3800吨全自动液压压砖机设计
KD3800压机操作说明书
KD3800压机操作说明书KD3800全自动液压压砖机使用说明书(机械部分) 广东科达机电股份有限公司二零零一年五月目录一、总则二、机械概述三、安全说明四、安装过程五、操作规程六、维护与保养七.压制砖坯规格表八、用户自购备件明细表九.随机附件明细表附图一、压机外形图附图二、压机主体附图三、液压部阀组结构图附图四、布料装置结构图附图五、复合顶出装置结构图附图六、模具安装连接尺寸图(一、二) 附图七、液压气动原理图附图八、压制曲线图附图九、地基图附图十、压机吊装图附图十一、冲头开关箱附图十二、锁模安装示意图附图十三、复合顶出系统装模示意图一.总则1.在压机使用之前,操作人员及日常维护人员需经过培训及仔细阅读说明书的全部内容,这样对操作人员、维修人员及设备自身的安全很重要。
本手册中所述的产品及材料会因技术原因或工作原因随时更改,我们保留更改的权利,恕不另行通知。
说明书的内容属于有价技术资料,不得交付第三方复印或转让。
2.严格按本说明书操作、维护压机,未按本说明书操作、维护产生的不良后果本公司不负责任。
3.用户对说明书必须妥善保管,为便于查阅,说明书应放在靠近设备的地方,使操作和维修人员能在需要的时候及时查阅。
4.对工作循环和机器结构进行的任何修改请向科达集团的产品支持人员咨询,只有他们才有权进行这项工作。
5.压机的使用寿命为10年,本手册也应妥善保管10年以上。
对使用非原装配件导致的设备损坏本公司不承担责任。
6.压机铭牌2KD 公称压制力(t)科达陶机二.机械概述1.设备概述KD3800全自动液压压砖机(以下简称科达系列压机)是全自动化设备,专门用于陶瓷墙地砖生产过程中的粉料压制成型。
它由主机部分、液压部分和电气控制部分组成,本机采用液压传动,用可编程控制器实现控制功能。
生产砖坯的粉料一般为喷雾干燥塔生产的颗粒状粉料,含水率一般为6-8%。
压砖的过程是:主油缸带动动梁上下运动,组装在动梁上的上模头对粉料施以压力,压制成型的砖坯由顶出装置顶出模腔,然后布料装置将砖坯推出,由另外的辅机运走, 砖坯被推出的同时, 顶出装置的顶砖缸下降,使模具的下模形成料腔, 布料装置将粉料布入模腔,以备再次压制砖坯。
毕业设计---全自动墙体压砖机机械机构及液压系统设计
全自动墙体砖压机机械结构及液压系统设计摘要:全自动液压砖压机作为压力加工的重要设备,已经成为工业生产特别是陶瓷工业必不可少的装备之一。
大型全自动液压砖压机由于其自身结构和承载方式的特点,容易因机械强度、刚度不足以及共振而发生破坏,这使得结构分析与优化成为了大型全自动液压砖压机设计的一个重要内容。
本课题采用传统理论方法对全自动液压墙体砖压机机身结构进行设计、计算、强度校核,采用AUTO CAD 设计软件对上横梁、底座、上活动梁、下活动梁、主液压缸、立柱、总装图进行了工程绘图,在参考了某公司生产的四梁四柱液压墙体砖液压机液压系统以及查阅了大量关于液压系统设计的书籍后,确定全自动数字控制系统的设计方案,绘制了液压系统图,给出了电气系统的工作说明书,并对其进行了可行性分析,最后对整个设计进行系统分析,得出整个设计切实可行。
关键词:全自动液压砖压机;立柱;横梁Design of Mechanical Structure and HydraulicSystem of Automatic Hydraulic Brick PressAbstract: Full-automatic hydraulic pressure brick machine become essential equipment in industry manufacture especially in chinaware industry. Heavy Full-automatic hydraulic pressure brick machine is easy to be damaged because of absence of strength, stiffness and vibration due to its structure and force. Thus, the analysis and optimization of structure and an important part of Full-automatic hydraulic pressure brick machine designing.this topic uses the traditional theory method to carry on the design, the computation, the intensity examination to the ZY1200 completely automatic hydraulic pressure wall brick press fuselage structure, used AUTOCAD design software to the main traverse, the foundation, on the portable beam, under the portable beam, the host hydraulic cylinder, the column, the final assembly drawing to carry on the project cartography, in referred to some company to have produced four girders four column hydraulic pressure wall brick hydraulic press hydraulic system which as well as has consulted massively after the hydraulic