螺纹底孔与焊接螺母底孔
底孔标准

名稱 直攻牙
M2.5*0.45 2.2
規格 M2*0.4 M3*0.5 M4*0.7 M5*0.8 #6-32 5/32
底孔 1.6 2.6 3.6 4.6 3.1 3.2
名稱 抽牙 (抽孔內徑)
規格 M2 M3 M4 M5 #6-32
底孔
有屑絲攻 有屑絲攻 有屑絲攻 有屑絲攻
3/16 M6*1.0 M8*1.25 M10*1.5 M12*1.75
4.3 M3 5.5 M3 7.2 7.2 5.5 M2.5*0.45外經4.2(M25) 4.3 M2.5*0.45外經5.4(6M25) 5.5 六角拉帽 M8 11.0*11.0 彈簧螺絲 M10 13.0*13.0 3/8 12.8*12.8 M6 9.05*9.05 M5 7.0*7.0 M4 6.0*6.0 M3 5.0*5.0 接地螺絲 #6-32 3.6 TPS螺銷 外徑6.0 6.5 六角螺帽焊接孔 (H : 代表六角螺帽) #8-32 4.2 M3 3.1 1/2UNC 13.0 M4 4.1 H-M10-ZI M10*1.5 7 2.4 1.7
配合)外經: 要求外經-2T)/2 + 系數 數=0.4T(一般的差不多) UNC代表粗牙 UNF代表細牙 板厚T=0.6 . 0.6)/2+0.4*0.6=1.24 以) 抽孔外經用3.2 (莎拉3.5) ~1.5 抽孔外經3.8(莎拉4.0) 4T (T>=0.8(當T<0.8時抽 孔外經3.8-4.0都可(莎拉孔
4.0 5.0 6.8 8.6 10.2
直攻牙底孔=牙紋規格-牙紋大小 例如:M8*1.25的 那麼底孔大小為=8 -1.25=6.75(6.8)
抽孔(鉚接用的和莎拉配合)外經: 底孔=(要求外經-2T)/2 + 系數 系數=0.4T(一般的差不多) 例:要求抽孔外經3.2 板厚T=0.6 . 那麼此底孔為(3.2-2*0.6)/2+0.4*0.6=1.24 (一般1.0-1.3都可以) 抽孔鉚接:T=0.5~0.8 抽孔外經用3.2 (莎拉3.5) T=1.0~1.2~1.5 抽孔外經3.8(莎拉4.0) 鉚接抽孔外經:一般為4T (T>=0.8(當T<0.8時抽 孔為3.2)) T=1.0 /1.2抽孔外經3.8-4.0都可(莎拉孔 為4.0/4.2) 螺母 M3*0.5 4.3 M4*0.7 5.5 M5*0.8 6.5 M6*1.0 8.8 M8*1.25 10.5 M10*1.5 14.1 #6-32 4.8 3/8 12.7 #6-32 6.5(壓鉚) 5.8(翻邊) PF32-8-32 6.4 PF11 M5-2 8.0
各种螺纹加工前的底孔尺寸
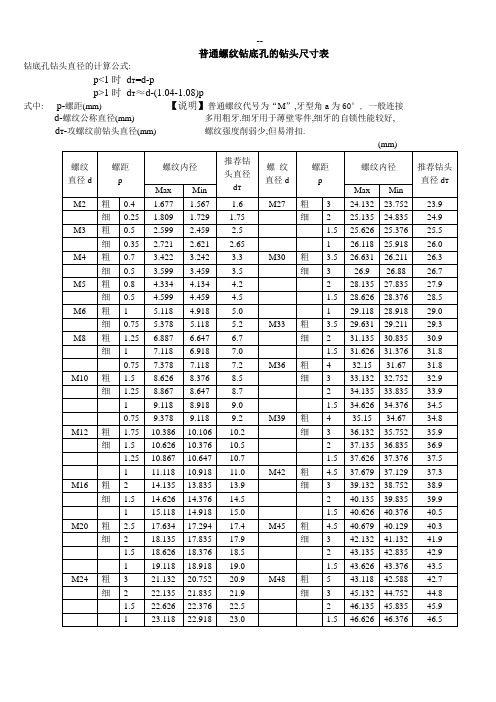
普通螺纹钻底孔的钻头尺寸表
钻底孔钻头直径的计算公式:
p<1时d T=d-p
p>1时d T≈d-(1.04-1.08)p
式中: p-螺距(mm) 【说明】普通螺纹代号为“M”,牙型角a为60°,一般连接d-螺纹公称直径(mm) 多用粗牙.细牙用于薄壁零件,细牙的自锁性能较好,
d T-攻螺纹前钻头直径(mm) 螺纹强度削弱少,但易滑扣.
