3800吨全自动液压压砖机(主机)
KD3800压机操作说明书
KD3800压机操作说明书KD3800全自动液压压砖机使用说明书(机械部分) 广东科达机电股份有限公司二零零一年五月目录一、总则二、机械概述三、安全说明四、安装过程五、操作规程六、维护与保养七.压制砖坯规格表八、用户自购备件明细表九.随机附件明细表附图一、压机外形图附图二、压机主体附图三、液压部阀组结构图附图四、布料装置结构图附图五、复合顶出装置结构图附图六、模具安装连接尺寸图(一、二) 附图七、液压气动原理图附图八、压制曲线图附图九、地基图附图十、压机吊装图附图十一、冲头开关箱附图十二、锁模安装示意图附图十三、复合顶出系统装模示意图一.总则1.在压机使用之前,操作人员及日常维护人员需经过培训及仔细阅读说明书的全部内容,这样对操作人员、维修人员及设备自身的安全很重要。
本手册中所述的产品及材料会因技术原因或工作原因随时更改,我们保留更改的权利,恕不另行通知。
说明书的内容属于有价技术资料,不得交付第三方复印或转让。
2.严格按本说明书操作、维护压机,未按本说明书操作、维护产生的不良后果本公司不负责任。
3.用户对说明书必须妥善保管,为便于查阅,说明书应放在靠近设备的地方,使操作和维修人员能在需要的时候及时查阅。
4.对工作循环和机器结构进行的任何修改请向科达集团的产品支持人员咨询,只有他们才有权进行这项工作。
5.压机的使用寿命为10年,本手册也应妥善保管10年以上。
对使用非原装配件导致的设备损坏本公司不承担责任。
6.压机铭牌2KD 公称压制力(t)科达陶机二.机械概述1.设备概述KD3800全自动液压压砖机(以下简称科达系列压机)是全自动化设备,专门用于陶瓷墙地砖生产过程中的粉料压制成型。
它由主机部分、液压部分和电气控制部分组成,本机采用液压传动,用可编程控制器实现控制功能。
生产砖坯的粉料一般为喷雾干燥塔生产的颗粒状粉料,含水率一般为6-8%。
压砖的过程是:主油缸带动动梁上下运动,组装在动梁上的上模头对粉料施以压力,压制成型的砖坯由顶出装置顶出模腔,然后布料装置将砖坯推出,由另外的辅机运走, 砖坯被推出的同时, 顶出装置的顶砖缸下降,使模具的下模形成料腔, 布料装置将粉料布入模腔,以备再次压制砖坯。
海源90新系列钢丝缠绕大吨位全自动液压压砖机液压系统综合分析_李良光
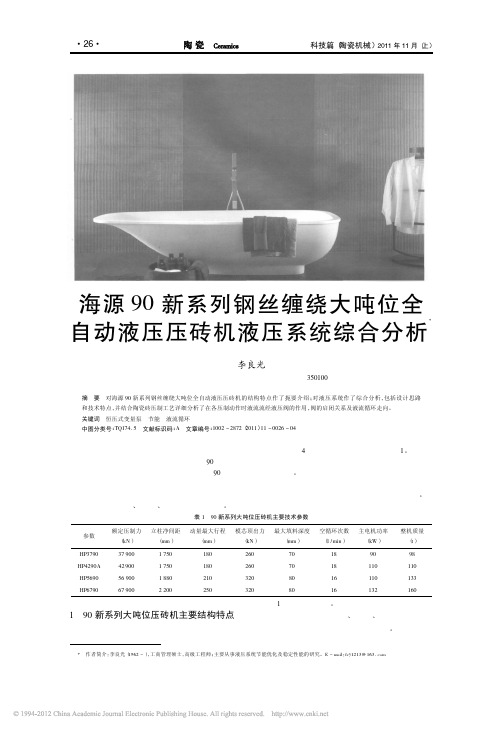
海源90新系列钢丝缠绕大吨位全自动液压压砖机液压系统综合分析*李良光(福建海源自动化机械股份有限公司福州350100)摘要对海源90新系列钢丝缠绕大吨位全自动液压压砖机的结构特点作了扼要介绍;对液压系统作了综合分析,包括设计思路和技术特点,并结合陶瓷砖压制工艺详细分析了在各压制动作时液流流经液压阀的作用,阀的启闭关系及液流循环走向。
关键词恒压式变量泵节能液流循环中图分类号:TQ174.5文献标识码:A文章编号:1002-2872(2011)11-0026-04福建海源公司近年根据市场需求开发出90新系列钢丝缠绕大吨位全自动液压压砖机(以下简称90新系列大吨位压砖机),该系列压砖机是在吸收国内外先进技术的基础上,融合自有技术完成的创新型压砖机,旨在提高压砖机的先进性、可靠性、生产效率和降低能耗。
目前已生产了4种规格,其主要技术参数见表1。
有关压砖机的液压系统过去多见国外的分析文章,而国内的尚未见报道。
笔者以海源公司最新研制的压砖机液压系统作为分析重点,以此说明国产的压砖机液压系统的设计和综合技术性能已达到国际同类压砖机的先进水平。
表190新系列大吨位压砖机主要技术参数参数额定压制力(kN)立柱净间距(mm)动量最大行程(mm)模芯顶出力(kN)最大填料深度(mm)空循环次数(1/min)主电机功率(kW)整机质量(t)HP379037900175018026070189098 HP4290A4290017501802607018110110 HP56905690018802103208016110133 HP67906790022002503208016132160190新系列大吨位压砖机主要结构特点1)机架牢固可靠。
机架的结构设计应用有限元技术,进行优化;压砖机的立柱、上横梁、下横梁应用预应力钢丝缠绕技术固结在一起,形成封闭框架。
纲丝的缠绕*作者简介:李良光(1962-),工商管理硕士,高级工程师;主要从事液压系统节能优化及稳定性能的研究。
3800吨全自动液压压砖机设计-任务书
实习调研, 前期准备,查阅资料,技术文献,编写开题报告
进行技术方案设计、评估,进行实际实际操作
进行优化和修改,对资料系统分类整理
编写技术文件,编写设计说明书
毕业答辩
所在专业审查意见:
负责人:
年月日
院系意见:
院系领导:
年月日
【9】 濮良贵 纪名刚.机械设计(第八版)北京:高等教育出版社,2006.5
5.本毕业设计(论文)课题工作进度计划
起迄日期
工作内容
2008年12月15日
--2009年3月15日
2009年3月16日
--2008年4月15日
2009年4月16日
--2008年5月5日
2009年5月5日
---2008年5月10日
3、外文资料三篇,翻译其中一篇。
4.主要参考文献
【1】 张柏清.全自动液压压砖机.南昌:江西科学技术出版社,2001.5
【2】 俞新陆.液压机的设计与应用.北京:机械工业出版社,2007
【3】 张柏清 林去万. 陶瓷工业机械与设备.中国轻工业出版社,2007.9
【4】 孙江宏. PRO/ENGINEER Wildfire 3.0中文版.北京:清华大学出版社,2007.6