system design books, determined that the semiautomatic numerical control system's design proposal, has drawn up the hydraulic scheme, has given electrical system's working instructions, and has carried on the feasibility analysis to it, finally to entire the design carries on the system analysis, obtains the entire design to be practical and feasible.Key word:Automatic hydraulic brick press; Column; Beams.全自动墙体压砖机机械机构及液压系统设计目录1引言 (3)1.1全自动液压砖压机的简介 (3)1.2全自动液压砖压机在国内外的生产状况及发展趋势 (3)1.3 本设计研究的内容和意义 (4)2 设计原理 (6)2.1 液压砖压机工作原理 (6)2.2 液压砖压机主要特点 (6)3 总体方案的论证和选择 (8)3.1 压制油缸的选择 (8)3.2 机架结构形式的选择 (10)4 砖压机各主要零部件的设计 (12)4.1 各零件的结构设计 (12)4.1.1 主机的结构 (12)4.1.2 上横梁的结构设计 (12)4.1.3 活动横梁的结构设计 (13)4.1.4 下横梁(工作台)的结构设计 (13)4.1.5 立柱的导向导套设计 (14)4.2 各主要零部件的初步设计计算 (14)4.2.1立柱拉杆初步设计计算 (14)4.2.2 套筒的初步设计计算 (19)4.2.3上横梁的初步设计计算 (20)4.2.4 活动横梁的初步设计 (22)4.2.5 下横梁(工作台)的初步设计 (22)4.2.6 充液箱的初步设计 (24)5 砖压机各主要零件的详细设计及用PROE建立三维模型 (26)5.1活动横梁的详细设计及三维模型的绘制 (26)5.1.1 活动横梁的总体设计 (26)5.1.2 T型槽的设计 (26)5.2 上横梁的详细设计和三维模型的绘制 (27)5.2.1 上横梁的总体设计 (27)5.2.2 立柱和上横梁的连接设计 (27)5.2.3 活塞杆和上横梁的连接设计 (28)5.3 下横梁(工作台)的详细设计和三维模型绘制 (28)5.4 立柱的详细设计和三维模型绘制 (29)5.5 套筒的详细设计和三维模型绘制 (30)5.6 螺母的设计及三维模型绘制 (30)5.7 最终设计结果 (31)总结 (33)参考文献 (34)致谢 (35)附录 (36)1引言1.1全自动液压砖压机的简介液压砖压机(以下简称压机)是现代墙体砖生产线的核心关键设备,是机、电、液、气一体化的高技术专用设备。
具创新特色的两款新型宽体压砖机
具创新特色的两款新型宽体压砖机作者:温怡彰韦峰山叶松君来源:《佛山陶瓷》2010年第04期摘要:本文主要介绍了恒力泰公司最新的两款梁柱结构型宽体高效压砖机,即YP2500、YP3000型液压自动压砖机的设计及创新特点。
关键词:宽体压砖机;创新特点1YP2500、YP3000型压砖机性能概述众所周知,宽体压砖机的显著特征是台面宽度宽,相对普通柱距的机型来说,每次冲压的砖坯数量多、生产效率高、日产量大。
正是基于这一突出优点,近两年来倍受国内、外建陶企业用户青睐,2009年度更是市场需求量猛增,供不应求。
YP2500、YP3000型液压自动压砖机是恒力泰公司针对目前市场需求,先后于2008和2009年度新推出的两款新一代梁柱型宽体高效压砖机,其主机结构和整机性能均在恒力泰经典梁柱型压砖机的基础上有了较大的改进,并有多项技术创新,结构简单新颖、实用、可靠。
YP2500与YP3000压砖机外形分别如图1和图2所示。
从图1、图2可以看出,两款机型都与国内外同类压砖机有所不同,尤其是YP2500型压砖机的外形及充液油箱与主缸结构都有创新(专利号:ZL200730053772.2,ZL200620064089.9)。
该两款中型吨位的宽体压砖机,除了宽体机型的特征即左右方向宽外,前后方向也显得更为轻巧,不象传统梁柱型压砖机的缸梁合一或内置主缸结构那样显得上梁厚重,这主要得益于主机结构的创新,其中YP2500型压砖机采用新型外挂主缸结构,而YP3000型压砖机则采用恒力泰经典的缸动结构,亦即经过多年考验的主缸动梁组合所采用的柔性联接结构。
YP2500、YP3000型压砖机的设计定位主要是以生产内、外墙砖为主,亦可用于生产中小规格的陶瓷地砖,具有工作稳定、压制速度快、参数调控方便灵活、压制瓷砖制品变化灵活、生产效率高、压制的坯体质量好等特点。
两款压砖机一推向市场就倍受客户青睐,尤其是YP2500在江西高安得到广泛关注和认可,已成为当地产区压制瓷片的首选机型。
开题报告-全自动砖压机机械及液压设计
国内外现状:
随着我国加入WTO后与世界机床行业进一步接轨,生产墙体砖的机械产品开始向数控化、柔性化转变。
为了尽快从根本上改变我国陶瓷墙体砖生产落后的面貌,实现陶瓷墙体砖技术装备的现代化和国产化,在“七五”期间,由国家建材局领导组织实施墙体地砖技术装备现代化和国产化项目,采取自主开发与引进国外先进技术相结合,引进技术与消化吸收相结合的正确方针,取得了可惜的成绩。其标志是于1900年在四川自贡建成了我国第一条由国产现代陶瓷墙体砖生产技术装备组成的具有80年代水平的年产70万平方米一次烧成德彩釉陶瓷地砖国产化示范生产线。它的成功说明我国陶瓷墙体砖生产线成套技术装备上了一个新台阶,同时通过完成整个项目也培养和训练了一批掌握现代陶瓷技术装备开发设计和制造技术的科技队伍,这也为随后的整个陶瓷行业进步奠定了基础。
