双色模的设计要求(精)
双色模具设计及双色注塑成型的36条经验
双色模具设计及双色注塑成型的36条经验:1.双色模设计的基本原则:(1.)硬胶做1次,软胶做2次;(2.)透明做1次,非透明做2次;(3.)成型温度高的塑料做1次,成型温度低的做2次;上述是做双色模的基本原则,否则模具会白做;另外,封胶时尽量用靠破封胶,而不用插破封胶,哪怕是建议客户修改产品也要尽量必为靠破封胶;2.模胚导柱导套必须上下左右对称,前后模对称。
3.后模要旋转180度,前模不动。
4. 产品间距必须以注塑机炮嘴的间距为准,国外有的双色注塑机的炮嘴间距是可调的,有的不可调,国内的不可调。
5. 两个独立的顶出系统,顶棍也是两个。
后模两个产品相同,顶针都相同,是旋转关系,切不可做成平移关系。
6. 顶针板只能用弹簧复位,不可用螺丝强制复位,因为后模要旋转。
7. 边锁必须在模具中心的四边,且前后模对称,否则当后模旋转180后与前模对不上。
8. 如果进胶点间距和注塑机炮嘴间距不同,顶棍孔要做成腰型的,因为注塑机顶棍间距不可调。
注意国产双色注塑机大部分注塑炮嘴不可调。
9. 注意客户提供的注塑机平行炮嘴的方向,是X轴或是Y轴,以此来定产品排位的布局。
10. 运水进出水的方向必须在天地侧,且每一个循环水的进出都必须在同一面上,不可进水在天,出水在地侧,因为后模要旋转180度,要注意模胚大小不可超过注塑机出水槽的高度,否则无法接运水。
11. 第一次注塑的产品要放在非操作侧,因为第一次注塑后产品要旋转180度进行第二次注塑,正好转到操作侧,方便取产品。
12. 出口模的码模位要在操作侧和非操作侧,不可在天地侧,因为他们的产品要全自动。
13. 分型面的注意事项:后模分型面要将两个产品合并后取得的分型面为后模的;前模分型面要取单个产品的即可,不可取合并后的产品分型面。
14. 前后法兰的公差为负0.05mm,两法兰间距公差为正负0.02mm,顶棍与顶棍孔的间隙单边为 0.1mm,前后模导套导柱的中心距公差为正负0.01,模框四边和深度都要加公差,否则当后模旋转180度后,因高低不一致而产生批锋。
双色注塑模具成型要求

双色注塑模具成型要求双色模成型概述和设计要求发布时间:2011-4-26 18:25:40 双色模成型概述和设计要求双色模:两种塑胶材料在同一台注塑机上注塑,分两次成型,但是产品只出模一次的模具。
一般这种模塑工艺也叫双料注塑,通常1套模具完成,且需要专门的双色注塑机。
包胶模:两种塑胶材料不一定在同一台注塑机上注塑,分两次成型;产品从一套模具中出模取出后,再放入另外一套模具中进行第二次注塑成型。
所以,一般这种模塑工艺通常2套模具完成,而不需要专门的双色注塑机。
市场上双色模已经盛行,并且于这种工艺可以使产品的外观更加漂亮,易于换颜色而可以不用喷涂,肯定将是市场潮流。
但是它在富裕还刚刚起步,适用的双色注塑机也仅仅有“ENGEL 150T”、“ENGEL 120T”等数种型号。
面对来自市场竞争的压力,我们必须直面迎击!现依据目前双色模在设计和生产中遇到的问题,我总结一下经验,归纳于后,希望大家在以后的设计工作中遵循。
未尽之处,依《新模设计注意事项》。
1、Cavity的两个形状是不同的,分别成型1种产品。
而Core 的两个形状完全一样。
2、模具的前、后模以中心旋转180o后,必须吻合。
设计时必须做这个检查动作。
3、注意顶棍孔的位置,最小距离210mm。
大的模具须适当增加顶棍孔的数量。
并且,于注塑机本身附带的顶棍不够长,所以我们的模具中必须设计加长顶棍,顶棍长出模胚底板150mm左右。
后模底板上必须设计2个定位圈。
4、前模面板加A板的总厚度不能少于170mm。
请仔细查看这种型号的注塑机的其它参考数据,比如,最大容模厚度、最小容模厚度、顶棍孔距离等。
5、三板模的水口最好能设计成可以自动脱模动作。
特别要注意软胶水口的脱模动作是否可靠。
6、前侧SPRUE的深度不要超过65mm。
上侧SPRUE的顶部到模胚中心的距离不小于150mm。
7、在设计第二次注塑的CA VITY时,为了避免CA VITY插伤第一次已经成型好的产品胶位,可以设计一部分避空。
干货分享-双色模具设计经验总结
双色注塑模具经典经验分享1.双色模设计的基本原则:(1)硬胶做1次,软胶做2次;(2)透明做1次,非透明做2次;(3)成型温度高的塑料做1次,成型温度低的做2次;上述是做双色模的基本原则,否则模具会白做;另外,封胶时尽量用靠破封胶,而不用插破封胶,哪怕是建议客户修改产品也要尽量必为靠破封胶;2.模胚导柱导套必须上下左右对称,前后模对称。
3.后模要旋转180度,前模不动。
4.产品间距必须以注塑机炮嘴的间距为准,国外有的双色注塑机的炮嘴间距是可调的,有的不可调,国内的不可调。
5.两个独立的顶出系统,顶棍也是两个。
后模两个产品相同,顶针都相同,是旋转关系,切不可做成平移关系。
6.顶针板只能用弹簧复位,不可用螺丝强制复位,因为后模要旋转。
7.边锁必须在模具中心的四边,且前后模对称,否则当后模旋转180后与前模对不上。
8.如果进胶点间距和注塑机炮嘴间距不同,顶棍孔要做成腰型的,因为注塑机顶棍间距不可调。
注意国产双色注塑机大部分注塑炮嘴不可调。
9.注意客户提供的注塑机平行炮嘴的方向,是x轴或是y轴,以此来定产品排位的布局。
