GJ3_2_钢结构焊钉焊接分项工程检验批质量验收记录
最新整理钢结构焊钉焊接分项工程检验批质量验收记录.doc
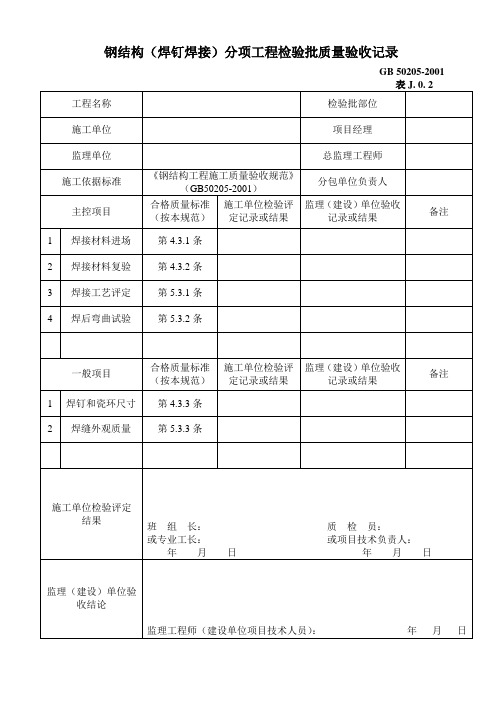
GB 50205-
表J. 0. 2
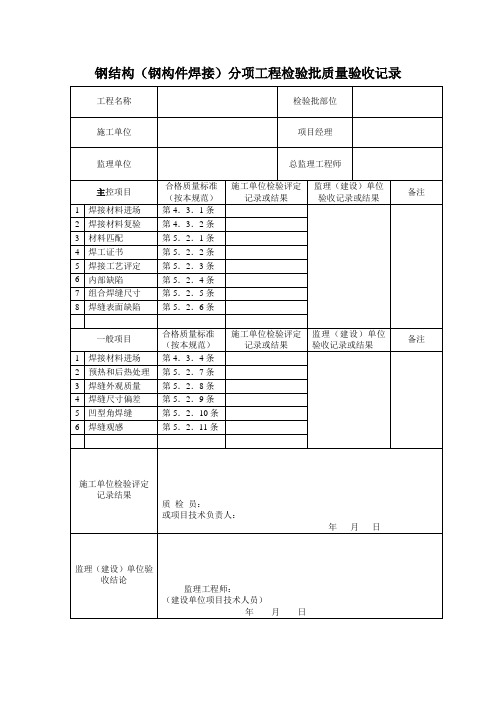
工程名称
检验批部位
施工单位
项目经理
监理单位
总监理工程师
施工依据标准
《钢结构工程施工质量验收规范》(GB50205-)
分包单位负责人
主控项目
合格质量标准
(按本规范)
施工单位检验评
定记录或结果
监理(月日
监理(建设)单位验收结论
监理工程师(建设单位项目技术人员):年月日
1
焊接材料进场
第4.3.1条
2
焊接材料复验
第4.3.2条
3
焊接工艺评定
第5.3.1条
4
焊后弯曲试验
第5.3.2条
一般项目
合格质量标准(按本规范)
施工单位检验评定记录或结果
监理(建设)单位验收记录或结果
备注
1
焊钉和瓷环尺寸
第4.3.3条
2
焊缝外观质量
第5.3.3条
施工单位检验评定结果
班组长:质检员:
或专业工长:或项目技术负责人:
02030102-焊钉(栓钉)焊接工程检验批质量验收记录
填写说明一、填写依据1 《钢结构工程施工质量验收规范》GB50205-2001。
2 《建筑工程施工质量验收统一标准》GB50300-2013。
二、检验批划分焊钉(栓钉)焊接工程可按相应的钢结构制作或安装工程检验批的划分原则划分为一个或若干个检验批。
单层钢结构安装工程可按变形缝或空间刚度单元等划分成一个或若干个检验批。
地下钢结构可按不同地下层划分检验批。
多层及高层钢结构安装工程可按楼层或施工段等划分为一个或若干个检验批。
地下钢结构可按不同地下层划分检验批。
钢网架结构安装工程可按变形缝、施工段或空间刚度单元划分成一个或若干检验批。
压型金属板的制作和安装工程可按变形缝、楼层、施工段或屋面、墙面、楼面等划分为一个或若干个检验批。
三、GB50205-2001规范摘要主控项目4.3.1 焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查焊接材料的质量合格证明文件、中文标志及检验报告等。