5、墙体砖压机使用中的维护成本降低;
6、设计的墙体砖压机工作更稳定、可靠;
7、墙体砖压机结构合理,符合工作现场的需要,更易于操作和使用;
8、墙体砖压机拆卸方便、更易于维护;
9、所设计的墙体砖压机符合工艺流程的要求。
四、课题进度安排
3月19日~4月1日.毕业实习阶段。
毕业实习,查阅资料,到多个公司实践,撰写实习报告。
4月2日~4月15日.开题阶段。
提出总体设计方案及草图,填写开题报告。
3200吨液压全自动压砖机可行性分析报告
可行性分析报告项目:3200吨液压全自动压砖机专业:机械设计制造及其自动化组员:联系电话:景德镇陶瓷学院一、基本情况:1、项目名称:3200吨全自动液压压砖机2、目的和意义:中国建筑卫生陶瓷工业的发展继续保持了20世纪90年代的发展势头,陶瓷工业的整体水平不断提升,陶瓷产品的产量也在迅速提高,中国已成为世界陶瓷生产的超级大国。
随着陶瓷工业在我国国民经济中地位的提升,陶瓷机械设备在整个陶瓷工业生产中所占的地位越来越受到业内人士的瞩目。
陶瓷工业的发展促进了陶瓷机械装备的发展,陶瓷工业装备的进步成就了陶瓷工业的跨越式发展。
而陶瓷工业装备中,压砖机是生产陶瓷砖的关键设备,是机、电、液压和计算机控制技术的集合体。
在陶瓷生产线中,压砖机介于粉料输送和窑炉烧制工序之间,对从喷雾干燥塔中出来的粉料进行压制成形,而后于窑炉中进行烘干烧制等等。
在20世纪80年代,我国的建筑陶瓷生产基本还是依靠从国外进口压砖机设备,以满足国内陶瓷砖的生产需求。
随着科技的发展,我国目前已成为年产40亿m2的世界陶瓷砖生产大国,已完全实现了压砖机国产化。
近年来,为贯彻落实党中央、国务院关于推进节能减排与发展新能源的战略部署,财政部、住房城乡建设部大力推动、浅层地能等可再生能源在建筑领域应用,可再生能源建筑应用规模迅速扩大,应用技术逐渐成熟、产业竞争力稳步提升,大型液压砖机产业市场前景可观。
3200吨全自动液压压砖机就是基于以上具体情况提出的科研课题。
它的研制将使国内的液压压砖机技术更加成熟,带来较为可观的经济效益与社会效益。
3主要技术经济指标:1最大压制力KN32002模芯顶出力KN 2653动梁最大行程mm 1754动梁与底座最小间距mm 5055最大填料深度mm 706周期加压次数times 2~57动梁工作面宽度mm 11004、完成期限:1、2015年05月,完成各单元的实验研究2、2015年07月,完成试验机相关软件的设计3、2015年09月,进行试验机的组装和调试4、2015年11月,完成试验机的综合性能性能检测5、2015年12月,进行试验机的改进与优化6、2016年01月,完成样机的定型7、2016年02月,完成成品机器的技术检测8、2016年03月,对成品包装进行销售5、成果提供形式:提供样机和能指导生产的图纸和工艺文件一套二、国内外技术发展与水平分析:国外生产液压压砖机的公司都在保持各自主机结构特点的基础上形成压砖机系列化。
3800吨全自动液压压砖机设计-任务书
实习调研, 前期准备,查阅资料,技术文献,编写开题报告
进行技术方案设计、评估,进行实际实际操作
进行优化和修改,对资料系统分类整理
编写技术文件,编写设计说明书
毕业答辩
所在专业审查意见:
负责人:
年月日
院系意见:
院系领导:
年月日
【9】 濮良贵 纪名刚.机械设计(第八版)北京:高等教育出版社,2006.5
5.本毕业设计(论文)课题工作进度计划
起迄日期
工作内容
2008年12月15日
--2009年3月15日
2009年3月16日
--2008年4月15日
2009年4月16日
--2008年5月5日
2009年5月5日
---2008年5月10日
3、外文资料三篇,翻译其中一篇。
4.主要参考文献
【1】 张柏清.全自动液压压砖机.南昌:江西科学技术出版社,2001.5
【2】 俞新陆.液压机的设计与应用.北京:机械工业出版社,2007
【3】 张柏清 林去万. 陶瓷工业机械与设备.中国轻工业出版社,2007.9
【4】 孙江宏. PRO/ENGINEER Wildfire 3.0中文版.北京:清华大学出版社,2007.6
本毕业设计任务的内容:
本课题拟设计设计3800吨全自动液压压砖机的主机部分。
本毕业设计任务的要求:
1)目标实现压砖机同时实现压制墙砖600mm*600mm(3片),360mm*450mm(6片/次),450mm*600mm(5片/次),500mm*500mm(4片/次)。实现压砖机的最优设计(减轻重量
景德镇陶瓷学院
毕业设计(论文)任务书
中文题目:3800吨全自动液压压砖机(主机)
HZY_18新型环保全自动液压制砖机的研制_孙红旗
16.
(编辑 浩 然)
≤≤≤≤≤≤≤≤≤≤
作者简介:孙红旗(1964-),男,硕士,教授,主要研究方向为工程力学、
机械振动等。
收稿日期:2012-11-19
日前,齐重数控装备股份有限公司的高精度数 控重型曲轴复合加工机床(一拖二)研制成功,该机 床由两套车刀架与一套旋风刀架复合组成一台完 整的一拖二机床,产品长 57.6 米、宽10.5 米、高 7 米、重达 580 吨,加工精度误差不超过0.02 毫米。
的作用。通过比较免烧砖与传统红砖比较具有以下特点: (1)节约土地资源:传统的红砖主要原材料是土地,
表 2 矿砂混凝土多孔砖主要指标检测表
检测项目 孔洞率/% 密度等级/kg·m-3
强度等级/MPa
干燥收缩率/% 相对含水率/%
强度损失/% 抗冻性 D50
质量损失/% 碳化系数 软化系数
内照射系数 放射性
压制成所需要的尺寸厚度。压制完成后,通过液压机构使 得带有上模的横梁向上运动,恢复到起始位置。上模回到 最高位置后,往复驱动装置反向运动。到达出砖位置时, 由顶出机构将压制好的砖坯顶出,码垛晾干即可。 3 新型环保全自动液压制砖机主要技术指标
