DIN6930-2钢材质冲压件一般公差
不锈钢板尺寸公差范围表和厚度公差表

不锈钢板尺寸公差范围表和厚度公差表不锈钢板表面光洁,有较高的塑性、韧性和机械强度,耐酸、碱性气体、溶液和其他介质的腐蚀。
不锈钢板按制法分热轧和冷轧的两种,包括厚度0.02-4毫米的薄冷板和4.5-50毫米的中厚板。
按钢种的组织特征分为5类:奥氏体型、奥氏体-铁素体型、铁素体型、马氏体型、沉淀硬化型。
要求能承受草酸、硫酸-硫酸铁、硝酸、硝酸-氢氟酸、硫酸-硫酸铜、磷酸、甲酸、乙酸等各种酸的腐蚀,广泛用于化工、食品、医药、造纸、石油、原子能等工业,以及建筑、厨具、餐具、车辆、家用电器各类零部件。
为了保证各类不锈钢板的屈服强度、抗拉强度、伸长率和硬度等力学性能符合要求,钢板交货前必须经过退火、固溶处理、时效处理等热处理。
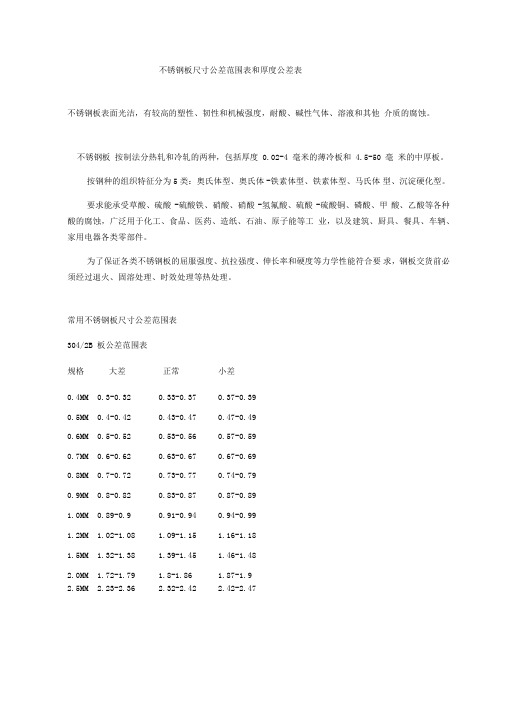
常用不锈钢板尺寸公差范围表304/2B板公差范围表规格大差正常小差0.4MM 0.3-0.32 0.33-0.37 0.37-0.390.5MM 0.4-0.42 0.43-0.47 0.47-0.490.6MM 0.5-0.52 0.53-0.56 0.57-0.590.7MM 0.6-0.62 0.63-0.67 0.67-0.690.8MM 0.7-0.72 0.73-0.77 0.74-0.790.9MM 0.8-0.82 0.83-0.87 0.87-0.891.0MM 0.89-0.9 0.91-0.94 0.94-0.991.2MM 1.02-1.08 1.09-1.15 1.16-1.181.5MM 1.32-1.38 1.39-1.45 1.46-1.482.0MM 1.72-1.79 1.8-1.86 1.87-1.92.5MM 2.23-2.36 2.32-2.42 2.42-2.473.0MM 2.7-2.77 2.78-2.85 2.85-2.9304/NO.1热轧板公差范围表规格大差正常小差3.0MM 2.6-2.75 2.75-2.85 2.86-2.94.0MM 3.5-3.6 3.6-3.75 3.76-3.955.0MM 4.5-4.6 4.6-4.75 4.75-4.956.0MM 5.4-5.6 5.6-5.75 5.75-5.858.0MM 7.3-7.5 7.5-7.65 7.65-7.8510.0MM 9.2-9.3 9.3-9.6 9.6-9.8512.0MM 11.1-11.2 11.2-11.6 11.6-11.8514.0MM 13.1-13.2 13.2-13.6 13.6-13.85不锈钢板厚度公差表1、按厚度分类:(1)薄板(0.2mm-4mm) (2)中板(<=20mm)(3)厚板(4mm-60mm) (4)特厚板(60-115mm)2、。
DIN_6930-m中文版
中国重型汽车工业联营公司China Heavy Duty Truck Corp企业标准ENTEVPISE STANDARD编号DIN-6930钢制冲压件一般公差根据DIN6930-83第2部分代替1972年4月版和DIN6930第3部分71年10月版,DIN6930第4部分71年10月版。
1、用途:本标准用来简化图纸,并规定了在四个精度等级[即精密级(f)、一般级(m)、粗糙级(g)和特粗级(sg)]情况下,长度、角度、同轴度、对称度的一般公差。
在选择精度等级时,应考虑到工厂通常采用的精度。
如果需要较小的公差,或者允许较大的公差,且也较经济,则这些公差须—一标注。
2、使用范围本标准规定的一般公差,适用于冷、热加工的钢板冲压件,当在图纸上或在所属的资料中(例:供货条件)出现了参见本标准的标注时,则本标准规定的一般公差同样适用。
本标准的一般公差,不适用于精加工(见VD13345)的零件。
在特殊情况下,如果本标准作为由板材生产的半成品零件或由其它钢材生产的零件的标准,则应进行协商。
在使用本标准时,最好参照DIN 3932,冲压件,形状控制标准。
DIN 6930第1部分适用于冲压件供货技术条件。
现有图纸的一般公差见第5节。
3、一般公差3.1概况本标准中所规定的一般公差,不仅考虑了冲压技术的特点,也同时顾及了工具损耗。
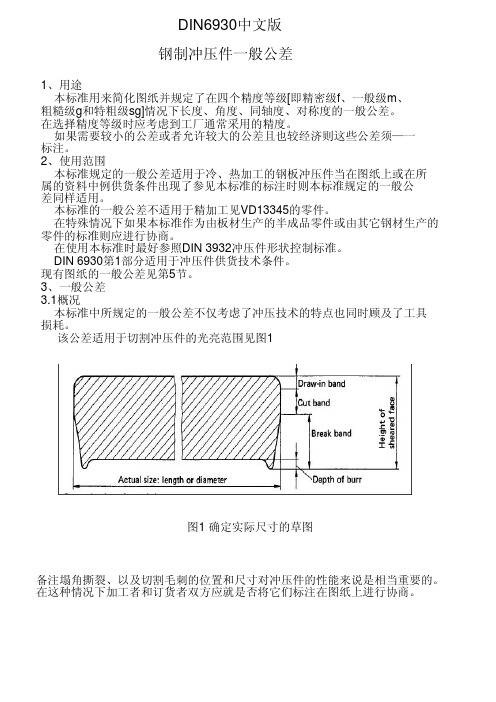
该公差适用于切割冲压件的光亮范围(见图1)图1 确定实际尺寸的草图中国重型汽车工业联营公司China Heavy Duty Truck Corp企业标准ENTEVPISE STANDARD编号DIN-6930钢制冲压件一般公差根据DIN6930-83第2部分代替1972年4月版和DIN6930第3部分71年10月版,DIN6930第4部分71年10月版。
备注:塌角,撕裂、以及切割毛刺的位置和尺寸,对冲压件的性能来说是相当重要的。
在这种情况下,加工者和订货者双方应就是否将它们标注在图纸上进行协商。
DIN 6930钢冲压件
DIN 6930钢冲压件文字翻译稿后附的文字翻译稿未经DIN-Sprachendienst检查其准确性。
