喷气织机生产纬弹竹节纱织物的体会朱保林丁艳瑞王新艺河南工程
喷气织机生产纬弹竹节纱织物的体会朱保林丁艳瑞王新艺河南工程

喷气织机生产纬弹竹节纱织物的体会朱保林丁艳瑞王新艺(河南工程学院) (河南省平棉纺织集团有限公司) 摘要:探讨在ZA205i一190型喷气织机上生产经纱为纯棉纱、纬纱为棉氨纶包芯竹节纱和棉氨纶包芯纱的生产技术要点。
针对织造过程中断纬多、纬缩疵点多的问题,通过合理设计竹节纱的参数、合理确定包芯竹节纱与包芯纱的配比,在络筒和整经工序采用“小张力、低速度’’的工艺配置,在浆纱工序采用“重被覆、求渗透的工艺配置,在织造工序采用“早开口、迟引纬、大张力、低后梁’’的工艺配置,使织机效率达到90%以上,下机一等品率达到91%以上。
0 前言纬弹竹节纱织物既具有竹节纱织物布面粗犷、自然、朴实的独特风格和明显的凹凸立体感,又具有弹力织物伸缩性好的特点,同时由于经纱为棉纱,纬纱采用棉氨纶包芯的竹节纱和普通纱,织物具有良好的吸湿透气性,手感好,穿着舒适,因此深受消费者的青睐。
但是,由于棉氨纶包芯竹节纱和棉氨纶包芯纱的特点,在喷气织造过程中断纬停台率高,织物纬缩疵点多,生产难度较大。
在生产实践中,需要合理确定竹节纱的参数以及竹节纱和普通纱的配比,优化织造各工序的工艺参数,以提高织机效率和织物质量。
1产品规格1.1织物规格C 23.3/C 58.3(77 dtex)棉氨纶包芯竹节纱JC 72.9(77 dtex)棉氨纶包芯纱551/197 188 三上一下左斜纹(边组织为山形斜纹)。
总经根数为10 284根,其中边纱192根。
1.2竹节参数竹节纱的参数(节长、节粗和节距)以及竹节纱和普通纱的搭配方法,直接影响竹节纱织物的外观风格。
竹节纱用作纬纱时,竹节参数对织物风格的影响更大。
如果竹节排列不当,布面极易出现明显的规律性,造成织物外观效果不良。
本产品为纬弹竹节纱织物,根据试织效果,采用不等节距竹节纱,竹节纬纱的规格为:节长3 cm,节粗2.5倍,节距存10 cm~20 cm内循环。
氨纶包芯竹协纱和氨纶包芯纱的酣比为l:2。
喷气织机生产弹力织物的技术要点
力 包芯纱与纯棉纱交替 织入 。认 为生产 中的难点是 弹力包芯 易回弹 ,易退捻 ,易断裂 ,纯棉纱强力较低 ,从而导
致 引纬 失 败 ,产 生纬 向停 台 以及 纬 缩疵 点 。提 出要 根 据 织 物 风 格 合 理 选 择 纱 线 形 态 、经 纱捻 系数 、 纬 纱捻 系数
( 弹力 包芯纱为外购 ,我们主要 考虑 纯棉 纱的捻 系数) ,在织造工序合 理设 定喷 气压 力,合理设定上机张力 ,可使
装 , 穿着 舒 适 ,外 观 大 方 ,深 受 广 大 消 费 者 的 青 睐 , 具有 广 阔 的 市场 前 景 。
1织 物 的规 格
织 物 规 格 为 : TC 6 C 8 ( 5+ 0 ) 10 12 / 3/ 5 + C 84 d 6 / 5 16 0 6 力 。地 组 织 为平 纹 , 边 组 织 为 二 上 二 下 纬 8 . 弹 重 平 。 总经 根 数 : 3 O根 ,边 纱 根数 为 :2 根 ×2 O0 8 。经
离,从而使布面 出现类似 “ 百脚 ”的疵 点。由于喷气 织机的车速高 ,经纱 在通 过停经片 、棕丝 、钢筘 等部
位 时 容 易 产 生 毛 羽 的起 球 现 象 ,造 成 织 造 时经 纱 开 口 不清 , 从 而 影 响纬 纱 在 织 口的 飞 行 ,造 成 纬 向停 台 , 影 响 织 机 效 率 和 布 面 质 量 , 因 此 , 弹 力 织 物 对 经 纱 的 品质 和 开 口的清 晰 度 要 求 更 为 严格 。
织机 效 率 达 到 8 %左 右 。 4
关键 词 :弹 力 织物 ,织 机 生 产 ,技 术要 点
d i 1 .0 9 in1 0 一 S X.0 01 .0 o: 03 6 8.s . 7 S O 2 1 .10 8 s 0
喷气织机织造竹节纱织物的生产实践
兰 堡! 旦 : 堂 : ! ! 苎 蔓! 塑
V 13 O 1 . 2 0 O. 5 N . 1 o 7
S A G A E I CE C H N H I XTL S IN E& T C NO O T E E H L GY 上 海 纺 织 科 技
过程中, 一方面由于喷气织机车速高 , 经纱承受的反复 拉伸 负荷 大 , 经纱 张力 峰 值 高 , 且 竹 节 在 通 过 停 经 而 片、 丝、 综 钢筘 等部件 时 , 受到 的摩擦 大 , 成竹 节经纱 造
在 竹节处 断头 多 ; 一 方 面 , 另 由于 在喷 气 引 纬 过程 中 ,
纬纱 产生 波动 、 震荡 , 易 退 捻 , 得 竹节 处 的捻 度更 极 使
小, 强力更 低 , 导致 竹节 纬 纱 更 易 被 吹断 , 成 断 纬停 造
台 。此外 , 由于 喷气 引纬属 于 自由端 引纬 , 梭 口清晰 对 度要 求高 , 而竹 节纱 毛 羽 较 多 , 经纱 间容 易 粘 连 , 导致
研 究表 明 : 纬竹 节纱 织物 中 , 节节 长 3c 节 在 竹 m、
设 备 与 工 艺
Il 4
喷气 织 机 织造 竹 节纱 织 物 的生 产 实践
朱保林 周海燕 王新 艺 , ,
(. 1河南纺织高等专科学校 , 河南 郑州 4 0 0 2 平顶山新天使纺织有 限责任公司 , 5 0 7; . 河南 平顶山 4 7 0 ) 60 0
摘
要: 介绍 了平纹竹节纱织物的规格和特点 , 确定 了竹节纱 的参 数 以及 竹节纱 和普 通纱 的配 比, 优化 了织造各 工序 的工 艺 参数 , 获得了较好的织 物外 观效果 , 达到 了提高织造生产效率和织物质量的 目的。
喷气织机织造经竹节纱织物的生产实践
1% ± % , 3 l 回潮率 6 ±l 伸长 率 1 O 以下。 % %。 .% 生产中注重经纱排列和卷绕的均匀性, 并减少各轴 之 间 的差异 。
浆纱上轴前 、 落轴前应穿分层绞线 , 将两种经纱 在合理设定络筒工艺参数 的同时, 应加强络筒 分开 , 以便于穿经 、 结经分层。 设备的维修和清洁工作 , 保持纱线通道光洁。 2 4 织造 .