4.3.2 重要钢结构采用的焊接材料应进行抽样复验,复验结果应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查复验报告。
5.3.1 施工单位对其采用的焊钉和钢材焊接应进行焊接工艺评定,其结果应符合设计要求和国家现行有关标准的规定。
瓷环应按其产品说明书进行烘焙。
检查数量:全数检查。
检验方法:检查焊接工艺评定报告和烘焙记录。
5.3.2 焊钉焊接后应进行弯曲试验检查,其焊缝和热影响区不应有肉眼可见的裂纹。
检查数量:每批同类构件抽查10%,且不应少于10件;被抽查构件中,每件检查焊钉数量的1%,但不应少于1个。
检验方法:焊钉弯曲30°后用角尺检查和观察检查。
一般项目4.3.3 焊钉及焊接瓷环的规格、尺寸及偏差应符合现行国家标准《圆柱头焊钉》GB10433中的规定。
检查数量:按量抽查1%,且不应少于10套。
检验方法:用钢尺和游标卡尺量测。
5.3.3 焊钉根部焊脚应均匀,焊脚立面的局部未熔合或不足360°的焊脚应进行修补。
钢结构分项工程检验批质量验收记录
1
焊接材料进场
2
焊接材料复验
3
焊接工艺评定
4
焊后弯曲试验
一般工程
合格质量标准〔按本标准〕
施工单位检验评定记录或结果
监理〔建立〕单位验收记录或结果
备注
1
焊钉和瓷环尺寸
2
焊缝外观质量
施工单位检验评定结果
班组长:质检员:
或专业工长:或工程技术负责人:
年月日年月日
监理〔建立〕单位验收结论
监理工程师〔建立单位工程技术人员〕:年月日
钢构造〔焊钉焊接〕分项工程检验批质量验收记录
GB 50205-2001
表J. 0. 2
工程名称
检验批部位
施工单位
工程经理
监理单位
总监理工程师
施工根据标准
?钢构造工程施工质量验收标准?〔GB50205-2001〕
分包单位负标准〕
施工单位检验评
定记录或结果
监理〔建立〕单位验收记录或结果
钢结构焊接工程检验批质量验收记录
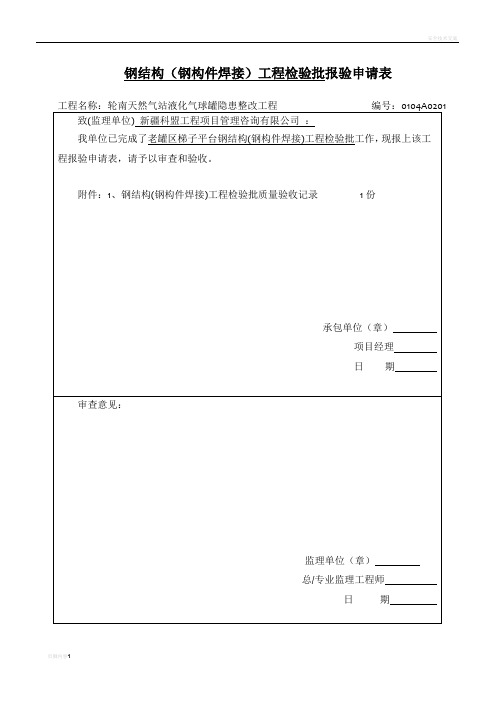
工程名称:轮南天然气站液化气球罐隐患整改工程编号:0104A0201
致(监理单位)新疆科盟工程项目管理咨询有限公司 :
我单位已完成了老罐区梯子平台钢结构(钢构件焊接)工程检验批工作,现报上该工程报验申请表,请予以审查和验收.