本毕业设计任务的内容:
本课题拟设计设计3800吨全自动液压压砖机的主机部分。
本毕业设计任务的要求:
1)目标实现压砖机同时实现压制墙砖600mm*600mm(3片),360mm*450mm(6片/次),450mm*600mm(5片/次),500mm*500mm(4片/次)。实现压砖机的最优设计(减轻重量
景德镇陶瓷学院
毕业设计(论文)任务书
中文题目:3800吨全自动液压压砖机(主机)
全自动粉煤灰压砖机液压系统的设计
动 \
复 位 料 车 前行 + + + + + + 位感
模框快上 模框慢上 料车退回
提压快下 1 提压慢下 1
+ + + + + +
+ + + +
+ + + + + + +
+ + + + +
1. 压 缸 4增 l . 位 四 通 阀 电磁 换 向阀 3二 l. 液阀 6充 1. 液 压 缸 7主 1 . 力 继 电 器 5压 1. 9 蓄能 器
行 。开 始工作 时液 压缸 1 回 , 动上活动 梁和上 压 7缩 带
头升 到上位 ; 液压 缸 1 1伸 出 , 推动 下 活动 梁 和模 框 到
题, 并且 降低 了成本 。系统采 用双 泵并联 供油 , 既使 在
一
求, 这样 不但 提高成 本 , 而且 造 成 长期 耐 久 性 、 风 化 抗 性 能下 降 , 收缩 和蠕 变 值 也 会增 大 。 可见 这 两 种生 干
产方式都 不符 合粉 煤灰砖 的生 产特 点 。 目前 国内也 引进 了一 些 国外 装 备 , 到 了一定 的 起
示 范作用 , 但洋设 备 并不 完 全 符 合 我 国粉 煤 灰砖 的生
产要 求 。为此 , 我们 为 四柱 压 砖 机设 计 了一 种 液压 方 案 , 改 了砖 的生 产 工艺 , 合 粉 煤 灰 的 生产 特 点 , 更 适 并
收稿 日期 :0 1 1 21_ o 作者 简介 : 张河新 (9 3 ) 女 , 15 一 , 河南洛阳人 , 副教授 , 主要从 事机 电液一 体化技术 的研究工作 。
除 了旧式砖 机存在 的弊端 , 模框 采 用随动技 术 , 实现 了双 面加 压 的 生 产 工 艺 ; 改快 压 为缓 压 , 次排 气并保 多
台式钻床
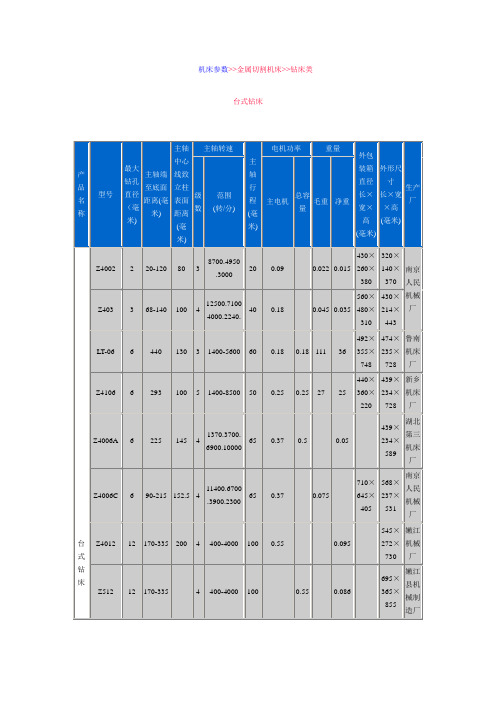
225
9
160-2060
125
0.75
0.75
0.348
0.158
1350×850×570
1330×830×550
H5-36
25
40-530
240
12
125-2880
110
0.7/1.0
0.25
0.19
960×640×1200
480×630×1055
上海第五机床厂
Z4125
25
330-710
240
800×470×850
690×360×688
Z4112
12
200-560
200
4
400-4000
100
0.55
0.108
690×385×1120
嫩江县机械制造厂
Z512-2
12.7
560
193
5
480.800.140
0.2440.4100
100
0.4
0.4
0.095
640×330×420
698×380×865
200-500
193
4
400-4000
100
0.55
0.093
695×365×855
嫩江县机械制造厂
Z512-2
12
200-500
193
4
400-4000
100
0.55
0.093
695×365×855
嫩江机械厂
Z512A
12
150-400
200
5
450-4000
100
JW7124
0.55
0.115
特大型露天煤矿主采设备技术参数
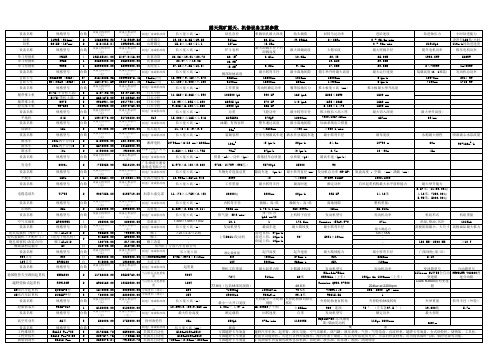
小时钻进能力 净进尺128米/小时 110m/h纯钻进速度 推压电机功率 522KW 1x400KW 发动机总功率 2014 KW 1716 KW
设备主机单价(元)设备主机总价(元) 制造厂元) 制造厂家或供应商
设备主机单价(元)设备主机总价(元) 制造厂家或供应商 设备主机单价(元)设备主机总价(元) 制造厂家或供应商 设备主机单价(元)设备主机总价(元) 制造厂家或供应商
40m3 排量(ml)/功率(kw) 9726/ 247KW(338匹) 车辆允许连接总重 209T 工作重量 28000㎏ 内转弯半径 3605 mm 排气量 (M^3/min) 10.1 发动机型号 上柴D6114发动机
最高车速 (km/h) 最小转弯直径(mm) 发动机总功率(KW/HP) ≤40000 378KW/515HP 40 最高时速 额定功率 最小转弯半径 8000mm 振幅:高/低 1.76/1.14mm 排气压力(kgf/cm^2) 1 最高车速 前进Ⅱ挡:37km/h 前进Ⅰ挡:10km/h 倒退Ⅰ挡:10km/h 起升高度 4000mm 3000mm 最大起重力矩 918tm 80km/h 激振力:高/低 368/239Kn 主机转子直径 178.5mm 最大爬坡度 30° 335 HP 离地间隙 468mm 发动机型号 Cummins 4BTA3.9-C 最小转弯半径 5331±130mm
进给速度 0 - 36.6m/min 0 - 32m/min 最大挖掘半径 25.00M 23.55M 20.85M 最大运行速度 64km/h 64km/h 推土板最大举升高度 1620 mm 1660 mm 1500 mm 最大切入深度 657mm