喷气 织机 织 造 经竹 节 纱 织物 的生产 实践
丁艳 瑞 王新 艺 ,
(. 1 河南 工程 学 院 , 南 郑 州 4 00 ;. 河 5072 河南平棉 纺织集 团 , 南 平 顶 山 470 ) 河 600
摘
要: 根据经竹节纱织物的织造难点, 优化 了织造工艺参数 , 减少了织造过程 中断经、 绊纬停 台次数 , 提
和手感 , 广泛应 用 于服装 及装饰 织物领 域 。
1 产 品设计
1 1 织物规 格 . 坯布 幅宽 :10e 6 m
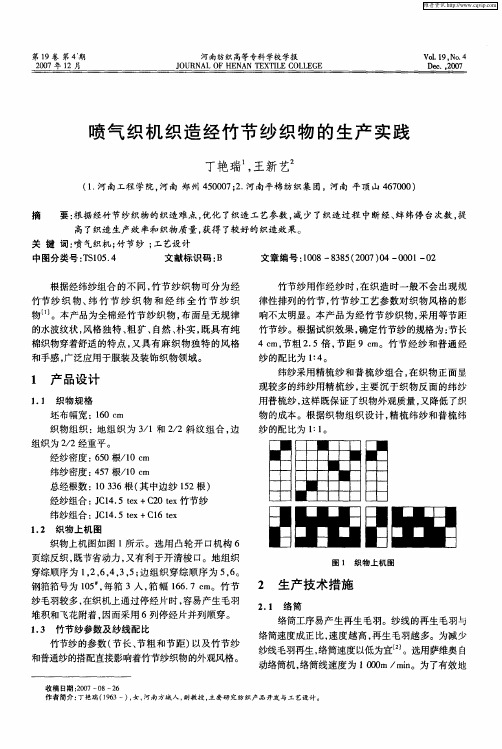
纬纱 采用精 梳 纱 和普 梳 纱 组合 , 织 物正 面显 在
现较多的纬纱用精梳纱, 主要沉于织物反面的纬纱 用普梳纱 , 这样既保证了织物外观质量 , 又降低了织 物 的成本。根据织物组织设计 , 精梳纬纱和普梳纬
2 生产 技 术 措 施
2 1 络 筒 .
络筒工序 易产 生再生 毛 羽。纱线 的再生 毛 羽与 络筒速 度成正 比, 度越 高 , 生 毛羽越 多。为减 少 速 再
竹节纱的参数 ( 节长、 节粗和节距) 以及竹节纱 和普通纱的搭配直接影响着竹节纱织物的外观风格。
纱线毛羽再生, 络筒速度以低为宜[ 。选用萨维奥 自 2 j 动络筒机 , 络筒线速度为 l 0m/ i。为了有效地 0 mn 0
喷气织机生产弹力竹节织物的技术要点

( n n Z e gh u № 4 C t nC ., t. He a h n zo ot o Ld ) o
Ab ta t T c n lg e ons f rd cn lsi s bfbi Ol i e o eedsu sd lby r a sd sr c eh oo yk ypit o o u igea t l a r iar to m w r i se .Su anw su e p c u c j l c
a r ea tc su an wa e a f. I s c n ie e h tt fiute n p o cin a e wetso a s d by swa p, lsi l b y r sus d swet ti o sd r d t a he di c lis i r du t r f t p c u e f o wetfie n etn n f d fcswhih i lde r ra n h ii e s, iln wetd —witnga d brakn ta . f al d is rig a d we t ee t c ncu swap b e kig, arn s pli g, f e t si n e ig e 1
喷 气 压 力 、 当增 加 上 机 张 力 、 用一 个主 喷 嘴 等 , 使 织机 效 率达 l 3 左 右 。 适 采 可 48 %
关 键 词 : 竹 节 纱 ; 力 竹 节 纱 ; 力 竹 节 织 物 ; 度 ; 口时 间 ; 嘴 气压 弹 弹 捻 开 喷
中 图 分 类 号 :S0 . T 165
2 喷 气 织 机 生产 弹 力 竹 节 纱 的 技 术难 点
经 向竹 节纱 本身 具 有节 粗 节 细 的独 特 风格 , 与正 常纱线 相 比, 断裂 强 度显 著 下 降 。在 生 产加 工过程 中由于受 到反 复 的机 件 拉 伸和 摩擦 , 易发
喷气织机两种纬向疵点分析
