连续冲压中跳废料的防止措施
冲压过程中防止跳废料的方法
防止跳废料的方法。
前言废料上移,是指在冲裁加工过程中,材料被剪断分离后,滞留在凹模内的材料随着凸模的上升一起被带出,接着又落在凹模表面的现象。
在冲压加工生产时,如果发生废料上移现象,一方面会因操作者粗心而发生人身事故;另一方面,也会造成产品报废,模具损坏等重大的质量问题。
所以,必须采取相应预防措施以预防废料上移。
1废料上移的原因造成废料上移的根本原因在于“废料与凸模之间的吸附力>废料与凹模之间的磨擦力+废料重力”。
特别是薄板小径冲裁,滞留在凹模内的材料与凹模之间摩擦力较小容易引起废料上移。
在实际生产过程中,具体原因较为复杂,主要有以下几种。
(1)凸模与凹模之间的间隙过大时容易发生废料上移。
(2)由于对凹模的直壁进行了抛光或高精度磨削,凹模直壁部分过于光滑,容易发生废料上移。
(3)凹模的直壁过高,存储的废料过多,向下的摩擦力增大,容易发生废料上移。
(4)废料下落不顺畅,碰到凹模刃口下面的其它零件,造成废料堵塞易于发生废料上移。
(5)薄板冲裁时,冲裁废料的形状大而薄,紧紧吸附在冲头下面。
(6)由于使用高粘度润滑油,因粘附力较大而产生粘附现象。
(7)凹模研模后,刃口过于锋利。
(8)卸料板的位置、功能不合适,与凸模周边的间隙不均匀。
(9)在模具加工或冲压生产过程中,凸模上面产生磁性而产生吸附现象。
(10)冲压生产过程中,凸模插入凹模的深度削、。
(11)凹模加工形状有误差,冲裁时,排出的废料尺寸d比凹模孔直径尺寸D小,容易发生废料上移。
2废料上移的应对措施在实际生产过程中,为防止废料上移,通常的采取以下几种应对措施。
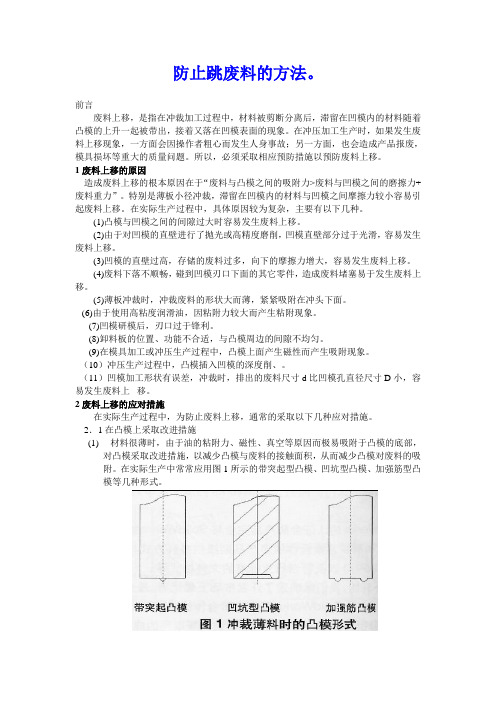
2.1在凸模上采取改进措施(1) 材料很薄时,由于油的粘附力、磁性、真空等原因而极易吸附于凸模的底部,对凸模采取改进措施,以减少凸模与废料的接触面积,从而减少凸模对废料的吸附。
在实际生产中常常应用图1所示的带突起型凸模、凹坑型凸模、加强筋型凸模等几种形式。
(2) 弹销器顶料凸模,如图2所示。
高速冲压中防止废料回升的几个解决方法

冲
模 技 术
・
以P G 方式加工 , 凹模刃 口为分体式 的 , 才能实现 上述结构 , 图3 a 中H值一般为 凸模切人深度 的 7 0 %,
件
且适合 于 冲裁 间隙< O . O l m m; 图3 b 适合 于冲裁间 隙>
0. O1 5mm 。
3 . 3 外形 简单 光滑 的 凸模 刃 口设 计 ( p r o i f l e d i e
表1 给 出了沟槽角度与宽度 的推荐值 ( 凹模镶件
厚度为 6 . 5 am时 , r D i e i n s e r t t h i c k n e s s = 6 . 5 m m) 。
料 厚
“
x3
4
表 1 沟槽 角度 与宽度的推荐值
角度参考 值( 凹模 厚度= 6 . 5 0 0 )
n= = = ¨U №
板厚 … t ’ x 3
压 入 部“ ” O . 2 O - 2 0 - 2 O - 3 0 . 4 0 _ 4 O . 5 0 . 5 O . 5 0 . 5 0 . 6 O . 6 O . 6 O . 6
图 6 冲 裁 外 形 的 凸 凹 模 参 数
・
冲
模 技
术
・
就 占据 了他 们 6 0 %以上 的修 模 时间 , 通常处 理跳 废 料 的方 法有 凸模 加 气 孔 , 漏料 孔 加装 吸尘 器 , 凸模 的平 刃 口改 为斜 刃 口或锥形 刃 口, 凹模刃 口钓鱼 法 等等 , 这 些 都是 冲 压工 厂 处理 跳 屑 常用 方法 , 不 再 赘述 , 在 此本 文将 主要介 绍几种 基 于 凹模 刃 口不 同
