
经过以上改善措施的实施,我们对产品的质量进行了全面提升,不良品率明显下降,客户投诉情况得到了有效控制,产品质量得到
了客户的认可和好评。
同时,我们也加强了对生产过程的监控和管理,提高了生产效率和产品质量稳定性。
五、总结。
通过此次不良品改善报告,我们深刻认识到了产品质量对企业
发展的重要性,也意识到了要想提高产品质量,必须从源头抓起,
加强对生产过程的管理和控制。
我们将继续加强质量管理,不断改进工艺流程,提高产品质量,为客户提供更优质的产品和服务。
LGP胶带异物不良改善报告
成本源於細節,品質全員參與
LGP胶带异物改善報告
四、長期對策(一): 1-1.针对异物脏污异常,更新双面胶和离型膜来料检验SIP,来料 IQC发现有异物超规格异常时即召集供应商来我司做改善处理。
附件一来料检验SIP
离型膜来料检验SIP
成本源於細節,品質全員參與
LGP胶带异物改善報告
四、長期對策(二): 2-1. 针对包装检验工站的检验基准书做现场教育 (如下图示).可 有效管控待包装产品的异物不良。
粘取异物 1
異常圖片
粘取异物 2
異常圖片
成本源於細節,品質全員參與
LGP胶带异物改善報告
二、原因分析:
人
品管漏失
机
包装组检 验人员未 对异物做 重点管控 巡检品管 未有效管 控异物
检验到
公司大环 境有污染
为何 有异 物不 良
原材来料 有异物
环
法
料
成本源於細節,品質全員參與
LGP胶带异物改善報告
三、臨時對策: 1.客诉品:45000+60000ps。 北京驻厂人员在客户端做全数返工处理,已确认OK入库。 2.检查厂内库存:0 ps。
宣告栏教育训练图片
成本源於細節,品質全員參與
LGP胶带异物改善報告
五、對策驗證:
1. 以上对策已导入实施。 2. 此机种暂无出货,待下批出货时烦请客人做二次 效果验证。
成本源於細節,品質全員參與
LGP胶带异物改善報告
祝您批阅愉快!谢谢!!
成本源於細節,品質全員參與
附件二 制程检验规范
成本源於細節,品質全員參與
LGP胶带异物改善報告
四、長期對策(三): 3-1. 将洁净车间机台生产区与包装检验区用软布帘隔开,可有效 防止待包装产品被机械组废料污染到。
产品封口不良整改报告范文
产品封口不良整改报告范文1.背景近期,我司在生产线上发现了一些封口不良的产品,这些产品的封口处存在严重的质量问题,已经导致一定数量的产品被退回或者被客户投诉。
为了解决这一问题,保证产品质量,避免进一步的损失,我们决定立即开展整改措施,以确保产品质量达到标准要求。
2.整改目标在此次整改中,我们的目标是:- 彻底解决封口不良的问题,确保全部产品的封口质量符合标准要求。
- 提高员工的封口技能和意识,减少人为失误。
3.整改计划3.1 调整生产工艺为了解决封口不良的问题,我们首先需要调整生产工艺,以确保每一个环节都符合质量要求。
我们计划进行以下改进:- 优化封口机器的设置,确保封口的温度、时间、压力等参数都在合适的范围内,以保证封口的质量。
- 引入先进的封口技术,采用更为可靠的封口方式,提高封口的一致性和稳定性。
- 设立封口工艺监控点,对封口环节进行定期巡检和监测,及时发现问题并进行调整。