每次成型块数:24 块/模;每周期时间:35s;产量: 2400 块/h; 总 体 尺 寸 长 × 宽 × 高 :3600mm ×2100mm × 3000mm;整机重量:3.2t。 4 产品介绍
学术交流
理论 / 研发 /TION
HZY- 18 新型环保全自动液压制砖机的研制
孙红旗 1, 郝云章 1, 王俊发 1, 龙泽明 1, 臧克江 1, 纪汝田 2, 张万华 2 (1.佳木斯大学,黑龙江 佳木斯 154007;2.佳木斯大学液压件厂,黑龙江 佳木斯 154007)
全自动液压压砖机工作原理
全自动液压压砖机工作原理
全自动液压压砖机是一种高效、节能、环保的砖机设备,其工作原理主要是通过液压系统实现砖块的成型。
下面将详细介绍全自动液压压砖机的工作原理。
1. 原材料的准备
在使用全自动液压压砖机之前,需要将砖块的原材料准备好。
一般来说,砖块的原材料主要包括水泥、沙子、石灰和其他添加剂。
这些原材料需要经过混合、搅拌、加水等工序,制成砖块的混合料。
2. 砖块成型
当混合料准备好后,将其放入全自动液压压砖机的料斗中。
在机器的控制下,混合料被输送到成型腔室中。
在成型腔室中,混合料被压缩成为砖块的形状。
这个过程中,液压系统起到了关键作用。
液压系统通过液压缸的作用,将混合料压缩成为砖块的形状。
同时,液压系统还可以控制砖块的压力和成型速度,以确保砖块的质量和稳定性。
3. 砖块的出料
当砖块成型完成后,液压系统会自动将砖块从成型腔室中推出。
这个过程中,液压系统还可以控制砖块的出料速度和位置,以确保砖块的整齐和排列。
4. 砖块的养护
当砖块出料后,需要进行养护。
砖块的养护过程中,需要将其放置在适当的环境中,让其自然干燥。
这个过程中,需要注意砖块的温度、湿度和通风等因素,以确保砖块的质量和稳定性。
总之,全自动液压压砖机是一种高效、节能、环保的砖机设备。
其工作原理主要是通过液压系统实现砖块的成型。
在使用全自动液压压砖机时,需要注意原材料的准备、砖块的成型、砖块的出料和砖块的养护等方面,以确保砖块的质量和稳定性。
全自动粉煤灰压砖机液压系统的设计
动 \
复 位 料 车 前行 + + + + + + 位感
模框快上 模框慢上 料车退回
提压快下 1 提压慢下 1
+ + + + + +
+ + + +
+ + + + + + +
+ + + + +
1. 压 缸 4增 l . 位 四 通 阀 电磁 换 向阀 3二 l. 液阀 6充 1. 液 压 缸 7主 1 . 力 继 电 器 5压 1. 9 蓄能 器
行 。开 始工作 时液 压缸 1 回 , 动上活动 梁和上 压 7缩 带
头升 到上位 ; 液压 缸 1 1伸 出 , 推动 下 活动 梁 和模 框 到
题, 并且 降低 了成本 。系统采 用双 泵并联 供油 , 既使 在
一
求, 这样 不但 提高成 本 , 而且 造 成 长期 耐 久 性 、 风 化 抗 性 能下 降 , 收缩 和蠕 变 值 也 会增 大 。 可见 这 两 种生 干
产方式都 不符 合粉 煤灰砖 的生 产特 点 。 目前 国内也 引进 了一 些 国外 装 备 , 到 了一定 的 起
示 范作用 , 但洋设 备 并不 完 全 符 合 我 国粉 煤 灰砖 的生
产要 求 。为此 , 我们 为 四柱 压 砖 机设 计 了一 种 液压 方 案 , 改 了砖 的生 产 工艺 , 合 粉 煤 灰 的 生产 特 点 , 更 适 并
收稿 日期 :0 1 1 21_ o 作者 简介 : 张河新 (9 3 ) 女 , 15 一 , 河南洛阳人 , 副教授 , 主要从 事机 电液一 体化技术 的研究工作 。
除 了旧式砖 机存在 的弊端 , 模框 采 用随动技 术 , 实现 了双 面加 压 的 生 产 工 艺 ; 改快 压 为缓 压 , 次排 气并保 多
大吨位钢丝缠绕液压压砖机机架的设计

川 / ,
图 1 钢丝缠 绕机架 简图
F g. Th h th o te ik t nn rm e r i 1 e s ec fse lsl wi ig fa wo k
压压砖机 的设计方面进 行探 讨 , 供设计 者参 考
2 缠 绕机 架 主 体设 计
2 1 机 架 结构 选 择
生应力集中 , 成强度薄弱 环节 , 形 容易造成疲 劳破坏 图 3是
‘
1
板框 结构机架 , 其主要 优点 是消 防 了立柱 上 因螺纹而 引起 的
{
/
! /
应力集中现象 。但在 B处仍 有拉应 力集 中 , 即使 是加 大粱柱 过 渡区的过渡 圆角 , 对于 全天 候高频 工 作的 陶瓷压 砖机 束 但
吴 南 星 余 冬 玲
( 景德 镇 陶 瓷 学院机械 电子 工程 学院 ,3 0 1 330 )
摘 要
从 力 学 角 度 阐述 了 大吨 位 钢 丝 缠 绕 液 压 压砖 机 机 架 的设 计 过 程 , 包括 机 架 结 构 的 选 择 、 柱 的设 计 、 紧 系 立 预
团 ㈠㈠ 一
平的距离
架, 其结构 如图 1 示 该机架 是 田上下 两个 半 圆梁 及两 所 枉组成 , 框架周围都缠 以高强度 预应 力钢丝 在
目前 , 国内夕 广泛采 用的 陶瓷 液压 压砖 机 为三 粱 四柱 结 h一 构. 如图 2所示 它 广泛 应用干 由小吨位压机上 . 立柱 受扛 但
应 了作 用 且 载 荷 渡 动 量 大 , 在 粱 柱 的 螺 纹 接 台 部 位 A处 产 ] 另
Cm NA C R E AM】 N S R C I DU T Y Jn .(r V 19 N . u e 2K2 o.。 o 3
液压压砖机毕业设计
第1章绪论1.1 课题研究背景液压压砖机是陶瓷工业中用于墙地砖压制成形的必不可少的机械设备。
目前我国在实际生产中采用的压砖机类型主要有钢丝缠绕型液压压砖机、开式液压压砖机、闭式液压压砖机等类型,但工作时都普遍存在压砖机变形较大,刚性较差,而压砖机的强度、刚度将直接影响到零件加工精度、压砖机导轨的磨损和模具的寿命等。
