基于MasterCam的圆柱凸轮
基于Mastercam软件的圆柱凸轮实体造型

2 圆柱 凸轮 的实体 造 型
一
般研 究 圆柱 凸 轮都 是 从 圆柱 凸轮 的展 开 线
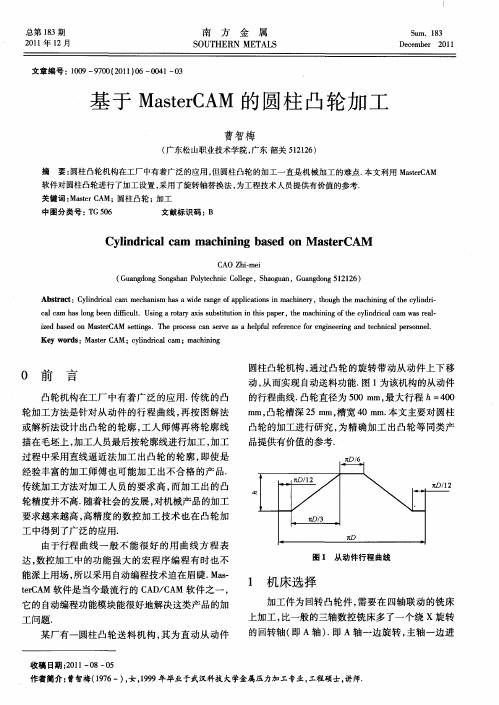
图着手 , 开线可 以从 圆柱 凸轮 外 圆展 开 , 长 度 展 其 为 2'( 是 圆 柱 外 圆 的 半 径 或 凸轮 槽 节 圆 的 半 a r r r
径 ) 圆柱滚 子 的 凸轮 槽 廓 形 一 般 可 分 为 圆 弧 、 ,
黑 龙 江 冶 金
Vo. 1 31
No. 4
2 1 1 01 年 2月
H i n j n Me l ry el gi g o a t l g au
De e e 2 1 e mb r 0 l
基 于 Mat cm软 件 的 圆柱 凸轮 实体 造 型 s ra e
在所有基本运 动链 中 , 具有易于设计和能准确预测所产生运动 的优点 。但凸轮槽廓形加工 的难度大 , 尤其是 圆
柱 凸轮 , 其加工正在 向数控加工的方 向发展 。 关键词 : 圆柱凸轮 ; s r m; Mat c 实体造 型 ea
S ld M o ei s d n Cyi rc lCa oi d lng Ba e o l nd ia m
Zh n Pe g a g n
( ea ugc ntueo el g a g abn10 4 hn ) M t lri Istt f i nj n ,H ri 0 0C ia l l a i H o i 5
Ab t a t W i h e eo me to e h oo y,a t mai o t l d v lp d fse n a tr i h s r c : t t e d v lp n ft c n l g h u o t c nr e eo e a tr a d fse n t e c o me h n c l ed h sp p rito u e a o t h s f h se c m ot a e i y i d i a a p o c a ia l .T i a e r d c b u e u e o e Ma tr a s f r n c l r l m r — i f n t t w n c c
基于通用CAM软件的圆柱凸轮数控编程
&
圆柱凸轮的数控编程
机械制造 !" 卷 第 !#$ 期
!""# $ %
!"
专题报导
OBP7$ *OAU 可降低槽表面的 粗糙度, 改 变 OBP7$ SRB 值 5 OBP7$ SRB 值 V 刀具直径 L 刀具作圆周运动的直径 6 , 可使 槽两侧表面保留不同的加工余 量, 在 设 定 OPPQ: PJ 的 情 况 下, 加工余量 V & W / 5 槽宽 L 铣 刀 直 径 6 0 OBP7$ SRB V 分轮 %) ( X 5 &2 L ( 6 0 &%) ( V %, 廓线左、 右, 分别计算并生成如 图(中所示的刀路, 图中的刀路
O G,$,, P., P1( P,,
能满足复杂、 高精度圆柱凸轮数控加工需求的问题。 关键词: 圆柱凸轮 中图分类号: "#$%&’ () ; "*%$$’ $
凸轮 机 构已 广 泛 应用 于 各种 机 械设 备 如 自动 机 床、 包装机械、 纺织机械、 矿山机械等, 它们通过凸轮的 曲线轮廓 0 或凹槽 2 将旋转运动或往复直线运动转变为 从动件的复杂运动, 来满足各自应用场合的不同要求。 凸轮根据形状不同一般分为盘形凸轮和圆柱凸轮两大 类, 由于盘形凸轮为平面曲线轮廓, 加工相对比较简 单, 因此本文主要分析圆柱凸轮的数控编程及加工。
从该程序可以看出, 在加工过程中, 刀具轴线沿槽 腔中心线移动, 且每移动一个 56789 :5;< 后, 移动暂 停 = ! 轴不动 > , 在该位置上刀具作切槽腔中心线于该 一周后刀具又回到该位 点的平面 = "# 平面 > 圆周运动, 置上, 又开始下一个 56789 :5;< = " 与 ! 联动 > , 如此 循环完成整个加工。 对 # 值放大通常采用两种方法: ! 用 3?@ABC803 软件的文件编辑功能, 对 D8 文件用 38;E$5 编辑器 打开, 在 D8 FAGH@ 的下拉菜单中 选 :I?HBJ 即可放大 # 值; " 用 8 语言编写一小程序进行处理。 = - > 特殊圆柱凸轮的编程分析 特殊圆柱凸轮的 编程在此之前一直未能有效地解决。 用“ 偏距 ” 的方法加工, 则易产生卡死现象。 如图 1 所示为加工上述圆柱凸轮回程部分槽腔, 槽 宽 为 *. 用直径为 + KK 的铣刀 “ 偏距 ” 加工。 在槽腔法向截 KK, “ 面 $$ 上, 偏距 ” 加工点 !、 及槽腔 % 的铣刀中心线, 中心线上加工点 & 的铣刀中心线, 在实际加工时均通 过圆柱凸轮的回转轴线, 因此加工 !、 %、 & 点的铣刀 中心线互不平行, 也不在同一平面上, 在 $$ 截面上可
一种圆柱分度凸轮的数控加工编程方法

一种圆柱分度凸轮的数控加工编程方法作者:黄伟波来源:《中国科技博览》2014年第33期[摘要]针对圆柱分度凸轮采用4轴联动加工编程难度高的问题,提出一种综合利用Pro/E、Mastercam、Excel三种软件进行简化建模、编程的原理和方法。
通过此方法生成的加工程序符合机床4轴联动的控制要求。
将程序用于零件试加工,经装配并运行后证实该零件加工合格。
实例表明,此种编程方法可行,且简单、易掌握,在凸轮加工领域具有一定的实用价值。
[关键词]圆柱分度凸轮;数控加工编程;Pro/E;Mastercam;Excel中图分类号:U416.1 文献标识码:A 文章编号:1009-914X(2014)33-0013-021 引言圆柱分度凸轮机构是将凸轮的连续转动转化为分度盘的间歇转动的一种机构,主要应用于冲压机械、包装机械、制药机械及需要固定转位的自动化机械中[1]。