附件:1、钢结构(钢构件焊接)工程检验批质量验收记录1份
承包单位(章)
项目经理
日期
审查意见:
监理单位(章)
总/专业监理工程师
日期
钢结构(钢构件焊接)工程检验批质量验收记录
工程名称
轮南天然气站液化气球罐隐患整改工程
验收部位
老罐区梯子平台
施工单位
辽河石油勘探局油田建设工程一公司
巴州塔里木分公司
项目经理
王永志
分包单位
/
分包项目经理
/
专业工长
王开忠
施工执行标准名称编号
4
焊缝尺寸偏差
第5.2.9条
对接焊缝错边量(mm)
0.5
0.3
0.5
0.4
0.6
0.3
0。4
0。3
0.4
0。3
5
凹形角焊缝
第5。2.10条
符合规范第5.2.10条的规定
6Байду номын сангаас
焊缝感观
第5.2。11条
符合规范第5。2。11条的规定
施工单位
检查评定结果
经检查主控项目,一般项目均符合设计和《钢结构工程施工质量验收规范》GB50205—2001的规定,评定合格。
4
焊工证书
第5.2。2条
符合规范第5。2。2条的规定
5
焊接工艺评定
第5。2.3条
钢结构钢构件焊接分项工程检验批质量验收记录范文.docx
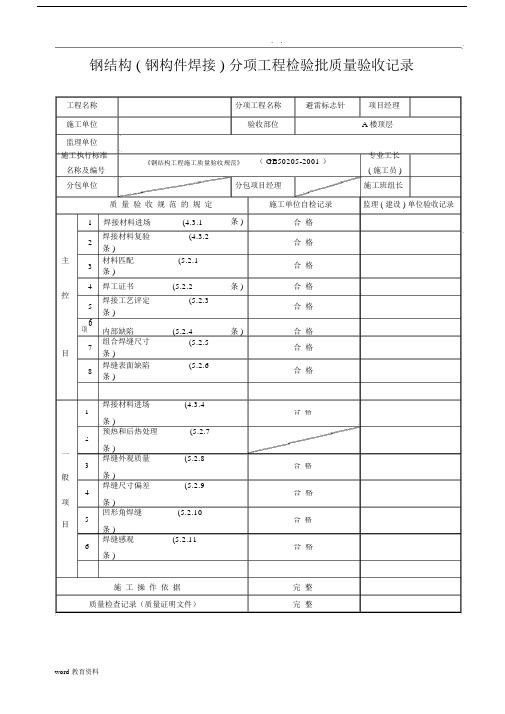
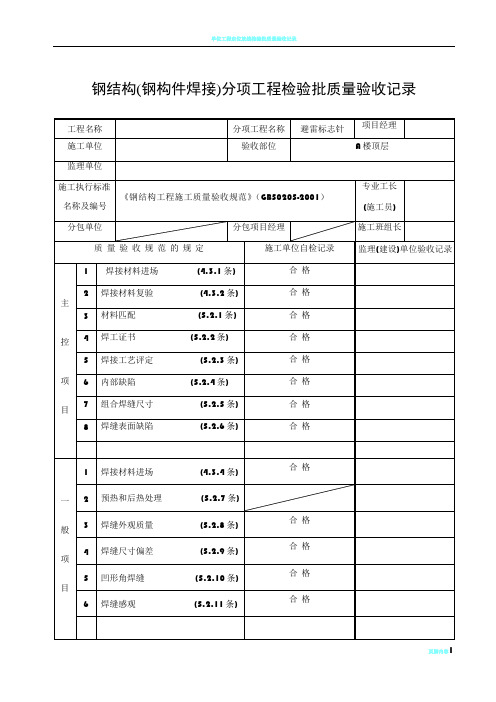
. .钢结构 ( 钢构件焊接 ) 分项工程检验批质量验收记录工程名称 分项工程名称避雷标志针 项目经理施工单位 验收部位A 楼顶层监理单位施工执行标准( GB50205-2001 )专业工长《钢结构工程施工质量验收规范》( 施工员 ) 名称及编号分包单位分包项目经理施工班组长质 量 验 收 规 范 的 规 定施工单位自检记录监理 ( 建设 ) 单位验收记录1 焊接材料进场 (4.3.1 条 )合 格2焊接材料复验 (4.3.2合 格条 )主3材料匹配 (5.2.1合 格条 )控4焊工证书 (5.2.2条 )合 格焊接工艺评定 (5.2.35合 格条 )项6内部缺陷(5.2.4条 )合 格7组合焊缝尺寸 (5.2.5合 格目条 )8焊缝表面缺陷 (5.2.6合 格条 )焊接材料进场 (4.3.41合 格条 )预热和后热处理 (5.2.72一条 )焊缝外观质量 (5.2.83合 格般条 )(5.2.9焊缝尺寸偏差 项4合 格条 )凹形角焊缝 (5.2.10目5合 格条 )焊缝感观 (5.2.116合 格条 )施 工 操 作 依 据完 整 质量检查记录(质量证明文件)完 整. .施工单位检查项目专业项目专业结果评定质量检查员:技术负责人:年月日监理(建设)单位验收结论专业监理工程师:(建设单位项目专业技术负责人)年月日钢结构 ( 焊钉焊接 ) 分项工程检验批质量验收记录( GB50205-2001)表 J.O.2编号: 010902/020402 □□□工程名称分项工程名称项目经理施工单位 验收部位监理单位总监理工程师施工执行标准 专业工长名称及编号( 施工员 )分包单位分包项目经理施工班组长质 量 验 收 规 范 的 规 定施工单位自检记录监理 ( 建设 ) 单位验收记录1 焊接材料进场。
(4.3.1条 )主焊接材料复验。
(4.3.22条 )控焊接工艺评定。
(5.3.13条 )项焊后弯曲试验。
(5.3.24目条 )焊钉和瓷环尺寸。
钢结构分项工程检验批质量验收记录
涂层厚度
第14.3.3条
5
表面裂纹
第14.3.4条
一般项目
合格质量标准
(按本规范)
施工单位检验评定记录或结果
监理(建设)单位验收记录或结果
备注
1
产品进场
第4.9.3条
2