钻进轴压力 21312kg 提升电机功率 1938.8KW 2×700KW 装载高度(2:1堆装) 10070mm 7100mm
汽车吊性能参数表
汽车吊性能参数表(徐)(总23页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March8--500吨汽车吊性能参数表8吨汽车起重机性能表.................................................................................... 错误!未定义书签。
20吨汽车吊机额定性能表.............................................................................. 错误!未定义书签。
25吨汽车起重机起重性能表(主臂).......................................................... 错误!未定义书签。
30吨汽车起重机性能表(一)...................................................................... 错误!未定义书签。
50吨汽车起重机性能表(主表).................................................................. 错误!未定义书签。
80吨汽车起重机起重性能表(一) ................................................................... 错误!未定义书签。
100t汽车吊性能表 .......................................................................................... 错误!未定义书签。
120吨汽车起重机起重性能表........................................................................ 错误!未定义书签。
创新墙材技术装备铸就企业质量效益辉煌
2010年4期创新墙材技术装备铸就企业质量效益辉煌李伟1,2,3朱钒1,2邵新宇3(1.马鞍山科达机电有限公司,马鞍山243041;2.广东科达机电股份有限公司博士后工作站,佛山528313;3.华中科技大学机械工程学院,武汉430074)国外从20世纪80年代开始研究把数字化技术引进新型墙材装备领域,如德国伊通、海斯等,已逐步实现了单体设备自动化和整线装备控制一体化。
我国墙材装备领域总体技术水平比较落后,墙体砖压机产品的自动化程度与稳定性还无法满足需求[3,4];年产20万m 3以上的自动化加气混凝土成套装备主要依靠进口,价格十分昂贵,而国产装备的切割精度和自动化程度不高;整线管控一体化水平落后,具有自主知识产权的具备数字化集成管控能力的新型墙材产品整线生产成套装备在国内还是空白。
目前,虽然引进了一些国外先进的新型墙材生产技术和装备,但因地制宜完全消化吸收,真正发挥作用,实现较好社会效益和经济效益,满足本地区建筑业真正需求的并不多。
因此,加快研制开发并大批量生产具有自主知识产权的大吨位自动液压墙体砖压砖机、高精度自动化加气混凝土成套自动化生产线管控平台等新型墙材核心装备技术,符合国家节能环保政策要求,有利于加速缩小我国新型墙材技术装备与国际先进水平之间的差距,推动我国工业固体废弃物的综合利用和新型墙材的广泛应用。
1创新新型墙材技术装备马鞍山科达机电有限公司为广东科达机电股份有限公司(股票代码:600499)在马鞍山市投资设立的全资子公司。
公司一直以技术创新为理念,致力于新型墙材等节能环保建材机械设备、工业自动化技术及系统的研究开发,累计投入研发费用近百万元,成功实现了墙材全自动化压机系列和全自动化高精度切割机等多项科技成果的批量生产和使用,其综合性能指标已达到国内领先水平。
马鞍山科达公司针对市场对于高标砖生产率、高压制强度和表面平整性等迫切的需求,采用机械蓄能结合定量泵、高压成型、设备自维护等一系列创新性技术,相继成功研制生产了小金刚KDQ680、经典KDQ1300、巨无霸KDQ3800系列全自动液压压砖机及其配套设备。
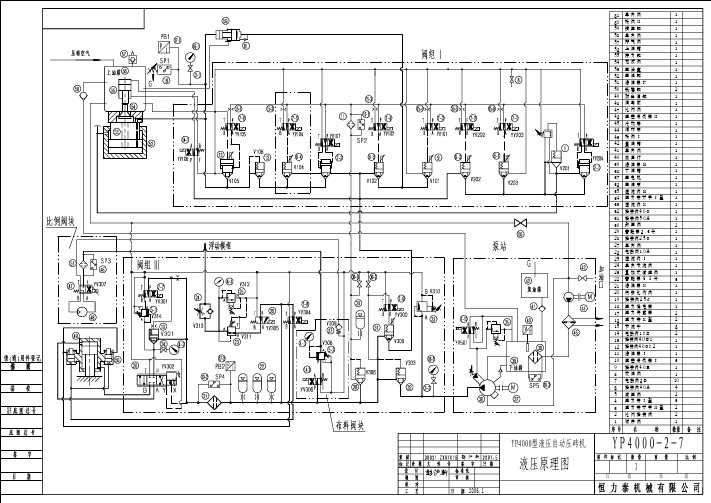
恒力泰液压压砖机YP4000液压原理图
彭沪新
2006.1
液压原理图
单向阀 球阀Ⅱ 增压缸 单向阀 排气阀 上油箱 接力缸 充液阀 主活塞 主油缸 滤油器Ⅳ 锁模缸 顶出油缸 油马达 比例阀 压差发讯器Ⅱ 冷却器 循环泵 球阀Ⅰ 集油箱 单向阀 测温计 滤油器Ⅲ 下油箱 主电机 主油泵 溢流阀Ⅲ 压力表开关Ⅰ型 溢流阀Ⅱ 插装阀4 0 C 插装阀5 0 A 卸压阀 蓄能器6.3升 插装阀2 5 C 单向阀 电磁阀1 0 A 溢流阀Ⅰ 单向节流阀 叠加式减压阀 蓄能器63升 滤油器Ⅱ 伺服比例阀 插装阀25J 压力继电器 压力传感器 压力表Ⅱ型 节流子 电磁阀1 0 D 插装阀4 0 G 1 插装6D 插装阀4 0 A 减压阀 压力表Ⅰ型 压力表开关Ⅱ型 比例插装阀 顺序阀
1 1 1 1 1 1 1 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 1 1 1 1 1 1 1 3 1 1 1 1 2 2 6 2 1 1 1 3 1 1 10 4 2 3 2 2 1
YP4000型液压自动压砖机
彭沪新