因此,德国标准协会(DIN) 对其正确性或完整性不承担任何责任。
不可将本翻译稿视为经DIN授权批准的翻译稿。
给出口商的技术关心翻译稿DIN 6930第一部分1983年1月钢冲压件技术规范源语言版本发行人DEUTSCHES INSTITUT FUR NORMUNG 西德柏林30 D-1000Postfach1107给出口商的技术关心采取了所有的合理措施以确保翻译稿的准确性,但对任何错误、遗漏或不准确性不承担任何责任。
若有疑咨询或争议,源语言版本为唯独有效版本。
©给出口商的技术关心英国标准协会MK14 6LE, Milton Keynes, Linford WoodUDC 669.14-41-13: 德国标准DIN621.96:620.16930钢冲压件第一部分技术规范1983年1月取代1972年1月版本1. 应用领域本标准适用于以0.1mm以上厚度的扁钢钢材为原材料,通过专门的冲压工艺(见DIN 9870 第一部分)生产的部件(简称“冲压件”)。
冲压工艺还包括步冲切割,参见DIN 8588,还应留意3.4项。
本标准不包含周密冲裁工艺(见VDI 3345)。
本标准讲明的规范适用于任何涉及该标准的图纸或有关讲明(如定购讲明)。
如果本标准临时用于非扁钢或非钢的半成品制成的部件,供货方和用户之间须达成专门协议。
2. 扁材冲压件由下列扁材制成:DIN 1016 扁钢轧材;热轧带钢、厚度小于3m m的热轧带钢、轮廓尺寸、尺寸、外形和重量公差。
DIN 1017 第一部分钢筋;一样用途的热轧扁材;轮廓尺寸、重量和公差。
DIN 1017 第二部分钢筋;专门用途的热轧扁材;轮廓尺寸,重量和公差。
DIN 1541 扁钢轧材;非合金钢冷轧宽带材和板;轮廓尺寸,尺寸和外形公差DIN冲压件委员会(德国标准协会) 1.DIN 1543 扁钢轧材;厚度为3到150mm的热轧板/薄板;尺寸、重量和外形公差。
常见冲压件检验标准
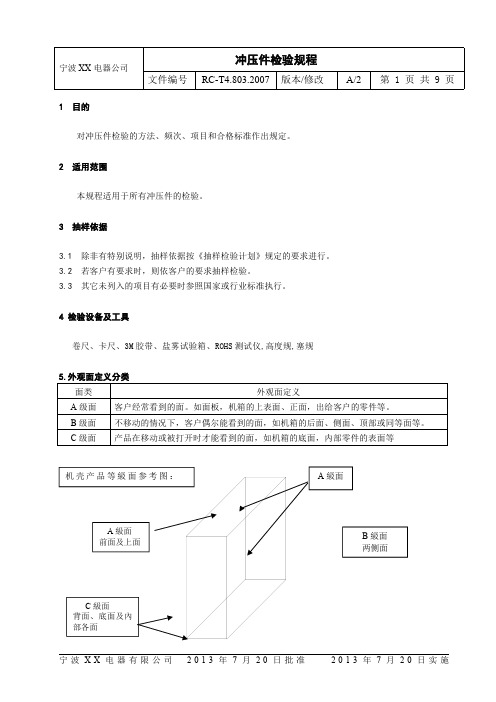
冲压件检验规程
文件编号 RC-T4.803.2007 版本/修改
1 目的
A/2 第 1 页 共 9 页
对冲压件检验的方法、频次、项目和合格标准作出规定。
2 适用范围
本规程适用于所有冲压件的检验。
3 抽样依据
3.1 除非有特别说明,抽样依据按《抽样检验计划》规定的要求进行。 3.2 若客户有要求时,则依客户的要求抽样检验。 3.3 其它未列入的项目有必要时参照国家或行业标准执行。
2013 年 7 月 20 日批准
2013 年 07 月 20 日实施
QS-T4.803.2007
第 4 页 共 9页
8.24 零 件 尺 寸 依 图 面 或 SI P 规 定 的 尺 寸 进 行 检 验 . 8.25 复 杂 零 件 检 验 应 进 行 组 装 实 配 ,以 验 证 零 件 的 可 使 用 性 及 功 能 .Βιβλιοθήκη 出現目视 可見的破裂 )。
7.3 撞 伤 — 材 料 受 力 撞 击 而 造 成 的 损 伤 , 且 產 品 表 面 有 破 裂 受 损 及 断 差 感 。
7.4 擦 伤 — 指 材 料 表 面 因 相 互 接 触 摩 擦 所 导 致 的 损 伤 。
7.5 脏 污 — 一 般 为 加 工 过 程 中 , 不 明 油 漬 或 污 物 附 着 造 成 。
需 烤 漆 之 部 件 Φ 2.2O-2.50mm 之 间 , 高 度 0.40-0.50mm 之 间 ; 非 烤 漆 之 部 件 Φ 2.50-2.80mm 之 间 , 高 度 0.40-0.50mm 之 间 ; 8.21 电 镀 产 品 之 电 镀 层 厚 度 须 符 合 图 面 规 定 , 未 明 确 规 定 者 , 须 达 5μ m 以 上 。 8.22 高 温 熔 接 、 切 割 作 业 部 件 不 得 有 溅 渣 、 脫 焊 、 错 位 之 现 象 。 8.23 组 立 件 (铆 钉 、 铆 合 、 点 焊 等 )不 可 有 错 位 、 缺 件 、 错 件 的 现 象 。
DIN 6932-2011冲压零件结构工艺性
DIN 6932
ICS 77.140.50
D
Supersedes DIN 6932:2010-01
Design rules for stamped steel parts, English translation of DIN 6932:2011-10
Gestaltungsregeln für Stanzteile aus Stahl, Englische Übersetzung von DIN 6932:2011-10 Règles de développement pour pièces découpées et embouties en acier, Traduction anglaise de DIN 6932:2011-10
Document comprises 18 pages
Translation by DIN-Sprachendienst.