10.运水进出水的方向必须在天地侧,且每一个循环水的进出都必须在同一面上,不可进水在天,出水在地侧,因为后模要旋转180度,要注意模胚大小不可超过注塑机出水槽的高度,否则无法接运水。
11.第一次注塑的产品要放在非操作侧,因为第一次注塑后产品要旋转180度进行第二次注塑,正好转到操作侧,方便取产品。
12.出口模的码模位要在操作侧和非操作侧,不可在天地侧,因为他们的产品要全自动。
13.分型面的注意事项:后模分型面要将两个产品合并后取得的分型面为后模的;前模分型面要取单个产品的即可,不可取合并后的产品分型面。
14.前后法兰的公差为负0.05mm,两法兰间距公差为正负0.02mm,顶棍与顶棍孔的间隙单边为0.1mm,前后模导套导柱的中心距公差为正负0.01,模框四边和深度都要加公差,否则当后模旋转180度后,因高低不一致而产生批锋。
双色注塑模具设计及双色注塑成型注意事项与经验 共三十六条

双色注塑模具设计及双色注塑成型注意事项与经验共三十六条1.双色注塑模具设计的基本原则:(1.)硬胶做1次,软胶做2次;(2.)透明做1次,非透明做2次;(3.)注塑成型温度高的塑料做1次,成型温度低的做2次;上述是做双色注塑模具的基本原则,否则注塑模具会白做;另外,封胶时尽量用靠破封胶,而不用插破封胶,哪怕是建议客户修改产品也要尽量必为靠破封胶;2.模胚导柱导套必须上下左右对称,前后模对称。
3.后模要旋转180度,前模不动。
4. 产品间距必须以注塑机炮嘴的间距为准,国外有的双色注塑机的炮嘴间距是可调的,有的不可调,国内的不可调。
5. 两个独立的顶出系统,顶棍也是两个。
后模两个产品相同,顶针都相同,是旋转关系,切不可做成平移关系。
6. 顶针板只能用弹簧复位,不可用螺丝强制复位,因为后模要旋转。
7. 边锁必须在模具中心的四边,且前后模对称,否则当后模旋转180后与前模对不上。
8. 如果进胶点间距和注塑机炮嘴间距不同,顶棍孔要做成腰型的,因为注塑机顶棍间距不可调。
注意国产双色注塑机大部分注塑炮嘴不可调。
9. 注意客户提供的注塑机平行炮嘴的方向,是X轴或是Y轴,以此来定产品排位的布局。
10. 运水进出水的方向必须在天地侧,且每一个循环水的进出都必须在同一面上,不可进水在天,出水在地侧,因为后模要旋转180度,要注意模胚大小不可超过注塑机出水槽的高度,否则无法接运水。
11. 第一次注塑的产品要放在非操作侧,因为第一次注塑后产品要旋转180度进行第二次注塑,正好转到操作侧,方便取产品。
12. 出口模的码模位要在操作侧和非操作侧,不可在天地侧,因为他们的产品要全自动。
13. 分型面的注意事项:后模分型面要将两个产品合并后取得的分型面为后模的;前模分型面要取单个产品的即可,不可取合并后的产品分型面。
14. 前后法兰的公差为负0.05mm,两法兰间距公差为正负0.02mm,顶棍与顶棍孔的间隙单边为0.1mm,前后模导套导柱的中心距公差为正负0.01,模框四边和深度都要加公差,否则当后模旋转180度后,因高低不一致而产生批锋。
双色模具的设计及注塑成型
双色模具的设计及注塑成型
双色模具是指两种塑胶材料在同一台注塑机上注塑,分两次成型,但是产品只出模一次的模具。
一般这种模塑工艺也叫双料注塑,通常由一套模具完成,且需要专门的双色注塑机。
双色模具目前市场上日益盛行,这种工艺可以使产品的外观更加漂亮,易于换颜色而可以不用喷涂,但对设计及注塑成型的要求高。
1.双色模设计的基本原则:
(1)硬胶做1 次,软胶做2 次;
(2)透明做1 次,非透明做2 次;
(3)成型温度高的塑料做1 次,成型温度低的做2 次;
上述是做双色模的基本原则,否则模具会白做;另外,封胶时尽
量用靠破封胶,而不用插破封胶,哪怕是建议客户修改产品也要尽量必为靠破封胶。
2.模胚导柱导套必须上下左右对称,前后模对称。
3.后模要旋转180 度,前模不动。
4.产品间距必须以注塑机炮嘴的间距为准,国外有的双色注塑机的炮嘴间距是可调的,有的不可调,国内的不可调。
5.两个独立的顶出系统,顶棍也是两个。
后模两个产品相同,顶针都相同,是旋转关系,切不可做成平移关系。
6.顶针板只能用弹簧复位,不可用螺丝强制复位,因为后模要旋转。
7.边锁必须在模具中心的四边,且前后模对称,否则当后模旋转180 后与前模对不上。
8.如果进胶点间距和注塑机炮嘴间距不同,顶棍孔要做成腰型的,因为注塑机顶棍间距不可调。
注意国产双色注塑机大部分注塑炮嘴。
双色模具设计要点
双色模具设计要点1、双色模具的两个前模的模腔形状是不同的,分别成型1射和2射的产品。
后模的模腔,则需要完全一样。
(注意:如果需要不一样,则需要在前模上通过模具结构的设计来保证后模一致)2、必须保证模具的后模以中心旋转180º后,都要与前模吻合。
设计时必须注意这一点。
3、模具设计前,必须对量产时使用的双色注塑机的参数数据,了解清楚。
(最大/最小容模量或者容模厚度、顶棍孔距离等。
)4、三板模的水口最好能设计成可以自动脱模动作。
特别要注意软胶水口的脱模动作是否可靠。
5、一射及二射材料的选择,选哟特别注意,两种材料的粘性、注射过程中的变形以及熔融的风险。
6、在设计第二次注塑的型腔时,为了避免型腔插(或擦)伤第一次已经成型好的产品胶位,可以设计一部分避空。
