金属表面磁粉探伤检测报告(模板)
磁粉探伤检验报告

Environment temperature
14.2℃
渗透温度
Infiltration temperature
16.7℃
渗透时间
Penetration time
≥10min
干燥时间
Drying time
≥30min
显像时间
Developing time
7~30min
操作方法Operationmethod
规格
Specification
厚度Thickness
20mm
检验参数
Test
parameter
磁化方法
Magnetization
磁轭法Yoke method
磁粉种类
Kind of magnetic particles
非荧光磁悬液Non-fluorescent suspension
磁悬浮液浓度
Suspension density
10-20g/L
磁化方向
DOM
复合磁化Resultant magnetization
磁化电流
Magnetizing current
交流AC
提升力
Lifting force
≥45N
磁化时间
Magnetizing time
1-3s
磁轭间距
Magnetization yoke
space
80-100mm
技术要求
天科股份双流分公司
Shuangliu Branch of Tianke Co.,LTD
磁粉探伤检验报告Magnetic particle examination reportQ/SL.B10.10-2012-Record12
金属材料检测工作总结报告

金属材料检测工作总结报告一、引言。
金属材料作为工业生产中常见的材料之一,其质量和性能的稳定性对产品质量和安全性具有至关重要的影响。
因此,对金属材料进行有效的检测工作显得尤为重要。
本文将对金属材料检测工作进行总结,并提出一些改进意见,以期提高金属材料检测工作的效率和准确性。
二、检测方法。
1. 目视检测,目视检测是最基本的检测方法之一,通过观察金属材料的外观,可以初步判断其表面是否存在明显的缺陷或瑕疵。
2. 磁粉检测,磁粉检测是一种常用的无损检测方法,通过在金属表面喷洒磁粉,再施加磁场,可以有效地检测出金属表面的裂纹和疲劳损伤。
3. 超声波检测,超声波检测是利用超声波在材料中传播的特性,通过对金属材料进行超声波扫描,可以检测出其中的内部缺陷和异物。
4. X射线检测,X射线检测是一种常用的金属材料内部缺陷检测方法,通过对金属材料进行X射线透射,可以清晰地观察到其中的内部结构和缺陷。
三、存在问题。
1. 检测设备老化,部分检测设备由于长期使用或维护不当,已经出现了一定程度的老化,导致检测结果不够准确。
2. 人为操作不当,部分操作人员对检测设备的操作流程和技术要求不够熟悉,导致了检测结果的误差。
3. 检测标准不统一,由于各地区和企业对金属材料的检测标准不统一,导致了检测结果的可比性不足。
四、改进意见。
1. 更新检测设备,对已经老化的检测设备进行更新和维护,以确保其检测结果的准确性和稳定性。
2. 加强人员培训,对操作人员进行系统的培训,提高其对检测设备的操作技术和流程的熟练程度,从而提高检测结果的准确性。