. 1 5 m m; 当板 厚 > 0 . 5 mm, R = 0 . 3 5 mm。 ( 2 ) 冲裁外形的加工方式为光学 曲线磨 ( P G ) , 如 0 ( 3 ) 沟槽 深 度 : 一般的 , 其 值 等 于 冲 切 间 隙 图5 所示 。 ( c u t t i n g c l e a r a n c e ) 或取 板 厚 的 5 %。
高速级进冲压中废料回跳问题的解决方案

高速级进冲压中废料回跳问题的解决方案近年来,随着工业生产的持续发展,高速级进冲压成为传统级进冲压的淘汰,其中废料回跳问题也逐渐出现,严重影响冲压生产率和质量。
废料回跳指的是在高速级进冲压过程中,由于模具的废料板积聚在模具表面,当模具运动到最高点时,废料板弹起,被模具表面弹起至上一个模具表面,从而影响冲压质量,并损害设备。
二、问题分析
废料回跳主要是由于模具设计原因造成,模具制造过程中模具本身质量可能存在缺陷,从而导致模具表面缺乏摩擦力,废料板在模具表面堆积,其冲压膨胀率大于模具,这样废料板就容易被模具表面弹起至上一个模具表面,制造过程中废料会被不断叠加,造成废料回跳问题。
此外,在冲压过程中,由于模口大小不同,加上模具不同的运动速度,会导致冲压力度及冲压水平的不均匀,不仅会增加冲压失效率,也容易使冲压件面出现较大的凹脊,导致废料回跳问题。
三、解决方案
(1)模具制造方面:改进模具设计,将模具表面改为模具边缘,使模具表面能有足够的摩擦力,防止废料板积聚,减少废料回跳现象。
(2)冲压过程方面:根据情况,采取不同冲压力度和冲压水平,将应力平均分布在冲压制件上,避免冲压失效,减少废料回跳现象。
(3)模具清理方面:经常清理模具表面,定期更换模具零件,以确保模具表面摩擦力充足,及时清理废料残留,防止废料回跳。
四、结论
高速级进冲压中废料回跳问题是一个很复杂的问题,解决这个问题需要从模具制造,冲压过程和模具清理三个方面入手,综合运用这些技术,可以有效解决高速级进冲压中废料回跳问题。
冲压生产中不良产品产生的原因及防止对策

.. 料 被 冲 子 带 上来 则 称 为带 废料 ;堵 废 料 则 是 由于 冲压 时 废 料 涨 2 1 6设 计人 员的经验 不足 设计时刀 口的间隙不合理 , 或单面切料 , 另一面悬空 , 而未 大 或 细 屑 粘 在人 块侧 壁 上 而 卡 住废 料 ,废 料 不 能 顺 利 从 人 块 孔
● —
£ —- L —
l 刚 吾
材 料 材 质 比较 软 的 ,如 黄 铜 、青铜 、铝 材 等 更 容 易 产 生 细
模 具 中的 跳 屑 、跳 废 料 与 堵 废 料 的 现象 一 直 以来 是 困扰 企 屑 ;不 锈 钢 、冷 轧 钢 板 、热 轧 钢 板 及 黑 皮 铁 板 类 就 不 易 产 生 细 屑 。 是 因 为 软 料 的粘 性 比较 好 , 易 粘在 冲 子上 。 薄 的 材 料 这 更 较 业 五 金 续 模 生 产 的 一 道 难 题 。 所谓 跳 屑 ,主要 是 因为 材 料 在 剪 和 废 料 外 形 较 小 、 规 则 的 形状 , 本 身较 轻 , 口的 摩 擦力 较 较 其 切 切 时 上 下 模具 存 在 间 隙 ,被 切 材料 本身 晶粒 细小 产 生 断裂 ,脱 小, 整个废料 容易被冲子带上来产生跳废料 。 离 原来 的 材 料本 体 ,粘 在 冲子 上 一 起 带 离模 面 ;如 果 是 整 个 废
这种情况在小企业最为普遍 。 爆 脱板 。 这些 都 会 直 接 影 响到 生产 速 度 和产 品 品 质 ,有 时 不 得 依靠现场模具师傅去想办法 ,
. 不 停 机 维 修 清理 废 料 ,有 的企 业 在 模 具 外 面 加 风 枪 等 方 法 ,效 2 2跳屑 和 跳废 料 的 防止 对 策 针对 以上原 因 ,我们尽量在设计和制造中可采取 以下一些 果 均 不 理想 。这里 提 供 一种 有 效 的解 决 方案 旨在 能 解 决 此 问题 。