随着设计能力及加工精度的不断提高,此种机构得到了迅速发展和广泛应用。
圆柱分度凸轮作为该机构的关键部分,其核心内容是凸轮槽的设计及加工。
基于圆柱分度凸轮机构的运动特点,凸轮槽必须采用机床4轴联动的方式进行加工。
现行采用的较为精确的方法是利用UG等三维软件的高级功能进行凸轮的建模与编程。
如王卫兵等[2]利用UG/Grip编程工具开发了圆柱分度凸轮辅助建模系统,实现凸轮的精确建模,再利用UG NX加工模块的可变轴曲面轮廓铣编制凸轮沟槽的多轴加工程序。
但对于一般的编程人员来说,此等方法难度高,不易掌握。
因此,寻求一种简单,易掌握的建模和编程方法具有一定的研究意义。
Pro/E、Mastercam、Excel是机械行业内常用的软件,其基本功能的应用已能被大多数的编程人员所掌握。
本文尝试将以上三种软件相结合,进行凸轮的简化建模及编程。
2 凸轮简化原理及编程思路圆柱分度凸轮机构(如图1)运行时,凸轮做A轴转动;滚子与分度盘一起做间歇性转动,其运动可分解为X、Y方向的运动。
圆柱凸轮加工工艺及数控编程

摘要机械产品正沿着两个方向发展:一是大型化、自动化、精密化、高速化和成套化,二是小型化、多功能、结构简单、使用可靠和成本低廉。
在此发展进程中,各种各样的自动机械占有令人瞩目的重要地位。
以凸轮机构为核心,已发展出成千上万种高效、小型、简易、精密、价廉的自动机械,遍布各行各业。
本文针对圆柱凸轮的特点,并结合五轴高速铣削加工技术,对圆柱凸轮的造型,加工工艺,CAM编程以及后置处理均进行了探讨研究,来提高圆柱凸轮加工质量。
关键词:圆柱凸轮;五轴数控加工;高速铣削加工技术AbstractMechanical products along two directions: one is the large-scale, precision, automation, high speed and complete, two is miniaturization, multifunction, simple structure, reliable use and low cost. In the course of development, the important position of various automatic machinery occupies a great. In cam mechanism as the core, has developed the automatic mechanical thousands of high efficiency, small, simple, precise and cheap, in all walks of life.Based on the characteristics of globoid indexing cam, and the combination of processing technology of five axis high-speed milling, the cam shape, processing technology, CAM programming and post processing were conducted a study, to improve the processing quality of the globoidal cam.Keywords: globoidal cam; five axis NC machining; high-speed milling technology目录摘要 (1)ABSTRACT (2)目录 (1)图表目录............................................................................................................................ 错误!未定义书签。
圆柱凸台CAM设计
任务书任务名称圆柱凸台零件CAM 学生姓名学号指导教师专业班级任务内容要求使用Mastercam X生成圆柱凸台零件的三维模型;使用Mastercam X生成圆柱凸台零件的刀位轨迹;使用Mastercam X生成圆柱凸台零件的数控程序;。
时间安排第一天分析机械零件的结构第二天了解机械CAM系统的基本组成第三天绘制机械零件的三维模型结题要求.任务书 (1)摘 要 (5)一、 CAD/CAM 的工作流程 (7)二、 获得零件模型 (7)三、 工艺参数的输入 .................................... 8 成绩评定指导教师签字 年 月 日四、圆柱凸台零件的三维造型 (9)五、生成刀具轨迹 (9)六、生成数控程序 (10)摘要Mastercam是一套集CAD/CAM为一体的PC级套装软件。
它具有二维绘图、三维曲面设计、实体造形、数控编程、刀具路径模拟等功能。
利用Mastercam可以绘制零件图形。
同时它还可以将是面上流行的AutoCAD等软件绘制的图形调入Mastercam中使用,生成零件的数控加工程序。
随着数控机床的普及和就业市场对人才需求的增加,全国个大高职院校纷纷开设CAM课程。
Mastercam具有强劲的曲面粗加工及灵活的曲面精加工功能。
Mastercam提供了多种先进的粗加工技术,以提高零件加工的效率和质量。
Mastercam还具有丰富的曲面精加工功能,可以从中选择最好的方法,加工最复杂的零件。
Mastercam的多轴加工功能,为零件的加工提供了更多的灵活性。