英寸制螺纹钻底孔的钻头尺寸表
T
d-螺纹公称直径(寸) 【说明】英寸制螺纹牙型角a为55°
n-
圆柱管螺纹钻底孔的钻头尺寸表
【说明】非螺纹密封的圆柱管螺纹,代号为“G”,牙型角a为55°.多用于压力为1.568Mpa(16kgf/cm2)以下的水,煤气管路,润滑和电线管路系统.。
螺纹底孔经验判断
螺纹底孔经验判断(1)丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径dO=d(螺纹外径)-1.1p (螺距)塑性材料(钢、紫铜等):钻孔直径dO=d(螺纹外径)-p (螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度= 所需螺纹的深度+0.7d(3)孔口倒角攻螺纹前要在钻孔的孔口进行倒角,以利于丝锥的定位和切入。
倒角的深度大于螺纹的螺距。
3.攻螺纹的操作要点及注意事项(1 )根据工件上螺纹孔的规格,正确选择丝锥,先头锥后二锥,不可颠倒使用。
(2)工件装夹时,要使孔中心垂直于钳口,防止螺纹攻歪。
(3)用头锥攻螺纹时,先旋入1〜2圈后,要检查丝锥是否与孔端面垂直(可目测或直角尺在互相垂直的两个方向检查)。
当切削部分已切入工件后,每转1〜2 圈应反转1/4 圈,以便切屑断落;同时不能再施加压力(即只转动不加压),以免丝锥崩牙或攻出的螺纹齿较瘦。
攻螺纹前底孔直径的确定攻杯I」螺纹P<1 mm; d°=d—Pmm: do=d— (1.04^k06^ 尸式中’ P—婢距(mm) ?d(?一占头直径(mm);日一螺纹公称直径(mnn) o 攻不邇孔婢奴祜孔滦虞=所需螺孔淫度+。
加另外・也可查表求得;(1)普通螺纹攻螺纹前底孔的钻头直径(2)非螺纹密封的管螺纹攻螺纹前钻底孔的钻头直径(3)英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径。
螺纹底孔

式中:d--螺纹公称直径(英制寸)
n--(每英制寸牙数)。
PF1 1/8-16 (直形管螺纹)
六.(细牙)
直形管螺纹
3/4英吋管用,每英吋14牙
1 1/8英吋管用,每英吋16牙
七.管螺纹(美制NPT)
(牙角60度)
NPT 3/4-14 (锥形管螺纹) 锥形管螺纹,锥度比1/16
3/4英吋管用,每英吋14牙
八.梯形螺纹
(30度 公制)
TM40*6 公称直径40mm 牙距6.0mm
梯形螺纹
(29度 爱克姆螺纹)
TW26*5 外径26mm,每英吋5牙
方形螺纹
九.车牙的计算
考虑条件 计算公式
公制牙与英制牙的转换 每吋螺纹数 n = 25.4 / 牙距 P
牙距 P = 25.4 / 每吋螺纹数 n
因为工件材料及刀具所决定的转速 转速 N = (1000周速 V ) / (圆周率 p * 直径 D )
退刀最小距离 L2
L2 = (牙距P) * (主轴转速S) / 2000
L2 = 2.54*1575/2000=2.00mm
牙深及牙底径d 牙深径 d = 公称外径 D-2*h =19.05-2*1
中举1、攻公制螺纹:
英制螺纹底孔
一.英制螺纹底孔如何确定?
公制螺纹底孔d=D-P.