高速冲裁中防止废料上跳的方法

冲裁 机 理 : 隙越 大 , 被 冲 材 料 的拉 应 力 越 大 , 件 间 则 制 分 离后 ,材料应 力恢 复造 成 废料 小 于 凹模 刃 口尺寸 而 上浮 。所 以多 任务 位级进 模 , 冲裁 间隙 常取 偏小 值 : 黑
色 金 属 , ( %~ 0 ); 色 金 属 z ( %~ % )。对 于 8 1% 有 =5 8
维普资讯
2 4
粗 了导正 销 的直径 并缩 短 长度 ,并将 导 正销 头部 形状 由原 3 。 角 改为 6 。 0锥 o 锥体 形 , 端 圆角 光 滑过 渡 。 冲 尖
《 模具 制造 》 20 . 1总第 6期 02 No
冲 裁 间 隙 是 造 成 废 料 上 浮 的 关 键 原 因 之 一 ,根 据
囤 2 改 变 凸端 面 形状
用下 , 迫使 制件或 废料 与 凸模 进 入 凹模 腔 内。
22 改变 凸模 端面 形 状及采 取吹气 措 施 、
在 高速 冲裁 时 , 件需 要 用导 正销 精确 定 位 时 , 制 可
将 导正销 和 弹簧顶 料针设计 成 一体 如 图 3所 示 , 该结
关键 词 冲裁 废料 方法
1 高 速 冲 裁 废 料 上 跳 的 原 因
形 、 台等 , 图 2所 示 。也可在模 端 面适 当位 置钻孔 凸 如 穿 上气 孔 , 输人 高压 空气 排除废 料
在 多工 位级进 模 高速 冲裁 过程 中 ,凸模 冲裁下来
的工 艺废 料 往往 有 “ 回升 ” 象 , 常发 生 冲 裁废 料 上 现 经 跳 至 凹模表 面 , 卷 料表 面产 生 印痕 、 屑 。这 种废 料 使 碎 上 跳 的现象 , 轻则 压 伤制 件 , 则 损坏模 具 。其 主要形 重 成 原 因是 : 速 压力 机 冲裁 时 速 度快 , 高 经过 弹 性 变形 ,
冲孔跳废料的解决方案
冲孔跳废料的解决方案随着工业化的进程,冲孔跳废料已经成为各个行业中常见的问题。
冲孔跳废料指的是在冲压过程中,金属材料被冲压工具冲击后产生的废料。
这些废料不仅浪费了原材料,还给生产过程带来了很多问题。
因此,寻找解决冲孔跳废料问题的方法和方案就变得尤为重要。
为了有效解决冲孔跳废料问题,我们需要从以下几个方面入手:1. 设计优化:通过对冲压工具的设计优化,可以减少冲击力的传递,从而减少废料产生。
例如,可以优化冲压模具的结构,增加导向装置,减少材料的跳动和变形,从而降低废料的产生。
2. 材料选择:选择适合冲压加工的材料,可以有效减少废料的产生。
一些易于冲压的材料,如铝合金、镁合金等,具有较好的可塑性和延展性,可以减少冲压过程中的断裂和变形,从而减少废料的产生。
3. 工艺优化:优化冲压加工过程中的工艺参数,可以减少废料的产生。
例如,合理设置冲击力、冲击速度、冲压次数等参数,可以减少废料的产生,提高冲压效率。
4. 废料回收利用:对于产生的废料,可以进行回收利用,减少资源的浪费。
废料可以通过熔炼、再生利用等方式进行回收,再生利用后可以作为再生材料用于生产新产品。
5. 自动化技术:引入自动化技术可以提高冲压加工的精度和效率,减少废料的产生。
例如,采用数控冲床、机器人等自动化设备,可以实现精确控制和高效生产,减少废料的产生。
6. 质量控制:加强冲压加工过程的质量控制,可以减少废料的产生。
通过严格控制冲压工艺参数、加强设备维护和保养、加强操作培训等措施,可以提高产品质量,减少废料的产生。
冲孔跳废料问题不仅涉及到生产效率和资源利用的问题,还涉及到环境保护和可持续发展的问题。