关键字:Mastercam ,圆柱凸台零件,刀具路径一、 CAD/CAM 的工作流程 基于CAD/CAM的数控自动编程的基本步骤如图图1.1基于CAD/CAM数控编程基本步骤二、 获得零件模型CAD模型是NC 编程的前提和基础,任何CAM 的程序编制必须由CAD 模型为加工对象进行编程。
获得CAD 模型的方获得零件模零件工艺分加工部位建工艺参数输刀具轨迹生成与编辑后置处理 加工程序输出 刀具轨迹验证、仿真法通常有以下3种:(1)打开CAD文件;(2)直接造型;(3)数据转换;三、工艺参数的输入在本步骤中,将利用编程系统的相关菜单与对话框等,将第一步分析的一些与工艺有关的参数输入到系统中。
基于MasterCAM的凸轮设计及模拟数控加工
基于MasterCAM的凸轮设计及模拟数控加工马志燕;贾枝树【摘要】介绍了应用MasterCAM软件实现凸轮设计的基本步骤,给出了设计凸轮外形轮廓曲线的参数.利用MasterCAM软件对凸轮进行模拟数控加工,具有简单、方便、快捷等特点,并能够保证设计精度,对凸轮产品的计算机辅助设计与制造有着重要的参考价值.%This paper introduced basic steps of cam design based on MasterCAM software,gave the parameters of cam profile design,at the same time,by using MasterCAM,simulated NC machining for cam,it has some characteristics such as simple and convenient,ensures the design accuracy,and has some important references value for computer aided design and manufacturing of cam products.【期刊名称】《新技术新工艺》【年(卷),期】2013(000)008【总页数】3页(P83-85)【关键词】凸轮;MasterCAM;数控加工【作者】马志燕;贾枝树【作者单位】宝鸡文理学院,陕西宝鸡721000;内蒙古第一机械集团有限公司,内蒙古包头014030【正文语种】中文【中图分类】TH132.47凸轮机构是机械自动化生产设备中的关键部件,而凸轮的工作性能直接取决于凸轮轮廓,适当的凸轮轮廓可使从动件实现各种复杂的运动要求[1]。
传统的设计和加工方法比较复杂,并且对于不同的应用受到很大的限制;因此,合理利用CAD/CAE/CAM对凸轮进行设计和模拟,并应用数控机床加工凸轮是很有必要的。
圆柱凸轮的三维参数化设计及数控加工编程
圆柱凸轮的三维参数化设计及数控加工编程摘要:作为拥有良好运动性能的圆柱凸轮,会受到动件运动规律因素影响,生成复杂空间曲面,导致在设计、加工等方面面临较大困难。
本文对于圆柱凸轮的三维参数化设计及数控加工编程进行详细分析,通过Pro/E系统进行三维参数化设计,使用Master CAM软件进行数控加工编程。
旨在为我国众多制造企业提供技术帮助,推动国民经济有序发展。
关键词:圆柱凸轮;三维参数化设计;数控加工编程相较于平面凸轮机构,圆柱凸轮这种空间凸轮机构具有良好刚性,控制从动件运动稳定,可以满足机械高速运行的需求。
空间凸轮拥有这些特性,主要是因为其具有凸轮轮廓曲面。
考虑到圆柱凸轮设计、加工较为困难,过去常使用矩形平面取代圆柱面,并以平面凸轮计算轮廓坐标。
仍存在加工精度偏低的问题,无法满足制造业生产需求,需要寻找更加便利方法进行凸轮设计、加工。
1三维参数化设计对于圆柱凸轮三维参数化设计作业,需要将轮廓曲面设计作为重点内容严格对待。
以自变参数原始数据作为设计基础,建设三维模型,从而分析和三维模型相对应的参数化模型。
对于尖顶推杆圆柱凸轮,可以从正弦加速度、余弦减速度两个方面入手,利用这种运动规律,优化圆柱凸轮三维参数化设计工作。
1.1设计自变设计参数在设计圆柱凸轮的轮廓曲面时,其结构参数与从动件运动规律已经提前获得。
所以,在设计圆柱凸轮数据模型时,选择Pro/E系统的应用工具,设置圆柱凸轮自变参数后,赋予参数初值即可。
这里需要注意一点,对于推程角、远休角、回程角、近休角几个参数,需要保证初值之和为360°,即各段曲线是以封闭状态构成凸轮曲线[1]。
1.2利用方程曲线分段模式,描述轮廓曲面扫描轨迹控制线根据圆柱凸轮轮廓曲线数学模型和从动件运动规律,使用方程曲线对轮廓曲面扫描轨迹控制线进行描述。
主要选择推程角、远休角、回程角、近休角,利用这几个角度相对的轮廓曲面,描述圆柱凸轮的平面坐标。
1.3通过扫描变截面,获得凸轮实体选择Pro/E系统中的Fron模块,利用圆周描述凸轮轮廓扫描轨迹原始控制线。
应用MasterCAM的凸轮参数化设计与仿真

制造周期长 、 劳动强度大 、 零件精度低 。 已经不能满足现代工业发展的 加上 以上程序段 .便可以在 F o m 中的 T r e x t b o x 窗口里生成三组数据 , 要求 。随着计算机软件 在机械行业 的应用 , C A D软件 的 日益成熟 , 为 分别包括 凸轮转角、 轮廓坐标 x 和轮廓坐标 Y 。
Ne x t n S t r = Te x t 4 . T e x t
ห้องสมุดไป่ตู้
M a s t e r C A M软件的特有功能 . 生成凸轮轮廓曲线.再设置不同的加工方 法. 实现凸轮轮廓的自 动编程。