但是必须慎重考虑每一处封胶位的强度,即:在注塑中,是否会有在大的注塑压力下,塑胶发生变形,导致第二次注塑可能会有批锋产生的可能?7、注塑时,第一次注塑成型的产品尺寸可以略大,以使它在第二次成型时能与另一个型腔压得更紧,以达到封胶的作用。
8、注意在第二次注塑时,塑胶的流动是否会冲动第一次已经成型好的产品,使其胶位变形?如果有这个可能,一定要想办法改善。
9、两型腔和型芯的运水布置尽量充分,并且均衡、一样。
10、99%的情况是先注塑产品的硬胶部分,再注塑产品的软胶部分。
因为软胶易变形。
11、为了使两种塑胶“粘”得更紧,要考虑材料之间的“粘性”以及模具表面的粗糙度。
双色注塑有专门的TPU;而模具表面越光滑,TPU“粘“模具表面更严重。
12、一射及二射过程中,对排气的预留与处置,需要提前思考,特别是TPU材料,对排气的结构更需要提前考虑。
双色模设计要点

12. 分型面的注意事项:后模分型面要将两个产品合并后取得的分型面为后模的;前模分型面要取单个产品的即可,不可取合并后的产品分型面。
13. 前后法兰的公差为负0.05mm,两法兰间距公差为正负0.02mm,顶棍与顶棍孔的间隙单边为 0.1mm,前后模导套导柱的中心距公差为正负0.01,模框四边和深度都要加公差,否则当后模旋转180度后,因高低不一致而产生批锋。框深公差为负0.02mm。
5. 顶针板只能用弹簧复位,不可用螺丝强制复位,因为后模要旋转。
6. 边锁必须在模具中心的四边,且前后模对称,否则当后模旋转180后与前模对不上。
7. 如果进胶点间距和注塑机炮嘴间距不同,顶棍孔要做成腰型的,因为注塑机顶棍间距不可调。注意国产双色注塑机大部分注塑炮嘴不可调。
8. 注意客户提供的注塑机平行炮嘴的方向,是X轴或是Y轴,以此来定产品排位的布局。
9. 运水进出水的方向必须在天地侧,且每一个循环水的进出都必须在同一面上,不可进水在天,出水在地侧,因为后模要旋转180度,要注意模胚大小不可超过注塑机出水槽的高度,否则无法接运水。
10. 第一次注塑的产品要放在非操作侧,因为第一次注塑后产品要旋转180度进行第二次注塑,好转到操作侧,方便取产品。
1. 模胚导柱导套必须上下左右对称,前后模对称。
2. 后模要旋转180度,前模不动。
3. 产品间距必须以注塑机炮嘴的间距为准,国外有的双色注塑机的炮嘴间距是可调的,有的不可调,国内的不可调。
4. 两个独立的顶出系统,顶棍也是两个。后模两个产品相同,顶针都相同,是旋转关系,切不可做成平移关系。
14.如果在模胚厂已经将模胚加工完,本厂要加工唧嘴和顶棍孔时,要以4个导柱导套孔的间距中心为基准取数,否则偏差太多,容易卡死模。订模胚时要注明是双色模胚,四个导柱导套和框对称,后模旋转180度后能与前模匹配。
双色模具设计及双色注塑成型的36条经验
双色模具设计及双色注塑成型的36条经验双色模具设计及双色注塑成型的36条经验:1.双色模设计的基本原则:(1.)硬胶做1次,软胶做2次;(2.)透明做1次,非透明做2次;(3.)成型温度高的塑料做1次,成型温度低的做2次;上述是做双色模的基本原则,否则模具会白做;另外,封胶时尽量用靠破封胶,而不用插破封胶,哪怕是建议客户修改产品也要尽量必为靠破封胶;2.模胚导柱导套必须上下左右对称,前后模对称。
3.后模要旋转180度,前模不动。
4. 产品间距必须以注塑机炮嘴的间距为准,国外有的双色注塑机的炮嘴间距是可调的,有的不可调,国内的不可调。
5. 两个独立的顶出系统,顶棍也是两个。
后模两个产品相同,顶针都相同,是旋转关系,切不可做成平移关系。
6. 顶针板只能用弹簧复位,不可用螺丝强制复位,因为后模要旋转。
7. 边锁必须在模具中心的四边,且前后模对称,否则当后模旋转180后与前模对不上。
8. 如果进胶点间距和注塑机炮嘴间距不同,顶棍孔要做成腰型的,因为注塑机顶棍间距不可调。
注意国产双色注塑机大部分注塑炮嘴不可调。
9. 注意客户提供的注塑机平行炮嘴的方向,是X轴或是Y轴,以此来定产品排位的布局。
10. 运水进出水的方向必须在天地侧,且每一个循环水的进出都必须在同一面上,不可进水在天,出水在地侧,因为后模要旋转180度,要注意模胚大小不可超过注塑机出水槽的高度,否则无法接运水。
11. 第一次注塑的产品要放在非操作侧,因为第一次注塑后产品要旋转180度进行第二次注塑,正好转到操作侧,方便取产品。
12. 出口模的码模位要在操作侧和非操作侧,不可在天地侧,因为他们的产品要全自动。
13. 分型面的注意事项:后模分型面要将两个产品合并后取得的分型面为后模的;前模分型面要取单个产品的即可,不可取合并后的产品分型面。
14. 前后法兰的公差为负0.05mm,两法兰间距公差为正负0.02mm,顶棍与顶棍孔的间隙单边为 0.1mm,前后模导套导柱的中心距公差为正负0.01,模框四边和深度都要加公差,否则当后模旋转180度后,因高低不一致而产生批锋。
双色模具设计资料
2.射出成型周期
1. 基本原理: 中板模的工作原理: 注塑成型時, 兩幅公模不動, 注塑機在完成一次注塑后,成形机的中心旋转轴先把脱板扥出, 然後使脱板旋轉180度, 再進行二次成型. 這樣, 公模的一二次部位可以做成不同的形狀, 達到我們預期的設計目的.