基层表面
第14.3.5条
3
涂层表面质量
第14.3.6条
施工单位
云南邦宁安装工程有限公司
项目经理
监理单位
总监理工程师
主控项目
合格质量标准
(按本规范)
施工单位检验评定记录或结果
监理(建设)单位验收记录或结果
备注
1
多层板叠螺栓孔
第9.2.1条
一般项目
合格质量标准
(按本规范)
施工单位检验评定记录或结果
监理(建设)单位验收记录或结果
备注
1
预拼装精度
第9.2.2条
项目经理
监理单位
总监理工程师
主控项目
合格质量标准
(按本规范)
施工单位检验评定记录或结果
监理(建设)单位验收记录或结果
备注
1
基础验收
第11.2.1条、第11.2.2条、第11.2.3条、第11.2.4条
2
构件验收
第11.3.1条
3
钢柱安装精度
第11.3.2条
4
顶紧接触面
第11.3.3条
5
垂直度和侧弯曲
钢结构(钢构件焊接)分项工程检验批质量验收记录
工程名称
检验批部位
施工单位
项目经理
监理单位
总监理工程师
主控项目
合格质量标准
(按本规范)
钢结构制作(安装)焊接工程检验批质量验收记录

㎜
铣平面对角线的垂直度
≤L2/1500
㎜
2
外形尺寸的允许偏差
多节柱铣平面至第一个安装孔距离
±1.0
㎜
构件连接处的截面几何尺寸
±3.0
㎜
柱连接处的腹板中心线偏移
≤2.0
㎜
受压构件(杆件)弯曲矢高
不大于L2/1000,且不大于10.0㎜
一般项目
1
焊接H型钢接缝
应符合规X的规定
2
顶紧接触面
应有75%以上的面积紧帖
应符合现行国家产品标准和设计要求,进口钢材产品的质量应符合设计和合同规定标准的要求
2
原材料的抽样复验☆
应符合现行国家产品标准和设计要求
3
钢材切割面或剪切面
应无裂纹、夹渣、分层和大于1mm的缺棱
4
矫正或成型
应符合有关现行标准的规定
5
边缘加工的刨削量
≥2.0
mm
6
制孔
A、B级
孔壁表面粗糙度
≤12.5
μm
3
外露铣平面
应防锈保护
4
焊接H型钢精度
截面高度
h≤500
±2.0
㎜
500<h≤1000
±3.0
㎜
h>1000
±4.0
㎜
5
截面宽度偏差
±3.0
㎜
6
腹板中心偏移
≤2.0
㎜
7
翼缘板垂直度
不大于b2/100,,且不大于3.0mm
8
弯曲矢高(受压构件除外)
不大于b2/1000,,且不大于10.0mm
9
扭 曲
不大于b2/250,,且不大于5.0mm
钢结构(焊钉焊接)分项工程检验批质量验收记录.doc
钢结构(焊钉焊接)分项工程检验批质量验收记录GB 50205-2001美文欣赏1、走过春的田野,趟过夏的激流,来到秋天就是安静祥和的世界。
秋天,虽没有玫瑰的芳香,却有秋菊的淡雅,没有繁花似锦,却有硕果累累。
秋天,没有夏日的激情,却有浪漫的温情,没有春的奔放,却有收获的喜悦。
清风落叶舞秋韵,枝头硕果醉秋容。
秋天是甘美的酒,秋天是壮丽的诗,秋天是动人的歌。
2、人的一生就是一个储蓄的过程,在奋斗的时候储存了希望;在耕耘的时候储存了一粒种子;在旅行的时候储存了风景;在微笑的时候储存了快乐。
聪明的人善于储蓄,在漫长而短暂的人生旅途中,学会储蓄每一个闪光的瞬间,然后用它们酿成一杯美好的回忆,在四季的变幻与交替之间,散发浓香,珍藏一生!3、春天来了,我要把心灵放回萦绕柔肠的远方。
让心灵长出北归大雁的翅膀,乘着吹动彩云的熏风,捧着湿润江南的霡霂,唱着荡漾晨舟的渔歌,沾着充盈夜窗的芬芳,回到久别的家乡。
我翻开解冻的泥土,挖出埋藏在这里的梦,让她沐浴灿烂的阳光,期待她慢慢长出枝蔓,结下向往已久的真爱的果实。
4、好好享受生活吧,每个人都是幸福的。