D i m s t r s 0As S t i r n g s t r s 0 = S p l i t ( S t r , v b N e w L i n e ) F o r n = O T o UB o u n d ( s t r s ) - I x l S h e e t . C e l l s ( n + l , 1 ) = s t r s ( n )
2 0 1 3 年2 4 期
科技 一向导
◇ 科技论坛◇
应用 Ma s t e r C A M 的凸轮参数化设计与仿真
赵 丽 娟
( -f - I 峡职业技术学院 河南
-f - I 峡 4 7 2 0 0 0 )
【 摘 要】 凸轮设计步骤 多、 涉及参数 多, 给设计工作者带来很 多的不便 , 降低 了设计效率。 本文介绍 了一种 凸轮的参数化设计方法。 基于解 析法设计 凸轮轮廓 曲线的数 学模型 , 以V B为主体开发 语言 , 实现 了凸轮轮廓绘制 , 并直接导 出坐标值 , 再利 用 Ma s t e r C A M 读取 坐标值 , 最终
圆柱凸轮参数化建模方法研究

圆柱凸轮参数化建模方法研究侯青林①(中冶集团北京冶金设备研究设计总院 北京100029)摘要 Solid Works 软件具有强大的曲面、实体建模能力,利用其成熟的三维技术,结合圆柱凸轮的机构特点,分别采用三种方法实现了一种圆柱凸轮的参数化建模,并验证了此三维模型。
通过对建模方法的比较,找出了一种最简洁,灵活,实用的全参数化方法,对建立其他形式复杂圆柱凸轮参数化模型具有一定的参考价值。
关键词 Solid Works 圆柱凸轮 参数化模型Research on Param etr i c M odeli n g of Cyli n dr i ca l CamHou Q inglin(Beijing Central Research &Design I nstitute f orMetallurgical Equi pment ofMCC Gr oup,Beijing 100029)ABSTRACT Solid Works is a very powerful design s oft w are for modeling surface and s olid .By making use of its advanced three 2di m ensi onal technical,this paper adop ts three methods t o realize the para metric modeling of a cy 2lindrical ca m according its structure characteristics,and this 3D model is verified subsequently .Thr ough comparis ons of build modeling,the method of para metric modeling is very concise,flexible and p ractical,which p r ovides a refer 2ence on the para metric modeling of the other comp licated cylindrical ca m.KE YWO R D S S olid Works Cylindrical ca m Para metric model1 引言圆柱凸轮机构在机械工程领域中得到了广泛的应用,与平面凸轮机构相比,具有体积小、结构紧凑、刚性好、分度数大和传动扭矩大等优点[1]。
基于mastercam的偏置直动滚子从动件盘形凸轮轮廓解析法设计与数控加工

DOI:10.3969/j.issn.2095-509X.2015.07.015基于MasterCAM的偏置直动滚子从动件盘形凸轮轮廓解析法设计与数控加工贺建群(江门职业技术学院机电技术系,广东江门 529090)摘要:介绍了偏置直动滚子从动件盘形凸轮轮廓解析法设计与数控加工,首先根据运动规律建立凸轮理论轮廓曲线的参数方程,然后利用MasterCAM绘制其理论轮廓曲线,再偏置一个滚子半径得到盘形凸轮的实际轮廓曲线,最后利用外形铣削刀具路径加工所需的盘形凸轮。
关键词:MasterCAM;盘形凸轮;解析法设计;数控加工中图分类号:TH112.2 文献标志码:A 文章编号:2095-509X(2015)07-0062-041 解析法设计凸轮轮廓偏置直动滚子从动件盘形凸轮如图1所示[1],已知从动件运动规律s=f(φ),凸轮基圆半径rb,滚子半径rT,从动件偏置在凸轮右侧,凸轮以等角速度ω逆时针转动。
取凸轮转动中心O为原点,建立直角坐标系Oxy。
图1 偏置直动滚子从动件盘形凸轮 根据反转法,当凸轮顺时针转过角φ时,从动件的滚子中心由B0点反转到B点,此时理论轮廓线上B点的坐标方程为:x=DN+CD=(s0+s)sinφ+ecosφy=BN-MN=(s0+s)cosφ-esinφ(1)式中:s为对应凸轮转角φ的从动件位移;s0=r2b-e2;e为偏距。
凸轮实际轮廓线与理论轮廓线是等距曲线(间距为滚子半径rT),经过推导可得到与理论轮廓线上B点对应的实际轮廓线上的B′点的直角坐标方程:x′=x+rTdy/d矱(dx/d矱)2+(dy/d矱)2y′=y-yTdx/d矱(dx/d矱)2+(dy/d矱)2(2)式中:矱为推程角。
如果凸轮作顺时针转动,则φ以负值代入;如果从动件在凸轮的左侧,则e以负值代入。
2 盘形凸轮轮廓设计实例已知盘形凸轮基圆半径rb=40mm,从动件行程h=40mm,滚子半径rT=10mm,偏心距e=20mm。
基于MasterCAM的圆柱凸轮加工
值) 取消补正 , , 并合 理设置 z轴分层铣深 , 即可生
成 刀具径 .
Y
<
图 4 “ 转 轴 之 设 定 ” 话 框 旋 对
2 3 加 工仿真 .