D 脱板旋转式模具结构
B 包胶模具(二次成型):两种塑胶材料不一定在同一台注塑机上注塑,分两次成型;产品从一套模具中出模取出后,再放入另外一套模具中进行第二次注塑成型。所以,一般这种模塑工艺通常由2套模具完成,而不需要专门的双色注塑机。
1
2
3
雙射成型機介紹
双射成型机台按外形不同:可分为立式机,卧式机;一般常用的是卧式机台; 而卧式的双色成形机又可分为两种: A: 兩幅平行的注射系統成形机; 我们公司双色塞子和手机外壳常用机台,台湾和日本常用; B: 則是一個料管水平,一個料管垂直的成形机. 欧洲常用; 国产双色机主要有海天,富强鑫;
雙射產品簡介 雙射模具的应用 雙射成型原理 混色成型简单介紹 双色成形模具与二次成形模具(包胶模)的区别 雙射成型機介紹 雙射成型模具設計注意事项 讲解一双色手机外壳案例
目錄
雙射產品簡介
双色成型
双色成型
混色成型
電源開關按鈕,LED燈需要透光
產品功能的要求. 例如電源開關,手機按鍵,鍵盤指示燈,汽車開關等,要求LED的部分能夠透光.
两个灌嘴
型芯旋转式结构
1. 基本原理: 型芯(型腔)后退式的工作原理: 一次注塑時,活动型芯在汽缸的作用下往上運動, 將一次產品封閉區域的邊界處靠破出一個靠破孔; 二次注塑時,活动型芯又在汽缸的作用下往下運動, 讓出一個型腔的孔, 使得二次料成形型腔孔,完成后开模,取出产品.
双色模具设计的3大原则和6项注意事项
第一原则:确定硬胶与软胶相结合的粘性,另外要注意硬胶的融点要比软胶高,不要在成型软胶的时候,把硬胶融点,就不行。
1.第一射:硬胶:PA66+ 第二射:软胶:TPE 相结合是OK.2.第一射:硬胶:PC/ABS+ 第二射:软胶:PC 相结合是OK.3.第一射:硬胶:PP+ 第二射:软胶:TPU相结合就不行,因为PP材料和TPU材料是不相容的。
第二原则:确认第二射软胶与第一射硬胶成型后,不能有脱落现象。
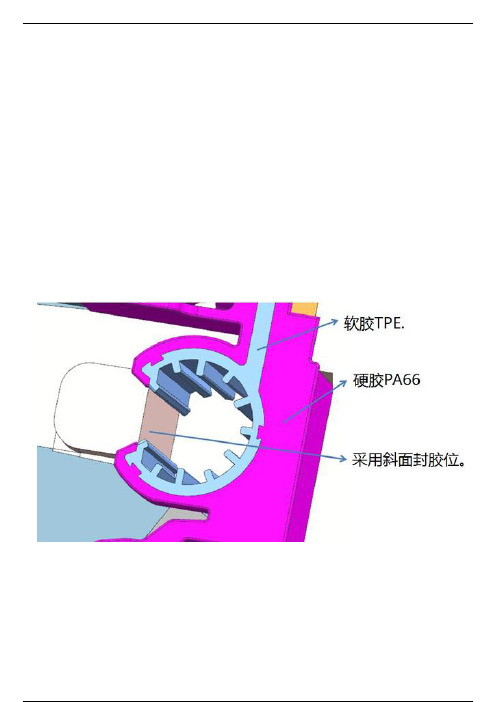
1.第一射硬胶在于第二射软胶封胶时,尽量用平面来封胶。
2.如果侧面或者斜顶封胶时,硬胶封胶处尽量做偷胶0.1~0.15MM,采用模具钢位来封胶。
第三原则:结合公司现有的双色机,进行设计。
1.双色机正常类型是,双炮筒为并排样式。
2.非正常的双色机,两个炮筒产生90度样式,通常为定制或者是二次改造成的。
3.如果是嵌件放入注塑的情况下,正常使用立式注塑机。
第一个注意事项:硬胶与软胶的收缩率,统一按照硬胶的收缩率进行缩放。
第二个注意事项:模具导柱以及相关定位机构,需四个分钟,而且距离要统一,因为公模侧在模具设计时,是完全一样的,成型中需要旋转180度。
第三个注意事项:第一射成型硬胶进胶点,一定要使用三板模点进胶,或者使用热流道,因为公模侧是完全一样的,需要进行顶出产品。
第四个注意事项:1.公模侧的水路,尽量设计在模具内侧,因为公模侧需要旋转180度,如果水路在外侧的情况下,模具在旋转过程中,水路尽松动造成易漏水。
2.如果公模板为连体的情况下,水路设计在开侧,将水路固定好在注塑机的转圈上面。
第五个注意事项:当成型第一射完硬胶时,需成型第二射软胶时,需要软胶侧的模具钢位与硬胶一起来进行封软胶的情况下,模具钢位需要做过盈0.1~0.2MM,经过T0试模后,如果发现有压伤硬胶的情况下,再做微调整。
第六个注意事项:1.整全3D进行全检。
2.将后模进行旋转180度,再进行全检查,是否在存干涉。
3.将后模的水管同部创建好,再进行来回180度,旋转进行检查。
塑胶模具双色模具设计注意11项,以及软胶与硬胶材质的选用注意
塑胶模具双色模具设计注意11项,以及软胶与硬胶材质的选用注意一、双色模具设计注意事项:1.模具钢材,可用H13、420H、1.2344、NAK80等。
2.在软胶的封胶位留多0.07~0.13作为预压,如果是大面积封胶的情况下,可以预留0.2~0.25MM。
3.硬胶要有钢料作为支持,特别是有软胶的背面,避空间隙不可大于0.5MM。
4.底件与包胶料的软化温度要至少相差20,否则底胶件会被融化。
5.若包胶TPE,其排气深度为0.01MM6.软胶的收缩率要与硬胶一致。
7. TPE料,其浇口不宜潜顶针,可改用直顶,入胶做在直顶上,最好用方形,直顶与孔的配合要光滑,间隙在0.02MM以内,否则易产生胶粉。
8.流道不宜打光,留纹可助出模,前模要晒纹,否则会粘前模。
9. TPE缩水率会改变皮纹的深度。
10.如果产品走批锋怎么办?⑴前模烧焊。
⑵硬胶前模加胶。
⑶硬胶后模加胶⑷后模尽量不要做烧焊,因为后模旋转180度以后要完全一致。
11.软胶粘前模怎么办?硬胶包软件区域做倒扣,或者硬胶区域做粗皮纹来防止软胶粘前模。