YP4000-2-7
1
61 60 59 58 57 56 55 54 53 52 51 50 49 48 47 46 45 44 43 42 41 40 39 38 37 36 35 34 33 32 31 30 29 28 27 26 25 24 23 22 21 20 19 18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1
采煤机型号及主要参数
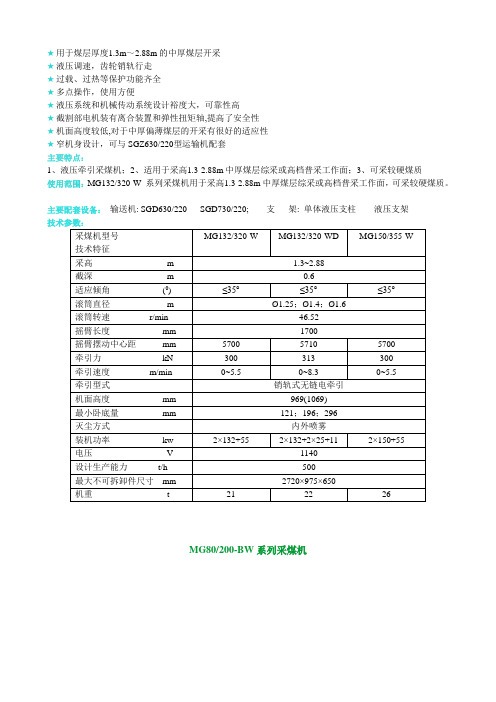
★用于煤层厚度1.3m~2.88m的中厚煤层开采★液压调速,齿轮销轨行走★过载、过热等保护功能齐全★多点操作,使用方便★液压系统和机械传动系统设计裕度大,可靠性高★截割部电机装有离合装置和弹性扭矩轴,提高了安全性★机面高度较低,对于中厚偏薄煤层的开采有很好的适应性★窄机身设计,可与SGZ630/220型运输机配套主要特点:1、液压牵引采煤机;2、适用于采高1.3-2.88m中厚煤层综采或高档普采工作面;3、可采较硬煤质使用范围:MG132/320-W 系列采煤机用于采高1.3-2.88m中厚煤层综采或高档普采工作面,可采较硬煤质。
主要配套设备:输送机: SGD630/220 SGD730/220; 支架: 单体液压支柱液压支架技术参数:MG80/200-BW系列采煤机该机功率较大,机身短、窄、薄、对于薄煤层适应性大,是目前本公司及国内无链牵引最矮的机型,也是目前国内薄煤层多电机横向布置采煤机的最矮、最小机型。
采用多电机横向布置,抽屉式安装,机械传动系统各自独立,马达和油缸外置便于维护、检修;机身主体为一个箱体,无对接面,避免了以往采煤机对接螺栓松动问题。
因此故障点,漏油点少,故障率低。
本机无底托架,从而加大了机身下面的过煤高度。
液压锁和油缸进行分体设计,便于故障查找,维护和更换。
主泵和马达富裕系数较大,液压外配套件选用国内厂家的名牌产品,可靠性高。
牵引末级采用两级双浮动行星传动。
结构紧凑、体积小。
采用弯摇臂设计,加大过煤空间,提高装煤效果。
行走箱内的行走轮,采用了特殊滑动轴承,提高了可靠性。
两截割电机设有机械离合装置,检修安全方便。
将管路尽可能布置在机壳内部,使胶管的防护性好,整机无护罩。
导向滑靴采用分体式,便于更换。
电气系统设有过热、过流保护装置,保护齐全。
该机中间和两端都设有手把和按钮,可实现多点控制便于操作。
采煤机型号MG80/200-BW采高(m)076~1.4截深(m)0.63;0.7;0.8适应倾角≤30°滚筒直径(m)0.76;0.8;0.85; 0.9; 1.0滚筒转数(r/min)90摇臂长度(mm)1406摇臂摆动中心距(mm)3800牵引力(KN)150牵引速度(m/min)0~5牵引型式液压无链牵引机面高度(mm)640最小卧底量(mm)60灭尘方试内外喷雾装机功率(KW)2×80+40电压(V)1140机重(T)12输送机SGB150(配专用挡煤板)支架单体液压支柱薄煤层液压支架MG132/320-W系列采煤机本采煤机采用多部电机横向布置的结构方式,各部件纵向之间没有直接的动力传动,各部件的机械传动分别独立,改善了受力条件,提高了传动件的运动精度,并且简单可靠,大大提高了机械传动效率,降低了机体的发热程度,从根本上克服了电机纵向布置传动形式存在的漏油、噪声大等诸多不足。
全自动液压压砖机工作原理
全自动液压压砖机工作原理全自动液压压砖机是一种高效、节能、环保的砖瓦制造设备,它能自动完成整个砖瓦制造的过程,从原料的输送到成品的生产,大大提高了生产效率和质量。
那么,全自动液压压砖机是如何工作的呢?全自动液压压砖机采用液压系统作为动力源,实现砖瓦的压制和成型。
其工作原理如下:1. 原料准备:首先,将适量的水泥、砂、石粉等原料按照一定的配比混合均匀,形成砖瓦的原料。
2. 原料输送:将混合好的原料通过输送带或者斗式提升机输送到全自动液压压砖机的料斗中。
3. 压制成型:开始工作后,全自动液压压砖机会自动将原料输送到模具腔室中。
然后,通过液压系统提供的高压力,将原料压制成形,使其在模具内部成型。
4. 振动平整:在原料压制成型的同时,全自动液压压砖机还会进行振动处理,以保证砖瓦的密实性和平整度。
5. 养护和出料:在压制完成后,砖瓦需要经过一定的养护时间,以保证其强度和稳定性。
养护完成后,全自动液压压砖机会自动将成品砖瓦从模具中取出,并通过输送带或者堆垛机进行出料。
全自动液压压砖机的工作原理主要依赖于液压系统的动力传递和控制。
液压系统由液压站、油缸、油管等组成。
液压站提供高压液体,通过油管将高压液体传递给油缸,油缸再将压力传递给模具,实现砖瓦的压制。
同时,液压系统还能通过控制阀来控制液压油的流动,实现对压力、速度等参数的调节,从而适应不同类型和尺寸的砖瓦生产需求。
全自动液压压砖机的工作原理简单而高效,它能够大大提高砖瓦的生产效率和质量。
与传统手工或半自动压砖机相比,全自动液压压砖机具有以下优势:1. 自动化程度高:全自动液压压砖机能够自动完成整个生产过程,无需人工干预,大大节省了人力成本。
2. 生产效率高:全自动液压压砖机能够连续不断地进行生产,生产效率高,大大提高了砖瓦的生产能力。
3. 产品质量好:全自动液压压砖机通过液压系统的高压力和振动处理,能够使砖瓦密实、均匀,质量稳定可靠。
4. 环保节能:全自动液压压砖机在生产过程中不会产生废气、废水等污染物,且能够对原料进行有效利用,减少资源浪费。
2015毕业设计清单