喷气织机两种纬向疵点分析荣德智顾黎明吴永胜(陕西五环集团股份有限公司)摘要:探讨喷气织机上纬缩和断双纬疵点的产生原因及解决措施..分析了纬缩和断双纬疵点的形成原因,认为纬缩疵点的形成主要与引纬系统、引纬工艺参数设置、纬纱质量和压缩空气压力有关,从纬向系统、经向系统、生产环境三方面采取相应技术措施即可解决纬缩疵点问题;断双纬疵点的形成主要是由于纬纱从储纬器中脱出,通过调整供纱侧剪刀状态和剪切时问,更换挡纬销,调整辅助主啧嘴位置等措施即可解决断双纬问题。
关键词:喷气织机;纬缩;引纬系统;压缩空气质量;上机张力喷气织机是以主喷嘴喷射出一定压力和流速的压缩空气作为载体,将纬纱引入织口,在若干辅助喷嘴接力牵引下穿越梭口,完成引纬。
此引纬方式中,载体是经过乐缩的空气,质量小、易扩散,载体列纬纱没有直接的握持作用,引纬机构对载体也没有直接的握持作用,因而喷气引纬具有车速高、噪声低、机物料消耗少的优点;同时也有对纬纱控制差、要求高的缺点..存通过梭口的通道中,设备状态小良或工艺设置不当都会造成引纬小畅,导致纬向疵点的大量产生..根据多年的实践经验,对喷气织机两种纬向疵点成闪及解决方法进行探讨。
l纬缩疵点的产生原因及解决措施1.1概念及分类纬缩就是因纬纱松弛、扭结、起圈等原因,在织入布面后产生的不平整疵点。
根据织入布面的形状分为松纬缩、扭结纬缩和起圈纬缩。
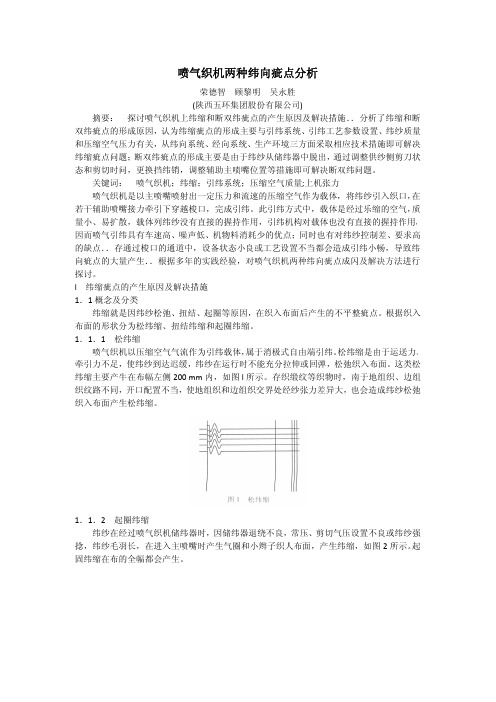
1.1.1松纬缩喷气织机以压缩空气气流作为引纬载体,属于消极式自由端引纬。
松纬缩是由于运送力、牵引力不足,使纬纱到达迟缓,纬纱在运行时不能充分拉伸或回弹,松弛织入布面。
这类松纬缩主要产牛在布幅左侧200mm内,如图l所示。
存织缎纹等织物时,南于地组织、边组织纹路不同,开口配置不当,使地组织和边组织交界处经纱张力差异大,也会造成纬纱松弛织入布面产生松纬缩。
1.1.2起圈纬缩纬纱在经过喷气织机储纬器时,因储纬器退绕不良,常压、剪切气压设置不良或纬纱强捻,纬纱毛羽长,在进入主喷嘴时产生气圈和小辫子织人布面,产生纬缩,如图2所示。
精纺竹节纱及竹节花呢的开发
精纺竹节纱及竹节花呢的开发查神爱;刘丽艳;何慧【摘要】在介绍精毛纺国产细纱机智能化改造后的竹节纱纺制技术原理的基础上,研究分析竹节纱的节长、节距、倍数、捻度以及基纱线密度的确定等设计要素;通过实验确定了精纺竹节纱纺制生产过程中总牵伸比、传动比、钢丝圈、隔距块等工艺参数,以及各生产工序技术要点和提高成纱质量的应对措施;在竹节花呢开发和设计方面,根据独特的纱线外观合理选用原料配比、色彩排列及织物组织,同时通过合股等方式提高全毛细特竹节纱线强力.通过实例说明全毛细特竹节花呢的设计以及生产中纺纱、织造、染整工序的工艺参数和关键技术.【期刊名称】《毛纺科技》【年(卷),期】2019(047)002【总页数】4页(P14-17)【关键词】精纺;竹节纱;花呢;全毛【作者】查神爱;刘丽艳;何慧【作者单位】江苏阳光集团,江苏江阴214426;江苏阳光集团,江苏江阴214426;江苏阳光集团,江苏江阴214426【正文语种】中文【中图分类】TS106.81纺织服装业作为时尚产业,一直在求新求异中求发展,即使是相对比较沉稳的精毛纺男装面料,也注入了越来越多的休闲元素和个性化特征,花式纱线的使用给面料带来了全新的风格,由此纱线的设计也成为面料设计的一个重要内容。
近几年来,花式纱线面料作为一种艺术和技术相结合的产品,以其丰富的表现力和独特的外观效应,已经成为纺织行业的新秀,各种花式纱线应运而生,如竹节纱、段彩纱、结子纱、彩点纱、圈圈纱、波纹纱等,但这些花式纱线一般较粗,多用于针织和女装面料,材质以化纤为主,也有一些以棉、麻为材质的较高支纱线,多用于衬衫面料等。