二、双色模简述经常说“双色”是怎么回事?1.“双色”实际是一种二次注塑成型,产品一般包括主体(硬胶)部和外包(软胶)部分,在模具制造时,先制造硬胶主体,主体硬胶模具设计按正常设计程序,外包(软胶)模具设计要以硬胶成品作为参照,不用再放缩水,后模部分,本上同硬胶主体一致,前模不同的是有包胶形状,在生产时先生产出硬胶主体,然后把硬胶主体放入外包模具内,进外包软胶注塑生产.2.“双色”也可以称作“包胶”,如果产品产量不高的情况下,可以使用包胶模,先做一套硬胶模具,再通过人工将硬胶放入包胶模具中,成型软胶。
3.软包模具后模部分同主体硬胶一至,有少量避空位,而胶部位要用主体硬胶讨胶不可有虚位要注意的是TPU材料,本身的特性是比较容易粘模的,产品如果可以做沙面尽量做沙面,这样容易脱模!TPU的流动性比较慢,冷却周期也会比较长,只要在生产工艺上注意一些,也不会有什么大问题!三、双色模具双色模标准做法是软胶在模具设计中放收缩水,要与硬胶一致,两套模具公模部分完全一样,母模两个模仁不一样,两套模具装在一台注塑机上注塑(两套模的高度必须一致),第一射硬胶打好后(小水口点进胶),模具旋转180度,做第二射软胶,然后顶出产品,这才叫双色模。
双色模介绍及设计规范——【注塑模具】
形式一
形式二
一二次膠的粘附性還可以通過增加一二膠的接觸面積來達到其效果。
普通方式
改良方式 (增加接觸面積)
錯誤方式,雖然接觸面積 是增加了,但此兩處為銳 角,成型後產品易翻開
雙色模具概述
3:雙色塑膠機台簡介
首先我們應了解雙色機台母模部分有兩處射嘴,且母模部分是為固定的,能運動的為公模部
分。常見的機台線母模的射嘴為平行的,公模是轉動的狀態。
這樣的話在架模時將模具側向放入機台,然後旋轉放入格林柱中間。此時應特別注意此模架過
厚而無法裝入機台。如下圖所示:
最大旋轉直徑
注:最大旋轉直徑一定要小於格林柱最大內切圓。
格林柱最 大內切圓
雙色模具概述
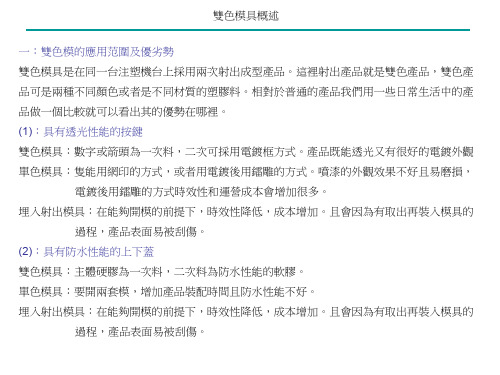
5:雙色模進膠方式簡介 雙色模的進點被認為是其生命之所在。所以是否能夠進膠或者是更好的進膠就顯得尤為重要。 下面簡單介紹下一二次一些常用的進點方式 。 (a):一二次都採用點進膠方式。這種方式是最簡單的方式,流道進點都不會幹涉的現象發生。 且可自動化生產。
電鍍後用鐳雕的方式時效性和運營成本會增加很多。 埋入射出模具:在能夠開模的前提下,時效性降低,成本增加。且會因為有取出再裝入模具的
過程,產品表面易被刮傷。 (2):具有防水性能的上下蓋 雙色模具:主體硬膠為一次料,二次料為防水性能的軟膠。 單色模具:要開兩套模,增加產品裝配時間且防水性能不好。 埋入射出模具:在能夠開模的前提下,時效性降低,成本增加。且會因為有取出再裝入模具的
公模側
基角導柱可不做 offset 2mm防呆
母模側
雙色模具概述 (b):一副模座方式:(相當於將a方式兩副模具合二為一)
公模側
母模側
4根母模導柱
2根公模導柱
雙色模具概述
双色模具设计资料
双色模具设计资料双色模具是一种用于制造双色注塑成型的模具。
它由两个或多个注塑融合装置和一个模具组成,其中每个注塑装置负责注塑不同颜色或材料的塑料。
双色模具的设计需要考虑多个因素,包括材料选择、结构设计、注塑工艺等。
接下来将详细介绍双色模具设计的相关资料。
首先,双色模具的材料选择是设计过程中的关键步骤。
双色注塑成型通常采用两种或多种不同的塑料材料,如聚氯乙烯(PVC)、聚丙烯(PP)等。
在选择材料时,需要考虑它们的熔融温度、流动性、可塑性以及与其他材料的相容性等因素。
同时,材料选择还应考虑产品的功能要求和外观效果。
其次,双色模具的结构设计也是关键因素之一、它需要考虑两个或多个注塑装置的布置和结构,以及产品的结构形式。
注塑装置通常由注射器和射嘴组成,用于将熔融塑料注入模具腔中。
双色模具的设计应确保两个或多个注塑装置能够同时注射不同颜色或材料的塑料,并在模具中形成预定的形状。
此外,双色模具的模具腔也需要进行合理设计,以确保产品的精度和质量。
另外,注塑工艺是双色模具设计中的重要环节。
注塑工艺包括塑料料温控制、熔融温度控制、注塑压力控制等。
为了制造出高质量的双色注塑产品,需要合理设置注塑参数,并经过实验验证。
此外,注塑工艺还包括模具开合速度、冷却时间、射嘴移动速度等参数的设置。
这些参数的选择及调整对产品的成型和质量有着重要的影响。
最后,双色模具的设计还需要考虑其他一些因素,如模具的加工制造工艺、模具的维护和保养以及模具的寿命等。
模具的制造过程需要考虑一系列加工工序,包括数控加工、电火花加工、磨削加工等。
模具在使用过程中也需要定期进行检查和保养,以确保其正常工作和延长使用寿命。
综上所述,双色模具的设计资料需要包括材料选择、结构设计、注塑工艺等方面的相关信息。
双色模具的成功设计关系到产品的质量和生产效率,因此需要进行仔细的分析和论证。
双色模具的设计资料提供了设计和制造双色模具的基础数据和指导,有助于提高双色注塑产品的质量和生产效率。
双色模设计资料汇整