因此如何优化压砖机结构,提高压砖机的静态、动态特性,同时又能降低压砖机的结构重量,对于液压压砖机的设计尤为重要。
随着科学技术的发展,压砖机正向大吨位、高精度和高速度发展。
要保证这些大吨位、高精度和压砖机的正常工作,首先应该在设计压力机压砖机时必须保证有足够的强度和刚度,同时考虑工作时的压力机的振动情况。
目前我国压力机压砖机的设计至今大多沿用经验、类比的传统设计方法,设计出的压砖机不仅性能差,结构笨重,速度、精度提不高,而且设计周期长,制造成本高,更新换代慢,国产高档次的压力机领与国外压力机相比存在很大的差距。
随着中国加入W'TO,中国的制造企业的形势将变得更加严峻,并面临更为强大的竞争对手,为此,中国的压力机制造企业必须改变原有的传统设计方法,以先进的设计制造手段作为技术支撑,来提高我国压力机的设计与制造水平,在新的市场环境中积极参与竞争。
随着CAD/CAM/CAE技术的日益普及和应用,有限元方法等现代结构分析方法己为工程技术设计人员广为认识和发展,在压砖机设计中得到广泛的应用,并取得了显著的技术经济效益。
1.2 国内外全自动液压压砖机研究现状与发展趋势1.2.1国外全自动液压压砖机的发展世界各国生产陶瓷砖除了塑性法、注浆法成型坯体之外,只要是采用颗粒状粉料压力成型工艺的基本上都是走过手工锤打→半机械化的摩擦压力锤→机械式压力机→摩擦—液压机成型→全自动液压机成型的道路。
因此,当今各地企业选用的自动液压压砖机其实是实践经验总结的应用,是目前最普遍最先进的方法,但不是唯一的方法。
全自动液压压砖机工作原理

全自动液压压砖机工作原理引言:随着科技的不断进步,各行各业都在追求自动化和高效率。
在建筑行业中,传统的砖瓦制造方式已经无法满足现代化的需求。
而全自动液压压砖机的出现,彻底改变了砖瓦生产的方式,大大提高了生产效率和质量。
本文将详细介绍全自动液压压砖机的工作原理。
一、液压系统全自动液压压砖机的核心是液压系统。
液压系统由液压站、液压缸、液压管路和控制阀组成。
液压站通过电机驱动液压泵,将液压油压力提高,通过液压管路将液压油传输到液压缸中,从而实现对砖坯进行压制。
二、砖坯制备在全自动液压压砖机中,首先需要制备合适的砖坯。
砖坯的制备主要包括原材料的搅拌、模具的浸泡和挤压。
原材料一般包括水泥、石灰、砂子和水。
在搅拌过程中,将这些原材料充分混合,形成均匀的砂浆。
然后,将模具浸泡在水中,以防止砖坯粘附。
最后,将砂浆挤压进入模具中,使其形成所需的砖坯形状。
三、压制过程当砖坯制备完毕后,就可以进行压制过程。
全自动液压压砖机通过液压系统对砖坯进行压制,使其形成坚固的砖体。
具体的压制过程主要包括以下几个步骤:1. 模具装填:将制备好的砖坯放入模具中,并确保砖坯与模具的接触面平整。
2. 液压缸启动:启动液压缸,使其下降并施加压力在砖坯上。
3. 压制过程:液压缸下降时,压力逐渐增大,使砖坯受到均匀的压力,从而使其形成坚固的砖体。
压制过程中,液压缸的压力和下降速度可以根据需要进行调整。
4. 压制完成:当砖坯受到足够的压力后,液压缸停止下降,并保持一段时间,以确保砖体的稳定性。
四、砖体成型在压制过程完成后,砖坯就成为了坚固的砖体。
此时,需要将砖体从模具中取出,并进行后续的处理。
具体的成型过程包括以下几个步骤:1. 模具分离:打开模具,使其与砖体分离。
2. 砖体取出:将砖体从模具中取出,并放置在适当的位置。
3. 砖体养护:将砖体进行养护,使其逐渐硬化和增强。
五、总结全自动液压压砖机通过液压系统对砖坯进行压制,从而形成坚固的砖体。
其工作原理主要包括液压系统、砖坯制备、压制过程和砖体成型。
全自动液压压砖机工作原理
全自动液压压砖机工作原理全自动液压压砖机是一种高效、节能、环保的砖瓦制造设备,它能自动完成整个砖瓦制造的过程,从原料的输送到成品的生产,大大提高了生产效率和质量。
那么,全自动液压压砖机是如何工作的呢?全自动液压压砖机采用液压系统作为动力源,实现砖瓦的压制和成型。
其工作原理如下:1. 原料准备:首先,将适量的水泥、砂、石粉等原料按照一定的配比混合均匀,形成砖瓦的原料。
2. 原料输送:将混合好的原料通过输送带或者斗式提升机输送到全自动液压压砖机的料斗中。
3. 压制成型:开始工作后,全自动液压压砖机会自动将原料输送到模具腔室中。
然后,通过液压系统提供的高压力,将原料压制成形,使其在模具内部成型。
4. 振动平整:在原料压制成型的同时,全自动液压压砖机还会进行振动处理,以保证砖瓦的密实性和平整度。
5. 养护和出料:在压制完成后,砖瓦需要经过一定的养护时间,以保证其强度和稳定性。
养护完成后,全自动液压压砖机会自动将成品砖瓦从模具中取出,并通过输送带或者堆垛机进行出料。
全自动液压压砖机的工作原理主要依赖于液压系统的动力传递和控制。
液压系统由液压站、油缸、油管等组成。
液压站提供高压液体,通过油管将高压液体传递给油缸,油缸再将压力传递给模具,实现砖瓦的压制。
同时,液压系统还能通过控制阀来控制液压油的流动,实现对压力、速度等参数的调节,从而适应不同类型和尺寸的砖瓦生产需求。
全自动液压压砖机的工作原理简单而高效,它能够大大提高砖瓦的生产效率和质量。
与传统手工或半自动压砖机相比,全自动液压压砖机具有以下优势:1. 自动化程度高:全自动液压压砖机能够自动完成整个生产过程,无需人工干预,大大节省了人力成本。
2. 生产效率高:全自动液压压砖机能够连续不断地进行生产,生产效率高,大大提高了砖瓦的生产能力。
3. 产品质量好:全自动液压压砖机通过液压系统的高压力和振动处理,能够使砖瓦密实、均匀,质量稳定可靠。
4. 环保节能:全自动液压压砖机在生产过程中不会产生废气、废水等污染物,且能够对原料进行有效利用,减少资源浪费。
YP8390型液压自动压砖机的技术特点分析
1前言随着社会的进步,人们生活需求的不断提高,大规格陶瓷板逐渐受到市场的青睐[1]。