对于以羊毛为主要材质的精纺男装面料而言,在开发新产品时,在保持毛织物特有的含蓄沉稳风格的同时,又有所改变,如在传统经典面料中加入一些时尚、个性的元素,花式纱线的使用可以达到这种效果,但花式纱线的形式和色彩应与精纺男装面料相融合,不能喧宾夺主,更不能降低织物档次。
通过对各种花式纱线的比较研究,得出竹节纱能够满足面料要求,竹节纱沿纱线轴向在粗细、颜色的变化可以增强面料的视觉效果。
喷气织机织制弹力织物纬向疵点问题的分析

Ke r s i- tlo y wo d :ar e o m;eat 2r—p ny r j lsi oesu an;dfc ;w f s no c( ee t et e sr
喷气织机以其高速 、 高效 、 优质 、 占地面积小 、 价格 右边 G点 , 纬纱伸得最直 , 纬纱在极短 的时间 内由高速 相对较低等特点得到了广泛的应用。但喷气织机通过 降为 0 惯 性力 极大 , 时 纬纱 有 一 个 很 大 的 张力 峰 值 , 此 气流对纬纱进行消极引纬 , 纬纱 的张力较低且不稳定 , ( 见图 1 , ) 如果纬纱的最低强度低于这个张力峰值 , 那 可控性不如剑杆织机 , 因此在喷气织机上织制纬 弹织 么就很 容易 出现纬 纱 断头 川 。 物相对较难。近年来随着设备 和工艺不 断改进 , 喷气 织机织弹力织物的问题逐步得到了解决 , 但是仍有较 多的纬向疵点 , 这些疵点 的产生主要是由于设备对疵 点漏检 , 机器不停而导致 。本文对生产纬弹织物 的疵 点漏检问题进行分析研究 , 找出原 因并提出解决方法。
出了疵点产生的原 因, 提出了克 服疵点 的技 术要点 和改进措施 。 并
关键 词 : 喷气织机 ;弹力包芯纱 ;疵点 ; 探纬器
中图分类号 : S 0 . 3 . 1 T 133 7 1 文献标识码 :A 文章 编号 : 0 124 20 )1 0 1 .2 10 —04(0 6 1 .0 7 0
An ls fwetd fcsi a i g ea t a rco i-e o ay i o f ee t n we v n lsi f b i n arj t o m s c l
K N igw i, U Pn UU C e ggn O G Qn — e G ig , h n —a g
喷气织机织制竹纤维织物的生产实践
方格 形 图案 , 织 次 数 少 , 物 密 度 小 , 交 织 因此 , 造 织 时单 位 长度经 纱所 受 摩 擦 次 数少 , 上浆 率 也 可 随之
丝 绸 科 技
21年 期 0 第3 2
喷气 织机 织 制 竹 纤维 织物 的生产 实 践
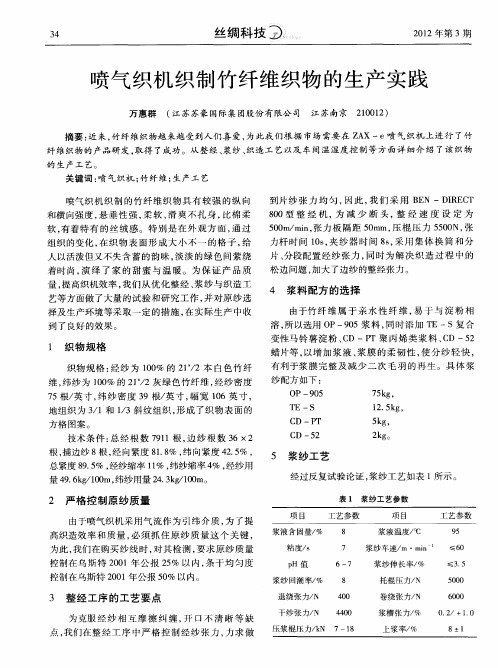
万 惠群 ( 苏苏 豪国际 集 团股份 有 限公 司 江苏 南京 2 0 1 ) 江 1 0 2 摘要 : 来 , 近 竹纤 维织物 越 来越 受到人们 喜 爱 , 此我 们根 据 市场 需要 在 Z X—e喷 气 织机 上 进行 了竹 为 A 纤 维织物 的产 品研 发 , 取得 了成 功 。从 整 经 、 纱 、 浆 织造工 艺 以及 车 间温 湿度控 制 等 方 面详 细介 绍 了该 织物
的 生产 工艺 。 关键 词 : 气织机 ; 喷 竹纤 维 ; 生产 工 艺
喷气 织 机 织 制 的竹 纤 维织 物具 有 较 强 的纵 向
到片 纱 张 力 均 匀 , 此 , 们 采 用 B N —D R C 因 我 E IE T
8 0型 整 经 机 , 减 少 断 头 , 经 速 度 设 定 为 0 为 整
量 4 . k/ O m, 96 g1 纬纱用量 2 . k /0 m。 4 3 g 10
7 g, 5k
1 5k 2. g.