3.2 培训与宣传为了提高员工的封口技能和意识,减少封口不良的发生,我们计划进行以下培训与宣传:- 组织专门的技术培训,对封口技术进行系统讲解和示范,提高员工的操作技能。
- 开展质量意识教育,加强员工对产品质量的重视和自我管理,提高工作细致性和谨慎性。
- 制作宣传海报,张贴在生产车间和员工休息区域,提醒员工关注封口质量,并加强质量意识的培养。
3.3 加强管理与监督为了确保整改措施的落实和效果,我们计划加强管理与监督,采取以下措施:-设立专门的整改小组,负责整改计划的制定、执行和跟踪。
组内成员包括生产经理、质量经理、技术员等。
- 每天开展封口质量检查,对每批产品进行抽检,确保封口质量符合标准要求。
- 建立质量奖惩制度,对质量突出表现的员工进行表扬或奖励;对多次出现质量问题的员工进行警告或处罚。
4.预期效果通过本次整改措施的实施,我们预期达到以下效果:- 封口不良问题得到彻底解决,产品的封口质量达到标准要求。
- 员工的封口技能得到提升,封口不良问题大幅减少。
产品中出现异物通报报告

产品中出现异物通报报告1. 引言本报告旨在通报产品中出现的异物情况,并对此进行分析和处理。
该异物通报报告共包含以下内容:背景介绍、检测发现情况、分析原因、处理措施和结论等五个部分。
2. 背景介绍我们公司专注于生产和销售食品包装容器。
最近,我们从一位顾客那里收到了关于我们产品中发现异物的投诉。
3. 检测发现情况在接到投诉后,我们立即展开了调查。
首先,我们要求投诉顾客提供了所购买产品的详细信息,包括批次号、生产日期等。
接着,我们要求顾客提供相关照片和样品以进一步了解情况。
经过仔细检查,我们发现异物是残留在产品中的金属颗粒。
此外,我们通过分析其他产品批次进行了对比,发现该问题是一个偶然事件,并未在其他批次的产品中发现类似的情况。
4. 分析原因为了找出异物的来源和原因,我们进行了进一步的调查和分析。
经过检查生产流程和设备,我们发现在特定批次的生产过程中,一台新安装的机器出现了故障。
机器问题导致了金属颗粒的残留。
具体来说,机器在产品的包装过程中使用了金属工具,以确保包装袋的封口牢固。
然而,由于机器故障,该金属工具意外磨损,导致金属颗粒残留于产品中。
5. 处理措施针对这次异物情况,我们立即采取了以下处理措施:- 进行了设备的紧急维修,并对相关设备进行了全面检查,以确保其他机器的正常运行;- 重新调整了生产流程,并对金属工具的使用进行了改进,以减少类似问题的发生;- 提升了员工的培训和意识,加强了品质控制的重要性,并建立了定期检查机器和产品的制度。
同时,我们联系了所有购买该批次产品的顾客,并主动进行了召回和退款,以确保消费者的权益。
6. 结论通过对异物情况进行的详细调查和分析,我们能够准确找出问题的根源,并采取了相应的处理措施。
同时,我们也进一步加强了产品的品质管理和员工的培训意识。
我们将持续关注产品质量问题,并采取更加严谨的措施来避免类似的问题再次发生,以确保我们的产品能够满足消费者的期望和要求。
感谢您对我们公司产品的关注和信任!如果您对此次事件有任何疑问或者需要进一步了解,请随时与我们联系。
茶谷LGP胶带溢胶改善报告

祝您批阅愉快!谢谢!!