3. 统一检测标准,各地区和企业应该加强沟通和协作,共同制定金属材料的统一检测标准,以确保检测结果的可比性和准确性。
五、结论。
金属材料检测工作是保障产品质量和安全性的重要环节,通过对检测方法、存在问题和改进意见的总结,可以为金属材料检测工作的提升提供一定的参考和指导。
希望各相关单位能够重视金属材料检测工作,不断改进和提高其效率和准确性,以确保产品质量和安全性的稳定性和可靠性。
探伤实验报告模板
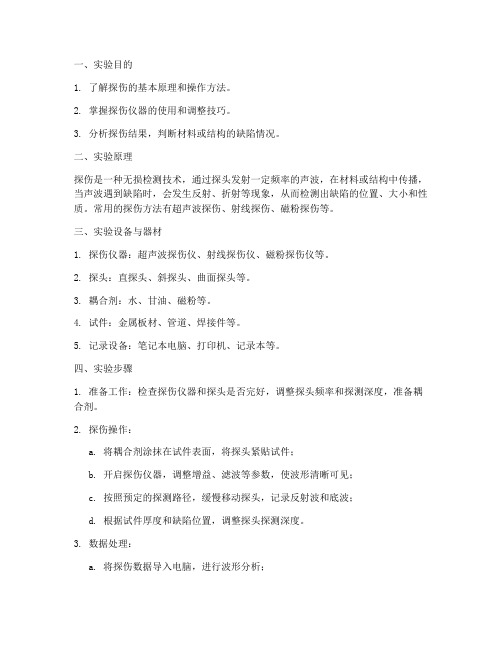
一、实验目的1. 了解探伤的基本原理和操作方法。
2. 掌握探伤仪器的使用和调整技巧。
3. 分析探伤结果,判断材料或结构的缺陷情况。
二、实验原理探伤是一种无损检测技术,通过探头发射一定频率的声波,在材料或结构中传播,当声波遇到缺陷时,会发生反射、折射等现象,从而检测出缺陷的位置、大小和性质。
常用的探伤方法有超声波探伤、射线探伤、磁粉探伤等。
三、实验设备与器材1. 探伤仪器:超声波探伤仪、射线探伤仪、磁粉探伤仪等。
2. 探头:直探头、斜探头、曲面探头等。
3. 耦合剂:水、甘油、磁粉等。
4. 试件:金属板材、管道、焊接件等。
5. 记录设备:笔记本电脑、打印机、记录本等。
四、实验步骤1. 准备工作:检查探伤仪器和探头是否完好,调整探头频率和探测深度,准备耦合剂。
2. 探伤操作:a. 将耦合剂涂抹在试件表面,将探头紧贴试件;b. 开启探伤仪器,调整增益、滤波等参数,使波形清晰可见;c. 按照预定的探测路径,缓慢移动探头,记录反射波和底波;d. 根据试件厚度和缺陷位置,调整探头探测深度。
3. 数据处理:a. 将探伤数据导入电脑,进行波形分析;b. 计算缺陷深度、宽度、长度等参数;c. 对比标准,判断缺陷的性质和等级。
五、实验结果与分析1. 超声波探伤:a. 记录反射波和底波,分析缺陷位置、大小和性质;b. 计算缺陷深度、宽度、长度等参数;c. 对比标准,判断缺陷等级。
2. 射线探伤:a. 分析底片,找出缺陷区域;b. 计算缺陷深度、宽度、长度等参数;c. 对比标准,判断缺陷等级。
3. 磁粉探伤:a. 观察磁粉分布,找出缺陷区域;b. 计算缺陷深度、宽度、长度等参数;c. 对比标准,判断缺陷等级。
六、实验总结1. 总结探伤方法的特点和适用范围;2. 分析实验过程中遇到的问题及解决方法;3. 提出改进建议,提高探伤准确性和效率。
七、实验报告格式1. 封面:实验名称、实验日期、实验者姓名、实验地点等。
2. 目录:实验目的、实验原理、实验设备与器材、实验步骤、实验结果与分析、实验总结等。
磁粉探伤报告
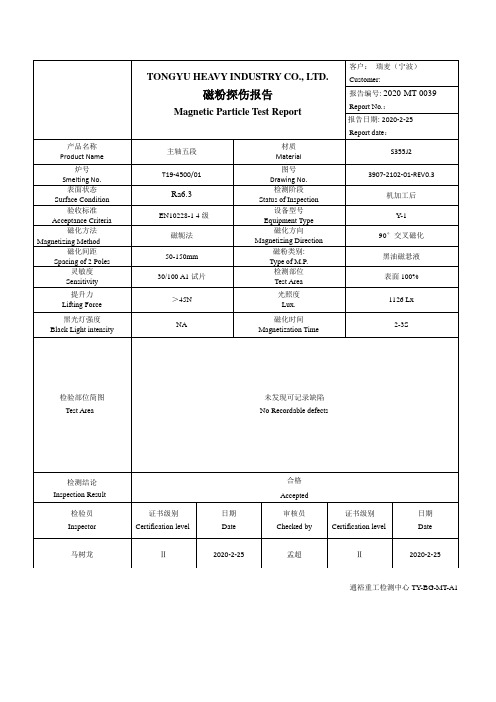
磁粉探伤报告
Magnetic Particle Test Report
客户:瑞麦(宁波)
Customer:
报告编号:2020-MT-0039
Report No.:
报告日期:2020-2-25
Report date:
产品名称
Product Name
30/100 A1试片
检测部位
Test Area
表面100%
提升力
Lifting Force
>45N
光照度
Lux.