In case of doubt, the German-language original shall be considered authoritative.
No part of this translation may be reproduced without prior permission of DIN Deutsches Institut für Normung e. V., Berlin. Beuth Verlag GmbH, 10772 Berlin, Germany, Copyright Deutsches Institut für Normung e. V. right of sale for German Standards (DIN-Normen). has the exclusive
DIN 中文版
备注塌角撕裂、以及切割毛刺的位置和尺寸对冲压件的性能来说是相当重要的。 在这种情况下加工者和订货者双方应就是否将它们标注在图纸上进行协商。
振动剪加工的冲压件的实际尺寸是波峰尺寸波纹截面的峰点见图2
图2 确定用振动剪加工的冲压件实际尺寸的草图
冲压件的实际尺寸可能受所用板材厚度偏差的影响。且必须注意到在弯曲成 形或深冲时板材厚度可能改变。 3.2平面冲压件的一般公差
表6、剪切带材或由带材弯曲而成的型材的直线度公差
图6 带材的直线度 此处的带材宽度b与板厚s之比bs=251为根据制成对所有型材 纵轴表6中规定的公差均适用于带材弯曲而成的型材。 6.2带材、型材的扭曲 剪切带材和用带材弯曲而成的型材的扭曲允许每1000mm长度最 高达0.5°见图7。 此外基于带材宽度b与板厚s之比bs=251
表1、冲压件长度的上、下偏差除曲率半径
表2、曲率半径的上、下偏差 表3、平面冲压件角度的上、下偏差
3.2.4平面冲压件同轴度和对称度的一般公差 同轴度公差对称度公差的概念及其ห้องสมุดไป่ตู้面标注见DIN 7184第1部分。
3.2.4.1同轴度 同轴度公差由所标注的结构要素中最大公称尺寸决定。根据公称
尺寸板厚和所选的精度等级在表1中找出所对应的上、下偏差。上 偏差减去下偏差的差值即为同轴度公差。
修改 与1972年4月出版的DIN 6930及1971年10月出版的DIN 6930
第3、4部分相比作了以下修改 a) 将使用范围扩大到了板厚1.0mm及所有种类的冲压件。 b) 将一般公差分为四个精度等级。 c) 新增加了各种允许偏差。 d) 修改了标记。
编制说明
修改本标准的第二至第四部分主要有下述三种理由。 1、本标准的使用原来只限于相当厚的钢板冲压件。 2、因本标准的公差只限于一定的结构要素或组合件故在许多场合 选择公差时出现了许多困难。 3、因设计者常不了解加工方法且设计者在只考虑零件的功能而不 考虑加工方法的情况下规定公差因此将切割件的尺寸偏差与加工方 法联系起来是一件很棘手的事情。
不锈钢板尺寸公差范围表和厚度公差表
不锈钢板尺寸公差范围表和厚度公差表不锈钢板表面光洁,有较高的塑性、韧性和机械强度,耐酸、碱性气体、溶液和其他介质的腐蚀。
不锈钢板按制法分热轧和冷轧的两种,包括厚度 0.02-4 毫米的薄冷板和 4.5-50 毫米的中厚板。
按钢种的组织特征分为5 类:奥氏体型、奥氏体-铁素体型、铁素体型、马氏体型、沉淀硬化型。
要求能承受草酸、硫酸-硫酸铁、硝酸、硝酸-氢氟酸、硫酸-硫酸铜、磷酸、甲酸、乙酸等各种酸的腐蚀,广泛用于化工、食品、医药、造纸、石油、原子能等工业,以及建筑、厨具、餐具、车辆、家用电器各类零部件。
为了保证各类不锈钢板的屈服强度、抗拉强度、伸长率和硬度等力学性能符合要求,钢板交货前必须经过退火、固溶处理、时效处理等热处理。
常用不锈钢板尺寸公差范围表304/2B 板公差范围表规格大差正常小差0.4MM 0.3-0.32 0.33-0.37 0.37-0.390.5MM 0.4-0.42 0.43-0.47 0.47-0.490.6MM 0.5-0.52 0.53-0.56 0.57-0.590.7MM 0.6-0.62 0.63-0.67 0.67-0.690.8MM 0.7-0.72 0.73-0.77 0.74-0.790.9MM 0.8-0.82 0.83-0.87 0.87-0.891.0MM 0.89-0.9 0.91-0.94 0.94-0.991.2MM 1.02-1.08 1.09-1.15 1.16-1.181.5MM 1.32-1.38 1.39-1.45 1.46-1.482.0MM 1.72-1.79 1.8-1.86 1.87-1.92.5MM 2.23-2.36 2.32-2.42 2.42-2.47304/NO.1热轧板公差范围表规格大差正常小差3.0MM 2.6-2.75 2.75-2.85 2.86-2.94.0MM 3.5-3.6 3.6-3.75 3.76-3.955.0MM 4.5-4.6 4.6-4.75 4.75-4.956.0MM 5.4-5.6 5.6-5.75 5.75-5.85 8.0MM7.3-7.5 7.5-7.65 7.65-7.85 10.0MM 9.2-9.3 9.3-9.6 9.6-9.8512.0MM11.1-11.211.2-11.611.6-11.8514.0MM 13.1- •13.213.2-13.6 13.6-13.85不锈钢板厚度公差表1、按厚度分类:(1)薄板(0.2mm-4mm) (2)中板(<=20 mm ) ( 3)厚板(4mm-60mm) (4)特厚板(60-115mm)3.0MM 2.7-2.77 2.78-2.85 2.85-2.94、5、6 (注:表格素材和资料部分来自网络,供参考。
DIN 6930-2 一般公差

Januar 2010
D
Ersatz für die 2008-10 zurückgezogene Norm DIN 6930-2:1989-04
Normen-Download-Beuth-ElringKlinger AG-KdNr.6335964-LfNr.4751767001-2010-01-12 15:49
Gesamtumfang 16 Seiten
Normenausschuss Werkzeuge und Spannzeuge (FWS) im DIN
© DIN Deutsches Institut für Normung e.V. · Jede Art der Vervielfältigung, auch auszugsweise, nur mit Genehmigung des DIN Deutsches Institut für Normung e.V., Berlin, gestattet.