成本源於細節,品質全員參與
3. 不良分析_产生原因
1
原因分析
人
机
刀模管控 LOSS
近期人员 异动较大
物料胶 体厚
为 何 产 品 溢 胶
环
法
料
成本源於細節,品質全員參與
3. 1不良分析_产生原因(1)
1 分析时间
2012年10月25日
2
分析人员
工程:张君辉科长/刘广刚 品质:趙光/刘漫 生产:劉水國主管/兰翠斌 业务:张强/张丽
刀模使用寿命图示
4. 改善对策
总体测试结论
此次异常为新进人员检验方式不当造成溢胶
改善对策
1. 此颗料工程图纸如下;针对图纸对产线技术员做现场教育。 2.重新修订此颗料制程检验站SOP,针对此次客诉溢胶问题点, 对新近人员做相关教育训练,宣导人员依SOP作业;
工程图纸
包装检验区SOP
成本源於細節,品質全員參與
吴江騰達包裝制品有限公司
北京茶谷LGP双面胶溢胶改善報告
核准: 赵光
作成: 刘曼
2012年10月25日
成本源於細節,品質全員參與
1. 确认不良现象
1 不良现象
腾达23.6-100LGP双面胶带在受入检验溢胶现象. 北京茶谷IQC 2012-10-24 K261.DT2360010.01 LGP双面胶带(23.6-100) 刘曼 2012-10-25
成本源於細節,品質全員參與
2
发生工程
3
发生时间
4
料号
5Байду номын сангаас
品名
6
确认人
7
确认时间
2. 调查不良履历
关于封胶之成品杂物不良之改善事宜
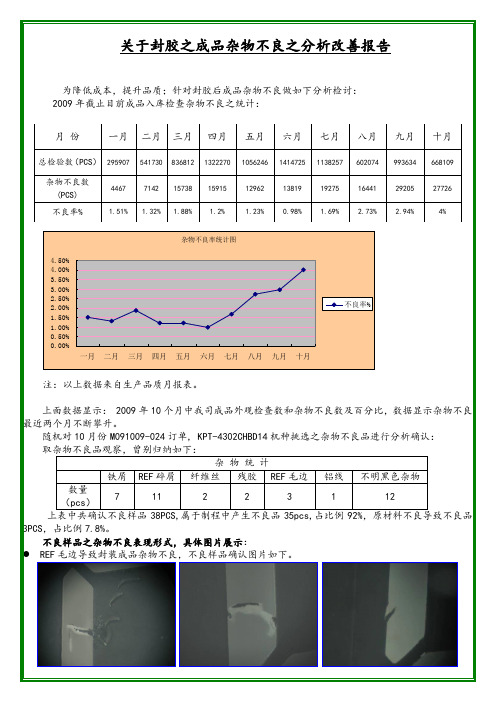
不明黑色杂物导致封装成品杂物不良,不良样品确认图片如下。
铁屑导致封装成品杂物不良,不良样品确认图片如下。
纤维丝导致封装成品杂物不良,不良样品确认图片如下。
残胶导致封装成品杂物不良,不良样品确认图片如下。
结合制程状况,分析以上杂物不良之产生原因:
1.REF毛边导致封装成品杂物不良:
为原材料本身不良,来料检验未有效拦截,导致不良流入产线;贴胶带前,
其去除,贴胶带后看杂物工序,作业人员未有效挑选处理。
2.REF碎屑导致封装成品杂物不良:
贴胶带前,REF清洁工序未能将其去除,贴胶带后看杂物工序作业人员未有效挑选处理。
3.不明黑色杂物和纤维丝导致封装成品杂物不良:。
产品里有异物处理报告

产品里有异物处理报告1. 异物发现我们公司生产的产品在最近的一次质检中发现了一些异物。
这些异物主要包括金属片、塑料碎片等,它们在产品内部被发现,其中有一部分还附着在产品表面。
以下是我们针对这些异物发现所进行的相关处理报告。
2. 根源调查我们立即成立了一个专门的小组,对生产过程中是否有可能导致异物进入产品的原因进行了深入调查。
经过初步的分析,我们发现以下几个可能存在的原因:- 供应商问题:部分供应商提供的原材料可能存在异物掺杂,导致异物进入产品。
- 设备故障:我们的生产设备可能存在故障,导致异物进入产品。
- 人为操作失误:我们的生产操作人员可能在操作过程中疏忽,导致异物进入产品。
3. 处理措施针对以上根源调查的结果,我们制定了如下的处理措施:3.1 供应商问题我们将立即联系涉及到的供应商,要求他们进行原材料的全面检查。
我们会加强与供应商的沟通,要求他们提供符合质量要求的原材料。
同时,我们也会对现有的供应商进行核查,以确保他们能够提供高质量的原材料。
3.2 设备故障我们将对生产设备进行全面的检查和维护。
对于存在故障的设备,我们将及时修复或更换,以确保设备的正常运转。
我们还将加强设备操作人员的培训,提高他们对设备故障的敏感性,以及对异物的发现和处理的能力。
3.3 人为操作失误我们将对生产操作流程进行重新评估和改进,并加强对操作人员的培训和管理。
我们会制定更加严格的操作规程,并加强对操作人员的监督和检查,确保他们按照规程进行操作,避免人为操作失误导致异物进入产品。