加工刀具路径生成后 , 对生成的刀具路径进行 实体验证 , 在进行验证时工将毛坯的型式设置成圆 柱体 , 圆柱的轴向为 x轴 , 圆柱 的直径设置为 50 0, 合理设置圆柱的 x向的两个端点坐标 , 得到的实体 验证效果如图 5 如果对验证的结果不满意 , . 还可 以 对路径参数进行修改 , 参数修改好后只要重新计算
总第 13期 8 21 年 1 01 2月
南
方
金
属
S m.1 3 u 8 D c mb r 2 1 e e e 0 1
S OUTHERN METALS
文章编号 :10 9 0 (0 1 0 0 4 0 0 9— 70 2 1 )6— 0 1- 3
基 于 Mat C M 的 圆柱 凸轮加 工 s rA e
( u ndn ogh nP leh i C lg , houn G a gog52 2 ) G agogSnsa o t n oee Saga , und n 116 yc c l
Ab t a t y id c c m c a im a i e rn eo p l ain c i ey,to g h c i i go e c l d i sr c :C l f  ̄ a me h n s h sa w d a g fa p i t si ma h n r h u h t e ma h nn f h y i r ni c o n t n — c a h sln e n df c l l a c m a o g b e i ut i f .Usn oa y a i s b t u in i hsp p r h c ii g o ec l d c l a w sr a— i g ar tr x s u si t t i a e ,t e ma h n n f h yi r a m a e t o n t ni c l ie a e n Ma tr z d b d o seCAM et g .T e p o e sc n s r e a e pu e e e c o n i e rn n e h ia es n e . s s t n s h r c s a e v a h l f l fr n ef re gn ei g a d tc n c p r o n 1 i s r l
Mastercam构建空间间歇转位凸轮的方法

z = 38.0 * sin (t + r3)
编辑好后,保存该文本文件。
创建图形:Creale — Nextmenu — Add-ins — Fplot — Get eqn —选择刚保存的文本文件—打开— Plot it,可在Mastercam界面上画出凸轮主段轨迹曲线,参见图3(中心线及双点画线圆为预先画好的辅助线)。
凸轮的休止角ts240弧度我们可以把凸轮主段轨迹曲线的首与滚子5进入凸轮的运动轨迹曲线的尾主段轨迹曲线的尾与滚子4离开凸轮轨迹曲线的首两两用相应的圆弧r38连接这样就得到了完整的凸轮滚子几何中心轮廓曲线?参见图6?四???
Mastercam构建空间间歇转位凸轮的方法
摘要:常规构建空间间歇转位凸轮图形较为复杂,本文采用Mastercam的二次开发功能编辑该三维曲线参数方程,简化了构建过程,并为按实际需要对凸轮廓线(面)进行必要的转换与修整提供了方便。
参照Mastercam建立如图1所示坐标系。由工作条件,随着凸轮1以匀速t转动,转位盘2按正弦加速度运动规律转过r1角度。根据机械原理,正弦加速度运动方程为:
r1 =φ[-sin (t)]
=[-sin (t)]
=[3t -sin (3t)]
= 0.25 [3t -sin (3t)]⑴
其中:0≤t≤= 2.094395(弧度)
= ( x’-x0)2[1 + ()2]⑽
所以
r7 = ( x’-x0)⑾
即
x’= x0+⑿
另一方面,由图5可知:
r7 = r * sin(a + r1) – r * sin(a- r1)
= r * [sin(+ r1) - sin(- r1)]
面向数控加工的圆柱分度凸轮刀具轨迹计算与模拟1

面向数控加工的圆柱分度凸轮刀具轨迹计算与模拟*摘要:介绍圆柱分度凸轮数控加工的方法,建立圆柱分度凸轮的刀具运动轨迹方程,给出在AutoCAD上实现圆柱凸轮NC加工的动态模拟和三维几何造型的过程。
结果表明:能够提高加工精度和效率,并可直接应用于生产实际。
关键词:圆柱分度凸轮; 刀具运动轨迹; 动态模拟中图分类号:TH132.47 文献标识码:ATool-path calculation and simulation of cylindrical index camfaced to NC machiningAbstract: A method of NC machining for cylindrical index cams is introduced, some equations of moving tool path to mill cams profile are established, processes to dynamically simulate of machining and to obtain 3D modeling of cylindrical index cams are presented on AutoCAD. The results indicate that the method can promote precision and efficiency of profile machining, and it can be directly applied to practice.Keywords:Cylindrical index cam; Moving tool path; Dynamic simulation圆柱分度凸轮是通过凸轮廓面与滚子啮合实现分度运动的。
凸轮呈圆柱状,凸轮轴线与分度盘轴线互相垂直交错,滚子轴线与分度盘轴线平行。
该机构的分度数大,且从动盘运动规律可任意选取,因此具有良好的运动特性和动力特性,振动、冲击、噪音比较小,这是其它机构所不能胜任的,广泛应用于各种自动机械的间歇转位分度以及自动生产线的步进输送中,凸轮分度机构是轻工、包装、电子、制药、烟草及化工等行业中,实现自动化、高效化生产的首选核心部件[1]。
基于MasterCam的圆柱凸轮数控编程
圆柱 凸轮 槽宽度不 大时 ,通 常选择 相应直径 的立铣 刀沿
柱 凸轮槽。
6 CDCM 4 A / A 与制造业信息化 w w in v . r. w . o oc nc d o n
如图3 所示对话框 ,用来设置工件 的旋 转轴。
选 取 带 旋 转 轴 的 后 置 处 理 器 ,即 将 *P T 件 第 6 “一 .S 文 行 4
a i/xs u s xsA i s b ”的参数设置为 “E ”状态 的后置处理器 ,如 YS M fnpt pa .s ,生成的数控加工程序 ( 部分 ) 如下 :
rn n /' i f
车间
进给速度
mm / i nl n
切 削深度 凸轮联 接 ,心轴 的 细端车有 螺纹和 中心孔 ,可
Im n
通过螺母 和垫 圈压紧 凸轮。心 轴粗端 装在数控 分度头 的三爪 卡盘上 ,细端 用尾座顶 尖和其 中
, 配合 紧固。 t qt
1
预 钻 工 艺 孔
尽管 凸轮 槽已预 钻 了一 工艺孔 ,原则上不 需要采用键槽
槽腔 中心线进 行加 工 ,可比较容 易加工 出符合上 述要求 的圆 铣刀 ,但实际加工 中,精加工部分最好仍采 用键槽铣刀 ,否则
槽底将不平而上凸 ,刀具越 大 ,上凸越大 。
栏 目主持 :丁海骜 投 稿 信 箱 : dn h o d o oc r. ig a @in v . n c o n
In T l I
零件名称
圆柱 凸轮 槽
基于MASTERCAM的渐开线圆柱齿轮数控加工仿真
10: 05)
N 100G21
N 102G0G 17G40G 49G 80G 90
( 10. FLAT ENDM ILL TOOL - 2 D IA. OFF. - 2 LEN. - 2
D IA. - 10. )
( 下转第 82页 )
! 工艺与装备 !