1126 Lx
黑光灯强度
Black Light intensity
NA
磁化时间
Magnetization Time
2-3S
检验部位简图
Test Area
未发现可记录缺陷
No Recordable defects
检测结论
Inspection Result
合格
Accepted
检验员
Inspector
证书级别
Certification level
日期
Date
审核员
Checked by
证书级别
Certification level
日期
Date
马树龙
Ⅱ
2020-2-25
孟超
Ⅱ
2020-2-25
通裕重工检测中心TY-BG-MT-A1
EN10228-1 4级
设备型号
Equipment Type
Y-1
磁化方法
Magnetizing Method
磁轭法
磁化方向
国标探伤标准 磁粉

国标探伤标准磁粉国标探伤标准磁粉是一种常用的无损检测方法,它适用于金属材料的表面和近表面缺陷的检测。
磁粉探伤技术主要是利用磁场和磁粉颗粒相互作用的原理,通过观察磁粉在缺陷处的聚集情况来判断材料是否存在缺陷。
下面将详细介绍国标探伤标准磁粉的相关内容。
首先,国标探伤标准磁粉的适用范围包括钢铁、有色金属、铸件、焊接接头等材料的表面和近表面缺陷的检测。
其次,磁粉探伤主要分为湿法和干法两种方法。
湿法是将磁粉悬浮在水或油中,形成磁粉悬浮液,然后通过喷涂、浸泡或涂抹的方式施加在被检测材料表面,再利用磁场的作用使磁粉在缺陷处聚集形成磁粉痕迹。
而干法则是直接将磁粉粉末撒布在被检测材料表面,然后利用磁场的作用使磁粉在缺陷处聚集形成磁粉痕迹。
两种方法各有优缺点,具体使用时需根据实际情况选择合适的方法。
磁粉探伤的关键是磁场的作用,磁场的强度和方向对检测结果有着重要影响。
在施加磁场时,需要根据被检测材料的性质和缺陷的特点选择合适的磁场强度和方向,以确保能够有效地使磁粉在缺陷处聚集形成磁粉痕迹。
另外,磁粉的选择也是影响检测效果的重要因素,不同类型的磁粉适用于不同的材料和缺陷类型,需要根据实际情况进行选择。
国标探伤标准磁粉的检测结果主要通过观察磁粉痕迹来判断被检测材料是否存在缺陷。
磁粉痕迹的形态和颜色可以反映出缺陷的性质和大小,通过对磁粉痕迹的分析可以得出比较准确的检测结果。
此外,磁粉探伤还可以结合磁粉探伤仪器进行定量分析,通过测量磁粉痕迹的长度、宽度和面积等参数来对缺陷进行定量评价。
总的来说,国标探伤标准磁粉是一种简便、快捷、有效的无损检测方法,适用于各种金属材料的表面和近表面缺陷的检测。
在实际应用中,需要根据被检测材料的特点和缺陷的情况选择合适的磁粉探伤方法和参数,以确保得到准确可靠的检测结果。
希望以上内容能够对国标探伤标准磁粉有所了解,并对相关行业的从业人员有所帮助。
感谢阅读!。
磁粉探伤报告1.doc
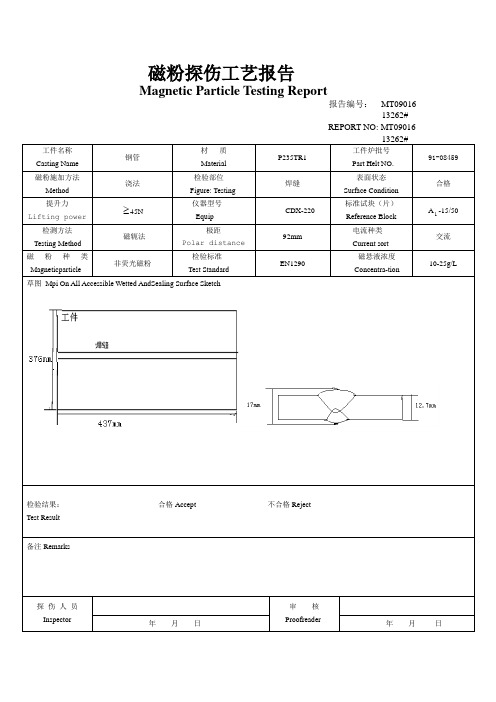
磁粉探伤工艺报告Magnetic Particle Testing Report报告编号:MT0901613262#REPORT NO: MT09016磁粉探伤工艺报告Magnetic Particle Testing Report报告编号:MT0901713249#REPORT NO: MT09017美文欣赏1、走过春的田野,趟过夏的激流,来到秋天就是安静祥和的世界。
秋天,虽没有玫瑰的芳香,却有秋菊的淡雅,没有繁花似锦,却有硕果累累。