4. 质量风险评估针对这次异物发现事件,我们进行了质量风险评估。
根据现有情况分析,我们认为这次异物发现事件对产品的质量和安全性造成了一定的影响,但具体的影响程度还需要进一步的实验和测试来确定。
我们会进行严格的质量控制措施,并持续进行产品的检验和测试,以监测产品质量和安全性。
5. 客户沟通我们将主动与受影响的客户取得联系,并向他们说明我们在处理异物发现事件上所采取的措施以及未来的改进计划。
不良反应整改措施情况报告

不良反应整改措施情况报告1. 引言本报告旨在对公司内部产品不良反应整改措施的执行情况进行汇报和总结。
通过对不良反应的分析和整改措施的实施,我们旨在提高产品质量和客户满意度,确保公司产品的安全性和有效性。
2. 不良反应分析在过去一段时间内,我们收到了一些有关公司产品的不良反应报告。
这些不良反应主要集中在产品使用后出现的身体不适、过敏反应和效果不佳等方面。
为了更好地了解这些不良反应情况,我们对不良反应进行了分析。
经过数据分析,我们发现不良反应的主要原因包括: - 产品配方中含有潜在过敏原; - 产品存储、运输、使用等环节存在问题; - 产品使用说明不清晰或存在误导性信息; - 个体差异导致的不良反应。
3. 不良反应整改措施3.1 产品质量改进为了解决产品配方中的潜在过敏原问题,我们对产品的配方进行了全面的审查和调整。
我们与专业的化妆品研发团队合作,将过敏原含量减到最低限度,并采用更为温和和安全的原料替代。
3.2 质量控制体系优化为了改进产品的存储、运输和使用环节,我们进行了质量控制体系的优化。
我们加强了对原材料的采购审查,确保原材料的质量符合标准;更新了存储和运输的操作规范,并定期对产品进行监测和检验,确保产品质量的稳定性。
3.3 产品说明和警示改进针对产品使用说明不清晰或存在误导性信息的问题,我们与研发团队、市场团队和法务团队合作,对产品说明进行了修订。
更新后的产品说明更加详细和准确,能够正确告知客户产品的使用方法、注意事项和可能的风险,以降低不良反应的发生。
3.4 客户投诉处理机制强化为了更好地及时了解和处理不良反应情况,我们加强了客户投诉处理机制。
我们设立了专门的不良反应投诉接收团队,并建立了统一的反应收集和分析系统。
客户可以通过多渠道向我们反馈不良反应情况,我们及时进行跟进,并采取相应的整改措施。
4. 整改措施执行情况4.1 产品质量改进执行情况产品质量改进措施已经得到了有效执行。
我们与研发团队密切合作,成功调整了产品配方,并进行了相关的测试和验证。
产品包入异物改善报告

产品包入异物改善报告一、概述本报告旨在总结产品包入异物的问题,并提出改善措施,以确保产品质量和顾客满意度。
通过对现有问题的分析和改进方案的制定,我们将努力消除异物入侵的风险,提高产品的安全性和可靠性。
二、问题分析产品包入异物是一个严重的质量问题,对顾客的使用体验和品牌形象造成了负面影响。
经过调研和检测,我们发现造成产品包入异物的主要原因有以下几点:1. 生产线上的设备问题生产线上的设备可能存在故障或老化,导致产品包装时发生错误。
例如,输送带可能出现松动或卡住,从而使异物进入包装容器中。
2. 包装材料供应问题供应商提供的包装材料可能存在质量问题。
例如,包装袋的封口不牢固,容易被异物破损,导致异物进入产品中。
3. 操作者疏忽或技能不足操作者的疏忽或技能不足也是导致异物入侵的常见原因。
例如,操作者可能不小心将异物掉落到产品中,或者包装过程中没有严格遵循操作规程。
三、改进措施为了解决产品包入异物的问题,我们将采取以下措施,从根本上减少异物入侵的风险:1. 设备维护与更新定期对生产线上的设备进行维护和检修,及时修复故障和更换老化部件,以保证设备运行的稳定性和可靠性。
同时,考虑引入自动化设备和精确控制系统,减少人为因素对产品包装的影响。
