防止五金模具跳废料的方法
防跳屑标准修模方法

防跳屑标准修模方法
防跳屑标准修模方法是一种用于防止塑料注塑过程中出现跳屑现象的修模方法。
跳屑是指在注塑过程中,塑料熔融状态下的气体或其他杂质在注入模具时被挤压出来,导致模具表面出现小凹坑或小孔洞,从而影响制品的质量。
针对跳屑问题,我们可以采用以下的防跳屑标准修模方法:
1. 检查模具表面和排气系统是否存在缺陷,如划痕、裂纹、边角等,及时进行修补或更换。
2. 优化模具的结构设计,增加排气道,使气体和杂质更容易排出。
3. 在注塑过程中,控制注射速度和压力,防止塑料在注入模具时过快或过强,导致气体和杂质被挤压出来。
4. 选择适当的塑料材料,避免使用过老或过陈的塑料,以及含有过多杂质的材料。
5. 定期对模具进行清洁和维护,保持模具表面的光洁度和平整度。
以上是防跳屑标准修模方法的基本步骤,通过细致的检查和有效的修模措施,可以有效地避免跳屑现象的发生,提高制品的质量和生产效率。
- 1 -。
钣金加工厂的模具跳废料解决方法
钣金加工厂的模具跳废料解决方法-五金百科-诚瑞丰科技钣金加工厂的朋友,在生产过程中或多或少会遇到各种小问题,模具跳废料就是其中之一,根据诚瑞丰25年的钣金加工经验,废屑跳出的常见原因有以下几种。
(1)冲头本身振动的原因众所周知,冲头在冲压过程中会产生相对较强的振动。
当冲头的振动和旋转相同时,将发生共振,并且下模中的废料将容易增加。
因此,在冲压过程中应为冲床采取合理的减震措施。
(2)冲压模具材料的原因当冲压模具材料的刚度不足时,会在冲压过程中引起模具的振动,出现废料跳起的现象。
因此,当冲压模的刚性不足时,可以在下模的下方添加背板。
(3)冲压油的原因在冲压过程中使用冲压油会导致油膜附着在废物上。
当油膜太厚时,油膜具有一定程度的弹性,也会导致废料跳起来。
因此,在冲压过程中必须合理使用冲压油,并且必须选择适当的粘度。
(4)上模进入下模的深度太浅当上模进入下模的深度太浅时,废料也容易跳起来。
但是,如何进入太深会影响模具的使用寿命。
因此,上模具进入下模具的深度必须基于待加工产品的厚度在适当的范围内选择。
(5)上模带有磁性在强力的作用下,上模将被磁化到一定程度,从而变成磁性。
这种磁力会导致废料跳起来。
因此,如果废料跳起,上模应消磁。
(6)模具间隙的不对称当上模具和下模具对准时,间隙是不对称的,这使得在冲压过程中废料周围的横截面不一致,从而导致在整个废料上的力不均匀并且使废料跳上。
因此,设置切刀时,打孔间隙要对称。
(7)刀口出现磨损在冲压过程中,刀刃被磨损,模具刀刃产生倒锥,这也将导致废料跳起。
因此,在模具磨损时,刀刃应及时变尖。
(8)钣金加工厂的模具设计问题在模具设计的开始,考虑还不够全面,导致模具设计不合理。
高速级进冲压中废料回跳问题的解决方案