秋天,没有夏日的激情,却有浪漫的温情,没有春的奔放,却有收获的喜悦。
清风落叶舞秋韵,枝头硕果醉秋容。
秋天是甘美的酒,秋天是壮丽的诗,秋天是动人的歌。
2、人的一生就是一个储蓄的过程,在奋斗的时候储存了希望;在耕耘的时候储存了一粒种子;在旅行的时候储存了风景;在微笑的时候储存了快乐。
聪明的人善于储蓄,在漫长而短暂的人生旅途中,学会储蓄每一个闪光的瞬间,然后用它们酿成一杯美好的回忆,在四季的变幻与交替之间,散发浓香,珍藏一生!3、春天来了,我要把心灵放回萦绕柔肠的远方。
让心灵长出北归大雁的翅膀,乘着吹动彩云的熏风,捧着湿润江南的霡霂,唱着荡漾晨舟的渔歌,沾着充盈夜窗的芬芳,回到久别的家乡。
我翻开解冻的泥土,挖出埋藏在这里的梦,让她沐浴灿烂的阳光,期待她慢慢长出枝蔓,结下向往已久的真爱的果实。
4、好好享受生活吧,每个人都是幸福的。
人生山一程,水一程,轻握一份懂得,将牵挂折叠,将幸福尽收,带着明媚,温暖前行,只要心是温润的,再遥远的路也会走的安然,回眸处,愿阳光时时明媚,愿生活处处晴好。
5、漂然月色,时光随风远逝,悄然又到雨季,花,依旧美;心,依旧静。
月的柔情,夜懂;心的清澈,雨懂;你的深情,我懂。
人生没有绝美,曾经习惯漂浮的你我,曾几何时,向往一种平实的安定,风雨共度,淡然在心,凡尘远路,彼此守护着心的旅程。
沧桑不是自然,而是经历;幸福不是状态,而是感受。
6、疏疏篱落,酒意消,惆怅多。
磁粉探伤报告
××××
未发现裂纹
××××
未发现裂纹
××××
未发现裂纹
××××
未发现裂纹
××××
未发现裂纹
××××
未发现裂纹
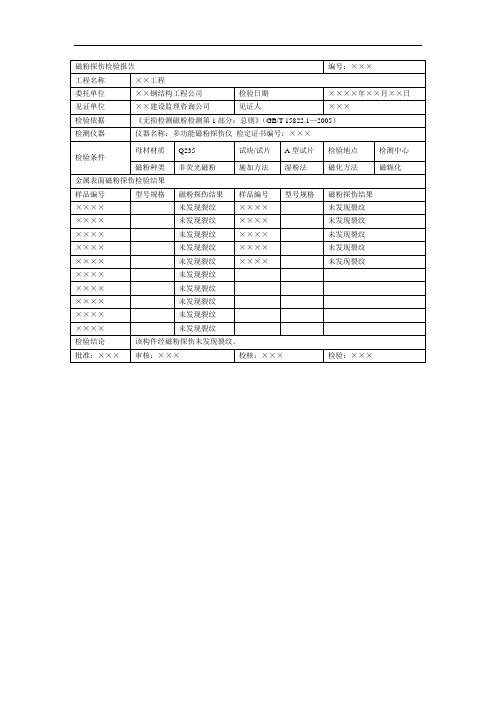
检验结论
该构件经磁粉探伤未发现裂纹。
批准:×××
审核:×××
校核:×××
检验:×××
磁粉探伤检验报告
编号:×××
工程名称
××工程
委托单位
××钢结构工程公司
检验日期
××××年××月××日
见证单位
××建设监理咨询公司
见证人
×××
检验依据
《无损检测磁粉检测第1部分:总则》(GB/T 15822.1—2005)
检测仪器
仪器名称:多功能磁粉探伤仪检定证书编号:×××
检验条件
母材材质
Q235
试块/试片
A型试片
检验地点
检测中心
磁粉种类
非荧光磁粉
施加方法
湿粉法
磁化方法
磁轭化
金属表面磁粉探伤检验结果
样品编号
型号规格
磁粉探伤结果
样品编号
型号规格
磁粉探伤结果
××××
未发现裂纹
××××
未发现裂纹
××××
未发现裂纹
××××
未发现裂纹
××××
未发现裂纹
××××
未发现裂纹
××××
未发现裂纹
××××
未发现裂纹
××××
金属材料检测工作总结报告

金属材料检测工作总结报告
近年来,随着金属材料在工业生产和日常生活中的广泛应用,金属材料的质量
和安全性成为人们关注的焦点。
为了保证金属材料的质量和安全性,金属材料检测工作显得尤为重要。
在过去的一段时间里,我们团队对金属材料进行了系统的检测工作,并取得了一定的成果,现将总结报告如下:
首先,我们对金属材料的外观进行了全面的检测。
通过目测和仪器检测,我们
发现了一些金属材料表面的缺陷和瑕疵,如气孔、裂纹、氧化等。
这些表面缺陷可能会影响金属材料的使用性能,因此我们及时对其进行修复和处理,以确保金属材料的质量。
其次,我们对金属材料的化学成分进行了分析。