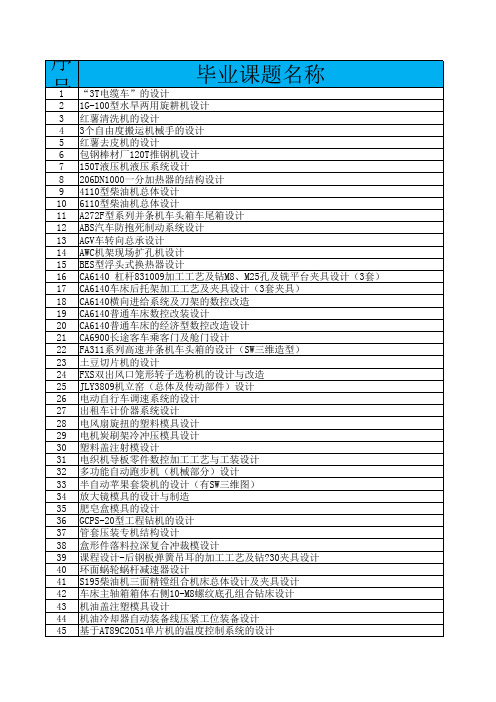
233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279
并联机床实验台总体结构设计(SW) 玻璃横切结构及人机界面系统设计 槽凸轮的加工工艺规划及数控加工 涤纶短纤后处理设备七辊牵伸机的牵伸辊设计 连杆弹簧复位自动调偏装置(课设) 母线槽贴标机运动控制系统设计 长度尺寸测量装置设计 CA6140车床改装成车削多面体的专用机床设计 程控机械手的设计 齿条-链传动货叉设计 膜片弹簧离合器设计 粗镗活塞销孔专用机床及夹具设计 大尺寸多工步自动推料进给装置及控制数据管理系统设计 带式输送机传动装置设计 弹簧支架级进模设计及其制造工艺 数控导轨磨床设计 导向套工艺及钻孔夹具设计 道奇T110总泵缸加工工艺及夹具设计 地铁门槛的数控加工工艺及编程设计 电缆恒阻力收放装置设计 织机定张力卷布装置的设计 汽车碰撞模拟实验台设计 断路器翻转台设计(Pore三维建模) 堆垛机轮胎载货台设计 多层次金属密封蝶阀(8”D H 943H-300Lb-JS) 多功能焊台设计 多用途气动机器人结构设计 顎式破碎机设计 分离式液压切排机 风机状态测试系统的总体设计 风扇叶片注射模设计 三维打印快速成型机机械系统设计 手持式电动旋盖机总体及卸料装置设计 缸体夹紧定位机构设计 钢卷开平机的设计 钢珠式减振器在铣床模型机上的减振实验研究 高剪切均质机设计 高位拣选机 高压均质机传动端的设计及运动仿真 数控机床除尘设备设计 LBC—(Y)型金属刮板式流量计 滚筒采煤机截割部的设计 海马台灯底座注塑模设计(sw三维造型设计) 花生收获机设计 送料浇铸机械手设计及Solidworks运动仿真(SW三维造型设计) 托森差速器设计 基于Adams五点斜排机构的分析与设计
各型号汽车起重机尺寸参数表
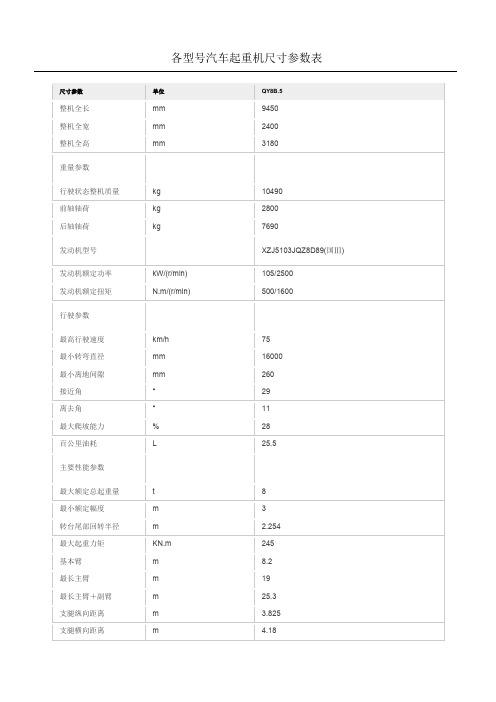
mm
重量参数
行驶状态整机质量
kg
前轴轴荷
kg
后轴轴荷
kg
动力参数
发动机型号
发动机额定功率 发动机额定扭矩 最高行驶速度 最小转弯直径 最小离地间隙 接近角 离去角 最大爬坡能力 百公里油耗
主要性能参数
最大额定总起重量
kW/(r/min) N.m/(r/min) km/h m mm ° ° % L
t
m
前轴轴荷
后轴轴荷
发动机型号
发动机额定功率
发动机额定扭矩
行驶参数
最高行驶速度 最小转弯直径 最小离地间隙 接近角 离去角 最大爬坡能力 百公里油耗
3000 3.385 860 10.06 32.76 42.12 4.97 5.4 75 95 3 100
100
Unit
mm mm mm kg kg kg
kW/(r/min)
km/h m mm ° ° %
t mm m kN.m m m m m m
20 3000 3.38 833 10.1 31.6 39.9 4.9 5.4
s
75
s
95
r/min
3
m/min
100
m/min
100
QY20G.5
12400
2500
3320
26020
6900
19120
?SC8DK260Q3?WD615.327
前轴轴荷
kg
后轴轴荷
kg
动力参数
发动机型号
发动机额定功率 发动机额定扭矩 最高行驶速度 最小转弯直径 最小离地间隙 接近角 离去角 最大爬坡能力 百公里油耗
主要性能参数
最大额定总起重量 最小额定幅度 转台尾部回转半径 最大起重力矩 基本臂 最长主臂
吊车性能表(终版)
8吨汽车起重机性能表.................................................................... 错误!未定义书签。
20吨汽车吊机额定性能表.............................................................. 错误!未定义书签。
25吨汽车起重机起重性能表(主臂).......................................... 错误!未定义书签。
30吨汽车起重机性能表(一)...................................................... 错误!未定义书签。
50吨汽车起重机性能表(主表).................................................. 错误!未定义书签。
80吨汽车起重机起重性能表(一) ................................................... 错误!未定义书签。
100t汽车吊性能表 .......................................................................... 错误!未定义书签。
120吨汽车起重机起重性能表........................................................ 错误!未定义书签。
150吨汽车起重机性能表(一) ......................................................... 错误!未定义书签。
150吨汽车起重机性能表(二) ......................................................... 错误!未定义书签。
6300KN全自动液压砖机使用说明