有效解决冲孔跳废料问题,对于提高生产效率、降低生产成本、保护环境都具有重要意义。
因此,各个行业应该重视冲孔跳废料问题,积极寻找解决方案,推动冲压加工技术的发展和进步。
解决冲孔跳废料问题需要综合考虑设计优化、材料选择、工艺优化、废料回收利用、自动化技术和质量控制等方面的因素。
连续冲压中跳废料的防止措施课件

根据冲压工艺和产品要求,选用具有良好润滑性能和分离性 能的专用冲压油。冲压油能够有效降低废料与模具之间的摩 擦,减少跳动现象。
定时喷涂润滑剂
在连续冲压过程中,定时喷涂润滑剂于模具表面,保持模具 的良好润滑状态,减少废料的粘附和跳动。喷涂润滑剂的时 间和频率需要根据实际情况进行调整,以确保最佳效果。
连续冲压中跳废料的 防止措施课件
目录
• 连续冲压工艺简介 • 跳废料问题描述 • 防止跳废料的技术措施 • 操作管理及注意事项 • 案例分析与实践 • 总结与展望
01
连续冲压工艺简介
连续冲压工艺定义
• 定义描述:连续冲压工艺是一种金属加工方法,通过在冲床上使用连续模具对金属板材进行 连续的冲裁、弯曲、拉伸等成形操作,从而生产出具有特定形状和功能的零部件。
THANKS
感谢观看
06
总结与展望
课程总结
系统性与实践性兼具的课件
• 课件内容结合了实际生产经验和专业研究成果,确保 学员能够深入了解跳废料问题的本质,并能在实际工 作中运用所学知识进行有效应对。
• 课件采用了讲解、案例分析、实践操作等多种教学 方法,使学员在多角度、多层次上掌握跳废料的防 止措施。
• 本课件详细介绍了连续冲压过程中跳废料的产生原 因和影响,通过系统性的理论分析和实践性的防范 策略,为学员提供了一套全面且实用的学习资料。
案例三:操作管理在防止跳废料中的作用
操作管理重要性
加强操作管理可以有效减少操作失误,避免因操作不当引 起的跳废料问题。
管理措施
制定严格的操作规程,加强员工培训,建立奖惩制度等。
实践经验
通过实施有效的操作管理,可以显著提高员工操作的规范 性和准确性,降低跳废料现象的发生概率。同时,也有助 于提升企业的整体管理水平和市场竞争力。
高速冲压防冲孔废料回跳法
高速冲压防冲孔废料回跳法在高速冲压中,既要防止冲孔废料向下落料不畅的问题,也要预防冲孔废料向上回跳问题。
冲孔废料回跳到凹模表面上来,会对冲压件表面产生不良压痕,或随条料进给到后道工序,引发叠片冲压的碰刃口事故,加快模具刃口的磨损速度,影响模具总体寿命。
高速冲模设计要首先预防考虑废料回跳的问题,等模具试冲后发现存在废料回跳问题,那时再考虑办法解决问题就麻烦了,轻者要报废一批模具零部件,重者拖延模具交货期损失更大。
1 造成冲孔废料回跳的原因分析造成高速冲压冲孔废料回跳的主要原因,细分析不外乎有:1.1 油膜粘连为让凸、凹模在高速冲压过程中具有良好的润滑性,减少凸、凹模与被冲压材料因高速摩擦产生金属粘连,常采取在冲模滑动部分以及被冲条料上涂加润滑油的措施。
润滑油可以带来很好的润滑效果,但也会在冲头顶端和冲孔废料间产生一种油膜粘附的作用,尤其对软薄材料的冲压加工,常会因油膜粘连而引起废料回跳的现象。
1.2 真空吸附在冲压软质材料时,紫铜、铝等材料在冲压过程中产生挤压塑性变形,常会使冲头顶端和废料间挤压成一个真空状态,这种真空状态具有一定的吸附力,也常将冲孔废料带出凹模表面,形成废料回跳现象。
1.3 冲头钝化引发的废料包裹当冲压达到一定的冲次后,冲头刃口会产生钝化现象,刃口不再锋利,而变成一个很小的R圆角,与冲孔废料就会产生挤压拉深变形的废料包裹现象,形成废料对已钝口的冲头形成一种包裹夹紧力,冲孔废料也会随冲头带出凹模表面,形成废料回跳现象。
1.4 磁性吸附冲模上模刃磨后,由于没有进行反复多次的退磁操作程序,使冲模上模带有很强的磁性吸附力,当被冲压对象是硅钢片等易磁性吸附材料时,就会因冲模上模的磁性吸附力带出冲孔废料,形成废料回跳现象。