CD —P T
CD 一5 2
5k g,
2k g。
5 浆 纱 工 艺
经过 反复试 验论 证 , 纱 工艺如 表 1所示 。 浆
表 1 浆纱 工艺 参 数 项目 工 艺 参 数 项目 工艺参数
4 浆 料 配 方 的选 择
由于竹 纤 维 属 于 亲 水 性 纤 维 , 于 与 淀 粉 相 易
喷气织机个人工作总结
喷气织机个人工作总结
在过去的工作季度中,我有幸参与了喷气织机的操作和维护工作。
通过这段时间的工作,我对喷气织机的操作有了更深入的了解,并且取得了一些令人满意的成果。
首先,在喷气织机的操作方面,我能够熟练地进行开机、调试和运行。
我熟悉喷气织机的控制面板,能够根据工艺要求进行正确的设置。
我能够清晰地理解织机的工作原理,灵活地调整各项参数,以满足不同的生产需求。
同时,我对喷气织机的常见故障和处理方法也有了一定的了解,能够及时处理和排除故障,确保生产的顺利进行。
其次,在喷气织机的维护方面,我抓紧了每一次维护保养的机会。
我了解并掌握了织机的日常维护规范,定期进行设备的清洁和润滑,保证设备的正常运转。
我能够及时检查并更换磨损的零部件,确保设备的长期稳定运行。
在实施维护过程中,我严格按照操作规程进行操作,并保持维护记录的准确和完整。
除了操作和维护,我还积极参与了生产过程中的问题解决和优化工作。
当生产中遇到一些异常情况时,我能够快速反应并采取相应的措施,确保生产进度不受到影响。
在持续改进方面,我不断总结经验教训,提出改进建议,并与团队成员进行沟通和讨论。
通过这段时间的工作,我对喷气织机有了更深入的了解,并在操作和维护方面取得了一些成果。
然而,我也认识到自己还有很大的提升空间。
在未来的工作中,我将继续努力,不断学习
和提升自己的技术水平,以更好地胜任喷气织机的操作和维护工作。
喷气织机主任年终总结
喷气织机主任年终总结前言回顾过去的一年,我作为喷气织机公司的主任,面临了许多挑战和机遇。
在这篇年终总结中,我将回顾过去一年的工作成果,并总结其中的经验教训,希望能对未来的工作提供一些参考和启示。
工作回顾与成果1. 提高生产效率在过去一年中,我们不断努力提高生产效率。
通过引入先进的喷气织机设备和自动化生产线,我们成功地缩短了生产周期,提高了产量。
同时,我们优化了生产流程,减少了生产中断和物料浪费的情况。
这些努力使我们的生产效率大幅度提升,也为公司带来了更多的订单和利润。
2. 质量管理为了提高产品质量,我们加强了质量管理。
我们建立了严格的质量检查标准,并采用了先进的质量检测设备。
通过加强员工培训和质量监控,我们成功地减少了产品的次品率。
这不仅为公司树立了良好的声誉,也为客户提供了更优质的产品。
3. 团队建设作为主任,我注重团队的建设和协作。
我鼓励员工之间的合作与沟通,并推动团队学习和知识分享。
我们定期组织培训和团队建设活动,提升员工的专业技能和团队精神。
通过这些努力,我们的团队凝聚力得到了大幅度提高,并为公司的发展打下了坚实的基础。
4. 客户满意度对于喷气织机公司来说,客户满意度是最重要的衡量指标之一。
在过去的一年中,我们始终将客户需求放在首位,全力以赴地满足客户的要求。
通过加强售前咨询和售后服务,我们成功地提高了客户满意度,并获得了许多新客户的信任和支持。
客户满意度的提高不仅促进了业务的发展,也为公司树立了良好的口碑。
经验总结与教训在过去一年的工作中,我也遇到了一些挑战和教训。
通过总结经验,我认为以下几点尤为重要:1. 持续创新喷气织机行业竞争激烈,产品更新换代迅速。
为了保持竞争力,我们必须不断创新。
未来,我将鼓励团队成员积极参与新产品研发和技术改进,促进公司的创新能力和市场竞争力的提升。
2. 加强市场调研市场需求变化快,我们必须密切关注市场动向,及时调整产品结构和销售策略。
在未来的工作中,我将会加强市场调研工作,与客户保持良好的沟通和合作,以更好地满足客户需求。
纺织工作年关总结

纺织工作年关总结纺织工作年关总结范文通过3个月学习,我对细纱机、喷气织机、有梭织机的大体状况及工作原理有了更深的熟悉,现将学习情形总结如下:一、后纺车间7月4日-7月18日,我在后纺车间保养、保全、皮辊房学习。
在此学习期间正值酷热的夏日,车间里更是像火炉一样,每次随着师傅在车间换钢丝圈、敲锭子、改车时老是汗如雨下,师傅们更是异样辛苦。
在此环境以下位师傅仍然耐心的给我讲解细纱机的要紧机构、工作原理。
同时在自己认真的学习下,我对后纺车间设备整体情形、细纱机的要紧机构、工作原理、工艺知识有了深刻的熟悉。
1. 后纺车间现有设备状况:178台细纱机、6台德国赐福来自动络筒机、5台日本村田自动络筒机、13台络筒机、蒸纱机2台、皮辊加油机1台、气动套皮辊机1台、磨皮辊机4台。
2. 要紧机构喂入机构喂入机构要紧由粗纱架、导纱杆、横动装置组成要紧作用是支撑粗纱,将粗纱顺利的喂入牵伸机构,减少粗纱的意外牵伸,同时爱惜胶圈胶辊。
牵伸机构将喂入的粗纱进一步均匀地抽长拉细到成纱所需要的线密度。
牵伸的机构要紧零部件包括:牵伸罗拉、胶辊、胶圈、销子集合器。
加捻卷绕机构加捻和卷绕,和起落和成形,几乎是同时进行的。
这部份的机构包括叶子板、导纱钩、隔纱板、纲领板、纲领、钢丝圈、筒管、锭子、滚盘、锭带盘等要紧零部件,和纲领板与叶子板的起落装置和成形传动机构等。
3. 细纱机的工艺进程:牵伸:粗纱从吊锭上的粗纱管上退绕出来,经导纱杆穿入横动导纱喇叭口,喂入牵伸装置,要紧靠三对罗拉表面速度的不同,将喂入的粗纱均匀的牵伸、伸长、拉细到符合要求的,纤维彼此平行的须条。
那个进程称为“牵伸”。
加捻:通过牵伸的须条之前罗拉吐出,经导纱钩,穿过钢丝圈,钢丝圈在纲领上做高速回转,每转一圈,就给须条加上一个捻回,那个进程确实是“加捻”。
卷绕:经加捻后的成纱,即可具有必然的强力,弹性和光泽。
须条加捻成纱后,还要绕到筒管上。
筒管套在锭子上,随锭子高速同步回转,一方面张紧的纱条带动钢丝圈高速回转,产生加捻作用,另一方面将前罗拉持续输出并通过加捻后纺成的纱条,有秩序地卷绕到筒管上。
喷气织机生产纬弹竹节纱织物的体会
喷气织机生产纬弹竹节纱织物的体会
朱保林;丁艳瑞;王新艺
【期刊名称】《棉纺织技术》
【年(卷),期】2008(36)3
【摘要】探讨在ZA205i-190型喷气织机上生产经纱为纯棉纱、纬纱为棉氨纶包芯竹节纱和棉氨纶包芯纱的生产技术要点.针对织造过程中断纬多、纬缩疵点多的问题,通过合理设计竹节纱的参数、合理确定包芯竹节纱与包芯纱的配比,在络筒和整经工序采用"小张力、低速度"的工艺配置,在浆纱工序采用"重被覆、求渗透"的工艺配置,在织造工序采用"早开口、迟引纬、大张力、低后梁"的工艺配置,使织机效率达到90%以上,下机一等品率达到91%以上.