6300KN全自动液压砖机使用说明一、各大部件构成简介:1.料仓:容积0.5m³,可装10块制品所需原料。
2.布料机构:此机构由导轨、布料小车及往复气缸组成。
3.上下模具清理机构:此机构由电机、减速机、辊刷及运动件组成。
4.模具:由上模、上压头、外模、内模、外框及底模、垫板组成。
5.主机:由底座、滑块、上盖、导向槽、主压缸、附助缸、顶出缸等部件构成。
6.拾取机构:由导轨、运动组件、抱紧气缸、上升气缸、往复气缸等部件构成。
7.输送机构:由导向平皮带、主被动辊、电机、减速机、机架等部件组成。
8.泵站:由电机、泵、阀、阀组件、空滤、油滤、液位冷却等部件组成。
9.电控:由PLC屏显程序、各种执行组件、各种感应件、柜壳、线路等组成。
二、整机效果:整机安装调试后达到原料进仓,自动补料,自动清模,自动布料,自动拾砖,自动出砖,设备从进料到出砖自动运行,无需人员动手。
只需1人将运出机外的素坯装车运离现场转入下道工序。
三、运行顺序:1.初始位;2.布料仓进料,进料量到规定值时自动停止;3.清模、布料、布料机往复气缸运行,清模机构运行,到位后停1~2s,清模机构到位停止,布料机回程;4.布料机到位停顿1~2s时,顶出机构回程,原料进入模腔;5.压制:布料机构回程到位后,主机附助快速缸运行快速压下,附助缸压力达到规定值后,主缸工作,到规定压力后,保压1~5s,上压头在附助缸帮助下快速回程;6.顶出模:上压头回程到位后,顶出缸工作,将压制好的成品顶出模具,到规定位停止;7.拾取:拾取机构前进到位后停1~2s,夹紧气缸驱动抱取机构抱紧制品,上升机构上升,到位停止,拾取机构回程,到位后停止,上升机构下降,到位停止,抱紧机构放松,制品放在输送机构上;8.输送:制品放好后,输送向前步进一个工位停止;9.此顺序由PLC控制,自动运行,无需人工干预。
YP5000型液压自动压砖机主机结构特点分析析
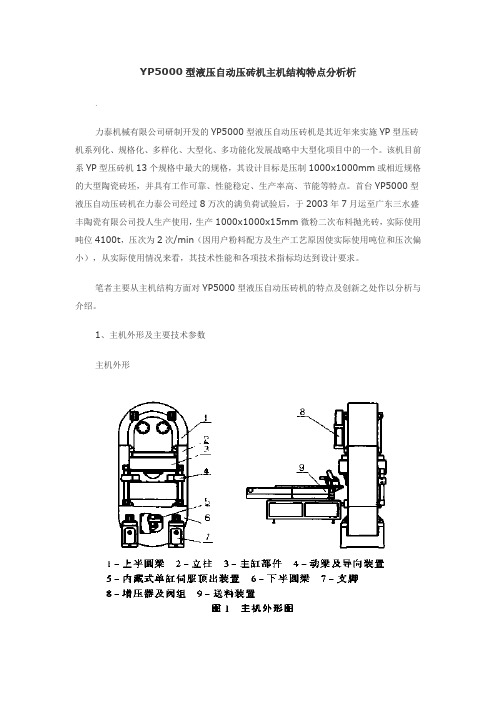
YP5000型液压自动压砖机主机结构特点分析析.力泰机械有限公司研制开发的YP5000型液压自动压砖机是其近年来实施YP型压砖机系列化、规格化、多样化、大型化、多功能化发展战略中大型化项目中的一个。
该机目前系YP型压砖机13个规格中最大的规格,其设计目标是压制1000x1000mm或相近规格的大型陶瓷砖坯,并具有工作可靠、性能稳定、生产率高、节能等特点。
首台YP5000型液压自动压砖机在力泰公司经过8万次的满负荷试验后,于2003年7月运至广东三水盛丰陶瓷有限公司投人生产使用,生产1000x1000x15mm微粉二次布料抛光砖,实际使用吨位4100t,压次为2次/min(因用户粉料配方及生产工艺原因使实际使用吨位和压次偏小),从实际使用情况来看,其技术性能和各项技术指标均达到设计要求。
笔者主要从主机结构方面对YP5000型液压自动压砖机的特点及创新之处作以分析与介绍。
1、主机外形及主要技术参数主机外形如图1所示,YP5000型压砖机主机主要由钢丝缠绕预应力结构机架(由上、下半圆梁及立柱和钢丝组成机架),主缸部件,动梁及导向装置,内藏式单缸伺服顶出装置,增压器及阀组以及送料装置7部分组成。
YP5000型压砖机设计时广泛吸取国外大型液压压砖机之精华,力求主机机架结构合理、造型美观。
其主机外形已获外观设计专利(专利号:ZL02326755.0)。
1.2主要技术参数最大压制力:50000kN(5000t);动梁最大行程:195mm;动梁下平面与工作台面间距:最大700mm,最小505mm;左右立柱间净空距:1820mm;最大填料深度:70mm;模芯最大顶出力:265 kN(26.5t):空循环次数(最大):16次/min;周期性加压次数:2~3次;电机装机容量:118 .5 kW;整机重量:120t。
2主机结构特点及分析2.1.优化的预应力结构机架利用钢丝缠绕预应力结构作大吨位陶瓷压砖机机架已被国内外行业同仁所认可。
黄锻成功开发世界吨位最大数控折弯成型机
部 由 一 重 集 团 自 行 完 成 , 因 而 拥 有 完 全 的 自主 知 识
产 权 。这 台 水 压 机 投 资 达 15亿 元 , 有 效 满 足 我 国 . 可
核 电 、 电 、 电 、 舶 、 金 、 化 、 化 工 业 以 及 国 水 火 船 冶 石 煤 防 装 备 等 领 域 高 端 大 型 铸 锻 件 的 需 要 , 从 而 为 这 些
国 内 领 先 , 补 了 国 内 空 白 , 要 性 能 指 标 达 到 国 际 填 主 先 进 水 平 , 定 委 员 会 同意 通 过 新 产 品 暨投 产 鉴 定 。 鉴
重 相 关 方 面 透 露 , 水 压 机 的 所 有 研 制 工 作 全
青锻公 司试 制成 功 8 0 0 N双 盘摩擦 压 力机 00 k
和 控 制 系 统 水 平 上 也 有 多 项 技 术 创 新 , 是 目前 世 界 上 最 先 进 的 重 型 自由锻 造 水 压 机 。 建 成 后 , 重 将 其 一 成为亚 洲最 大 的铸锻 件 生产基 地 。
一
19 ( 压 机精 度》 9 4( 液 (日 本 ) 求 , 机 总 体 技 术 水 平 要 整
黄 锻成 功开 发世 界 吨位最 大数 控折 弯成 型机
湖 北 三 环 黄 石 锻 压 机 床 有 限 公 司 ( 下 简 称 黄 以 锻 ) 成 功 开 发 P F 0 0 1 5数 控 折 弯 成 型 机 ,2月 P 6 0/ 2 1