受到市场大形势的影响,大吨位的压砖机逐渐拥有其独特的市场地位。
但由于大吨位压机一般具有较庞大的身躯,在生产、安装和运输等方面存在一定的困难。
此外,近年来,国家陆续出台的一系列交通法规、环境保护和节能减排等政策,使得大吨位压机前路受阻[2]。
为了解决以上问题,我司推出新一代YP90系列液压自动压砖机。
目前,YP90系列家族包括YP7890、YP8390、YP8890、YP10090和YP12090。
本文将以YP8390为例,详细分析其技术特点。
2YP8390型压砖机的主要技术参数YP8390型压砖机是恒力泰公司根据市场的需求,对现有大吨位压砖机架构升级的其中一个代表性产品,其工作台面宽度达1580mm,最大压制力达8300tf,可压制成型1800mm×900mm×(3~30)mm 的大规格陶瓷板(砖)。
主要技术参数如下:(1)最大压制力83000KN (8300tf );(2)活动横梁最大行程220mm;(3)活动横梁下平面与工作台面间距最大765mm、最小545mm;(4)左右立柱间净空距2450mm;(5)底座台面前后宽度1580mm;谈建豪,邓耀顺,温怡彰,仇家强(佛山市恒力泰机械有限公司,佛山528031)恒力泰YP90系列压砖机是本司对YP 系列压砖机系统结构不断升级的重要成果,其应用了本司近年来多项专利技术,具有抗疲劳性强、稳定性好、自动化程度高、可拆分运输、节能等优点,是成熟又稳定的产品。
目前,YP90系列压砖机包括YP7890、YP8390、YP8890、YP10090、YP12090。
本文将以YP8390为例,对其技术特点进行详细分析,为日后其他大吨位液压自动压砖机的设计提供参考。
型压砖机;可拆分结构;节能减排;技术参数机械与设备Machine &Equipment(6)动梁工作面宽度1370mm;(7)最大填料深度70mm;(8)模芯最大顶出力275kN;(9)空循环次数可达17次/min;(10)周期中加压次数2~5次;(11)主电机功率180kW (90kW×2);(12)主机重量203t。
新型墙体材料的一项技术革命——千吨全自动液压墙体砖压机及其应用

产线 , 其工艺技术及装配与国内外现有压砖机相 比,
具有明显技术经济优势。
() 1成型压力 大: 压砖机采用高吨位压力机 , 成 型压力达到 lOt制品成型压强可达 2M a而 目 OO, 7 P, 前国 内外 现有压 砖机 压力 均低 于 6o( 内仅 为 ot周
权威科研 院校 合作 , 研制开发 了国 内首条 m — l0 千吨全 自 0 1 动液压墙体砖压机及年产 50 00万块
粉煤砖蒸压标砖配套生产线, 20 年在武汉新世 于 03 纪墙材有限公 司和青岛瑞晶新型墙体材料有限公司 等投入使用, 经二 年多连续生产实践 , 机组运 行正 常, 各项性能指标达到预期设计效果 。生产线不但 填补了国内大 吨位液压墙 材砖压机的空白, 而且 以 投资少 , 自动化程度高 , 制品质量好 , 成本低等特点 ,
新型墙体材料。生产线适用于生产标砖及各种系列 空心砖 、 铺地砖、 广场砖 、 空心砌块等产品; 适用于不 同原材料体系及不 同的工艺配方 , 生产不 同类型的
来显著的经济效益和社会效益。
2 开拓
产 品, 如蒸压粉煤灰砖 、 蒸压灰砂砖、 粉煤灰烧结砖、
煤矸石烧结砖、 工业废渣水 泥砌块等。通过更换压
“ 禁实” 工作要 向深度和广度推进的话 , 必须做
机模具 , 即可生产不 同规格和不同孔洞率的各种墙 材砖和地砖 , 实现了产品多元化 。
3 优 势
到二个推进三个延伸 , 即由禁止使用 向禁止生产推
进, 由禁止实心粘土砖 向禁止粘土制品推进 ; 由大中 城市 向小城市 和城镇延伸 , 由城镇住宅 向农村住宅
国内最早 , 技术与国际先进同步 , 国内市场 占有率名 列前茅 , 生产的压机不但技术先进, 且产品经用户长 年累月的连续运转考验 , 其使用可靠性不低于国外 最先进的压机。凭借已有二十年生产陶瓷砖全 自动 液压机 的技术经验和锐意进取 、 勇于创新的经营理 念, 消化吸收国外墙材砖压机的核心技术 , 国内 并与
YP5000型液压自动压砖机主机结构特点分析析
YP5000型液压自动压砖机主机结构特点分析析.力泰机械有限公司研制开发的YP5000型液压自动压砖机是其近年来实施YP型压砖机系列化、规格化、多样化、大型化、多功能化发展战略中大型化项目中的一个。
该机目前系YP型压砖机13个规格中最大的规格,其设计目标是压制1000x1000mm或相近规格的大型陶瓷砖坯,并具有工作可靠、性能稳定、生产率高、节能等特点。
首台YP5000型液压自动压砖机在力泰公司经过8万次的满负荷试验后,于2003年7月运至广东三水盛丰陶瓷有限公司投人生产使用,生产1000x1000x15mm微粉二次布料抛光砖,实际使用吨位4100t,压次为2次/min(因用户粉料配方及生产工艺原因使实际使用吨位和压次偏小),从实际使用情况来看,其技术性能和各项技术指标均达到设计要求。
笔者主要从主机结构方面对YP5000型液压自动压砖机的特点及创新之处作以分析与介绍。
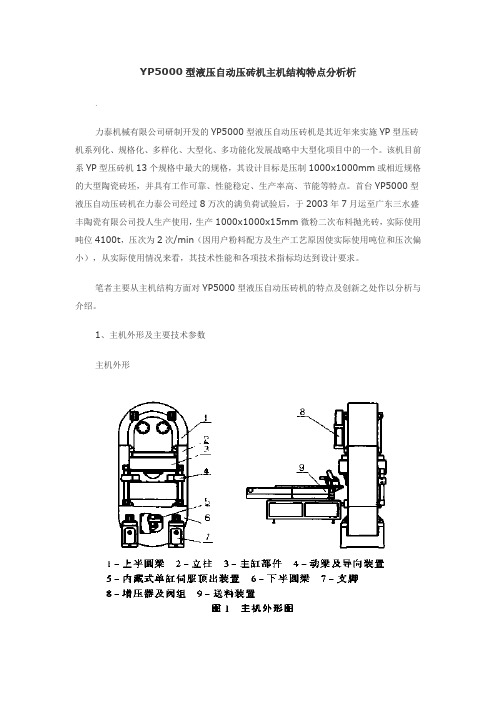
1、主机外形及主要技术参数主机外形如图1所示,YP5000型压砖机主机主要由钢丝缠绕预应力结构机架(由上、下半圆梁及立柱和钢丝组成机架),主缸部件,动梁及导向装置,内藏式单缸伺服顶出装置,增压器及阀组以及送料装置7部分组成。
YP5000型压砖机设计时广泛吸取国外大型液压压砖机之精华,力求主机机架结构合理、造型美观。
其主机外形已获外观设计专利(专利号:ZL02326755.0)。
1.2主要技术参数最大压制力:50000kN(5000t);动梁最大行程:195mm;动梁下平面与工作台面间距:最大700mm,最小505mm;左右立柱间净空距:1820mm;最大填料深度:70mm;模芯最大顶出力:265 kN(26.5t):空循环次数(最大):16次/min;周期性加压次数:2~3次;电机装机容量:118 .5 kW;整机重量:120t。