【总页数】3页(P56-58)
【作者】朱保林;丁艳瑞;王新艺
【作者单位】河南工程学院,郑州,450007;河南工程学院,郑州,450007;河南省平棉纺织集团有限公司
【正文语种】中文
【中图分类】TS105.4
【相关文献】
1.喷气织机织造经竹节纱织物的生产实践 [J], 丁艳瑞;王新艺
2.喷气织机织造PBT纬弹织物生产实践 [J], 魏乾阳
3.喷气织机生产纬向半弹缎纹织物实践 [J], 宋绪忠;马丽云;等
4.喷气织机织造竹节纱织物的生产实践 [J], 朱保林;周海燕;王新艺
5.纬弹包芯竹节纱织物的开发与生产 [J], 刘杰;周蓉;邹清云
因版权原因,仅展示原文概要,查看原文内容请购买。
喷气织机打纬机构及墙板的振动特性
喷气织机打纬机构及墙板的振动特性金玉珍;胡小冬;林培峰;胡旭东【摘要】For four⁃bar linkage beating⁃up mechanism of the air⁃jet loom, strong vibrations and noise will be caused by the increased speed. In this paper, the vibration characteristics of beating⁃up mechanism and wallboard were analyzed by theoretical analysis, numerical simulation and experiments. Firstly, the dynamic characteristics of the four⁃bar linkage beating⁃up mechanism were analyzed. And the influence of the four⁃bar linkage beating⁃up mechanism on the vibration of the loom wallboard was analyzed based on the finite element method. Through analysis, the relationship of the crank angle of rotation and the forces of beating⁃up mechanism, the maximum vibration stress and acceleration of loom wallboard were established. Lastly, the location of the maximum vibration and the maximum stress were determined. The results show that the resonance frequency of the wallboard is about 44�5 Hz, which is very close to the main vibration frequency of the air jet loom. The maximum vibration of the loom wallboard is mainly concentrated near thebeating⁃up mechanism. However, the maximum stress is mainly concentrated near the middle and lower part of the loom wallboard instead of the largest vibration of the loom wallboard.%针对喷气织机四连杆打纬机构随着转速的不断提高会引起的强烈振动和噪音问题,采用理论分析、数值模拟和实验相结合的方法对打纬机构及墙板的振动特性进行研究。
喷气织机用压缩空气性能分析研究 周义德 李 虹 樊 瑞 ( 中原工学院

机型
ZAX2190 ZAX2190 ZAX2190 ZAX2190 JA T2190 JA T2190 JA T2190 JA T2190 GA7102190 GA7102190 GA7102190 GA7102190
纱线号数范围 / tex 工作压力 /M Pa
9. 7~19. 4 (短纤 )
0. 40
9. 7~19. 4 (短纤 )
0. 45
20. 0~30. 7 (短纤 )
0. 50
32. 0~83. 2 (短纤 )
0. 55
84 dtex ~330 dtex (长丝 ) 0. 45
2 压缩空气质量要求和空压机选型分析
为了保证喷气织机良好运行 ,压缩空气的质 量至关重要 ,为防止引纬失误 ,确保织物质量 ,压 缩空气中的水分和含油量及清洁度需控制在一定 范围之内 。喷气织机常用压缩空气质量应达到 ISO8573—1压缩空气质量标准 。
喷气织机正常进行引纬要求压缩空气的压力 恒定 。由于喷气织机入纬率很高 ,已超过 3 000 m /m in,织机转速高 ,单位时间内引纬次数多 ( 600 次 /m in ~1 200 次 /m in) ;纱线质量较轻 ,所以每 次引纬消耗的压缩空气量较少 ( ≤0. 000 7 m3 /次 ~0. 001 2 m3 /次 ) ; 喷气织机车间布置的机台较 多 (几十台至几百台不等 ) ,所以可近似认为喷气
·149·【 21】
从以上可以看出 ,虽然无油空压机一次性投 资较有油空压机高 ,但综合运行费用低 ,经济效益 明显 。
2. 2 冷却方式分析 空压机常用的冷却方式有风冷和水冷两种 。