继 J 3 6 0 型 6 0 0 N 双 盘 摩 擦 压 力 机 首 次 5— 3 0 30 k 在 青 岛 青 锻 锻 压 机 械 有 限 公 司 研 制 成 功 后 , 公 司 又 根 据 市 场 需 求 , 自 主 开 发 试 制 成 功 了 国 内 外 首 台 最 大 规 格 的 J3 8 0 型 8 0 0 N 双 盘 摩 擦 压 力 机 , 5—00 0 0k 该 机 允 许 使 用 力 为 10 0 k 并 于 2 0 年 1月 2 2 0 0 N, 07 6
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 引言1.1全自动液压压砖机的简介陶瓷液压压砖机(以下简称压机)是现代陶瓷生产线的核心关键设备,是机、电、液、气一体化的高技术专用设备。
说它关键,主要是它前连原料加工,后接干燥烧成,若压砖机出现故障,则全线停工。
说它专用,主要是出于特殊的物料(含少量水的喷雾干燥颗粒状泥粉料)及成形工艺技术(按照特定的升压曲线实施多次加压及排气),而一般的压力机显然是不能用于压制陶瓷砖的。
作为陶瓷生产线的关键设备全自动压砖机显出示许多的优点:①压机采用液压传动对砖胚施加等静压力,工作平稳,有利于胚体压制成行。
②采用液压传动可非常方便地实现对压制力、速度、时间的调节控制,并保持稳定,使压机动作很好的符合陶瓷工艺的要求;③容易实现压机的大型化和自动化;④胚体成型好,强度高。
现代全自动液压压砖机都看其有可靠性、重复性、调控性、耐久性、效率等。
本毕业设计主要研究宽体压砖机,以提高生产效率,节约生产成本,获得更好的经济效益。
1.2全自动液压压砖机在国内外的生产状况及发展趋势1.2.1 国内外压砖机的生产概况1>国内:当今的中国,是世界上公认的墙地砖的生产大国,有着世界最大的陶瓷压机市场。
但直至20世纪80年代末,陶瓷压砖机仍是我国建陶企业唯一需要全部引进的装备,其主要来自意大利和德国。
中国陶瓷压砖机从最早开始研发到今天成为压砖机生产大国,其间经历了二十多年的艰难的历程。
今天国产压机不仅可以替代进口的压砖机,而且可以大批量的出口外国,这是一个具有历史意义的重大的转变。
国产压砖机的主要技术参数、主要技术性能和整体水平已接近国外现代压砖机的先进水平,而且差距在不断缩小,但是国产压砖机行业发展时间短,发展开发过程中存在一些问题也是难免的,制造企业还应该不断提高产品质量,进一步降低成本,提高自身的竞争力,在巩固国内市场的同时,应积极开拓国际市场,只有在国际市场上占有一席之地,才真正证明国产压机的成功。
07年广东科达机电宣布其自主研制的7800吨压机研制成功,标志着我国也步入了压机大吨位压机市场。
经过10多年的不懈努力,国产压砖机取得了长足的进步,无论从外观和结构方面都经过了不断的优化、创新,但与国外压砖机相比还有较大差距。
例如铸、锻件的质量问题就是国产压砖机与进口压砖机最明显的差距之处,故国产压砖机看上去总是显得粗糙、笨重。
所以国产压砖机的研发,要立足国情,可以用好的结构,适合国情的结构来弥补国内制造业的不足。
梁体的优化就是要最大限度的减少应力集中的危害,使梁体的应力场趋向均匀,在确保梁体刚度足够的前提下,可以适当减轻重量。
同时梁体的优化还要有利于铸造工艺,例如优化时可以通过改变结构将铸造缺陷的密集区设计为低应力区以排除日后可能发生的隐患。
为了满足陶瓷生产的需求,科达机电推出宽体压机,有KD3800、KD3200、KD2100。
在一定的压力下,加宽工作台的,可以提高生产效率。
宽体压机可以降低主电动机的功率,可以提高压制频率,还可以提高其工作的稳定性、节能、改变外观等,研究宽体压机还是很的意义的。
通过现代的设计方法,对其进行设计,改变压机大小的、重量、受力情况、寿命等,对宽体压机将来能更好的适应市场和受到使用厂家的信赖好评给以保证,降低生产成本,为生产厂家获得更大的利益。
宽体压机节能,提高生产效率,可以给使用厂家带来更大利益,降低能耗等。
2>国外:近十几年来,国外的压砖机发展非常快,主要标志是,随着科技的进步,全世界生产压砖机的主要产家如德国的莱斯公司、道尔斯特公司等,意大利的萨米克公司、西蒂公司、维高公司、纳萨蒂公司等,日本的日型公司等一些公司不断推出结构日益完善,生产效率和自动化程度不断提高,多种结构形式的新型墙地砖成形液压机。
国外的压砖机现在都在向美观,大吨位,高精度,高效率,节能控制,多功能自动化程度更高和机器的动作更加符合料压制成型的工艺要求的方向发展。
1.2.2 现在压砖机的发展趋势随着陶瓷砖压砖机技术的日益进步,现代陶瓷液压压砖机无论从主机结构还是液压控制技术方面都和早期的压砖机大有不同。
例如主机结构较多的采用经过不断优化的各种新型结构以及预应力结构,使压砖机的主机精度、可靠性和抗疲劳性能得到较大的提高;而近年来较多的采用先进的液压伺服比例控制技术,使压砖机的压制动作更加的柔和、平稳,压制力更加准确。
这些都为现代建筑陶瓷业生产多变的高档墙地砖创造了非常有利的条件。
现代陶瓷砖压砖机主机结构的研究与开发就是要以最佳的、最合理的结构,尽可能少的原材料消耗,获得最理想的实用效果,包括主机精度、综合性能以及抗疲劳性等。
但要做到这一点,就需要我们付出很多的努力,不断地总结经验、学习和研究。
1.3 CAD/CAE在设计中的应用计算机辅助造型以及有限元法是随着计算机技术的应用而发展起来的一种先进的CAD/CAE技术,广泛应用于各个领域中的科学计算、设计、分析中,成功的解决了许多复杂的设计和分析问题,已成为工程设计和分析中的重要工具。
1> 计算机辅助设计——CAD计算机辅助设计指利用计算机及其图形设备帮助设计人员进行设计工作。