2主机结构特点及分析2.1.优化的预应力结构机架利用钢丝缠绕预应力结构作大吨位陶瓷压砖机机架已被国内外行业同仁所认可。
国产800吨全自动液压压砖机试制成功

国产800吨全自动液压压砖机试制成功
无
【期刊名称】《中国建材装备》
【年(卷),期】1991(000)005
【总页数】2页(P19,22)
【作者】无
【作者单位】无
【正文语种】中文
【中图分类】TU522.05
【相关文献】
1.国产全自动液压压砖机的技术创新分析 [J], 朱展鹏;刘小云
2.全自动液压压砖机液压压制系统仿真与优化 [J], 蒋淮同;李亮;李明;陆宝春
3.全自动液压压砖机动梁减速和排气液压回路分析 [J], 李良光
4.全自动液压压砖机液压系统排气回路的建模与仿真研究 [J], 匡伟春;易平波;梁斯仁
5.SACMI PH5000L节能型全自动液压压砖机液压系统分析 [J], 邱兴盛
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要陶瓷液压压砖机是现代陶瓷生产线的核心关键设备,是机、电、液、气一体化的高技术专用设备。
机架是全自动液压压砖机的关键部分,也是主要的受力部分,其刚性和强度在很大的程度上影响了压砖机的的左寿命和压砖的质量。
本设计主要设计全自动液压压机的设计和其三维模型的建立,选择上横梁进行有限元分析。
关键词:3800吨全自动液压压砖机立柱横梁三维模型有限元ABSTRACTHydraulic brick press ceramic production lines of modern ceramic core of key equipment is the machine, electricity, liquid, gas integration of high-tech equipment. Automatic Hydraulic Press Rack is a key part, is also part of the main force, the stiffness and strength of a large extent on the impact of the press and the pressure of the left blocks of life quality. The main of this design to design of automatic hydraulic press design and its three-dimensional model, the choice of the finite element analysis of beams.KEYWORDS:THE DESIGN OF 3800T COMPLETEY AUTOMATIC Column Beams Three-dimensional model Finite element目录1引言 (1)1.1 全自动液压压砖机的简介 (1)1.2全自动液压压砖机在国内外的生产状况及发展趋势 (1)1.3 CAD/CAE在设计中的应用 (2)1.4 本设计研究的内容和意义 (3)2 设计原理 (5)2.1 液压压砖机工作原理 (5)2.2 液压压砖机主要特点 (5)3 总体方案的论证和选择 (6)3.1 压制油缸的选择 (6)3.2 机架结构形式的选择 (8)4 压砖机各主要零部件的设计 (11)4.1 各零件的结构设计 (13)4.2 各主要零部件的初步设计计算 (13)5 压砖机各主要零件的详细设计及用PROE建立三维模型 (25)5.1活动横梁的详细设计及三维模型的绘制 (25)5.2 上横梁的详细设计和三维模型的绘制 (27)5.3 下横梁(工作台)的详细设计和三维模型绘制 (29)5.4 立柱的详细设计和三维模型绘制 (30)5.5 套筒的详细设计和三维模型 (30)5.6 螺母的设计及三维模型绘制 (31)6 上横梁的有限元分析 (32)7 经济分析 (37)7.1市场预测(含同类项目的国内外市场情况) (37)7.2本项目的市场竞争优势、风险及市场策略 (37)7.3 经济社会效益分析 (38)7.4 推广应用及产业化分析 (38)8 最终设计结果……………………………………………… 39 9设计小结 (41)致谢 (42)参考文献 (43)1 引言1.1全自动液压压砖机的简介陶瓷液压压砖机(以下简称压机)是现代陶瓷生产线的核心关键设备,是机、电、液、气一体化的高技术专用设备。
说它关键,主要是它前连原料加工,后接干燥烧成,若压砖机出现故障,则全线停工。
说它专用,主要是出于特殊的物料(含少量水的喷雾干燥颗粒状泥粉料)及成形工艺技术(按照特定的升压曲线实施多次加压及排气),而一般的压力机显然是不能用于压制陶瓷砖的。
作为陶瓷生产线的关键设备全自动压砖机显出示许多的优点:①压机采用液压传动对砖胚施加等静压力,工作平稳,有利于胚体压制成行。
②采用液压传动可非常方便地实现对压制力、速度、时间的调节控制,并保持稳定,使压机动作很好的符合陶瓷工艺的要求;③容易实现压机的大型化和自动化;④胚体成型好,强度高。
现代全自动液压压砖机都看其有可靠性、重复性、调控性、耐久性、效率等。
本毕业设计主要研究宽体压砖机,以提高生产效率,节约生产成本,获得更好的经济效益。
1.2全自动液压压砖机在国内外的生产状况及发展趋势1.2.1 国内外压砖机的生产概况1>国内:当今的中国,是世界上公认的墙地砖的生产大国,有着世界最大的陶瓷压机市场。
但直至20世纪80年代末,陶瓷压砖机仍是我国建陶企业唯一需要全部引进的装备,其主要来自意大利和德国。
中国陶瓷压砖机从最早开始研发到今天成为压砖机生产大国,其间经历了二十多年的艰难的历程。