由于水冷采用蒸发冷却方式 ,一般可以得到 低于空气温度下的冷却水 ,而且水的比热和密度 大 ,对空压机的冷却效果好 ,故一般较多选用 。但 水冷机需要配备冷却塔和冷却水泵 ,系统运行复 杂 ,且冷却水容易结垢 ,影响传热效果 。风冷机设 备简单 ,维护费用低 ,但对于大型空压机和南方炎 热地区 ,室外空气温度高会使空压机气缸温度偏 高而停机 。故采用风冷机时应确保机台间距离和
竹节纱的生产实践

竹节纱的生产实践
申秀林;张俊芬
【期刊名称】《天津纺织科技》
【年(卷),期】2003(41)1
【摘要】@@ 1 概况rn随着日新月异的纺织品市场发展的需求,一种追求自然,反朴归真的面料孕育而生,这种面料布面上分布着有规律或无规律的竹节,层次分明,有明显的凹凸感和立体感,色彩丰富自然,它即可以在牛仔系列中表现出一种粗旷的风格,又可以在衬衣、西装、装饰布及针织休闲装中体现出细腻的个性美,在众多的纺织面料中,确实不失为一种独树一枝的优良品种,而生产该面料的原料即是竹节纱.【总页数】5页(P40-44)
【作者】申秀林;张俊芬
【作者单位】天津天鼎纺织集团有限公司,天津,300182;天津天鼎纺织集团有限公司,天津,300182
【正文语种】中文
【中图分类】TS1
【相关文献】
1.纯棉赛络纺竹节纱的生产实践及质量控制
2.纯棉赛络纺竹节纱的生产实践及质量控制
3.Coolmax纤维与棉混纺氨纶包芯竹节纱的生产实践
4.牛仔布用环锭竹节纱的生产实践
5.竹节纱与变弹竹节纱的生产实践及工艺探讨
因版权原因,仅展示原文概要,查看原文内容请购买。
喷气织机织造涤棉交织物的工艺改进措施
沈 兰 萍 , 范 立 红 , 张 辉 , 等 .竹 纤 维 织 物 热 湿 性 能 的
单 位 面积质 量各 有不 同 " (2 ) 在织 物 原料 和经 纬 密相 同 的条 件 下 , 厚
测试分析 [J 2 .棉纺织技术 , 20 07 , 35 (5 ) :25 一 . 26
Ji anhu a H u ang , X iaom i Q ian. A n ew r ng es一 et od f r m h o20 04 :3 #
4 ,. c I Is 一飞 1 Je
邓 聚 龙 .灰 色 系统 基 本 方 法 =M 8. 上 海 :华 东 理 工 大
学 出版 社 , 19 86 :104 一 . 108
(l 纱 线原料 相 同 !织物 经 纬密 相 同 的织物 , ) 由于组织 的不 同 , 会导 致织 物厚度 ! 浮长线 长度 和
头较 多 , 断 纬也 受到 影响 , 织 机效 率明显 降低 "对 此 , 我 们先 后对 穿综 及穿箱方 法进行 优化 , 最后确
定较 适宜 的穿 综 及 穿箱 方 法 为地 组 织 1 ! !( 2 ) ! 1
(4 ) ! ! !(2 ) !(4 ) !l ! !(2 ) !(4 ) , 边 组 织 ( l ) ! 3 3 3
m easu ri t e w ater vapour perm eab iit of f bries [J ]. ng h ly a
M eas.S ei eehno l, 200 7 ( 8 ) :304 3一 47 . .T 30
J e k 夕 L 勺 s . U J,Je r - 乃.
度对 织物 保 暖性 ! 透湿性 ! 透气性 和折 皱 回复 性影
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
喷气织机生产纬弹竹节纱织物的体会
朱保林丁艳瑞王新艺
(河南工程学院) (河南省平棉纺织集团有限公司) 摘要:探讨在ZA205i一190型喷气织机上生产经纱为纯棉纱、纬纱为棉氨纶包芯竹节纱和棉氨纶包芯纱的生产技术要点。
针对织造过程中断纬多、纬缩疵点多的问题,通过合理设计竹节纱的参数、合理确定包芯竹节纱与包芯纱的配比,在络筒和整经工序采用“小张力、低速度’’的工艺配置,在浆纱工序采用“重被覆、求渗透的工艺配置,在织造工序采用“早开口、迟引纬、大张力、低后梁’’的工艺配置,使织机效率达到90%以上,下机一等品率达到91%以上。
0 前言
纬弹竹节纱织物既具有竹节纱织物布面粗犷、自然、朴实的独特风格和明显的凹凸立体感,又具有弹力织物伸缩性好的特点,同时由于经纱为棉纱,纬纱采用棉氨纶包芯的竹节纱和普通纱,织物具有良好的吸湿透气性,手感好,穿着舒适,因此深受消费者的青睐。
但是,由于棉氨纶包芯竹节纱和棉氨纶包芯纱的特点,在喷气织造过程中断纬停台率高,织物纬缩疵点多,生产难度较大。
在生产实践中,需要合理确定竹节纱的参数以及竹节纱和普通纱的配比,优化织造各工序的工艺参数,以提高织机效率和织物质量。
1产品规格
1.1织物规格
C 23.3/C 58.3(77 dtex)棉氨纶包芯竹节纱JC 72.9(77 dtex)棉氨纶包芯纱551/197 188 三上一下左斜纹(边组织为山形斜纹)。
总经根数为10 284根,其中边纱192根。
1.2竹节参数
竹节纱的参数(节长、节粗和节距)以及竹节纱和普通纱的搭配方法,直接影响竹节纱织物的外观风格。
竹节纱用作纬纱时,竹节参数对织物风格的影响更大。
如果竹节排列不当,布面极易出现明显的规律性,造成织物外观效果不良。
本产品为纬弹竹节纱织物,根据试织效果,采用不等节距竹节纱,竹节纬纱的规格为:节长3 cm,节粗2.5倍,节距存10 cm~20 cm内循环。
氨纶包芯竹协纱和氨纶包芯纱的酣比为l:2。
2织造难点