2
DIN 6930-2:2010-01
Vorwort
Dieses gegenüber der zurückgezogenen Vorgängerausgabe sachlich unveränderte Dokument wurde vom Normenausschuss Werkzeuge und Spannzeuge (FWS) erarbeitet. Früherer Hauptträger dieser Norm war der durch den DIN-Präsidialbeschluss 8/1993 aufgelöste selbstständige Arbeitsausschuss Stanzteile (A Stanzteile). Es wird auf die Möglichkeit hingewiesen, dass einige Texte dieses Dokuments Patentrechte berühren können. Das DIN ist nicht dafür verantwortlich, einige oder alle diesbezüglichen Patentrechte zu identifizieren.
冲压模具公差及间隙标准

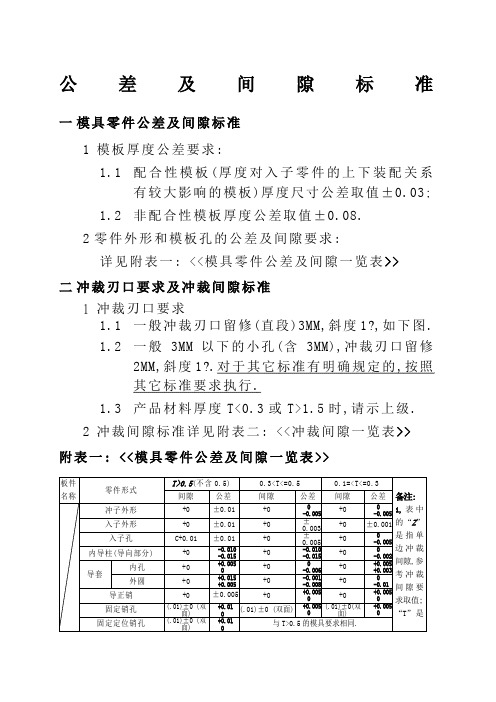
公差及间隙标准
一模具零件公差及间隙标准
1 模板厚度公差要求:
配合性模板厚度对入子零件的上下装配关系有
较大影响的模板厚度尺寸公差取值±;
非配合性模板厚度公差取值±.
2零件外形和模板孔的公差及间隙要求:
详见附表一: <<模具零件公差及间隙一览表>>
二冲裁刃口要求及冲裁间隙标准
1 冲裁刃口要求
一般冲裁刃口留修直段3MM,斜度1,如下图.
一般3MM以下的小孔含3MM,冲裁刃口留修2MM,
斜度 1.对于其它标准有明确规定的,按照其它
标准要求执行.
产品材料厚度T<或T>时,请示上级.
2 冲裁间隙标准详见附表二: <<冲裁间隙一览表>>
附表一: <<模具零件公差及间隙一览表>>
附表二: <<冲裁间隙一览表>>
注: 1.上表所列间隙值均是指单边冲裁间隙Z.
2.冲裁间隙Z的取值与冲裁的料片材质、厚度及生产条
件模具形式等有关.
3.未作注明者均不区分模具形式是工程模/连续模.
4.对于3MM以下小孔,当冲裁的料片材质为GI或不锈钢
/CRS/铝时,单边冲裁间隙Z=10%T.
5.冲裁的料片材质上表未列出时如铜,冲裁间隙请示上
级.。
DIN6930-2钢材质冲压件一般公差

·Word 资料印刷,即使部分印刷,也只能经D I N 柏林德意志标准学会e .V 的认可钢材质冲压件一般公差第二部分钢材质冲压件 代替83年1月版本一般公差尺寸单位mm1.目的该标准用来简化图纸,它用长度、角度尺寸、同心性和对称性四个精确度规定一般公差,而且份f (精确),(平均),g (粗略),s (非常粗略)。
选择哪一种精确度,应考虑工厂常用的精确度。
如果需要较小的公差,或者允许出现较大公差,或者较大的公差经济,就必须对它们分别进行说明。
2.使用围按照该标准的公差用作钢质材料扁平产品的冷热冲压件,如果在图纸和相关文件(供货条件)里指明了这些公差,它们就有效。
对于通过精切削制造的零件的公差,(参阅VDI3345),不属于该标准的容。
在特例情况下,如果该标准零件是用其它扁平产品半成品或者是用其它钢质材料制造的,就必须对其进行特殊协商。
建议在应用该标准时,须遵守冲压件设计标准规则DIN6932.3.一般公差 3.1概述该标准规定的一般公差在考虑到模具磨损的情况下也考虑到了冲压技术特性。
冲压件切割时,平滑区域的公差仍有效(参阅插图)拉延区域 平滑区域切割区域实际尺寸:长度或直径 切割毛刺高度图1确定实际尺寸示意图说明:拉延区域、切割区域和切割毛刺高度的位置和树值对冲压件功能是重要的,在这些情况下,生产厂家和订货商须达成协议并标到图纸上。
如果生产的冲压件是用步冲切割(参阅DIN8568),实际尺寸就是经波状切割面测量的尺寸(参阅图2)。
图2:用步冲切割 生产的冲压件实际尺寸的确定一件冲压件的实际尺寸可能受使用的扁平产品厚度公差的影响,此外,还须注意,在弯曲或深拉时扁平产品的厚度可能发生变化。
第2到9页待续德国标准协会冲压件委员会及 DIN 长度轮廓标准委员会责任公司独家销售该标准 DIN 6930第二部分 1989年4月,价格等级4截面高度实际尺寸第2页DIN 6930第二部分79年9月合同号00093.2 平冲压件一般公差平冲压件只是用扁平产品通过切割(剪或切割刀具)制成,在DIN 8588里对切割方法已作了说明。