通过化学分析仪器的检测,我
们确定了金属材料的成分和含量,确保其符合相关标准和要求。
同时,我们也对金属材料中的杂质和有害元素进行了检测,以保证金属材料的安全性。
此外,我们还对金属材料的力学性能进行了测试。
通过拉伸、硬度等测试方法,我们评估了金属材料的强度、韧性、硬度等力学性能指标,为金属材料的使用提供了科学依据。
最后,我们还对金属材料进行了非破坏性检测。
利用超声波、磁粉、射线等技术,我们对金属材料进行了无损检测,及时发现了隐藏在金属材料内部的缺陷和问题,为金属材料的使用提供了重要参考。
总的来说,我们的金属材料检测工作取得了一定的成果,保证了金属材料的质
量和安全性。
但同时也发现了一些问题和不足,如检测设备的更新换代、检测方法的改进等,我们将进一步加强金属材料检测工作,提高金属材料的质量和安全性,为工业生产和社会发展做出更大的贡献。
磁力探伤实验报告

图9-10
氧气罐的结构简图
返 回
知识点六:焊缝磁粉探伤实验
• (一)实验目的 • 1.了解磁粉探伤方法的操作过程。 • 2.掌握磁粉探伤过程中缺陷的识别方法及焊缝质量的平 等方法。 • 3.掌握磁粉探伤检验报告的写作方法。 • (二)实验原理 • 铁磁性金属材料的导磁率比空气要大的多,当它在磁 场中被磁化以后,磁力线将集中在材料中。如果材料 的表面或近表面存在气孔、裂纹和夹渣等缺陷,磁力 线则难于穿过这些缺陷,因此就会在缺陷处形成局部 漏磁场,此时在材料表明撒上磁粉,磁粉将被漏磁场 吸引而聚集在缺陷处,从而显示出缺陷的宏观痕迹。
知识点四:磁粉探伤过程
• 4.磁痕观察
• 是对工件上形成的磁痕迚行观察不记录的过称。 • 磁痕观察应在磁痕形成后立即迚行。 • 采用非荧光磁粉时,可在一般照明光源下直接观察;采用荧 光磁粉时,必须在暗室紫外线灯下迚行观察。
• 5.磁痕分析
• 分为三大类:表面缺陷磁痕、近表面缺陷磁痕、假磁痕。 • 表面缺陷磁痕:十分清晰、磁粉附着密集、线条明显,缺陷 重复性好。 • 近表面缺陷磁痕:比较模糊,线条较粗,宽而丌尖。 • 假磁痕:丌是缺陷引起的磁痕,假磁痕往往不缺陷磁痕相混 淆,给探伤工件带来丌必要的麻烦。
实验四 磁 力 探 伤
磁粉探伤
磁敏探头法
录磁法
课题一 磁 粉 探 伤
• 知识点一: 磁粉探伤原理及影响漏磁场的因素 • 知识点二:工件磁化法 • 知识点三:磁粉及磁悬液 • 知识点四:磁粉探伤过程 • 知识点五:典型焊接产品磁粉探伤实例
• 知识点六:焊缝磁粉探伤实验
返 回
知识点一: 磁粉探伤原理及影响漏磁场的因素
• *对管道、长棒或轴类零件来说,一般采用通电法来检验纵向 缺陷,用线圈法来检验横向缺陷。
无损检测实验报告【范本模板】

无损检测实验报告一、实验目的1.通过实验了解六种无损检测(超声检测、射线检测、涡流检测、磁粉检测、渗透检测、声发射检测)的基本原理。
2.掌握六种无损检测的方法,仪器及其功能和使用方法。
3.了解六种无损检测的使用范围,使用规范和注意事项。
二、实验原理(一)超声检测(UT)1.基本原理超声波与被检工件相互作用,根据超声波的反射、透射和散射的行为,对被检工件经行缺陷测量和力学性能变化进行检测和表征,进而进行安全评价的一种无损检测技术。
金属中有气孔、裂纹、分层等缺陷(缺陷中有气体)或夹杂,超声波传播到金属与缺陷的界面处时,就会全部或部分反射。
超声波探伤仪的种类繁多,但在实际的探伤过程,脉冲反射式超声波探伤仪应用的最为广泛。