组合机床与自动化加工技术
2 6 油石的振荡频率和振幅的选取 超精时使油石振荡的目的, 一方面是为了促使磨
轮的外形。但是仍不能够精确的绘制齿轮的渐开线。
下面给出了一种渐开线的精确画法。
1 2 齿轮渐开线的绘制
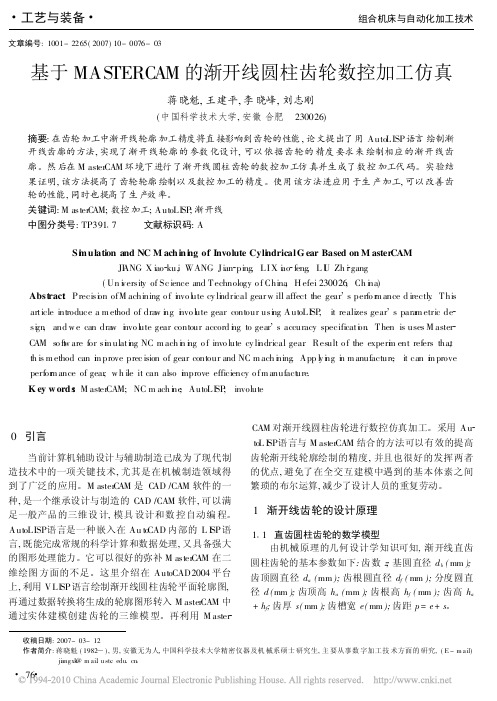
如图 1所示, 当直线 BB #沿着半径为 rb 的圆做纯
滚动时, 直线上任一点的轨迹即为该圆的渐开线。这
个圆成为渐开线的基圆, 而做纯滚动的直线 BB #称为
渐开线的发生线。
图 1 渐开线的形成
渐开线的直角坐标参数方程为:
图3?齿轮三维模型的建立2?2?齿轮模型的数控加工刀具轨迹的生成利用mastercam建立几何模型?是我们的最终目的数控编程的核心工作是生成刀具轨迹然后将其离散成刀位点经后置处?产生数控加工程序
! 工艺与装备 !
组合机床与自动化加工技术
文章编号: 1001- 2265( 2007) 10- 0076- 03
表 4 油石振 荡频率和振幅不同对滚道粗糙度影响
超精
振荡频率 ( 次 /m in)
表面粗糙度 振幅 (mm )
R a( !m )
粗超
1300
3
02
1200
3
0 15
1100
3
0 18
精超
800
2
0 12
700
2
0 10
基于mastercam的平面凸轮NC加工

Science &Technology Vision科技视界0前言凸轮机构广泛应用于纺织机械、印刷机械、食品机械、内燃机、自动化仪表以及各种轻工机械中。
凸轮机构之所以得到了如此广泛的应用,是因为它兼有传动、导向及控制机构的各种功能,可以驱动从动件实现复杂的运动规律。
以前受到设计和加工条件的限制,往往采用作图法设计凸轮轮廓和划线加工凸轮的方法。
随着机械不断朝着高速、精密、自动化方向发展,对凸轮机构的转速和精度要求也不断提高,因此利用计算机辅助设计和应用数控机床加工凸轮是很有必要的。
建立专用的凸轮CAD/CAM 软件,在生产实践中会改善加工精度,降低制造成本和缩短产品开发周期,本人在进行数控铣加工编程中,采用了Mastercam 中的MILL 模块进行凸轮数控铣床编程,就是使用MILL 模块中的Fplot 工采用Fplot 绘制出平面凸轮曲线,改善加工精度,降低制造成本和缩短产品开发周期.1Fplot 介绍本文以Mastercam9.0中文版为例介绍如何使用Mastercam 中Fplot 程序绘制复杂曲线与曲面,Fplot 是一个函数绘图程序。
它利用方程和选择建立相应的几何图形(包括点,线,样条曲线,曲面曲线,参数曲面或NURBS 曲面)。
该方程采用普通的代数符号。
2eqn 文件介绍我们可以用普通文本编辑软件如记事本或写字板打开扩展名为eqn 的文件,首先进入mastercam 安装文件夹如D:\mastercam9\Chooks 目录,可以看见几个扩展名为eqn 的文件,有CANDY、CHIP 、DRAIN、ELLIPSD、fplot、INVOL、SINE 等几个eqn 文件。
3复杂曲线的绘制本文以sine.eqn 为例介绍曲线的绘制,从fplot 主菜单中选择“Get eqn”,然后输入“sine.eqn”文件的名称。
选择“Plot it”创建线段构成一个周期的正弦波。
按Alt -F1的,将线段适合屏幕大小。
基于Mastercam软件的圆柱凸轮实体造型
基于Mastercam软件的圆柱凸轮实体造型
张鹏
【期刊名称】《黑龙江冶金》
【年(卷),期】2011(031)004
【摘要】随着科技的发展,自动控制在机械领域发展越来越快.本文简单介绍了Mastercam软件的圆柱凸轮技术加工中的应用.针对实验室软件在机械自动化领域的应用,介绍了Mastercam对圆柱凸轮的实体造型.凸轮在所有基本运动链中,具有易于设计和能准确预测所产生运动的优点.但凸轮槽廓形加工的难度大,尤其是圆柱凸轮,其加工正在向数控加工的方向发展.