DIN 6930Teil2-折弯成型标准

钢冲压件 一般公差
2 DIN6930 第二部分
3.2.2 平冲压件曲率半径的一般公差 表 2 适用于此 表 2:曲率半径的极限偏差
公称尺寸范围
精度 等级
从 0.1 至 1
厚度范围的极限偏差 大于 1 至 3 大于 3 至 6 大于 6 至 10
大于 10
从1至6
f,m,
±0.2
±0.3
±0.5
-
-
±1
±1
±1.6
±2
±2
±3.2
±4
±4
±5
±6
±8
±1.6
±1.6
±2
±3
±3.0
±4
±5
±6
±8
±8
±8
±8
大于 10 ±0.8 ±0.8 ±1.6 ±3.0 ±0.8 ±0.8 ±1.6 ±3 ±0.8 ±1.2 ±1.8 ±4 ±0.8 ±1.2 ±2.4 ±6 ±0.8 ±1.6 ±3.2 ±6 ±1.0 ±2 ±4 ±6 ±1.6 ±3 ±6 ±8 ±2 ±4 ±8 ±8
g,sg,
±0.4
±0.6
±1.0
-
-
从 6 至 10
f,m,
±0.3
0.4
±0.5
±0.6
-
g,sg,
±0.6
±0.8
±1.0
±1.2
-
从 10 至 25
f,m,
±0.4
±0.5
±0.6
±0.8
±1.0
g,sg,
±0.8
±1.0
±1.2
±1.6
±2.0
从 25 至 63
f,m,
±0.5
冲压件尺寸公差

冲压件尺寸公差 2、成形冲压件FT:经弯曲、拉深及其他成形方法加工而成的冲压件。(复杂冲压件) 成形冲压件尺寸公差分为10个等级:FT1-FT10。选用5-公差/尺寸
1-12 12-25 26-63 63-160 0.1 63-160 0.2 0.2 0.3 0.4 0.3 0.2 0.4 0.5
图纸
技术要求: 1.包括公差在内的零件要求以图纸为准,未 注尺寸参考三维数据。 2.未注尺寸公差执行GB/T 15055-2007m级。 3.毛刺高度按JB/T 4129-1999m级。 4.托架零件,材料为08钢,料厚3mm,中批 量生产,要求表面无划痕,孔不允许严重 变形。
冲压件材料的选用
在进行产品的设计时,正确、合理地选择材料是保证产品的最佳性能、工 作寿命、使用安全和经济性的基础。金属材料选用的一般原则如下: 所选用的材料必须满足产品零件工作条件的要求 所选用的材料必须满足零件产品工艺性能的要求 所选材料应满足经济性的要求
平板冲裁 成形冲压
1-3 4-6 1-3 4-6
极限偏差的选择: 孔(内形)尺寸的极限偏差取以上公差值冠以“+”号为上偏差,下偏差为0; 轴(外形)尺寸的极限偏差取以上公差值冠以“-”号为下偏差,上偏差为0; 孔中心距,孔边距,弯曲,拉深及其他成形方法而成的长度、高度的极限偏差,取 以上公差值的一半以“±”号分别作为上、下偏差。
FJC冲压件图纸设计指导参考值
料厚/公差/尺寸
1-12 12-25 26-63 63-160 0.1 0.2 0.3 0.4 0.2 0.3 0.4 0.5 0.3 0.4 0.5 0.7 0.4 0.5 0.7 0.9
160-400 0.5 0.7 0.9 1.1
400-1000 0.7 0.9 1.2 1.4
冲压模具公差及间隙标准

公差及间隙标准
一模具零件公差及间隙标准
1 模板厚度公差要求:
1.1 配合性模板(厚度对入子零件的上下装配关系有较
大影响的模板)厚度尺寸公差取值±0.03;
1.2 非配合性模板厚度公差取值±0.08.
2零件外形和模板孔的公差及间隙要求:
详见附表一: <<模具零件公差及间隙一览表>>
二冲裁刃口要求及冲裁间隙标准
1 冲裁刃口要求
1.1 一般冲裁刃口留修(直段)3MM,斜度1︒,如下图.
1.2 一般3MM以下的小孔(含3MM),冲裁刃口留修
2MM,斜度1︒.对于其它标准有明确规定的,按照其
它标准要求执行.
1.3 产品材料厚度T<0.3或T>1.5时,请示上级.
2 冲裁间隙标准详见附表二: <<冲裁间隙一览表>>
附表一: <<模具零件公差及间隙一览表>>
附表二: <<冲裁间隙一览表>>
注: 1.上表所列间隙值均是指单边冲裁间隙Z.
2.冲裁间隙Z的取值与冲裁的料片材质、厚度及生产条件
(模具形式等)有关.
3.未作注明者均不区分模具形式是工程模/连续模.
4.对于3MM以下小孔,当冲裁的料片材质为GI或不锈钢
/CRS/铝时,单边冲裁间隙Z=10%T.