2 解决冲孔废料回跳的三条思路解决冲孔废料回跳现象,在模具设计上有三条思路可以采用,即1、在冲头凸模设计上巧加考虑。
2、在冲头、凸模端考虑附加顶出装置。
3、在凹模刃口的设计形式上,采取毛糙面等有效措施。
3如何防止跳屑

如何預防跳屑﹑堵屑在產品類別日益增多的情況下,為了滿足客戶對產品的大量需求,衝壓加工逐步的向高速化生產發展,在日常的工作中由於人,地,物料,沖床,模具,管理等的種種差異與變化,衍生出許多技術障礙,模具在大量生產中的跳屑和堵屑便是其中一例.隨著衝壓團隊經驗的不斷累積,對較易發生跳屑和堵屑的變因已基本掌握並加以控制,以下是針對模具在生產中發生跳屑和堵屑的原因及改善的措施,希望藉此機會與同行共同探討衝壓加工的特性,使既有的技術得到擴展.什麼是跳屑?由於衝壓模具在高速衝切時,衝頭沖入材料, 衝頭四周壓縮材料,而衝頭引起跳屑的主要原因:b.衝切間隙不當:衝切間隙過大或不均時,沖頭對材料沖切力較小.沖下的廢料外形尺寸比模仁小.這樣廢料對模仁的咬合力也就較小.所以廢料就易從下模模仁中跳出.c.切削油選用及用量:切削油選用:一般根據材質的不同选用不同的切削油.例如預鍍材和磷青銅就要使用不同粘度的切削油.在生產時跳屑嚴重的話一般只把切削油加在材料的下表面,以防止廢料被下料沖子粘住.切削油的用量: 切削油的用量與衝切速度有很大的關係.SPM<400時每隔4秒一滴400<SPM<700時每隔3秒一滴SPM>700時每隔2秒一滴d.衝切速度过高易造成跳屑.e.下料沖子及下料刀口过於鋒利,廢料的切斷面光亮帶多而毛刺很少,與入塊之間的磨擦力过小,易被下料沖子吸附出入塊造成跳屑.f.下料沖子研磨后總長度过短造成衝切深度过淺,廢料接近下料入塊的上表面,極易被下料沖子吸附出入塊造成跳屑.g.因下料入塊在設計時是做成有落料斜度的,經常研磨后高度过低間隙變大造成跳屑.異h.異物附在銅材上被帶進入模具.i.材質越硬越容易產生跳屑.j.因振動而使模仁內原本粘在一起的廢料分散產生跳屑.下料沖子與下料入塊的間隙5%以下時: 可以增加切斷面,而切斷面與模仁之間的接觸面積也可以增大.下料沖子外形有小於2倍料厚的弧度.并且是凹角的話. 可以得到較長的切斷面.下料沖子與下料入塊的間隙為5%以上時:大部分的材料沖切出來的尺寸會比下料入塊外形尺寸小.所以可以推定其和模仁的咬合力會較小.i. 下料入塊選用適當的落料斜度:用光學磨床研磨的分割式入塊落料斜度為0.1°用線割的整體式入塊落料斜度為0.5°(如圖10)k.增設跳屑檢知:在下模板(D05A)上加裝檢知器.若發生跳屑,機台則會馬上停機.避免造成擠料.崩沖子等情況的發生.什麼是堵屑?模具在高速運動中,被沖切下來的廢料附著在模仁側壁而產生屑料堵塞.堵屑造成的影響:由於模具在高速運動,所以一旦堵屑就會發生擠料,沖頭崩斷下模入塊崩裂.堵屑對模具的損害很大.引起堵屑的主要原因:a.切削油用量過大造成被沖切下來的廢料附著在模仁側壁而產生屑料堵塞.b.下模落料框口尺寸過小或錯位使廢料不能順暢落下.(如圖12.13)以上改善的措施僅僅是很少的一部份,還有更多更加新穎的方法來等待我們去發掘.這就要求我們不能默守陳規,只有突破才能發展.愿以上談到的一些經驗能和同行們一起分享.審閱:。
冲压模具跳废料的原因分析,冲压模具跳料怎么修时间
冲压模具跳废料的原因分析,冲压模具跳料怎么修时间冲头把多余的废料切除,跳废料就是废料往上跳,跳到下模板上,或者跳到其他地方,总之就是废料从刀口那里跳出来了。
然后可能因为修模人员、设计人员、或产线人员的原因,导致本来已经切除的某些废料又从下模刀口处跳出来了,想想这是多么危险的一件事情。
有可能就造成人身的安全受到威胁,想想是一件多么危险的事情啊。