【总页数】2页(P48-49)
【作者】张鹏
【作者单位】黑龙江省冶金研究所,哈尔滨150040
【正文语种】中文
【相关文献】
1.基于MasterCAM软件的圆柱凸轮零件的数控加工 [J], 施勇成
2.基于MasterCAM软件的雕刻加工 [J], 陈晓红;
3.基于MasterCAM软件的雕刻加工 [J], 陈晓红
4.《基于mastercam软件的\r计算机辅助制造》\r课程思政建设实践研究 [J], 李欣
5.基于Mastercam软件的口罩机熔接齿模工艺分析及高效数控加工 [J], 林冰香因版权原因,仅展示原文概要,查看原文内容请购买。
圆柱凸轮加工程序
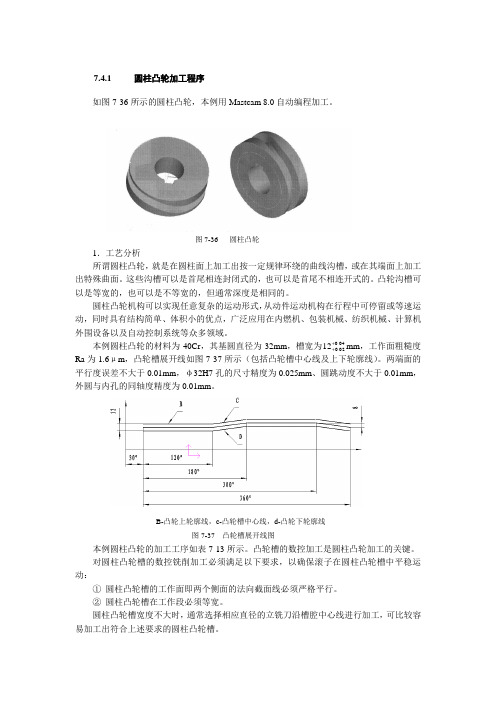
7.4.1 圆柱凸轮加工程序如图7-36所示的圆柱凸轮,本例用Mastcam 8.0自动编程加工。
图7-36 圆柱凸轮1.工艺分析所谓圆柱凸轮,就是在圆柱面上加工出按一定规律环绕的曲线沟槽,或在其端面上加工出特殊曲面。
这些沟槽可以是首尾相连封闭式的,也可以是首尾不相连开式的。
凸轮沟槽可以是等宽的,也可以是不等宽的,但通常深度是相同的。
圆柱凸轮机构可以实现任意复杂的运动形式,从动件运动机构在行程中可停留或等速运动,同时具有结构简单、体积小的优点,广泛应用在内燃机、包装机械、纺织机械、计算机外围设备以及自动控制系统等众多领域。
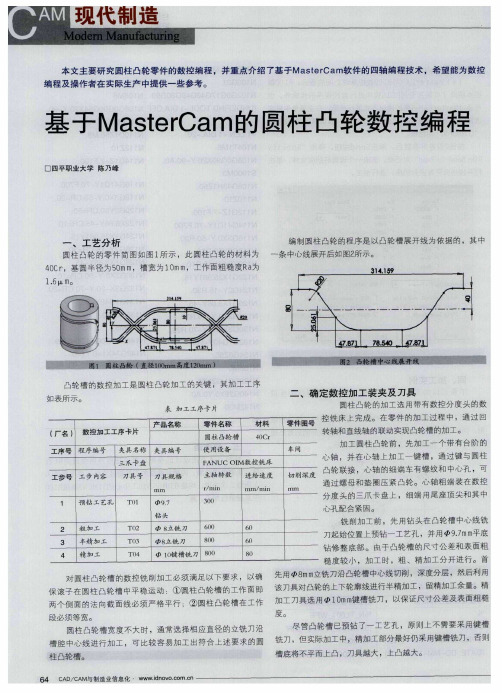
本例圆柱凸轮的材料为40Cr ,其基圆直径为32mm ,槽宽为04.002.012++mm ,工作面粗糙度Ra 为1.6μm ,凸轮槽展开线如图7-37所示(包括凸轮槽中心线及上下轮廓线)。
两端面的平行度误差不大于0.01mm ,φ32H7孔的尺寸精度为0.025mm 、圆跳动度不大于0.01mm ,外圆与内孔的同轴度精度为0.01mm 。
本例圆柱凸轮的加工工序如表7-13所示。
凸轮槽的数控加工是圆柱凸轮加工的关键。
对圆柱凸轮槽的数控铣削加工必须满足以下要求,以确保滚子在圆柱凸轮槽中平稳运动:① 圆柱凸轮槽的工作面即两个侧面的法向截面线必须严格平行。
② 圆柱凸轮槽在工作段必须等宽。
圆柱凸轮槽宽度不大时,通常选择相应直径的立铣刀沿槽腔中心线进行加工,可比较容易加工出符合上述要求的圆柱凸轮槽。
B-凸轮上轮廓线,c-凸轮槽中心线,d-凸轮下轮廓线图7-37 凸轮槽展开线图编制圆柱凸轮的程序是以其展开线为依据的。
2.确定数控加工装夹及刀具三坐标数控铣床只具有X、Y、Z3个直线移动坐标,无法加工圆柱凸轮类零件。
为在三坐标数控铣床上铣削圆柱凸轮,需要增加数控分度头,通过回转轴和直线轴的联动实现凸轮槽的加工。
加工圆柱凸轮前,要先加工一个带有台阶的心轴,台阶端面上配一定位销,并使之和凸轮端面上的定位孔相配合,或者在心轴上加工一键槽,通过键与圆柱凸轮连接,本例采用键连接的方法。
圆柱凸轮数控加工工艺技术研究
工艺与装备37圆柱凸轮数控加工工艺技术研究玄冠涛邵园园(山东农业大学机电工程学院,泰安271018)摘要:阐述了圆柱凸轮数控加工工艺的技术方法,重点对圆柱凸轮的加工方法、装夹、工艺路线的制定、加工参数选择、机床反向间隙补偿、圆柱凸轮廓面检测等工艺环节进行了分析研究,并在DMU70V加工中心上完成了圆柱凸轮的数控加工,提高了圆柱凸轮的加工品质。
关键词:圆柱凸轮数控加工工艺展成法2圆柱凸轮的加工工艺过程2.1数控加工设备加工设备采用德国DECKELMAHO公司出品的DMU70V五轴联动立式加工中心,该加工中心采用的两轴工作台是DECKELMAHO公司的专利技术,它是采用45°斜面达到工作台的立卧转换。
DMU70V配置有容量64把刀的刀库,辅助机能可以保证加工中心在加工过程中实现刀具长度、直径自动补偿,螺距误差、丝杠间隙自动补偿,并具有过载保护、故障检测等功能。
它具有能够自动测量刀具的激光测头,及能够检测加工要素的加工精度和定位功能的球形测头。