5.冲裁的料片材质上表未列出时(如铜),冲裁间隙请示上级.。
冲压件检验标准
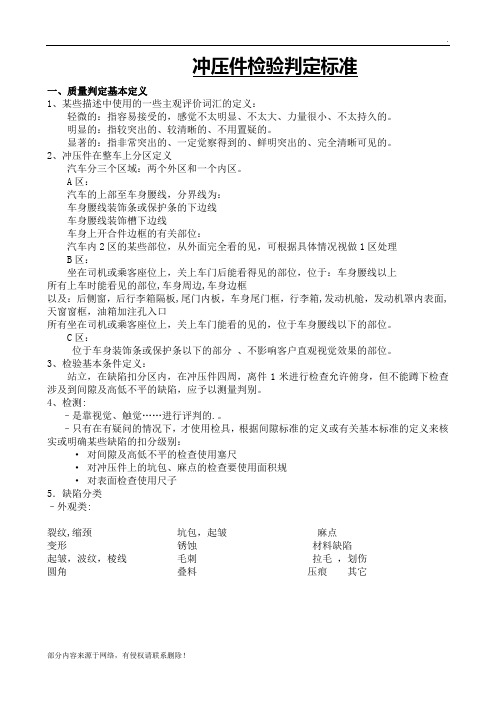
.冲压件检验判定标准一、质量判定基本定义1、某些描述中使用的一些主观评价词汇的定义:轻微的:指容易接受的,感觉不太明显、不太大、力量很小、不太持久的。
明显的:指较突出的、较清晰的、不用置疑的。
显著的:指非常突出的、一定觉察得到的、鲜明突出的、完全清晰可见的。
2、冲压件在整车上分区定义汽车分三个区域:两个外区和一个内区。
A区:汽车的上部至车身腰线,分界线为:车身腰线装饰条或保护条的下边线车身腰线装饰槽下边线车身上开合件边框的有关部位:汽车内2区的某些部位,从外面完全看的见,可根据具体情况视做1区处理B区:坐在司机或乘客座位上,关上车门后能看得见的部位,位于:车身腰线以上所有上车时能看见的部位,车身周边,车身边框以及:后侧窗,后行李箱隔板,尾门内板,车身尾门框,行李箱,发动机舱,发动机罩内表面,天窗窗框,油箱加注孔入口所有坐在司机或乘客座位上,关上车门能看的见的,位于车身腰线以下的部位。
C区:位于车身装饰条或保护条以下的部分、不影响客户直观视觉效果的部位。
3、检验基本条件定义:站立,在缺陷扣分区内,在冲压件四周,离件1米进行检查允许俯身,但不能蹲下检查涉及到间隙及高低不平的缺陷,应予以测量判别。
4、检测:–是靠视觉、触觉……进行评判的.。
–只有在有疑问的情况下,才使用检具,根据间隙标准的定义或有关基本标准的定义来核实或明确某些缺陷的扣分级别:·对间隙及高低不平的检查使用塞尺·对冲压件上的坑包、麻点的检查要使用面积规·对表面检查使用尺子5.缺陷分类–外观类:裂纹,缩颈坑包,起皱麻点变形锈蚀材料缺陷起皱,波纹,棱线毛刺拉毛,划伤圆角叠料压痕其它冲压件判定标准6、尺寸要求:冲压件按其功能分为三类,A类是外表面件,其要求最高,其次是B类,主要是结构件。
最后是C类,例如支架之类。
冲压件放于合格的检具上,特殊要求的尺寸和公差按产品图纸要求,其它按照“冲压件的未注允许公差表”执行。
补充:冲压件的未注允许公差表一般位置精度:(A类件:±0.5,B类件:±1.0,C类件:±1.5)一般孔:中心位置精度: ±0.5直径轮廓:(塞规测量)+0.5, -0.0;(最大值/最小值之间的差值,游标卡尺测量)0.15孔距(孔与孔):±0.5工具孔:直径: +0.2, -0.0 基准到基准: ±0.2阶梯(搭接):深度(高度差): +0.3, -0.0 位置精度:±1.0配合面精度:(B类面:±0.7,C类面:±1.0)翻边宽度: +1.0, -0.5一般曲率半径: ±0.5角度: ±2 度安装孔:直径轮廓(塞规测量):±0.5 孔距(孔与孔,塑料件装配用):±0.5孔距(孔与孔,金属件装配用):±0.3一致性同一批中的五个样品的所有的检点的六个标准值不得超过1.0 毫米。
inconel693、材质国家标准是多少

inconel693、材质国家标准是多少INCONEL 693 ( UNS N06693 )概述:INCONEL 693合金(UNS N06693)是LAN DONG出品的新型合金,它提供了以前的镍基合金无法达到的抗高温腐蚀性能。
INCONEL693合金提供了在现有生产的所有合金中**的耐化工和石化环境中的金属粉尘化的能力。
典型的693合金含60.5%镍、29%铬和3.1%铝。
向它的前辈inconle690合金一样,该合金的高铬含量赋予它优异的氧化和硫化抗力。
然而,693合金中额外添加的 3.1%铝****大的改进了粉尘化和其它形式的高温腐蚀的抗力。
693合金是被美国专利4.882.125保护的。
Inconel693英科耐尔合金Inconel693密度Inconel693价格Inconel693化学成分Inconel693批发商标准号:ASTM B166-06化学成分C:0.15 Si:0.50 Mn: 1.00 S:0.01 P:Cr:27~31 Ni:基Fe: 2.5~6.0 Cu:<0.5 V:—Mo:—Ti:<1.0Al: 2.5~4.0其他:Nb:0.5~2.5物理性能:密度7.77(g/cm3)熔化温度1317-1367(°C)电阻率 1.168μ(Ω?m)特性:具有良好的抗高温腐蚀性能;优异的抗氧化、硫化性能等。
常温下最小的机械性能:热轧退火态板材冷拉退火态管材屈服强度489.5(MPa)530.9 (MPa)抗拉强度882.6(MPa)937.7(MPa延伸率45% 42%热处理INConEL 693合金是一种固溶单相合金,同样被按照退火状态交货。
693合金的退火的完成是通过加热到1850°到1 950°F (1010°到1066°C)并保持与其断面厚度想关联的时间然后通过在空气或水中快速冷却应用领域:应用于石化加工工业中,生产合成天然气生产的氨、甲醇和氢气的设备中,如热电偶套管、热电偶衬板、管套管、折流板和阀组件,合成气产品的反应堆等。
冲压件公差及选用

冲压件公差及选用一平冲压件尺寸公差〔GB/T 13914—1992〕
1
二成型冲压件尺寸公差〔GB/T 13914-1992〕
2
注:1. 平冲压件是经平面冲裁工序加工而成型的冲压件。
2.成型冲压件是经弯曲、拉深及其他成型方法加工而成的冲压件。
3。
平冲压件尺寸公差适用于平冲压件,也适用于成型冲压件上经冲裁工序加工而成的尺寸.
4.平冲压件、成型冲压件尺寸的极限偏差按下述规定选取:
⑴孔〔内形〕尺寸的极限偏差取表中给出的公差数值,冠以“+”作为上偏差,下偏差为0。
⑵轴〔外形〕尺寸的极限偏差取表中给出的公差数值,冠以“-”作为下偏差,上偏差为0。
⑶孔中心距、孔边距、弯曲、拉深及其他成型方法加工而成的长度、高度及未注公差尺寸的
极限偏差,取表中给出的公差数值的一半,冠以“±"作为上下偏差。
三尺寸公差等级的选用〔GB/T 13914-1992〕
3
四角度公差〔GB/T 13915—1992〕
注:1. 冲压件冲裁角度:在平冲压件或成型冲压件的平面部分,经冲裁工序加工而成的角度.