2. 供应商质量管理与包装材料供应商建立更紧密的合作关系,加强对其质量管理体系的审核和监督。
确保供应的包装材料符合质量标准,并对每批材料进行严格检查,以避免因包装材料质量问题而导致的异物入侵。
3. 培训和规程优化加强操作者的培训,提高其对产品包装过程的认识和操作技能。
同时,优化操作规程,明确操作流程和注意事项,加强对操作者的监督和管理,确保操作规程的严格执行。
4. 引入检测和筛查机制引入先进的检测设备和筛查机制,对产品进行自动化检测和筛查,以确保产品中没有异物。
例如,可以引入金属检测器、X光机等设备,对产品进行全面检测,确保产品的安全性和合格性。
四、改善预期和效益通过以上改善措施的实施,我们有信心解决产品包入异物的问题,取得以下预期效益:1. 提升产品质量有效减少产品包入异物的风险,提升产品的质量和可靠性。
异物CIP改善报告-13W(总结)

3472651094333873312932762332361441281177284 350200100350350350350200200200200100100100100 01002003004005001月JAN2月FEB3月MAR W1W2W3W4W5W6W7W8W9W10W11W12原因分析改善实施计划1.由PE 工程师制订培训教材,培训员工加工手法及每款产品的注意事项.2. 新产品生产或有新员工作业时,由当班后加工组长或担当QC 对其进行讲解.3.要求作业员严格按照作业指导书要求作业,每次拿取产品加工时,数量不可超过≤10PCS,并由当班组长或QC 对其进行监督确认,并实施奖惩措施.员工培训签到表jpg再次理论知识培训再次实践指导已经培训新员工培训PE 现场做给作业员看培训计划现状及原因分析改善实施计划1.由PE工程师制订培训教材,培训员工加工手法及每款产品的注意事项.2. 新产品生产或有新员工作业时,由当班后加工组长或担当QC对其进行讲解.3.要求作业员严格按照作业指导书要求作业,每次拿取产品加工时,数量不可超过≤10PCS,并由当班组长或QC对其进行监督确认,并实施奖惩措施.培训签到表培训计划原因分析改善实施计划增加一块泡棉,将泡棉插在胶框宽边,填满产品与胶箱的间隙,以防止晃动而产生的异物.模拟运输振箱试验结果如下:1、改善前异物数量:5PCS2、改善后异物数量:1PCS D=0.081/4导入评估1/9送货15775 PCS ,未见异常1/6导入原因分析改善实施计划1.品质部请购空气粒子计数器定期检测监控包装环境的洁净度,每天对包装环境进行监测,标准:0.5微米的尘埃粒子小于100000pcs/ft3,5.0微米尘埃粒子小于700pcs/ft3.2.品质部请购照度测试仪,每天点检生产部的工作台及检验台灯光亮度,要求光照度达到300~750LUX.提升不良检出率.3.对包装物料处理过程进行变更.2/1 验证2/20变更前:无尘室包装物料进出流程变更后:无尘室包装物料进出流程现状及原因分析改善实施计划3/25效果确认盘点模具生产状况按要求进行保养列出模具保养计划模具保养计划:1.注塑成型数量达到30000 PCS进行模面清洁保养2. 连续生一周就需要进行模腔清洁保养。
异物、破片改善报告
异物及其原因
由于现场5S没有很好的执行,蚊
破片及其原因
叠层是个需要默契的岗位,吸取
虫等非材料异物造成的不良有所 上升
电池片、排串和焊接汇流条时头 尾人员常因不同步操作造成破 片、隐裂,间接影响层压件的合 格率
6
串焊 虽然异物、破片的产生大部分出自叠层和层压并且承担相应责任,
但不能排除串焊对叠层的直接影响,对破片的间接影响。
处理 总结
改善 计划
检查 结果
• 改善前后作对比, 确认改善计划的执 行情况与效果
执行 目标
• 任何改善都不是一 个人能完成的,需 要相关部门人员的 相互配合,共同执 行
10
谢 谢!