一般在均匀的材料中,缺陷的存在将造成材料的不连续,这种不连续往往又造成声阻抗的不一致,由反射定理我们知道,超声波在两种不同声阻抗的介质的交界面上将会发生反射,反射回来的能量的大小与交界面两边介质声阻抗的差异和交界面的取向、大小有关.脉冲反射式超声波探伤仪就是根据这个原理设计的。
目前便携式的脉冲反射式超声波探伤仪大部分是A扫描方式的,所谓A扫描显示方式即显示器的横坐标是超声波在被检测材料中的传播时间或者传播距离,纵坐标是超声波反射波的幅值.譬如,在一个钢工件中存在一个缺陷,由于这个缺陷的存在,造成了缺陷和钢材料之间形成了一个不同介质之间的交界面,交界面之间的声阻抗不同,当发射的超声波遇到这个界面之后,就会发生反射,反射回来的能量又被探头接受到,在显示屏幕中横坐标的一定的位置就会显示出来一个反射波的波形,横坐标的这个位置就是缺陷在被检测材料中的深度。
这个反射波的高度和形状因不同的缺陷而不同,反映了缺陷的性质.2.仪器结构a)仪器主要组成探头、压电片和耦合剂。
其中,探头分为直探头、斜探头.压电片受到电信号激励便可产生振动发射超声波,当超声波作用在压电片上时,晶片受迫振动引起的形变可转换成相应的电信号,从而接受超声波。
磁粉检测报告

2.检测部位及缺陷位置详见施工排版图。
检测情况
检测部位
编号
缺陷编号
缺陷类型
磁痕尺寸
(mm)
打磨(补焊)后复检缺陷
最终评级
(级)
性质
磁痕尺寸(mm)
检测单位:
(公章)
签发人:
资格:级
年月日
复核人:
资格:级
年月日
报告人:
资格:级
年月日
(项目名称)
单项工程
单项工程编号
单位工程
单位工程编号
委托单位
报告编号
管线(设备)编号
仪器型号
检测标准/合格级别
仪器编号
检件名称
提升力ห้องสมุดไป่ตู้
检测面
□内表面□外表面
磁化方法
检测比例(%)
表面状态
磁化电流(A)
磁化时间
检测时机
通电次数
材质
触头(磁轭)间距
规格/板厚
灵敏度试片型号
磁粉种类
磁悬液浓度
记录编号
磁粉施加方法
磁粉探伤报告

无锡海源重工股份有限公司WUXI HAIYUAN HEA VY INDUSTRY CO.,LTD磁粉检验报告编号:JL-8.2-77 MAGNETIC PARTICLE EXAMINATION REPORT产品令号:118304 Job No. 工件名称:大板梁BPart name工件编号:5B4Part No.报告编号:Report No.材质:Q345B.SM490BN Material 规格(㎜):26.36.90Size焊接方法:自动焊、气保焊Welding method工艺卡编号:Instruction No.探伤比例:100% Exam proportion 检验规程:30.2007.328Exam procedure验收标准:30.2007.328-10Ace standard检验阶段:□开坡口后■焊后□热处理后□返修后□其它Stage of exam After edge prep After welding After PWHT After repair Other 表面状态:□焊接■修磨□机加□轧制□其它Surface condition As weld As ground As machined As rolled Other方法Method 磁轭法■Yoke method提升力44 NLifting power磁化时间0.5-1 秒Magnetic time Sec 支杆法□Prod method磁化电流安倍Magnetic cur. Amp磁化间距Spacing mm磁化时间秒Magnetic time Sec仪器Equipment 制造厂:上海宇光Maker型号:CDX-ⅢModel编号:200507070121No.