2。
冲压件弯曲角度:经弯曲工序加工而成的冲压件的角度。
3。
冲压件冲裁角度冲压件弯曲角度的极限偏差按下述规定选取:
⑴依据使用的需要选用单向偏差。
⑵未注公差的角度的极限偏差,取表中给出的公差数值的一半,冠以“±”作为上下偏差. 五角度公差等级的选用
4
说明:本公差系根据现有资料整理的,且国标随时都可能修订,故仅供设计时参考。
2008年整理
5。
冲压件公差及选用

冲压件公差及选用一平冲压件尺寸公差〔GB/T 13914-1992〕
二成型冲压件尺寸公差〔GB/T 13914-1992〕
注:1. 平冲压件是经平面冲裁工序加工而成型的冲压件。
2.成型冲压件是经弯曲、拉深及其他成型方法加工而成的冲压件。
3. 平冲压件尺寸公差适用于平冲压件,也适用于成型冲压件上经冲裁工序加工而成的尺寸。
4.平冲压件、成型冲压件尺寸的极限偏差按下述规定选取:
⑴孔〔内形〕尺寸的极限偏差取表中给出的公差数值,冠以“+”作为上偏差,下偏差为0。
⑵轴〔外形〕尺寸的极限偏差取表中给出的公差数值,冠以“-”作为下偏差,上偏差为0。
⑶孔中心距、孔边距、弯曲、拉深及其他成型方法加工而成的长度、高度及未注公差尺寸的
极限偏差,取表中给出的公差数值的一半,冠以“±”作为上下偏差。
三尺寸公差等级的选用〔GB/T 13914-1992〕
四角度公差〔GB/T 13915-1992〕
注:1. 冲压件冲裁角度:在平冲压件或成型冲压件的平面部分,经冲裁工序加工而成的角度。
2. 冲压件弯曲角度:经弯曲工序加工而成的冲压件的角度。
3. 冲压件冲裁角度冲压件弯曲角度的极限偏差按下述规定选取:
⑴依据使用的需要选用单向偏差。
⑵未注公差的角度的极限偏差,取表中给出的公差数值的一半,冠以“±”作为上下偏差。
五角度公差等级的选用
说明:本公差系根据现有资料整理的,且国标随时都可能修订,故仅供设计时参考。
2008年整理。
冲压模具公差及间隙标准
公差及间隙标准一模具零件公差及间隙标准
1 模板厚度公差要求:
1.1 配合性模板(厚度对入子零件的上下装配关系
有较大影响的模板)厚度尺寸公差取值±0.03;
1.2 非配合性模板厚度公差取值±0.08.
2零件外形和模板孔的公差及间隙要求:
详见附表一: <<模具零件公差及间隙一览表>>
二冲裁刃口要求及冲裁间隙标准
1 冲裁刃口要求
1.1 一般冲裁刃口留修(直段)3MM,斜度1?,如下图.
1.2 一般3MM以下的小孔(含3MM),冲裁刃口留修
2MM,斜度1?.对于其它标准有明确规定的,按照
其它标准要求执行.
1.3 产品材料厚度T<0.3或T>1.5时,请示上级.
2 冲裁间隙标准详见附表二: <<冲裁间隙一览表>>
附表一: <<模具零件公差及间隙一览表>>
附表二: <<冲裁间隙一览表>>
注: 1.上表所列间隙值均是指单边冲裁间隙Z.
2.冲裁间隙Z的取值与冲裁的料片材质、厚度及生产
条件(模具形式等)有关.
3.未作注明者均不区分模具形式是工程模/连续模.
4.对于3MM以下小孔,当冲裁的料片材质为GI或不锈
钢/CRS/铝时,单边冲裁间隙Z=10%T.
5.冲裁的料片材质上表未列出时(如铜),冲裁间隙请示
上级.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
:: 德国标准 1989年4月
印刷,即使部分印刷,也只能经D I N 柏林德意志标准学会的认可
钢材质冲压件 一般公差
第二部分
钢材质冲压件 代替83年1月版本
一般公差
尺寸单位mm
1.目的
该标准用来简化图纸,它用长度、角度尺寸、同心性和对称性四个精确度规定一般公差,而且份f (精确),(平均),g (粗略),s (非常粗略)。
选择哪一种精确度,应考虑工厂常用的精确度。
如果需要较小的公差,或者允许出现较大公差,或者较大的公差经济,就必须对它们分别进行说明。
2.使用范围
按照该标准的公差用作钢质材料扁平产品的冷热冲压件,如果在图纸和相关文件(供货条件)里指明了这些公差,它们就有效。
对于通过精切削制造的零件的公差,(参阅VDI3345),不属于该标准的内容。
在特例情况下,如果该标准零件是用其它扁平产品半成品或者是用其它钢质材料制造的,就必须对其进行特殊协商。
建议在应用该标准时,须遵守冲压件设计标准规则DIN6932.