11
异物及其原因
串焊虚焊、空焊造成层压抽真空
破片及其原因
串焊虚焊、空焊导致互联条压破
时互联条脱离背电极,形成导体 异物,背板出现鼓包
电池片
7
单焊 是“三检法”最受益的工序,经过多工序后异物、隐裂基本被过滤,但不规
范的返工方式使层压件出现电池片划伤、溢锡、过焊一直存在,不值得返工,却影响 组件成品的外观
生产过程产生的边料、废料合理
破片的弯曲片和缺角片停留在分 选处
要求单焊、串焊、叠层有效的执
叠层人员的手套、指套及时更
换,禁止将脏污的手套伸入叠层 件,严禁使用易沾染污染物的纯 棉手套擦拭玻璃、EVA胶膜、电 池片,如有需要使用无尘布擦拭
对叠层人员和镜检人员进行针对
行自检、互检,尽可能将可见不 良和隐患排除,减少由于EL设备 原因造成的漏检
异物及其原因
层压人员在粘贴玻璃面隔层纸
破片及其原因
层压人员在抬取待压件调整摆放
时,纸张进入叠层件
不良报告原因分析以及改善范本
Sample 04:
X20 倍 PET反面无线状刮伤
X20 结构波谷无线状刮伤
X20 结构波峰有损伤不良
X50 结构波谷无线状刮伤
X50 结构波峰有损伤
一、不良现象及原因说明:
机种:LP156WH2-TLAA 料号:3032L-0664E
材质:HGL-1-SF2 T200um
Sample 05:
X20 倍 PET反面无线状刮伤
增加清潔措施說明:
1.在包裝前以LED燈源再檢驗一次,假设發現側邊異物退回品檢重新清潔。
品檢
洗料
LED 燈檢
包裝
側邊異物檢驗結果
Lot 1
無LED檢驗
無異物
LED燈檢驗
3顆
2.LED強光燈檢測導入:
DFO针对LGD机种全部片材导入經過強光燈檢查, 後續出貨內外箱會標示〝強光燈檢查品〞!
Lot 2 無異物
材质:HGL-1-SF2 T200um
Sample 02:
X20 倍 PET反面无线状刮伤
X20 结构波峰有损伤不良
X20 结构波谷无线状刮伤
X20 结构波峰----擦试后无变化
X50 结构波谷无线状刮伤
X50 结构波峰有损伤
一、不良现象及原因说明:
机种:LP156WH2-TLAA 料号:3032L-0664E
材质:HGL-1-SF2 T200um
Sample 03:
X20 倍 PET反面无线状刮伤
X20 结构波谷无线状刮伤
X20 结构波峰有损伤不良
X50 结构波谷无线状刮伤
X50 结构波峰有损伤
一、不良现象及原因说明:
机种:LP156WH2-TLAA 料号:3032L-0664E
胶布撕脱皮不良事件报告表范文案例
胶布撕脱皮不良事件报告表范文案例英文回答:I experienced a situation where the adhesive tape I was using did not adhere properly and caused some issues. Let me share the details of this incident and how it affected me.One day, I was trying to fix a broken handle on a cabinet using adhesive tape. I thought it would be a quick and easy fix, but unfortunately, the tape did not stick well to the surface. As a result, the handle kept coming off, making it impossible to use the cabinet properly.I was frustrated and disappointed with the poor performance of the tape. It not only wasted my time but also caused inconvenience in my daily life. I had to find an alternative