D是螺纹大径,P是螺距
d=D-P为中碳和塑性材料等
d=D-(1.1—1.2)P 铝合金,铸铁等软材料
配合时候选取孔大轴小的方法,自己去尝试一下看
公制螺纹(MM牙)
牙深=0.6495*牙距P
螺纹底孔算法

攻螺纹前钻底孔直径和深度的确定以及孔口的倒角
(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起
并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:
脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)
塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)
(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,
盲孔的深度可按下面的公式计算:
孔的深公制螺纹的计算方法:
底径=大径-1.0825*螺距
英制螺纹的计算方法:
底径=大径-1.28*螺距度=所需螺纹的深度+0.7d
脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)
塑性材料钻孔直径D=d(螺纹外径)-p(螺距)。
压铆,焊接螺母底孔参数表
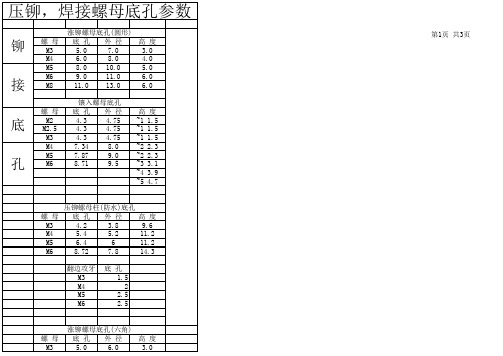
底 孔 4.3 4.8 5.4 6.0 7.5 8.8
外 径
高 度
第3页 共3页
国标焊接螺母底孔(六角,碰焊) 螺 母 底 孔 外 径 高 度 M6 8.0 12.3 4.2 M8 10.6 15.8 5.8 M10 12.5 19.2 6.8 M12 14.8 21.7 8.5 M14 16.8 M4 6 M16 18.8 M5 7 自加工焊接螺母底孔(六角,氩焊) 螺 母 底 孔 外 径 高 度 M6 8.0 M8 11.0 M10 13.0 M12 15.0
压铆螺母底孔 底 孔 外 径 4.2 6.35 4.2 6.35 4.2 6.35 4.73 7.0 5.4 8.0 6.4 9.0 8.7 11.0 10.5 12.7 14.0 17.0 螺母柱 螺 母 底 孔 M3 5.4 M4 6.0 M5 7.2 M6 8.7 直接攻牙 M2 M2.5 M3 M4 M5 底 孔 1.5 2 2.5 3.3 4.2
高 度 1.5 1.5 1.5 1.5 2.0 2.0 4.08 5.47 7.48
松不脱螺钉(PF31,32) 螺 母 底 孔 外 径 总 高 M3*0.5 5.5 10.31 15.11 M4*0.7 6.4 11.89 15.24 M5*0.8 8.0 13.46 15.37 M6*1.0 9.5 15.88 17.15
高 度 9.6 11.2 11.2 14.3
螺 母 M3
涨铆螺母底孔(六角) 底 孔 外 径 高 度 5.0 6.0 3.0
M4 M5 M6 M8
6.0 8.0 9.0 11.0
7.0 9.0 10.0 12.7
4.0 5.0 6.0 6.0
第2页 共3页
螺 母 M2 M2.5 M3 M3.5 M4 M5 M6 M8 M10
常用螺纹底孔尺寸表-螺纹孔尺寸标准

常用螺纹底孔尺寸表-螺纹孔尺寸标准螺纹孔尺寸标准是指机械零件上用来安装螺纹连接件的孔的尺寸标准。
螺纹连接是机械制造中常用的一种连接方式,它通过螺纹孔和螺纹柱的配合来实现零件的连接。
螺纹孔尺寸标准的制定对于保证螺纹连接的质量和可靠性具有重要意义。
下面我们将介绍一些常用的螺纹底孔尺寸表和螺纹孔尺寸标准。
1. 螺纹底孔尺寸表。
螺纹底孔是指螺纹孔的底部部分,它的尺寸标准包括底孔直径和底孔深度两个方面。
螺纹底孔的尺寸标准一般由国家标准或行业标准规定。
下面是一些常用的螺纹底孔尺寸表:1)M 系列螺纹底孔尺寸表。
M 系列螺纹是国际上常用的一种螺纹标准,它包括M1-M68 共75 种螺纹规格。
M 系列螺纹的底孔尺寸表一般按照国际标准 ISO 261 和 ISO 724 规定,其中规定了每种螺纹规格的底孔直径和底孔深度。
2)UNC/UNF 系列螺纹底孔尺寸表。
UNC/UNF 系列螺纹是美国常用的一种螺纹标准,它包括UNC(Unified National Coarse Thread)和UNF(Unified National Fine Thread)两种螺纹规格。
UNC/UNF 系列螺纹的底孔尺寸表一般按照美国国家标准 ANSI/ASME B1.1 规定,其中规定了每种螺纹规格的底孔直径和底孔深度。