简称CAD。
在工程和产品设计中,计算机可以帮助设计人员担负计算、信息存储和制图等项工作。
在设计中通常要用计算机对不同方案进行大量的计算、分析和比较,以决定最优方案;各种设计信息,不论是数字的、文字的或图形的,都能存放在计算机的内存或外存里,并能快速地检索;设计人员通常用草图开始设计,将草图变为工作图的繁重工作可以交给计算机完成;由计算机自动产生的设计结果,可以快速作出图形显示出来,使设计人员及时对设计作出判断和修改;利用计算机可以进行与图形的编辑、放大、缩小、平移和旋转等有关的图形数据加工工作。
CAD 能够减轻设计人员的劳动,缩短设计周期和提高设计质量。
2>计算机辅助工程——CAECAE(Computer Aided Engineering)是用计算机辅助求解复杂工程和产品结构强度、刚度、屈曲稳定性、动力响应、热传导、三维多体接触、弹塑性等力学性能的分析计算以及结构性能的优化设计等问题的一种近似数值分析方法。
有限元分析过程可以分为以下三个阶段:1.建模阶段: 建模阶段是根据结构实际形状和实际工况条件建立有限元分析的计算模型——有限元模型,从而为有限元数值计算提供必要的输入数据。
有限元建模的中心任务是结构离散,即划分网格。
但是还是要处理许多与之相关的工作:如结构形式处理、集合模型建立、单元特性定义、单元质量检查、编号顺序以及模型边界条件的定义等。
2.计算阶段: 计算阶段的任务是完成有限元方法有关的数值计算。
由于这一步运算量非常大,所以这部分工作由有限元分析软件控制并在计算机上自动完成。
3.后处理阶段: 它的任务是对计算输出的结果惊醒必要的处理,并按一定方式显示或打印出来,以便对结构性能的好坏或设计的合理性进行评估,并作为相应的改进或优化。
1.4 本设计研究的内容和意义众所皆知,随着我们国家的政策和我们国人自己意识到纯粹的简单的模仿别的国家的机器与不能在满足我们国家经济高速公路发展的要求,近些年来我们自主设计创新的机械产品已经越来越多。
只有我们有生产出有先进水平的机械,才能真正的摆脱国际上一些强国对我们的控制,才能使我们生产出来的产品更具有竞争力,我们国家才能步入国际强国的行列。
本设计设计的是3800吨全自动液压压砖机(宽体)的机械部分的设计,采用现代的设计方法,对压砖机的机架进行详细设计。
用现代的设计方法和技术,实现对压砖机的设计制造,以优化压砖机,减轻压砖机的重量,节省材料等,提高其可靠性、重复性、调控性、耐久性等。
陶瓷液压压砖机(以下简称压机)是现代陶瓷生产线的核心关键设备,是机、电、液、气一体化的高技术专用设备。
说它关键,主要是它前连原料加工,后接干燥烧成,若压砖机出现故障,则全线停工。
通过这样的设计可以减少压砖机的故障率,可使压砖机的寿命更长。
而研究宽体压砖机,以提高生产效率,节约生产成本,获得更好的经济效益。
本项目研究3800吨全自动液压压砖机的机械部分,为了提高效率,可以把压机的工作台的加宽。
3800吨的压砖机增加工作台宽度可同时进行压制多块墙地砖。
研究3800吨的压砖机的机械部份,用PRO/E画出其三维模型,然后用ANSYS软件对其有限元分析代替传统的方法,优化设计,以节省材料。
目标实现压砖机同时实现压制墙砖600mm*600mm(3片),360mm*450mm(6片/次),450mm*600mm(5片/次),500mm*500mm(4片/次)。
实现压砖机的最优设计(减轻重量、提高疲劳强度等)。
2 设计原理最早有压砖机是采用螺旋传动,而螺旋传动只能传递较小的压制力,一直制约的压砖机的发展,直到后来人们引入了液压的传动,使压制力有很大的提高,压制出各式各样规格的砖,大大提高了生产效率。
下面我们介绍一下液压压砖机的原理。
2.1 液压压砖机工作原理图1-4 液压压砖机的工作原理1-小柱塞 2-大柱塞 3-坯体液压压砖机是根据静态下液体压力等值传递的帕斯卡原理制成的,它是一种利用液体压力传递能量的机器。
其工作原理如图1-4所示。
2.2 液压压砖机主要特点根据液压压砖机的工作原理可知,压砖机采用液压传动具有以下特点:(1)容易实现大型化。
因为油压和活塞的面积可在较大范围内变动,压制力F=A×P,只要增大活塞面积A和提高油压力P,就可得到大吨位的液压压砖机。
目前已有公司宣称研制出一万吨液压压砖机就是证明。
由此可知采用液压传动的压砖机容易获得更大的工作压制力,以满足压制大规格制品的要求。
(2)可方便地对压制过程的压力、速度、保压时间等参数实行调节和控制,使各项压制参数满足压制成形工艺的要求。
(3)对砖坯施加的压力为静压力,因此工作平稳,有利于砖坯的压制成形。
(4)容易实现压砖机的自动化操作。
3 总体方案的论证和选择全自动液压压砖机主机部分(又称机械部分)主要由机架、压制油缸、增压缸、顶模装置、布料装置及排气、安全装置等组成。
本设计主要研究机架和压制油缸的选择。
3.1 压制油缸的选择本设计将先择活塞式的油缸,油缸倒置并将其和活动横梁做成一体,即倒置式组合主油缸。
改善了活动梁的受力状态, 使压制力更加均匀, 有利于坯体成形。
现在压砖机的油缸主要有两种形式一种是活塞式油缸(图1-4(a)),别一种是柱塞式(图1-4(b))。
下面我们将通过比较。
确定选择哪一种油缸更符合本设计的要求。
塞式油缸被活塞分隔为两个腔,因此可以获得正反两个方面的运动。
当活塞腔通入高压油,活塞杆腔回油时,即为工作行程;当活塞杆腔进油,活塞腔回油时,则可实现回程,故不需单独设置回程缸。
它属于双作用油缸。
由于活塞式油缸不需另设回程缸,所以结构紧凑,零件少,安装空间小。