磁粉Magnetic Particle□干粉■湿粉(■水□油)Dry Wet Water qll型号名称:黑磁膏Brand name浓度: 1.2~2.4Concentrarion ml/100ml■非荧光□荧光Visibie Pluorescent部件或接头号Part orjoint No. 厚度Thickness(mm)检验长度Exam longth(mm)缺陷显示Result评定Judgement备注Remarks大板梁B124230 ■NI □I ■A □U/A (详情见附页1)□NI □I □A □U/A□NI □I □A □U/A检验员Examined by 审核Certified by授权检验师AI用户Customer2010.2.22 2010.2.22 :。
最新磁粉检测报告

产品质量证明书CERTIFICATE OF THE PRODUCT QUALITY 产品编号Product No.:设备位号Item No. :产品名称Product Name:制造日期年月Date of Manufacture:厂名英文厂名产品质量证明书目录Contents1.产品合格证Certificate of Compliance2.产品技术特性Technical Characteristic of Product3.产品主要受压元件使用材料一览表Material of Main Pressure Parts of the Product4.产品焊接试板力学和弯曲性能检验报告Mechanical Properties and Bend Test Report for the Welding Test Plate of Product5.压力容器外观及几何尺寸检验报告Visual and Geometric Dimensions Examination Report of the Pressure Vessel 6.焊缝射线检测报告Radiographic Examination Report for Welds7.焊缝射线检测底片评定表Radiographic Examination Film Interpretation Sheet of Welds8.焊缝超声检测报告Ultrasonic Examination Report for Welds9.渗透检测报告Liquid Penetrate Examination Report10.磁粉检测报告Magnetic Particle Examination Report11.热处理检验报告Heat Treatment Examination Report12.压力试验检验报告Pressure Test Report13.钢板锻件超声波检测报告Ultrasonic Examination Report for Steel Plate and Forging磁粉检测报告Magnetic Particle Examination Report 产品编号(Product No.):。