3)GB/T 5286-85 螺纹底孔尺寸表。
GB/T 5286-85 是中国国家标准中关于螺纹底孔尺寸的标准,它规定了M 系列螺纹的底孔尺寸,包括底孔直径和底孔深度。
2. 螺纹孔尺寸标准。
螺纹孔的尺寸标准包括孔径、螺距、螺纹高度和螺纹角度等方面。
螺纹孔的尺寸标准一般由国家标准或行业标准规定。
下面是一些常用的螺纹孔尺寸标准:1)ISO 螺纹孔尺寸标准。
ISO(International Organization for Standardization)是国际标准化组织,它制定了一系列关于螺纹孔尺寸的国际标准,包括ISO 68、ISO 261、ISO 965 等。
(最新整理)常用的螺纹底孔及公差规定
(完整)常用的螺纹底孔及公差规定
编辑整理:
尊敬的读者朋友们:
这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望((完整)常用的螺纹底孔及公差规定)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为(完整)常用的螺纹底孔及公差规定的全部内容。
常用的螺纹底孔及公差规定。
常用螺纹底孔尺寸表-螺纹孔尺寸标准
常用螺纹底孔尺寸表-螺纹孔尺寸标准
常用螺纹底孔尺寸表-螺纹孔尺寸标准
常用螺纹底孔尺寸表包括:
1. M
2.5底孔尺寸:底孔直径为2.8mm,底孔深度为5.5mm。
2. M3底孔尺寸:底孔直径为
3.2mm,底孔深度为6.5mm。
3. M4底孔尺寸:底孔直径为
4.2mm,底孔深度为8.5mm。
4. M5底孔尺寸:底孔直径为
5.2mm,底孔深度为10.5mm。
5. M6底孔尺寸:底孔直径为
6.2mm,底孔深度为12.5mm。
6. M8底孔尺寸:底孔直径为8.2mm,底孔深度为16mm。
7. M10底孔尺寸:底孔直径为10.5mm,底孔深度为20mm。
8. M12底孔尺寸:底孔直径为13mm,底孔深度为25mm。
以上底孔尺寸参考了ISO标准,但也有根据其他标准进行的设计,具体应根据实际情况选择合适的底孔尺寸。
37.钣金攻丝需注意的事项

钣金攻丝需注意的事项
1.一般情况下不受力或者钣金自重小于5KG的连接螺纹孔直接在钣金件上攻丝,有较大受力要求时焊接螺母
攻丝和焊接螺母的底孔大小
2.板厚板厚2mm的钢板适于翻边攻丝,相应的厚板不适于翻孔攻丝
3.攻丝对于材质硬度、板厚及底孔大小均有严格要求。
4.为保证螺纹质量一般不提倡在铝板上直接攻丝,如必须在铝材上攻丝则需要保证足够的螺纹深度(一般要求在3mm以上)。
5.注意:在板材上直接攻丝的零件避免用激光切割,以免由于切割处加热而提高材质硬度,导致攻丝困难。
螺纹底孔对应表
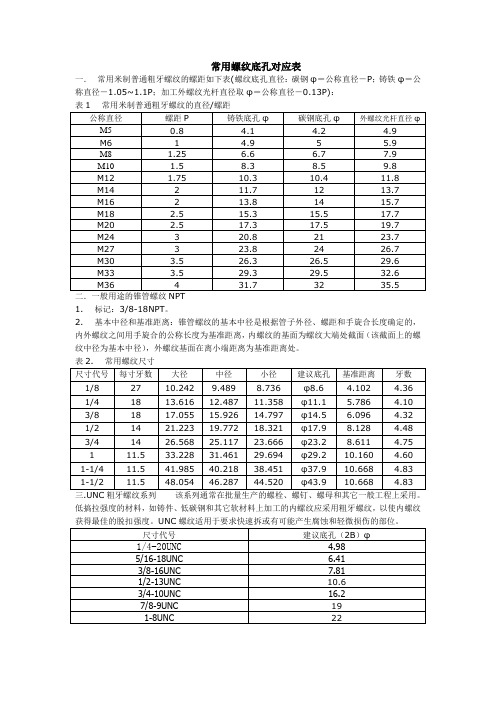
常用螺纹底孔对应表
一.常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P):
表1 常用米制普通粗牙螺纹的直径/螺距
二.一般用途的锥管螺纹NPT
1. 标记:3/8-18NPT。
2. 基本中径和基准距离:锥管螺纹的基本中径是根据管子外径、螺距和手旋合长度确定的,内外螺纹之间用手旋合的公称长度为基准距离,内螺纹的基面为螺纹大端处截面(该截面上的螺纹中径为基本中径),外螺纹基面在离小端距离为基准距离处。
表2. 常用螺纹尺寸
三.UNC粗牙螺纹系列该系列通常在批量生产的螺栓、螺钉、螺母和其它一般工程上采用。
低搞拉强度的材料,如铸件、低碳钢和其它软材料上加工的内螺纹应采用粗牙螺纹,以使内螺纹获得最佳的脱扣强度。
UNC螺纹适用于要求快速拆或有可能产生腐蚀和轻微损伤的部位。
螺纹底孔对应表
常用螺纹底孔对应表
一.常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P):
表1 常用米制普通粗牙螺纹的直径/螺距
二.一般用途的锥管螺纹NPT
1. 标记:3/8-18NPT。
2. 基本中径和基准距离:锥管螺纹的基本中径是根据管子外径、螺距和手旋合长度确定的,内外螺纹之间用手旋合的公称长度为基准距离,内螺纹的基面为螺纹大端处截面(该截面上的螺纹中径为基本中径),外螺纹基面在离小端距离为基准距离处。
表2. 常用螺纹尺寸
三.UNC粗牙螺纹系列该系列通常在批量生产的螺栓、螺钉、螺母和其它一般工程上采用。
低搞拉强度的材料,如铸件、低碳钢和其它软材料上加工的内螺纹应采用粗牙螺纹,以使内螺纹获得最佳的脱扣强度。
UNC螺纹适用于要求快速拆或有可能产生腐蚀和轻微损伤的部位。