双色模设计资料汇整雙色模設計資料彙整1. 成品設計建議2. 雙色機台設備注意事項3. 拆模方法,模具建議1. 成品設計建議:1.1 一、二色分界之裝飾溝,壓模面積建議作至0.3MM,以確保模具強度及一色成品縮水,預防二色溢料1.2 若一、二色相連接支附著力是否足夠?(建議加相崁合之rib)是否有預壓溝1.3當第二色GATE寬度不足時,應建議加肉避免溢料,以利成型。
1.4雙色模GATE需先以模流做根據,另外在考量兩色進膠的位置不可偏離太遠,以Maguro L/C為例。
GATE修改前後之差異如下 :當塑料成型後,離GATE較近之成品因射壓較高,在射二色時一色就產生漲模現象,就會先壓傷一色成品。
離GATE較遠之成品因射壓較低,故密度會不如GATE處來的緊實。
在射二色時會無法承受新射壓,就較容易產生溢色或變形等現象。
1.5當二色分成許多島時,可利用潛伏於一色之方式連結來減少GATE數量。
其結構請參考模具結構之第4點塑料連結,可不影響一色外觀。
2. 雙色機台設備2.1 廠內雙色機台有125噸、200噸機台噸數 125 TON 200 TON定位環(1) ψ125(H7) ψ100(H7)定位環(2) ψ100(H7) ψ100(H7)最小模厚 250 250側向最小進膠距(Z) 70 70側向最大進膠距(Z) 200 200最大開距 600 700 側向灌點與1色中心距210 250 (MIN)灌嘴R值 35 35旋轉盤厚度 112 112頂出行程(MAX) 130 130頂出孔距(K.O) 230-260 200ψ700 ψ900 ROTARY TABLE2.2 設計模座注意事項:除了上表設計參考規格外,另還需注意有:1.公模水路可設計在ROTARY TABLE 左右側,上方 (操作、非操作、天側) , 且IN OUT儘量在同一側避免水管IN OUT相接時需繞180度(避免水路出入口環繞模具),固定模板螺絲孔位置也儘量避免有水路2.二色側邊進膠口, 位於三板模之剥料版與母模板間, 灌嘴口之R 避免深入模板內, 避免溢料於兩板間, 易造成模具損傷. 此處灌嘴深入模板GUIDE需入免射壓過大,造成螺絲斷裂3. 側向SPURE位置70,SPURE,200(Z方向),250<SPURE<580(X方向)4. 排氣抽真空需在母模側5. SPURE之R皆為35,故設計時為R37 OR 38(蘇州廠不同,需注意,資料待中)6. 模具大小配合機台旋轉盤,例: 125噸為ψ700,模具對角最大不可超過700,且模寬不可超過滑軌內側寬度7. GP4支皆須準確,不能做OFFSET8. 研磨用基準孔,需有三孔9. 側邊SPURE 定位塊入口RUNNER需留意,避免RUNNER黏於剝料板 10. 模具因會旋轉,上下固定板鎖模方式最好使用螺絲直接安裝鎖緊,避免使用壓板造成鬆動11. 頂出桿長度設定需注意不可超出旋轉盤厚度(112),建議最長可做至105,且頂出桿支直徑需小於ψ31, ψ30以內較佳,無法設計倒拉機構(因會旋轉) 12. 上下定位環需同心度精準,避免錯位13. 三板模時需注意RUNNER掉落方向即空間是否足夠,避免卡到大小拉桿 14. 第一色設計於天側,第二色設計於地側,公模側所有結構皆須相同,不同處皆於母模側15. 若有LIFTER與母模靠破時,則需作早回機構。
双色模具设计入门资料
双色模具设计入门资料双色模具设计是一种常用于塑料制品制造的模具设计方法。
它通过在一个模具中使用两种不同颜色的塑料进行注塑,从而制造出具有多种颜色或花纹的制品。
以下是一份关于双色模具设计的入门资料,介绍了双色模具的基本原理、设计要点和注意事项。
一、双色注塑的基本原理双色注塑是在同一模具中同时注入不同颜色的两种塑料,通过模具的结构和注塑工艺来实现两种塑料的隔离和控制。
通常情况下,双色模具的结构包括两个注塑腔、两个塑料进料通道和两个塑料混合部分。
通过控制两种塑料的注射时间和压力,可以实现不同颜色塑料的混合和形成。
二、双色模具设计的要点1.模具结构设计:双色模具通常采用的结构有转印式、旋转盘式和侧转芯式。
转印式模具是将两种颜色的塑料分别注入两个腔室中,然后通过转印装置将其中一种颜色的塑料转移到另一个腔室中。
旋转盘式模具是通过旋转模腔,将两种颜色的塑料注入同一个腔室中,然后通过旋转模腔使两种颜色的塑料分层。
侧转芯式模具是通过侧转芯装置将两种颜色的塑料分别注入两个腔室中,然后通过芯棒的转动使两种颜色的塑料混合。
2.注塑工艺设计:双色注塑的工艺参数包括注塑温度、注射时间、注射压力等。
在注塑温度方面,要根据不同塑料的熔融温度和流动性来设计,以确保两种塑料能够充分熔融和混合。
在注射时间方面,要根据不同塑料的充填时间和凝固时间来确定,以确保两种塑料注入的时间差不会过大。
在注射压力方面,要根据模具的结构和制品的形状来设计,以确保两种塑料能够均匀注入和充填。
三、双色模具设计的注意事项1.模具材料选择:由于双色模具需要承受高温和高压的工作环境,所以模具材料要选择具有良好耐热性、耐腐蚀性和耐磨性的材料,常见的有铝合金、钢等。