分度盘圆柱凸轮廓面属于空间复杂曲面,它的加工品质的高低直接影响圆柱分度凸轮机构(图1)的性能。
长期以来,我们往往探讨和重点分析的是如何利用各种先进制造技来提高圆柱凸轮的加工品质,实术(CAD/CAM,NC技术等)际上加工工艺对其制造品质也有很重要的影响。
本文将探讨和研究圆柱凸轮的加工工艺技术。
凸轮图1圆柱凸轮机构1圆柱凸轮的加工工艺分析由于圆柱凸轮廓面为三维空间曲面,故采用展成法加工圆柱凸轮(图2),其原理是:一方面将要加工的凸轮毛坯模拟其在工作中的旋转运动(沿其中心轴线),另一方面让铣刀中心模拟圆盘上的某一个滚子中心轨迹运动,两模拟运动协调动作即可加工出圆柱凸轮。
而要使这两方面的模拟动作协调运动,用普通加工方法很难实现,一般最少需要三坐标(如x轴,y轴,机床回转轴Φ)的数控机床。
2.2工装设计空间凸轮的加工至少需要三坐标或两坐标联动以上的数控机床,根据DMU70V的机床坐标系如图3(直线坐标X,Y,Z和旋转工作台坐标B,C),我们选用X,Y,C坐标作为圆柱凸轮加工的三坐标,也就是说一方面让X,刀具凸轮毛坯图3各轴定义示意图C轴/第5轴B轴/第4轴Y联动走圆弧,同时工作台绕C轴旋转,以加工出符合要求的圆柱凸轮槽。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(1)编程复杂,工作量大
在空间凸轮的工作图中,凸轮的理论轮廓或工作轮廓尺寸是在其外圆柱的展开图上以直角坐标形式给出,或列表给出。假如按1°将凸轮的轮廓尺寸在360°上均分(一般多是如此),则在程序中就要输入360个坐标点,工作量大,容易出错。但有时图纸上凸轮轮廓坐标会以每10°均分形式给出,由于间隔过大,数据不能直接使用,需要编程员对凸轮轮廓进行插值细化,这在手工编程中轮廓点示意
图4 偏置命令参数设置
许昌烟草机械有限责任公司的烟机设备中使用了多种凸轮机构,既有平面凸轮机构,又有空间凸轮机构,其中,空间凸轮机构中的关键零件空间凸轮的加工一直是机械加工的难点。常规方法采用分度头铣削或靠模法加工,加工难度大,周期长,加工精度低,对操作工人技术水平要求高,因此,大部分空间凸轮零件需要外协加工。自从我们20世纪90年购置了数控机床后,利用配备了数控分度头的数控铣床加工空间凸轮代替了传统的加工方法,在很大程度上提高了凸轮的加工精度和效率,但是,空间凸轮的数控加工程序一直采用手工编制,手工编制加工程序有很多缺点,主要表现在以下三个方面:
图1 凸轮工作图
一、空间凸轮加工过程
1.建立加工模型
点击桌面图标,起动MasterCAM软件。计算凸轮外圆柱周长L=π*D=π*174≈546.637,根据周长L画一条竖直线,如图2所示。将直线36等分,对应每一个等分点,将表一中的H值依次输入,得到37个轮廓点,如图3所示。利用软件中提供的绘制样条曲线(Spline)命令,依次点击上面得到的37个点,得到凸轮的理论轮廓线。点击软件的辅助菜单区的 图标,在弹出的对话框中建立图层2,在弹出的对话框中设置如图4所示的参数,然后选择凸轮的理论廓线,将轮廓线向右偏置一个滚子半径10mm,隐藏其他图层后,得到凸轮的工作轮廓线,也就是我们所需要的加工模型,如图5所示。
(2)程序修改不便
程序编好后,如果在工件首件试切过程中出现错误或需要改变,如顺铣改为逆铣,则程序需重新调整,调整的过程是非常繁琐的。
(3)凸轮轮廓加工精度较低
在手工编程中,程序中两个坐标点之间是用直线连接的,即直线插补方式,由于手工编程方式的局限性,无法得到足够多的坐标点,使得加工后空间凸轮的工作轮廓与实际轮廓有一定偏差,表面有棱,不顺滑,精度较低。
针对传统加工和采用手工编程加工的不足,我们充分利用CAD/CAM软件,圆满解决了空间凸轮的加工难题。下面,我通过一个具体实例说明如何利用MasterCAM软件加工空间凸轮的问题。凸轮工作图如图1所示,其中Φ20滚子中心轨迹H和转角α之间的关系由列表给出,如表1所示。
表1 转角α与升程H之间的关系