人生山一程,水一程,轻握一份懂得,将牵挂折叠,将幸福尽收,带着明媚,温暖前行,只要心是温润的,再遥远的路也会走的安然,回眸处,愿阳光时时明媚,愿生活处处晴好。
5、漂然月色,时光随风远逝,悄然又到雨季,花,依旧美;心,依旧静。
月的柔情,夜懂;心的清澈,雨懂;你的深情,我懂。
人生没有绝美,曾经习惯漂浮的你我,曾几何时,向往一种平实的安定,风雨共度,淡然在心,凡尘远路,彼此守护着心的旅程。
沧桑不是自然,而是经历;幸福不是状态,而是感受。
6、疏疏篱落,酒意消,惆怅多。
阑珊灯火,映照旧阁。
红粉朱唇,腔板欲与谁歌?画脸粉色,凝眸着世间因果;未央歌舞,轮回着缘起缘落。
舞袖舒广青衣薄,何似院落寂寞。
风起,谁人轻叩我柴扉小门,执我之手,听我戏说?7、经年,未染流殇漠漠清殇。
流年为祭。
琴瑟曲中倦红妆,霓裳舞中残娇靥。
钢结构焊接工程检验批质量验收记录
监理(建设)单位验收结论
监理工程师
(建设单位项目专业技术负责人):
年月日
4
焊工证书
第5.2.2条
符合规范第5.2.2条的规定
5
焊接工艺评定
第5.2.3条
符合规范第5.2.3条的规定
6
内部缺陷
第5.2.4条
符合规范第5.2.4条的规定
7
组合焊缝尺寸
第5.2.5条
焊缝尺寸的偏差(mm)
1.2
0.8
0.6
0.9
1.3
0.9
0.8
0.6
1.2
0.9
8
焊缝表面缺陷
第5.2.6条
符合规范第5.2.6条的规定
一般项目
规范规定
施工单位检查评定记录
监理(建设)
单位验收记录
1
焊接材料外观质量
第4.3.4条
符合规范第4.3.4条的规定
焊接材料质量,焊接工程质量均符合规范要求
2
预热和后热处理
第5.2.7条
/
3
焊缝外观质量
第5.2.8条
对接焊缝余高(mm)
1.3
1.4
1.2
1.5
1.4
1.2
1.3
1.4
1.2
1.4
4
焊缝尺寸偏差
第5.2.9条
对接焊缝错边量(mm)
0.5
0.3
0.5
0.4
0.6
0.3
0.4
0.3
0.4
0.3
5
凹形角焊缝
第5.2.10条
符合规范第5.2.10条的规定
6
焊缝感观
钢结构(钢构件焊接)分项工程检验批质量验收记录
钢结构(钢构件焊接)分项工程检验批质量验收记录钢结构(焊钉焊接)分项工程检验批质量验收记录(GB50205-2001)表J.O.2 编号:010902/020402□□□钢结构(普通紧固件连接)分项工程检验批质量验收记录(GB50205-2001)表J.O.3 编号:010903/020403□□□钢结构(高强度螺栓连接)分项工程检验批质量验收记录(GB50205-2001)表J.O.4 编号:010904/020404□□□010904/020404□□□说明钢结构(零件及部件加工)分项工程检验批质量验收记录(GB50205-2001)表J.0.5 编号:010905/020405□□□0.00 0.2 1 0.00 0.2 1 0.00 0.2 5010905/020405□□□接上表010905/020405□□□接上表+2.01.0+3.01.5钢结构(构件组装)分项工程检验批质量验收记录(GB50205-2001)表J.0.6 编号:020406□□□2.00.5L15001.01.03.03.0L1000,且不应大于10.051.0mm钢结构(预拼装)分项工程检验批质量验收记录(GB50205-2001)表J.O.7 编号:020407□□□钢结构(单层结构安装)分项工程检验批质量验收记录(GB50205-2001)表J.0.8 