2.模具可行性分析:在设计双色模具之前,需要进行模具可行性分析,评估模具结构的可行性和制造成本。
这包括对模具的注塑效果、生产周期和模具维护等方面的评估,以确保设计出的模具能够满足制品的要求和生产的需要。
双色注塑模具设计36条经典经验分享精编版
双色注塑模具设计36条经典经验分享!1.双色模设计的基本原则:(1)硬胶做1次,软胶做2次;(2)透明做1次,非透明做2次;(3)成型温度高的塑料做1次,成型温度低的做2次;上述是做双色模的基本原则,否则模具会白做;另外,封胶时尽量用靠破封胶,而不用插破封胶,哪怕是建议客户修改产品也要尽量必为靠破封胶;2. 模胚导柱导套必须上下左右对称,前后模对称。
3. 后模要旋转180度,前模不动。
4. 产品间距必须以注塑机炮嘴的间距为准,国外有的双色注塑机的炮嘴间距是可调的,有的不可调,国内的不可调。
5. 两个独立的顶出系统,顶棍也是两个。
后模两个产品相同,顶针都相同,是旋转关系,切不可做成平移关系。
6. 顶针板只能用弹簧复位,不可用螺丝强制复位,因为后模要旋转。
7. 边锁必须在模具中心的四边,且前后模对称,否则当后模旋转180后与前模对不上。
8. 如果进胶点间距和注塑机炮嘴间距不同,顶棍孔要做成腰型的,因为注塑机顶棍间距不可调。
注意国产双色注塑机大部分注塑炮嘴不可调。
9. 注意客户提供的注塑机平行炮嘴的方向,是x轴或是y轴,以此来定产品排位的布局。
10. 运水进出水的方向必须在天地侧,且每一个循环水的进出都必须在同一面上,不可进水在天,出水在地侧,因为后模要旋转180度,要注意模胚大小不可超过注塑机出水槽的高度,否则无法接运水。
11. 第一次注塑的产品要放在非操作侧,因为第一次注塑后产品要旋转180度进行第二次注塑,正好转到操作侧,方便取产品。
12. 出口模的码模位要在操作侧和非操作侧,不可在天地侧,因为他们的产品要全自动。
13. 分型面的注意事项:后模分型面要将两个产品合并后取得的分型面为后模的;前模分型面要取单个产品的即可,不可取合并后的产品分型面。
14. 前后法兰的公差为负0.05mm,两法兰间距公差为正负0.02mm,顶棍与顶棍孔的间隙单边为0.1mm,前后模导套导柱的中心距公差为正负0.01,模框四边和深度都要加公差,否则当后模旋转180度后,因高低不一致而产生批锋。
双色模具的设计及注塑成型
双色模具的设计及注塑成型双色模具是通过一次注塑工艺实现两种不同颜色的塑料同时注入,产生具备不同颜色和形状的产品。
双色模具设计及注塑成型是注塑加工领域中的高级技术应用,双色模具的应用范围较广,可以应用于汽车、电器、医疗器械等领域中的制品生产。
双色模具的设计是通过CAD、PRO/E、UG等三维设计软件进行模具的设计,双色模具的出现主要是为了满足市场需求,提高制品的魅力度,又成为塑料加工领域中一个非常重要的内容之一。
在设计双色模具的时候需要注意的是以下几点:1. 产品的形状。
设计产品的颜色分布以及形状都需要通过CAD三维设计软件来进行视觉模拟,以此来预判模具使用的合理程度,在产品加工之前需要进行充分的测试,验证其可行性。
2. 模具的设计。
为了达到完美的注塑过程,必须对双色模具进行合理设计,从而使模具达到完美的使用效果,开模顺畅,产品质量可靠,大量的注塑生产中不会出现崩模现象,提高产品生产效率。
3. 材料选择。
双色模具中的塑料材料选择必须合理,即使在复杂的注塑加工过程中,也能保证产品的质量,尽量减少生产中的损耗。
注塑成型也是关键的技术环节,其过程分为两个阶段:一、首先注入第二种颜色的材料,注塑机通过成型针射入大量塑料原料,在塑料震荡后,将制品注入第二种颜色的塑料。
二、第二次注射第一种颜色的材料,也就是上一步中留下的空化部分,使其填充完整,生产出一种两种塑料组成的产品。
在注塑成型中需要注意的内容包括模具保养、加热温度校准等等,这些可以通过专业的技术人员进行操作,保证产品生产的高质量和高效率。
总之,双色模具的设计及注塑成型技术要比其他注塑技术更加复杂和精细。
设计合理的双色模具,能够使产品外观更具吸引力,增加产品的附加值;注塑成型过程也需要严谨的操作流程,才能得到令人满意的产品。
同时,双色模具的应用范围广泛,已逐步成为一种必要的生产工具,方便我们的日常生活。
双色模介绍及设计规范——【注塑模具】
頂出板可為一組
一二次的公模入 子不一樣,就可 以成型普通雙色 模很難做的產品
雙色模具概述 10:後記 綜上所述,我們對於雙色模具就會有一個簡單的了解。對於以後所設計的模具要學會靈活運 用,才能更好將模具設計的合理化。
我們所接觸到的射出機台多為臥式轉盤,當然機台也有立式轉盤,也還有很多機台兩個射嘴並 不是平行的,有可能是垂直又或是成一定角度的。這可以根據實際需求來定做成型機台。
相對於公模側,母模側的 出水就自由的多,理論上 四個方向都可以出水,但 考慮到成型和架模等等的 因素在一起的話,建議將 水路做於天地側,再次一 級便是做於機台的外側, 晝量不要將水路出在機台 的中心側,很多時候在中 心側是無法接水。