那么下面我们就来分析下冲压模具引起跳废料的原因,以及防御方法。
1、冲切废料或落料件外形的影响,外形过于简单、重量太轻,就很容易被冲头带上来;2、磁力原因,冲头、或者刀口有磁性,本身就有磁性、因为研磨、冲击改变而带来的磁性等,都很容易把废料吸附上来,特别是与铁有关的材料,如马口铁、SECC、SGCC等,打这些材料的模具零件一定要注意退磁,否则模具就老是跳屑,老是需要人过去修模,这是多么烦心的一件事情;3、冲裁间隙的影响,间隙小或者间隙大都可能会使毛刺随着冲头返回模具表面,加工精度不够,加工误差的影响等。
4、冲裁速度的影响,速度过快有可能会造成冲头与刀口内壁还有废料形成一个活塞,从而造成真空吸附的现象,即冲头把废料从下模刀口里面吸出来。
这样你可以让设计在冲头中间挖个小孔,垫板上也要搞相应的槽,让空气流通就不会造成真空吸附了。
或者把冲头的刃口搞成不一个平面,不是一个平面吸附的可能性就会小些,具体的如图:5、切削油的选用与用量不当,油加多了,或者加的油太黏了,废料吸附在冲头上面掉不下去,导致跳屑;6、凹凸模刃口的锋利程度,太锋利,光亮带多而毛刺少,与刃口凹模避的摩擦力小,容易被冲头吸附;当然这种情况你只能想别的办法来修模具了,不可能把从刀口冲头上下手吧。
7、冲头长度影响,一般我们说冲孔的“冲头”长度等于:夹板的厚度+止挡板的厚度+脱料板的厚度+料厚+(1~2)两毫米,只要符合这个长度就可以了,但是如果太长,料还没压住冲头就开始冲了,容易造成冲头刀口磨损。
8、下模刀口的原因,因为下模刀口一般都是有斜度或者段差的,一般斜度是在3~5°,根据实际需要、模具强度综合考虑。
五金冲压件加工时为什么会跳屑?

五金冲压件加工时为什么会跳屑?
五金冲压件加工时会产生诸多不良的问题,跳屑是其中一种,跳屑的存在会降低生产效率、增加生产成本以及影响模具的寿命等等。
因此我们要具体分析为什么会跳屑,并能采取行之有效的处理对策,从根本上解决跳屑的问题。
1,冲压件加工跳屑的主要原因
主要原因是在高速连续冲裁过程中有切削油,间隙过大等因素的影响,使冲子与废屑之间形成瞬间局部真空,当材料很薄,废屑自身的重量与凹模刃口对其摩擦力之和小于冲子对其的吸附力时,在冲子上升过程中,废屑便吸附在冲子表面,随之上升,从而形成跳屑。
2,五金冲压解决对策
(1)间隙偏大,控制凸凹模加工精度或修改设计间隙;
(2)送料不当,送到适当位置时修剪料带并及时清理模具;
(3)冲压油滴太快,油粘控制冲压油滴油量,或更换油种降低粘度;
(4)模具未退磁,模具、研修后需退磁(冲铁料更需注意);
(5)凸模磨损,屑料压附于凸模上,研修凸模刀口,调整凸模刃入凹模长度;
(6)凸模太短,插入凹模长度不足;
(7)材质较硬,冲切形状简单;更换材料,修改设计。
凸模刃入端面装顶出或修出斜面或弧性(注意方向)。
减少凸模刃部端面与屑料之贴合面积;
(8)应急措施,减小凹模刃口的锋利度,减小凹模刃口的研修量,增加凹模直刃部表面的粗糙度(被覆),采用吸尘器吸废料。
降低冲速,减缓跳屑。
屹纬精密是一家精密金属冲压和金属嵌件注塑生产商,致力于为全球各行各业的客户提供精密金属冲压、金属拉伸和金属嵌件注塑的一站式解决方案。
我们会为您提供咨询服务并根据您的需求进行定制研发,提供电镀、阳极氧化、抛光、清洗,对表面进行光整加工等表面处理,期待与您的进一步合作。
冲压事故的预防措施
冲压事故的预防措施冲压过程是工业生产中常见的金属成形方法,然而,由于高速的金属变形和机械运动,冲压过程中存在一定的风险,部分冲压事故可能导致严重的人身伤害和设备损坏。
因此,采取有效的预防措施对于防止冲压事故的发生至关重要。
本文将介绍一些常见的冲压事故,并讨论几种常用的预防措施。
一、常见的冲压事故1. 物料卡住在冲压过程中,由于不合适的物料进给或堆积,物料可能会卡住或卡死在模具和设备之间,导致生产线停工和设备受损。