solution to fix the handle, which involved additional effort and cost.This incident reminded me of the importance of using reliable and high-quality adhesive products. It also taught me the lesson of not taking things for granted and always being prepared for unexpected situations. Sometimes, eventhe simplest tasks can turn into a challenge if the toolswe rely on fail us.中文回答:我曾经遇到过一次使用胶布时粘性不好的情况,导致一些问题。
异物不良报告
5、改善措施
5-1 针对不良原因,做不良改善如下:
1.人员Loss专项改善:
5、改善措施
新近人员Loss不良改善计划及方案,进行培训/实物测试
5、改善措施
2.端面异物未清洁干净:
端面清洁治具 (红色框内为粘尘纸)
端面异物不良改善
内包装前,增加端面清洁动作
异物不良报告
1、团队成员
2、现象描述
3、临时对策
4、原因分析及验证3. 原因分析--鱼骨图
4-1 异物产生原因鱼骨图
机
人
机台老化
段复合辊 表面不平整
人员Loss
来料不良
防静电手套 易掉毛屑
AG材料特性
无尘服洁净度不够
料
法
偏光片表面 未清洁干净
端面异物未 清洁干净
车间内地面、回风、四壁、 夹层脏污残留
车间洁净度
TAC表面异物 收入卷内
更衣室衣柜 易积尘
环
4、原因分析及验证3. 原因分析--鱼骨图
4-2 异物产生原因
4、原因分析及验证3. 原因分析--鱼骨图
4-2 异物产生原因
4、原因分析及验证3. 原因分析--鱼骨图
4-2 异物产生原因
4、原因分析及验证
清洁完后,用小手电检查端面清 洁效果
5、改善措施
3.延伸段复合辊表面不平整:
通过“延伸复合线胶辊手工打磨/机磨作业指导书”,规定延伸复合辊使用周期 和打磨频率,有效减少因复合辊的异常导致偏光膜气泡不良
打磨效果由设备/技术部门确认,且技术部追踪打磨后复合辊复合产品OK
5、改善措施
4.防静电手套易掉毛屑 5.无尘服洁净度不够 6.更衣室衣柜易积尘
400HM10 TAPE不良改善报告120521-1
3. 改善 对策
不良原因 ■直接原因:
1.作业人员贴附错误导致不良发生
2. 管理人员未对贴附的方式检讨出最好方法 导致作业人员在作业时发生失误造成不良
改善对策 ■临时对策
1.对客户处的不良进行sorting 2.厂内库品进行sorting,返工后台车标识“已返工OK” 3.Sorting结果如下:
400HM10 tape不良ห้องสมุดไป่ตู้善报告
作成 梁娟娟
检讨
确认 李贵同
2012年 05月 21日 苏州韩利电子科技有限公司
目录
1
不良现象
目录
2
发生原因
3
改善对策
1. 不良 现象
不良发生现象
TAPE贴错
IQC 受入检查
5/20
发生2EA
* 生产日期:2012.5.14 TAPE漏贴 process发生 DS未提供 1EA
区分 总数 1080 9460 不良数 2EA 不良率 2.5% 返工后出荷 备注
责任者
完成日期
生产部 品质部
5/26
■间接原因:
1.新进人员作业时培训不到位,没有对应 管控措施. 2. 检查人员未检出此不良,导致流入到客 户处
客户端 内部
■根本对策:
1.全体作业人员进行教育,加强品质意识,特别针对新进员工加强 培训,教育,完全明确作业手法,符合作业要求OK后,才可上线作 业, 2.每天上班前由班长对不良现像及SOP内容宣导后方可上岗 3.新人对产品的贴附进行联系,完全熟练ok后方可.进行作业(最少4 小时) 4.对此MODEL 1.正面上下 2.正面左右+ 反面黑色 3.反面白色
检查
谢谢!