今天国产压机不仅可以替代进口的压砖机,而且可以大批量的出口外国,这是一个具有历史意义的重大的转变。
国产压砖机的主要技术参数、主要技术性能和整体水平已接近国外现代压砖机的先进水平,而且差距在不断缩小,但是国产压砖机行业发展时间短,发展开发过程中存在一些问题也是难免的,制造企业还应该不断提高产品质量,进一步降低成本,提高自身的竞争力,在巩固国内市场的同时,应积极开拓国际市场,只有在国际市场上占有一席之地,才真正证明国产压机的成功。
07年广东科达机电宣布其自主研制的7800吨压机研制成功,标志着我国也步入了压机大吨位压机市场。
经过10多年的不懈努力,国产压砖机取得了长足的进步,无论从外观和结构方面都经过了不断的优化、创新,但与国外压砖机相比还有较大差距。
例如铸、锻件的质量问题就是国产压砖机与进口压砖机最明显的差距之处,故国产压砖机看上去总是显得粗糙、笨重。
所以国产压砖机的研发,要立足国情,可以用好的结构,适合国情的结构来弥补国内制造业的不足。
梁体的优化就是要最大限度的减少应力集中的危害,使梁体的应力场趋向均匀,在确保梁体刚度足够的前提下,可以适当减轻重量。
同时梁体的优化还要有利于铸造工艺,例如优化时可以通过改变结构将铸造缺陷的密集区设计为低应力区以排除日后可能发生的隐患。
为了满足陶瓷生产的需求,科达机电推出宽体压机,有KD3800、KD3200、KD2100。
在一定的压力下,加宽工作台的,可以提高生产效率。
宽体压机可以降低主电动机的功率,可以提高压制频率,还可以提高其工作的稳定性、节能、改变外观等,研究宽体压机还是很的意义的。
通过现代的设计方法,对其进行设计,改变压机大小的、重量、受力情况、寿命等,对宽体压机将来能更好的适应市场和受到使用厂家的信赖好评给以保证,降低生产成本,为生产厂家获得更大的利益。
宽体压机节能,提高生产效率,可以给使用厂家带来更大利益,降低能耗等。
2>国外:近十几年来,国外的压砖机发展非常快,主要标志是,随着科技的进步,全世界生产压砖机的主要产家如德国的莱斯公司、道尔斯特公司等,意大利的萨米克公司、西蒂公司、维高公司、纳萨蒂公司等,日本的日型公司等一些公司不断推出结构日益完善,生产效率和自动化程度不断提高,多种结构形式的新型墙地砖成形液压机。
国外的压砖机现在都在向美观,大吨位,高精度,高效率,节能控制,多功能自动化程度更高和机器的动作更加符合料压制成型的工艺要求的方向发展。
1.2.2 现在压砖机的发展趋势随着陶瓷砖压砖机技术的日益进步,现代陶瓷液压压砖机无论从主机结构还是液压控制技术方面都和早期的压砖机大有不同。
例如主机结构较多的采用经过不断优化的各种新型结构以及预应力结构,使压砖机的主机精度、可靠性和抗疲劳性能得到较大的提高;而近年来较多的采用先进的液压伺服比例控制技术,使压砖机的压制动作更加的柔和、平稳,压制力更加准确。
这些都为现代建筑陶瓷业生产多变的高档墙地砖创造了非常有利的条件。
现代陶瓷砖压砖机主机结构的研究与开发就是要以最佳的、最合理的结构,尽可能少的原材料消耗,获得最理想的实用效果,包括主机精度、综合性能以及抗疲劳性等。
但要做到这一点,就需要我们付出很多的努力,不断地总结经验、学习和研究。
1.3 CAD/CAE在设计中的应用计算机辅助造型以及有限元法是随着计算机技术的应用而发展起来的一种先进的CAD/CAE技术,广泛应用于各个领域中的科学计算、设计、分析中,成功的解决了许多复杂的设计和分析问题,已成为工程设计和分析中的重要工具。
1> 计算机辅助设计——CAD计算机辅助设计指利用计算机及其图形设备帮助设计人员进行设计工作。
简称CAD。
在工程和产品设计中,计算机可以帮助设计人员担负计算、信息存储和制图等项工作。
在设计中通常要用计算机对不同方案进行大量的计算、分析和比较,以决定最优方案;各种设计信息,不论是数字的、文字的或图形的,都能存放在计算机的内存或外存里,并能快速地检索;设计人员通常用草图开始设计,将草图变为工作图的繁重工作可以交给计算机完成;由计算机自动产生的设计结果,可以快速作出图形显示出来,使设计人员及时对设计作出判断和修改;利用计算机可以进行与图形的编辑、放大、缩小、平移和旋转等有关的图形数据加工工作。
CAD 能够减轻设计人员的劳动,缩短设计周期和提高设计质量。
2>计算机辅助工程——CAECAE(Computer Aided Engineering)是用计算机辅助求解复杂工程和产品结构强度、刚度、屈曲稳定性、动力响应、热传导、三维多体接触、弹塑性等力学性能的分析计算以及结构性能的优化设计等问题的一种近似数值分析方法。
有限元分析过程可以分为以下三个阶段:1.建模阶段: 建模阶段是根据结构实际形状和实际工况条件建立有限元分析的计算模型——有限元模型,从而为有限元数值计算提供必要的输入数据。
有限元建模的中心任务是结构离散,即划分网格。
但是还是要处理许多与之相关的工作:如结构形式处理、集合模型建立、单元特性定义、单元质量检查、编号顺序以及模型边界条件的定义等。
2.计算阶段: 计算阶段的任务是完成有限元方法有关的数值计算。
由于这一步运算量非常大,所以这部分工作由有限元分析软件控制并在计算机上自动完成。
3.后处理阶段: 它的任务是对计算输出的结果惊醒必要的处理,并按一定方式显示或打印出来,以便对结构性能的好坏或设计的合理性进行评估,并作为相应的改进或优化。
1.4 本设计研究的内容和意义众所皆知,随着我们国家的政策和我们国人自己意识到纯粹的简单的模仿别的国家的机器与不能在满足我们国家经济高速公路发展的要求,近些年来我们自主设计创新的机械产品已经越来越多。
只有我们有生产出有先进水平的机械,才能真正的摆脱国际上一些强国对我们的控制,才能使我们生产出来的产品更具有竞争力,我们国家才能步入国际强国的行列。
本设计设计的是3800吨全自动液压压砖机(宽体)的机械部分的设计,采用现代的设计方法,对压砖机的机架进行详细设计。