造成本产品在喷气织机上织造网难的原因,主要在于竹节纱和包芯纱的特点.首先,与普通纱线州比,瓴纶包芯纱的捻度一股要高10%,竹节纱要高10%,而氨纶包芯竹节纱则要高20%,因此,在织造过程中纬纱的反捻扭转力姒,布面易产牛纬缩疵点。
,除捻度因素外,如果在纺纱过程中氨纶仲长不稳定,形成弹力不匀,引纬时伸长大的氨纶包芯纱会因收缩率加大而松弛,也容易造成纬缩。
其次,由于竹节处纱线直径较粗.捻度较小,强力较低,_加之在喷气引纬过程中纬纱的波动和震荡极易引起退捻,使竹节处形成强力弱环而被吹断,造成断纬停台。
此外,在主喷嘴和辅喷嘴气流的作用下,氨纶包芯纱的外包纤维和芯丝容易剥离,使布而产生类似“百脚”的织疵,右侧更为严重。
3生产技术措施
为稳定纬纱捻度,减少纬缩疵点,对络筒后的纬纱进行24 h以上的自然定捻,并做到纬纱先到先用,避免存放时间不一致造成纬向缩率不同。
为提高织机生产效率和织物质量,除使用较高质量的原纱外,还合理设定了各上序的工艺参数。
3.1 络简
络筒选用1332MD型络筒机,为避免纱线强力和弹性的损失,减少再生毛羽,在保证筒子成形良好条件下,选择“小张力、低速度”工艺配置,络筒线速度没定为643 m/min
在络竹节纱时,小使用清纱器。
非竹节纱采用DQSS—4型电子清纱器,电子清纱参数设定如下:短粗节+150%,×1.6cm;长粗节+40%×l 6cm;长细一40%×15cm;材料系数7.5。
配备手动空气捻接器,捻结强力要求达到原纱强力的85%,氨纶包芯纱捻接处除要保正外包棉纤维的捻接外,还要使芯丝相互接合,防止弹力包芯纱捻接处出现缺丝现象。
,3.2整经
采用D3—1000犁高速整经机,总经根数10 284根,分为15个经轴,整经头份为686×13+683×2。
整经工序采州“小张力、低速度”的工艺原则,以减少经纱强力和弹性的损失,车速控制在600 m/min。
为保证整片纱张力均匀,经轴卷绕平整,采用集体换筒及分段分层配置张力垫圈等措施。
各区段张力垫圈质量如表1所示。
3.3 浆纱
本产品经纱为纯棉纱,故以变性淀粉为主体浆料,适当加人一些成膜性、耐磨性及粘附附性好的合成浆料。
浆液配方为:氧化淀粉60 kg,PV A—1799 25kgQL一89 25 kg,浸透剂2 kg,烧碱0.48 kg,二萘粉0.2 kg调浆体积850 L,浆液含固量10.90A。
上浆采用“重被覆、求渗透”的工艺配置,以贴伏毛羽,保证开清梭口,防止直径粗、捻度小、毛羽多的竹节纱在引纬过程中受阻,而造成阻纬停台和纬纱回折、纬缩等织疵。
该品种经向紧度大,浆纱覆盖系数高达102%,因此,选用CAh308型双浆槽浆纱机。
生产中应注重经纱排列和卷绕的均匀性,并减小大小轴之间的差异,保持合理的上浆率和同潮率。
由于棉纱弹性较差,所以浆纱伸长率不能过大,要最大限度保持纱线弹性,保证纱线的增强、耐磨和保伸。
车速控制在40 m/min,上浆率(11±1)%,回潮率6%~8%,伸长率1.2%以下。
3.4 穿经
该产品为三上一下斜纹,且纬纱为弹力纱,易产生卷边现象,所以,边组织确定为山形斜纹,同时增加了布边的宽度。
因经纱密度大,选用凸轮开口机构8页综织造。
地组织穿综顺序为1、2、3、4、5、6、7、8;左边边组织穿综顺序为(1、2、3、4、5、6、7、8)×3+(1、4、3、2、5、8、7、6)×3,两个循环;右边边组织穿综顺序为(1、4、3、2、5、8、7、6) ×3+(1、2、3、4、5、6、7、8)×3,两个循环。
为减少毛羽堆积和飞花附着,采用6列停经片并列顺穿。
穿筘为每筘4人。
3.5织造
在津田驹ZA205i一190型喷气织机上织造。
通过工艺优化,采用“早开N、迟引纬、大张力、低后梁”的工艺配置。
3.5.1开1:2时间
该品种经纱密度大,梭口不易开清,而喷气引纬对开口清晰度要求高,特别是氨纶包芯竹节纬纱对_开口清晰度要求更高。
因此采用早开口,以保证引纬时梭口清晰,减少纬停和纬缩、纬向回折等疵点。
开口时问设定为280。
(3、4页综平齐)。
3.5.2后梁位置
采用低后梁,形成上层经纱张力大于下层经纱张力的不等张力梭口,可以避免上层经纱松弛下垂,保证梭口清晰,有利于引纬,而且斜纹线纹路清晰一.通过试织,确定后梁高度70mm,深度6格;停经架高度0.5格,深度11格。
3.5.3上机张力
上机张力的设定要综合考虑开清梭门、减少经纱断头和打紧纬纱的要求。
确定本产品
上机张力时以保证开清梭口、打紧纬纱为主,兼顾减少经纱断头。
因此,采用了较大的上机张力,经纱上机张力设定为4 000 N。
3.5.4 引纬工艺
为了保证引纬时梭口清晰,使纬纱顺利通过梭口,采用较迟的引纬时间,以减少纬缩、纬向回折和纬向停台,提高织物质量和织机效率。
引纬时间设定如下:挡纱销工作时间80°~204°,主喷嘴工作时问90°~176°,5组辅助喷嘴工作时间依次为90°~160°、120°~190°、150°~220°、1 80°~250°、196°~254°,纬纱到达时间225°。
为避免和减少氨纶包芯纱的外包纤维与芯丝剥离,主喷嘴、辅喷嘴的气压不宜过大,且必须采用延伸喷嘴。
主喷嘴气压0.4 MPa,辅喷嘴气压0.45 MPa,延伸喷嘴气压0.45 MPa。
4结束语
在纬弹竹节纱织物的喷气织造过程中,因纬纱反捻扭转力强和弹力不匀,容易形成纬缩疵点;因竹节处的强力弱环被吹断而造成的断纬停台较高;因氨纶包芯纱外包纤维被气流吹散,布面易产生类似“百脚”的织疵。
对纬纱进行定捻,以“小张力、低速度”原则配置络整工艺,上浆时重被覆、求渗透,织造采用“早开口、迟引纬、大张力、低后梁”的工艺配置,可以较好地解决生产中出现的问题,使织机效率达到90%以上,下机一等品率达到9l%以上.。