数量:1080EA
异物改善报告

工程变更 少人 化 异物改善
5000 PPM
1000 PPM
Hale Waihona Puke Lens Assy+Spring 作業line 移動(IN-Line化) - 改善Point : 製品動線 改善 ※效果 - 流入異物改善 , 人員減縮 J-Teck (3名) ※ Ubis (3名)
少人化
7/15∼ ∼ 7/15 ∼
JTeck k Ubis
VCM2 Process 变更 异物改善
Ubis
Ⅱ.改善課題 現況
工程变更 少人化 异物改善
改善项目 现水准 目标 实践课题 Housing/Fpcb Gap 檢査 工程 - 改善Point : 融着時 0.20mm 管理 , Parameter 管理 ※效果 -人員減縮(4∼8名) , 異物發生Sub Line 移動除去 J-Teck (8名) , Ubis(4名) 改善类型 日程 7/12∼ ∼ 担当 JTeck k UBis
品质改善 W/S 報告
Ⅰ . 品质指标 分析 Ⅱ . 改善課題 现况 Ⅲ.改善 組織圖
品 质 革 新 1 1 年 7 月
Ⅰ.品质指标 分析
MQA 異物
Ⅰ. 短期 改善 Item 改善結果 ① 異物關聯 指標共有
② 改善活動內容
③ 次週 重点 推進內容 ④ 基本遵守 檢證內容 异物 ⑤ 主要 情報 共有
2.变更前:VCM2内的FPCB Drive IC 四周不用
BOND封住 变更后:Drive IC 四周增加BOND封住避 免Crack不良 8月1日开始SPL检讨
设计变更
8月1
日~
7/18∼
JTeck UB
[Housing洗淨方向]
Ⅱ.改善課題 現況
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
審核:赵光
2012/10/10
制作:刘曼
2012/10/10
成本源於細節,品質全員參與
LGP胶带异物改善報告
一、不良再現:
12.10.1日到货的腾达23.6-100 LGP双面胶带在受入检验时有粘取异 物较多现象。
粘取异物 1
異常圖片
粘取异物 2
異常圖片
成本源於細節,品質全員參與
附件二 制程检验规范Biblioteka 成本源於細節,品質全員參與
LGP胶带异物改善報告
四、長期對策(三): 3-1. 将洁净车间机台生产区与包装检验区用软布帘隔开,可有效 防止待包装产品被机械组废料污染到。
附件二 制程检验规范
成本源於細節,品質全員參與
LGP胶带异物改善報告
四、長期對策(三): 3-1. 针对此客诉问题点对现场作业人员做教育训练,并将不良图片张 贴于宣告栏。
LGP胶带异物改善報告
二、原因分析:
人
品管漏失
机
包装组检 验人员未 对异物做 重点管控 巡检品管 未有效管 控异物
检验到
公司大环 境有污染
为何 有异 物不 良
原材来料 有异物
环
法
料
成本源於細節,品質全員參與
LGP胶带异物改善報告
三、臨時對策: 1.客诉品:45000+60000ps。 北京驻厂人员在客户端做全数返工处理,已确认OK入库。 2.检查厂内库存:0 ps。
成本源於細節,品質全員參與
LGP胶带异物改善報告
四、長期對策(一): 1-1.针对异物脏污异常,更新双面胶和离型膜来料检验SIP,来料 IQC发现有异物超规格异常时即召集供应商来我司做改善处理。
附件一来料检验SIP
离型膜来料检验SIP
成本源於細節,品質全員參與
LGP胶带异物改善報告
四、長期對策(二): 2-1. 针对包装检验工站的检验基准书做现场教育 (如下图示).可 有效管控待包装产品的异物不良。
宣告栏教育训练图片
成本源於細節,品質全員參與
LGP胶带异物改善報告
五、對策驗證:
1. 以上对策已导入实施。 2. 此机种暂无出货,待下批出货时烦请客人做二次 效果验证。
成本源於細節,品質全員參與
LGP胶带异物改善報告
祝您批阅愉快!谢谢!!
成本源於細節,品質全員參與