2. 机械夹紧伤害冲压设备通常配备夹紧装置以稳定工件和模具,然而,操作不当或夹紧装置故障可能导致夹紧时发生人身伤害。
3. 金属飞溅冲压过程中,金属片可能会从模具中飞溅出来。
这些金属片可能会造成眼部或皮肤伤害,并且可能引发严重火灾或爆炸。
4. 设备故障冲压设备中的故障或机械失效会导致事故。
例如,气动系统故障可能导致设备压力失控,而液压系统泄漏可能导致设备不稳定。
二、预防冲压事故的措施1. 定期维护和检修为了防止设备故障,必须定期进行维护和检修。
对于每台设备,应建立详细的维护计划,并确保所有维修工作按计划执行。
定期检查设备的电气和机械部件,及时更换磨损或老化的零部件,以减少故障的发生。
2. 提供安全培训对于操作和维护冲压设备的相关人员,必须提供全面的安全培训。
这包括正确使用设备的操作程序、危险识别和风险防范知识的传授。
通过安全培训,员工将能够识别潜在的危险并采取适当的措施来预防事故。
3. 定期检查模具和工具定期检查模具和工具的使用状况非常重要。
任何损坏、磨损或松动的模具和工具都应及时更换或修理。
此外,正确的保养和润滑也是保持模具和工具正常运行的关键。
4. 加强安全防护设施在冲压工作场所中,必须设置合适的安全防护设施,如防护栏、安全门、安全警示标识等。
这些设施能够有效地分离操作人员和冲压设备,减少事故的发生。
5. 严格遵守操作规程操作冲压设备的员工必须严格遵守操作规程。
操作规程包括设备的正确使用方法、人身安全的要求、换模和维护程序等。
连续冲压中跳废料的防止措施

收 稿 日期 :2 0 —0 o 2 7—1 9
( )排 样 时 , 过 改 变 切 废 料 的顺 序 , 量 将 2 通 尽
形 状 规 则 的 废 料 变 成 封 闭 轮 廊 , 加 整 个 轮 廊 的 增 卡 料 力 , 图 2所 示 , 2 如 图 a中 的 废 料 2很 容 易 跳
孔 啸, 赵喜广
上海 2 03 ) 0 0 0
( 上海 模 具 技 术 研究 所
摘
要 :随 着制 造 技 术 的 不 断发 展 , 了提 高 生产 效 率 , 工 位 连 续 冲压 越 来 越 多地 应 用 到 冷 为 多
冲 压 生 产 实践 中来 。 随之 也 带 来 了一 些 不 同于 传 统 冲压 的技 术 问题 , 废 料 就 是 其 中之 一 , 跳 若
正缩 宰 L
⑦
o
o
( b)
o
改 变 废料形 状
能很 好 解 决 这 一 问题 , 以很 大程 度提 高 冲压 生 产 效 率 。 可
关 键 词 :跳 废 料 ; 冲压 技 术 ; 续模 ; 连 自动 冲 压 中 图分 类 号 : TG3 6 1 2 1 . 9 文献标识码 : B
Ab t a t sr c :W i h e e p e to a u a t rn e hn l g t t e d v l m n fm n f c u i g t c o o y,i r e o i p o e p o u tv l h o n o d rt m r v r d ciee f
2 1 改 变 废 料 的 形 状 . ( )在 排 样 时 , 过 改 变 切 料 冲 头 的形 状 , 1 通 在
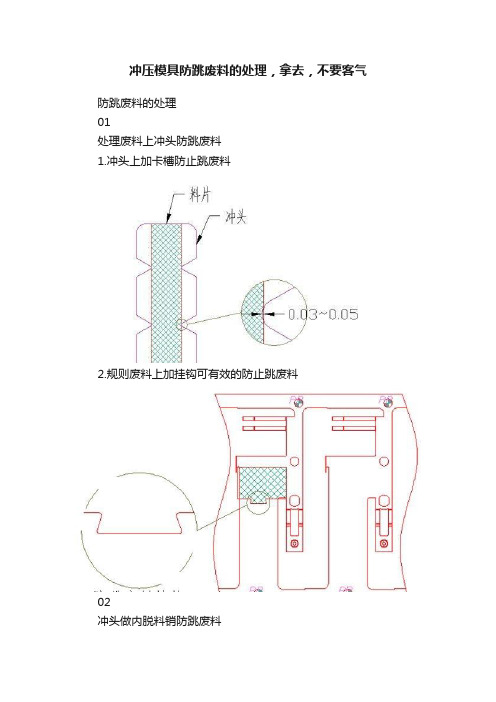
冲压模具防跳废料的处理,拿去,不要客气
冲压模具防跳废料的处理,拿去,不要客气
防跳废料的处理
01
处理废料上冲头防跳废料
1.冲头上加卡槽防止跳废料
2.规则废料上加挂钩可有效的防止跳废料
02
冲头做内脱料销防跳废料
(FLX优先选用)
使用时要注意顶料销的顶出高度,保证在开模状态下顶料销的高度不能露出脱料板,反之易将材料顶变形,影响产品质量.