3.一般公差 概述
该标准规定的一般公差在考虑到模具磨损的情况下也考虑到了冲压技术特性。
冲压件切割时,平滑区域的公差仍有效(参阅插图)
拉延区域 平滑区域
切割区域
实际尺寸:长度或直径 切割毛刺高度
图1确定实际尺寸示意图
说明:拉延区域、切割区域和切割毛刺高度的位置和树值对冲压件功能是重要的,在这些情况下,生产厂家和订货商须达成协议并标到图纸上。
如果生产的冲压件是用步冲切割(参阅DIN8568),实际尺寸就是经波状切割面测量的尺寸(参阅图2)。
图2:用步冲切割 生产的冲压件实际尺寸的确定
一件冲压件的实际尺寸可能受使用的扁平产品厚度公差的影响,此外,还须注意,在弯曲或深拉时扁平产品的厚度可能发生变化。
第2到9页待续
德国标准协会冲压件委员会及 DIN 长度轮廓标准委员会
有限责任公司独家销售该标准
DIN 6930第二部分 1989年4月,价格等级4 79年9月 合同号
截面高度
实际尺寸
0009
平冲压件一般公差
平冲压件只是用扁平产品通过切割(剪或切割刀具)制成,在DIN 8588里对切割方法已作了说明。
平冲压件长度尺寸一般公差
表格1说明的极限公差适用于所有的长度尺寸,包括平冲压件直径,倒圆半径除外,倒圆半径在段里已作了特殊的规定。
表格1:除倒圆半径外,平冲压件长度尺寸极限公差
平冲压件倒圆半径一般公差
表格2:倒圆半径极限公差
平冲压件角度尺寸一般公差
平冲压件角度尺寸一般公差与长度实际尺寸无关,也就是说,在最大材料尺寸和最小材料尺寸的工件上都允许出现角度公差。
极限公差不限定形成角度的轴颈和面的形状误差。
表3:平冲压件的角度极限公差
平冲压件同心性和对称性一般公差
在DIN ISO 1101标准里,已对同心性公差和对称性定义以及图纸的标注作了规定。
同心度
就同心度公差而言,采用的最大成形元件的额定尺寸是给定的,根据表格1中选择的精度和给定的扁平产品上下误差的差可求出额定尺寸。
例子:
钻孔垫片内外轮廓的中心结构
给定的额定尺寸
图3:就同心度公差来说规定的额定尺寸
当扁平产品厚度为2mm 时,精确到m 时,根据表1得出同心度为。
对称性
就对称性公差而言,采用的最大成形元件的额定尺寸是给定的,根据表格1中选择的精度和给定的半成品上下误差的差可求出额定尺寸。
例子:
直角板材面两个穿孔和一个孔的对称排列(参阅插图4)
给定的额定尺寸
图4:对称公差规定的额定尺寸
当扁平产品厚度为1mm ,精度为g 时,根据表格1得出如下公差: 孔的轴纵向对称公差为
孔的轴对称公差以及穿孔中间面横向对称公差
成形冲压件一般公差
通过成形生产的冲压件,在生产过程中,经历了成型过程,比如弯曲成形,深拉延等,因此原因,它们是不平的。
通过成形生产的冲压件一般也包括切削元件。
说明:通过成形生产的冲压件可出现平截面的成形元件,其尺寸公差不受成形截面的影响。
比如在成形工件区域它宽度足够,或者是在成形以后产生的。
由于设计人员常常无法判断出,在一定的生产条件下,到底是哪种情况,所以不再分别说明,对其列入到平冲压件尺寸公差范围。
对于确定的成形件,通过成形生产的冲压件,在功能条件下,如果公差太大,对其公差就必须进行适当的说明,在一定情况下,这同样适用于弯曲和剪切成形件。
通过成形生产的冲压件长度尺寸一般公差
给定的额定尺寸
表4说明的极限误差适用于所有的长度误差,包括通过成形生产的冲压件,在厘特殊规定的倒圆半径除外。
在切削和成形过程中都有可能产生这些额定尺寸。
(参阅第段注释说明)
表4:除倒园半径外,用成形生产的冲压件长度极限尺寸
表5说明的极限误差适用于切割和成形生产得到圆半径。
注释:参阅第段说明
表5:通过成形生产的冲压件倒圆半径极限公差(弯曲,切割,深拉延)
通过成形生产的冲压件角度尺寸一般公差与长度实际尺寸无关,也就是说,在最大材料尺寸和最小材料尺寸的工件上都允许出现角度公差。
极限公差不限定形成角度的轴颈和面的形状误差。
就所有的精确度而言,在DIN6835里说明的冷弯曲角度允许的公差适用于弯曲角度。
说明:由于标准DIN6930第二部分也适用于热成形冲压件,按照DIN8935,该标准允许的公差也对该部分也有效。
通过成形生产的冲压件同心度和对称性一般公差
就同心度和对称性公差而言,采用的最大成形元件的额定尺寸是给定的,根据表格4中选择的精度和给定的半成品上下误差的差可求出额定尺寸。
例子:
孔和弯曲得U型板材的对称排列(参阅插图5)
图5:对称公差规定的额定尺寸
当扁平产品厚度为5mm,精度为g时,根据表格4得出如下公差:
孔的轴纵向对称公差为
孔的轴横向对称公差为
说明:如果成形件位于不同的面上,若要求同一个同心和对称,表4不适用。
4. 图纸标注
如果该标准有效,对精确度,平均值m,按下列方法标注在图纸上规定的区域。
一般公差DIN 6930-m
5. 现有图纸的一般公差
该标准一般公差适用于新图纸,建议分局该标准将现有图纸转换到公差说明里,如果无法进行,建议遵守1983年以前DIN6930允许的公差。
因此,过去的版本第二部分,第三部分和第四部分规定的公差有效。
6. 特例
该段里做出的规定适用于所有的精确度。
带材和型材制度公差
用剪切割的带材和由带材弯曲而成的型材不允许超出表格6规定的直度公差。
表格6:用剪切割的带材和由带材弯曲而成的型材直度公差
带材或型材长度L直度公差n
至20001
大于2000至3000
大于3000至40004
大于4000至5000
大于5000至60009
图6带材直度
如果是带材,带材宽度b与扁平产品厚度s的最小比,b:s=25:1,
对于由带材弯曲而成的型材标6种的公差适用于各个型材纵向轴线。
带材和型材的扭转
用剪切割的带材和由带材弯曲而成的型材的扭转最高°/1000mm,(参阅图7)带材宽度b与扁平产品厚度s的最小比,b:s=25:1
图7 带材扭转
引用的标准和其它资料
DIN 6930 第一部分,钢材质冲压件,技术供货条件
DIN 6932 钢质冲压件设计规则
DIN 6935 钢材质扁平产品冷弯曲
DIN 8588 分割加工方法,编排,分类与定义
DIN ISO 1101 技术图纸,形位公差,形状,方向,位置和运行公差,一般定义,符号和图纸标注
VDI 3345 精切
以前版本
DIN 6934:;DIN 6936: ;DIN 6937: , ;DIN 6938: ;DIN 6939: :;
DIN 6940:;DIN 6941: ;DIN 6942: , ;DIN 6943: :;DIN 6944: ;
DIN 6945:;DIN 6946: : DIN 6947: ;DIN 6948: , ;DIN 6949: ;
DIN 6930第三部分:,DIN 6930第4部分:;DIN 6930第2部分:,
更改
与1983年一月版相比作了如下更改:
a)对表格4和表格5的一些数字作了些更改
b)在编辑上对标准进行了修正
说明
为了将表格3种给定的角度值换算成长度数值,以用于测量技术之目的,在表格7中给出角度正切数值。
表格7:角度及正切值
国际专利等级
B 21 D 28/00
B 26 F 1/38。