编号:020408□□□3.0L1000L10005.0H100,且不应大于10.0接上表钢结构(多层及高层结构安装)分项工程检验批质量验收记录(GB50205-2001)表J.0.9 编号:020409□□□钢结构(网架结构安装)分项工程检验批质量验收记录(GB50205-2001)表J.0.10 编号:020410□□□L1005.0L11000,且不应大于5.02.02.03.03.0L500010.05.020.010.0接上表L2000,且不应大于30.0 -L2000,且不应小于-30.0 L3000,且不应大于30.0 L400,且不应大于15.0L1800,且不应大于30.0钢结构(压型金属板)分项工程检验批质量验收记录(GB50205-2001)表J.0.11 编号:020411□□□接上表2.01.52.09.06.03.02H800,且不应大于25.0H800,且不应大于25.0H800,且不应大于25.0钢结构(防腐涂料涂装)分项工程检验批质量验收记录(GB50205-2001)表J.0.12 编号:020412□□□钢结构(防火涂料涂装)分项工程检验批质量验收记录(GB50205-2001)表J.0.13 编号:020413□□□单位工程定位放线检验批质量验收记录页脚内容31。
钢结构制作(安装)焊接工程检验批质量验收记录

表5.13.1(续) 工程编号:
分项工程名称
验收部位
类别
序号
检验
项目
质量标准
单位
施工单位自检记录
检查结果
主控项目
6
焊接工艺评定
施工单位应按现行国家标准《钢结构焊接规范》GB50661的规定进行焊接工艺评定根据评定报告确定焊接工艺,编写焊接工艺规程并进行全过程质量控制
焊缝质量等级
一级
二级
内部缺陷超声波探伤
缺陷评定等级
Ⅱ
Ⅲ
检验等级
B级
B级
检测比例
100%
20%
内部缺陷ቤተ መጻሕፍቲ ባይዱ线探伤
缺陷评定等
Ⅱ
Ⅲ
检验等级
B级
B级
检测比例
100%
20%
注:二级焊缝检测比例的计数方法应按以下原则确定:工厂制作焊缝按照焊缝长度计算百分比,且探伤长度不小于200mm;当焊缝长度小于200mm时,应对整条焊缝探伤;现场安装焊缝应按照同一类型、同一施焊条件的焊缝条数计算百分比,且不应少于3条焊缝.(2)采用超声波检测时,超声波检测设备工艺要求及缺陷评定等级应符合现行国家标准《钢结构焊接规范》GB50661的规定。(3)当不能采用超声波探伤或对超声波检测结果有疑义时,可采用射线检测验证,射线检测技术应符合现行国家标准《焊缝无损检测射线检测第1部分:X和伽玛射线的胶片技术》GB/T3323. 1或《焊缝无损检测射线检测第2部分:使用数字化探测器的X和伽玛射线技术》GB/T3323. 2的规定,缺陷评定等级应符合现行国家标准《钢结构焊接规范》GB 50661的规定。(4)焊接球节点网架、螺栓球节点网架及圆管T,K,Y节点焊缝的超声波探伤方法及缺陷分级应符合国家和行业现行标准的有关规定
钢结构制作(安装)焊接工程检验批质量验收记录
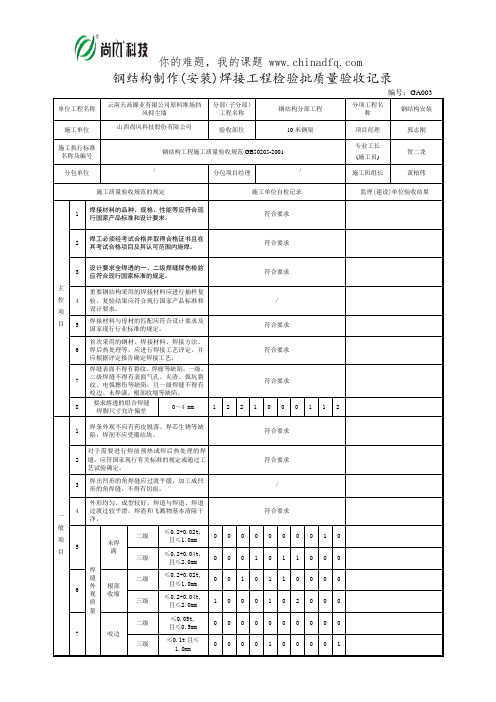
钢结构制作(安装)焊接工程检验批质量验收记录单位工程名称云南天高镍业有限公司原料堆场挡风抑尘墙分部(子分部)工程名称钢结构分部工程分项工程名称钢结构安装施工单位山西尚风科技股份有限公司验收部位10米钢架项目经理郭志刚施工执行标准名称及编号钢结构工程施工质量验收规范GB50205-2001专业工长(施工员)贺二龙分包单位/ 分包项目经理/ 施工班组长黄柏伟施工质量验收规范的规定施工单位自检记录监理(建设)单位验收结果主控项目1焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求。