03
加内吹防跳废料
设计时需注意在做小吹气孔时保证冲头的强度.
04
下垫板做气孔抽废料
下垫板做气管,工作时使刀口内形面真空,使废料在空气的流动中被带出而达到防止废跳料的目的.
05
处理下模刀口防跳废料
1.刀口入子分上下两层,刀口直身位做短,下垫块做逃孔.(图一)
2.小圆孔下模入子做逃孔,单边+0.2~0.
3. (图二)
3.刀口间隙局部做小一半,此方法一般用在刀口间隙大于0.01时选用,对加工要求很高.(图三)。
高速冲压中的废料回跳及预防措施

高速冲压中的废料回跳及预防措施
张桂侠;王怀计
【期刊名称】《长江大学学报(自然版)理工卷》
【年(卷),期】2012(009)012
【摘要】高速冲压中的废料回跳现象对冲压件、冲压模具、冲压设备以及冲压操作人员都会造成一定的安全隐患.防止废料回跳是模具设计人员设计模具时认真考虑的问题之一.阐述了废料回跳的基本概念,在分析发生废料回跳的原因的基础上介绍了防止废料回跳的几个预防措施.
【总页数】3页(P152-154)
【作者】张桂侠;王怀计
【作者单位】安徽国防科技职业学院机械工程系,安徽六安237011;昆山联德精密机械有限公司,江苏昆山215300
【正文语种】中文
【中图分类】TG385.2
【相关文献】
1.高速冷冲压防冲孔废料回跳法 [J], 冯祥龙
2.高速冲压中防止废料回升的几个解决方法 [J], 孙岳
3.高速级进冲压中废料回跳问题的解决方案 [J], 陈传胜;陈杰华
4.高速冲压中防止冲孔废料回跳的方法 [J], 刘建平
5.高速级进冲压中废料回跳问题的解决方案 [J], 陈传胜;陈杰华
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产生原因
冲压时,废料应卡紧在凹模的型腔里,在 后续废料的推动下,从模具的落料孔落下。但 当冲头对废料的吸附力大于凹模型腔对废料的 卡紧力时,废料便随着冲头的上行而跳到模具 的凹模表面来。其主要原因是,冲压过程中冲 压油的使用容易使凸模下表面与废料间产生真 空,使废料下部产生一定的负压而吸附在冲头 上,其次凸凹模间隙过大或者废料的形状过于 规则,而致使废料在凹模内的卡紧内减小,也 易产生跳废料的情况。对于导磁性材料(如钢 材等)的冲压,冲头上的磁性也是产生跳废料 的原因之一。
防止措施
根据以上跳废料产生的原因,可采取以下 几个主面的防止 措施 1. 在排样式尽量避免不封闭规则的废料,如图一 所示,a是不合理的(最有效方法); 2. 点焊模仁表面; 3. 冲子头部磨成异形; 4. 真空吸下法; 5. 冲子中间加工吹气孔或弹顶销; 6. 采用较小的冲裁间隙;
防止措施
7. 减小模仁直刀面的高度; 8. 冲子,模仁退磁; 9. 减小切削油的用量或采用粘度低的切削 油; 10. 对于圆形废料,使镶拼式模仁孔圆心 错开(易产生小毛边); 11. 刀口钝化,研磨刀口;
连续冲压中跳废料的防止 措施
摘要
随着制造技术的不断发展,为了提 高生产效率,多工位连续冲压越来越多 的应用到冷冲压生产的实践中来。随之 也带来了一些不同于传统冲压的技术问 题,跳废料就是其中之一,若能很好的 解决这一问题,可以很大程度的提高冲 压生产效率。
关键词
跳废料,冲压技术,连续模具,自动冲压 With the development of manufacturing technology,progressive die has been u sed more and more in processing area to improve the productivity.Accompany with it,some new problems occur scrap-jumping is one of the problems, the productivity will be improved more if it is 不是高速连续冲压生产 中的关键性问题,但是随着冲压速度的 提高却是极易产生的问题,严重地影响u 冲压的外观品质,更甚有时会影响模具 工作部件的寿命,从而影响模具的精度, 很大程度地影响冲压的生产效率。彻底 防止跳废料,有利于提高产品品质,有 利于冲压生产的顺利进行。本文对跳废 料的原因加以分析,并结合生产实践中 的应用,提出几种跳废料防止措施,并 阐述了其特点及适用场合。