雙色模具概述
8:雙色模之滑塊篇 之所以會將滑塊單獨從機構中提出來介紹,最主要的原因還是雙色模的一二次公模要為相同(轉 中板方式除外),那麼滑塊很多時候滑塊不得不做在母模側來完成機構要求。如下圖:
可做模仁避空
一次模具
二次模具
二次射出封膠時晝量要以靠破一次塑膠的方式,哪怕隻有0.1~0.2的膠位靠破。在沒有辦法的情
況下才可採用插破一次塑膠封膠,插破角度最小應取3度。如下圖:
一次膠
二次膠
插破封膠不好,角度 應做大,3度以上
雙色模具概述
7:雙色模之水路簡介 雙色模由於射出機台的特殊性,其公母模側接水的方式也會有所不同。如下圖:
電鍍後用鐳雕的方式時效性和運營成本會增加很多。 埋入射出模具:在能夠開模的前提下,時效性降低,成本增加。且會因為有取出再裝入模具的
過程,產品表面易被刮傷。 (2):具有防水性能的上下蓋 雙色模具:主體硬膠為一次料,二次料為防水性能的軟膠。 單色模具:要開兩套模,增加產品裝配時間且防水性能不好。 埋入射出模具:在能夠開模的前提下,時效性降低,成本增加。且會因為有取出再裝入模具的
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
双色模的设计要求.txt机会就像秃子头上一根毛,你抓住就抓住了,抓不住就没了。
我和你说了10分钟的话,但却没有和你产生任何争论。
那么,我们之间一定有个人变得虚伪无比!过错是短暂的遗憾,错过是永远的遗憾。
相遇是缘,相知是份,相爱是约定,相守才是真爱。
双色模的设计要求双色模:两种塑胶材料在同一台注塑机上注塑,分两次成型,但是产品只出模一次的模具。
一般这种模塑工艺也叫双料注塑,通常由1套模具完成,且需要专门的双色注塑机。
$ ]1 t;
x$ c( x% @ 包胶模:两种塑胶材料不一定在同一台注塑机上注塑,分两次成型;产品从一套模具中出模取出后,再放入另外一套模具中进行第二次注塑成型。
所以,一般这种模塑工艺通常由2套模具完成,而不需要专门的双色注塑机。
(请参考TDG51108+TDG51109、TDG51110+TDG51111)市场上双色模已经盛行,并且由于这种工艺可以使产品的外观更加漂亮,易于换颜色而可以不用喷涂,肯定将是市场潮流。
但是它在富裕还刚刚起步,适用的双色注塑机也仅仅只有“ENGEL 150T”、“ENGEL 120T”两个型号。
面对来自市场竞争的压力,我们必须直面迎击!现依据目前双色模在设计和生产中遇到的问题,我总结一下经验,归纳于后,希望大家在以后的设计工作中遵循。
未尽之处,依《新模设计注意事项》。
1,Cavity的两个形状是不同的,分别成型1种产品。
而Core的两个形状完全一样。
2,模具的前、后模以中心旋转180º后,必须吻合。
设计时必须做这个检查动作。
3,注意顶棍孔的位置,最小距离210mm。
大的模具须适当增加顶棍孔的数量。
并且,由于注塑机本身附带的顶棍不够长,所以我们的模具中必须设计加长顶棍,顶棍长出模胚底板150mm左右。
+ |! J f2 ^7 m+ D% A0 M% K5 ^3 E 后模底板上必须设计2个定位圈。
4,前模面板加A板的总厚度不能少于170mm。
请仔细查看这种型号的注塑机的其它参考数据,比如,最大容模厚度、最小容模厚度、顶棍孔距离等。
(请参考TDG51036) 5,三板模的水口最好能设计成可以自动脱模动作。
特别要注意软胶水口的脱模动作是否可靠。
6,前侧SPRUE的深度不要超过
65mm。
上侧(大水口)SPRUE的顶部到模胚中心的距离不小于150mm。
7,在设计第二次注塑的CAVITY时,为了避免CAVITY插(或擦)伤第一次已经成型好的产品胶位,可以设计一部分避空。
但是必须慎重考虑每一处封胶位的强度,即:在注塑中,是否会有在大的注塑压力下,塑胶发生变形,导致第二次注塑可能会有
批锋产生的可能? 8,注塑时,第一次注塑成型的产品尺寸可以略大,以使它在第二次成型时能与另一个CA
VITY压得更紧,以达到封胶的作用。
9,注意在第二次注塑时,塑胶的流动是否会冲动第一次已经成型好的产品,使其胶位变形?如果有这个可能,一定要想办法改善。
10,在A、B板合模前,要注意前模Slider或Lifter是否会先复位而压坏产品?如此,必须想办法使在A、B板先合模,之后前模的SLIDER或LIFET才能复位。
(请参考TDG51284、TDG51285、TDG51287) 11,两CAVITY和CORE的运水布置尽量充分,并且均衡、一样。
12,99%的情况是先注塑产品的硬胶部分,再注塑产品的软胶部分。
因为软胶易变形。
- h$ |' @. G' ?3 } 13,为了使两种塑胶“粘”得更紧,要考虑材料之间的“粘性”以及模具表面的粗糙度。
双色注塑有专门的TPU;而模具表面越光滑,它们“粘‘得更紧。
7 P a+ G2 U; H S 14,注意前后模的定位;所有插穿、靠破面的斜度落差尽量大些,要0.1mm以上。