符合要求2焊工必须经考试合格并取得合格证书且在其考试合格项目及其认可范围内施焊。
符合要求3设计要求全焊透的一、二级焊缝探伤检验应符合现行国家标准的规定。
符合要求4重要钢结构采用的焊接材料应进行抽样复验,复验结果应符合现行国家产品标准和设计要求。
/5焊接材料与母材的匹配应符合设计要求及国家现行行业标准的规定。
符合要求6首次采用的钢材、焊接材料、焊接方法、焊后热处理等,应进行焊接工艺评定,并应根据评定报告确定焊接工艺。
符合要求7焊缝表面不得有裂纹、焊瘤等缺陷。
一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷;且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。
符合要求8要求熔透的组合焊缝焊脚尺寸允许偏差0~4 mm 1 2 2 1 0 0 0 1 1 2一般项目1焊条外观不应有药皮脱落、焊芯生锈等缺陷;焊剂不应受潮结块。
符合要求2对于需要进行焊前预热或焊后热处理的焊缝,应符国家现行有关标准的规定或通过工艺试验确定。
符合要求3焊出凹形的角焊缝应过渡平缓;加工成凹形的角焊缝,不得有切痕。
/4外形均匀、成型较好,焊道与焊道、焊道过渡过较平滑,焊渣和飞溅物基本清除干净。
符合要求5焊缝外观质量未焊满二级≤0.2+0.02t,且≤1.0mm0 0 0 0 0 0 0 0 1 0三级≤0.2+0.04t,且≤2.0mm0 0 0 1 0 1 1 0 0 0 6根部收缩二级≤0.2+0.02t,且≤1.0mm0 0 1 0 1 1 0 0 0 0三级≤0.2+0.04t,且≤2.0mm1 0 0 0 1 02 0 0 0 7 咬边二级≤0.05t,且≤0.5mm0 0 0 0 0 0 0 0 0 0三级≤0.1t且≤1.0mm0 0 0 0 1 0 0 0 0 1钢结构制作(安装)焊接工程检验批质量验收记录工程名称贵州盘县大为挡风抑尘墙工程验收部位10m钢架施工质量验收规范的规定施工单位自检记录监理(建设)单位验收结果一般项目8焊缝外观质量弧坑裂纹三级≤5.0mm 0 0 0 0 0 0 0 0 0 09电弧擦伤三级允许个别0 1 0 0 1 0 0 0 0 010接头不良二级缺口深度≤0.05t,且≤0.5mm0 0 0 0 0 0 0 0 0 0三级缺口深度≤0.1t,且≤1.0mm0 0 0 0 0 1 0 0 1 011表面夹渣三级深≤0.2t 长≤0.5t,且≤2.0mm0 1 1 0 0 2 0 0 0 112表面气孔三级每50.0mm焊缝长度允许直径≤0.4t,且≤3.0mm数量≤2个,孔距≥6倍孔径0 0 0 1 0 0 0 0 1 013 对接焊缝尺寸允许偏差焊缝余高B<20一级(0.5~2.0)mm/ / / / / / / / / /二级(0.5~2.5)mm0 0 1 0 0 2 0 0 1 0三级(0.5~3.5)mm 2 2 1 0 0 0 1 0 1 1B≥20一级(0.5~3.0)mm/ / / / / / / / / /二级(0.5~3.5)mm/ / / / / / / / / /三级(0~3.5)mm/ / / / / / / / / /14焊缝错边一、二级d<0.10t,且≤2.0mm0 0 0 0 2 0 1 0 0 1三级d <0.15t,且≤3.0mm0 0 2 0 3 0 1 1 2 015部分焊透组合焊缝尺寸允许偏差焊脚尺寸h f≤6mm (0~1.5)mm 1 0 0 1 1 0 0 1 0 0h f>6mm (0~3.0)mm 2 2 1 0 0 0 1 1 0 116角焊缝余高h f≤6mm (0~1.5)mm0 0 1 1 1 1 0 0 0 1h f>6mm (0~3.0)mm 3 1 1 2 2 0 1 2 0 1施工操作依据符合焊接作业指导书和图纸要求质量检查记录无损检测报告施工单位检查评定结果项目专业质量检查员:项目专业技术负责人:年月日监理(建设)单位验收结论专业监理工程师:(建设单位项目专业技术负责人) 年月日。
钢结构制作安装焊接工程检验批质量验收记录
4
重要钢结构采用的焊接材料应进行抽样复验,复验结果应符合现行国家产品标准和设计要求。
/
5
焊接材料与母材的匹配应符合设计要求及国家现行行业标准的规定。
符合要求
6
首次采用的钢材、焊接材料、焊接方法、焊后热处理等,应进行焊接工艺评定,并应根据评定报告确定焊接工艺。
符合要求
7
焊缝表面不得有裂纹、焊瘤等缺陷。一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷;且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。
专业工长
(施工员)
贺二龙
分包单位
/
分包项目经理
/
施工班组长
黄柏伟
施工质量验收规范的规定
施工单位自检记录
监理(建设)单位验收结果
主控项目
1
焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求。
符合要求
2
焊工必须经考试合格并取得合格证书且在其考试合格项目及其认可范围内施焊。
符合要求
3
设计要求全焊透的一、二级焊缝探伤检验应符合现行国家标准的规定。
/
4
外形均匀、成型较好,焊道与焊道、焊道过渡过较平滑,焊渣和飞溅物基本清除干净。
符合要求
5
焊缝外观质量
未焊满
二级
≤+,
且≤
0
0
0
0
0
0
0
0
1
0
三级
≤+,
且≤
0
0
0
1
0
1
1
0
0
0
6
根部
收缩
二级
≤+,
且≤
0
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4
焊钉焊接后应进行弯曲试验检查,其焊缝和热影响区不应有肉眼 可见的裂纹。
一 1 般 项 目 2
焊钉及焊接瓷环的规格、尺寸及偏差应符合现行国家标准《圆柱 头焊钉》GB10433中的规定。
焊钉根部焊脚应均匀,焊脚立面的局部未熔合或不足360°的焊脚应 进行修补。
施工单位检 查评定结果
项目专业质量检查员:
监理(建设) 单位验收记录
1
焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要 求。
主 控 项
2
重要钢结构采用的焊接材料应进行抽样复验,复验结果应符合现行 国家产品标准和设计要求。
3 目
施工单位对其采用的焊钉和钢材焊接应进行焊接工艺评定,其结 果应符合设计要求和国家现行有关标准的规定,瓷环应按其产品说 明书进行烘焙。
年
月
日
监理(建设) 单位验收结 论 监理工程师(建设单位项目专业技术负责 人): 年 月 日
钢结构焊钉焊接分项工程检验批质量验收记录
GJ3.2
工程名称
江苏
检验批部位
GJ3_2_钢结构焊钉焊 钢结构工程施工 施工执行标 接分项工程检验批质 质量验收规范 准名称及编号 量验收记录 源自B50205-2001施工单位
项目经理
专业工长
分包单位
分包项目经理
施工班组长
序号
GB50205-2001的规定
施工单位 检查评定记录