高速级进冲压中废料回跳问题的解决方案近年来,随着工业生产的持续发展,高速级进冲压成为传统级进冲压的淘汰,其中废料回跳问题也逐渐出现,严重影响冲压生产率和质量。
废料回跳指的是在高速级进冲压过程中,由于模具的废料板积聚在模具表面,当模具运动到最高点时,废料板弹起,被模具表面弹起至上一个模具表面,从而影响冲压质量,并损害设备。
二、问题分析
废料回跳主要是由于模具设计原因造成,模具制造过程中模具本身质量可能存在缺陷,从而导致模具表面缺乏摩擦力,废料板在模具表面堆积,其冲压膨胀率大于模具,这样废料板就容易被模具表面弹起至上一个模具表面,制造过程中废料会被不断叠加,造成废料回跳问题。
此外,在冲压过程中,由于模口大小不同,加上模具不同的运动速度,会导致冲压力度及冲压水平的不均匀,不仅会增加冲压失效率,也容易使冲压件面出现较大的凹脊,导致废料回跳问题。
三、解决方案
(1)模具制造方面:改进模具设计,将模具表面改为模具边缘,使模具表面能有足够的摩擦力,防止废料板积聚,减少废料回跳现象。
(2)冲压过程方面:根据情况,采取不同冲压力度和冲压水平,将应力平均分布在冲压制件上,避免冲压失效,减少废料回跳现象。
(3)模具清理方面:经常清理模具表面,定期更换模具零件,以确保模具表面摩擦力充足,及时清理废料残留,防止废料回跳。
四、结论
高速级进冲压中废料回跳问题是一个很复杂的问题,解决这个问题需要从模具制造,冲压过程和模具清理三个方面入手,综合运用这些技术,可以有效解决高速级进冲压中废料回跳问题。
冲孔跳废料的解决方案
冲孔跳废料的解决方案随着工业化的进程,冲孔跳废料已经成为各个行业中常见的问题。
冲孔跳废料指的是在冲压过程中,金属材料被冲压工具冲击后产生的废料。
这些废料不仅浪费了原材料,还给生产过程带来了很多问题。
因此,寻找解决冲孔跳废料问题的方法和方案就变得尤为重要。
为了有效解决冲孔跳废料问题,我们需要从以下几个方面入手:1. 设计优化:通过对冲压工具的设计优化,可以减少冲击力的传递,从而减少废料产生。
例如,可以优化冲压模具的结构,增加导向装置,减少材料的跳动和变形,从而降低废料的产生。
2. 材料选择:选择适合冲压加工的材料,可以有效减少废料的产生。
一些易于冲压的材料,如铝合金、镁合金等,具有较好的可塑性和延展性,可以减少冲压过程中的断裂和变形,从而减少废料的产生。
3. 工艺优化:优化冲压加工过程中的工艺参数,可以减少废料的产生。
例如,合理设置冲击力、冲击速度、冲压次数等参数,可以减少废料的产生,提高冲压效率。
4. 废料回收利用:对于产生的废料,可以进行回收利用,减少资源的浪费。
废料可以通过熔炼、再生利用等方式进行回收,再生利用后可以作为再生材料用于生产新产品。
5. 自动化技术:引入自动化技术可以提高冲压加工的精度和效率,减少废料的产生。
例如,采用数控冲床、机器人等自动化设备,可以实现精确控制和高效生产,减少废料的产生。
6. 质量控制:加强冲压加工过程的质量控制,可以减少废料的产生。
通过严格控制冲压工艺参数、加强设备维护和保养、加强操作培训等措施,可以提高产品质量,减少废料的产生。
冲孔跳废料问题不仅涉及到生产效率和资源利用的问题,还涉及到环境保护和可持续发展的问题。
有效解决冲孔跳废料问题,对于提高生产效率、降低生产成本、保护环境都具有重要意义。
因此,各个行业应该重视冲孔跳废料问题,积极寻找解决方案,推动冲压加工技术的发展和进步。
解决冲孔跳废料问题需要综合考虑设计优化、材料选择、工艺优化、废料回收利用、自动化技术和质量控制等方面的因素。
跳屑原因及对策

Page: 9
E. 刀口的内宽加工成比废料的长度小0.02-0.04mm, 使废料 承弯曲状卡在刀里面,防止跳料.(如图八)
Page: 10
2. 因冲头长度不够而长生跳料:
把握一个原则:按图纸的要求. 但对于冲头与废料接触面积 太大所造成的跳料,可改变冲头形状。(如图九) 以减少接 触面积。
A
B
沖 頭 GAP=T(4~6)%
Page: 4
B模具很顺畅的情况下,由于废料与刀口的内面摩擦次数 多,而把刀口的内面磨损,造成刀口间隙过大. (如图三)
2.冲头的长度太短及冲头与落料接触面太大.
Page: 5
3.刀口的松动.
(如图四)
模板
刀口
模板
间隙
间隙
4.端子油加得太多或端子油黏度太大.
Page: 6
A.设计时把刀口的间隙放在下限上.即GAP=(4%~6%)T. B.把刀口的上端设计为2~3mm的直刀位, 下部加工成斜度 (0.5°-1.0°),增强刀口的耐磨度. (如图五) 直刀位
Page:8
C.把刀口由整体式设计为分体式. (如图六)
A
A
B
D.把刀口的厚度设计为2~3mm,便于废料及时脱落,减少 跳料机会. (如图七)
2.凸模加工斜度角。A或B,C使废料形变或减少与凸模的接触面积,针对1,2,5.
3.凸模加弹钉销。将废料始终按压在凹模腔内,对所有原因造成跳废料皆有效。
4. 安装吸废料机。
page 15
0.002~0.005MM
Page: 13
6. 对于新换过的刀口和研磨过的刀口产生跳料 对策为:
A.在刀口的棱角处用铜片来回刮.
B.用红宝石抛刀口棱角处.
防废料回跳型凹模
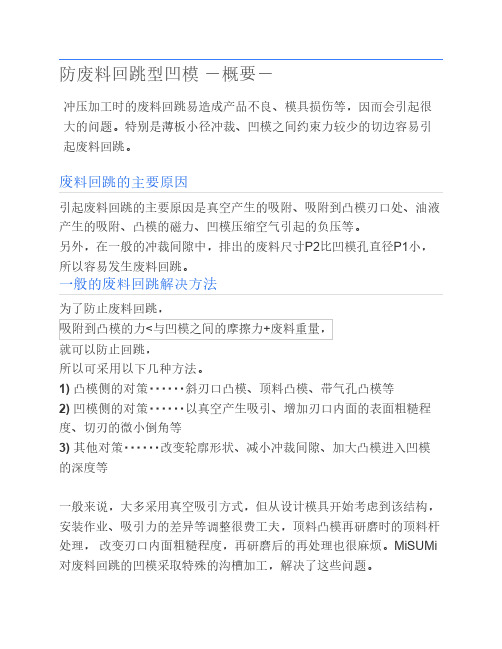
防废料回跳型凹模-概要-冲压加工时的废料回跳易造成产品不良、模具损伤等,因而会引起很大的问题。
特别是薄板小径冲裁、凹模之间约束力较少的切边容易引起废料回跳。
废料回跳的主要原因引起废料回跳的主要原因是真空产生的吸附、吸附到凸模刃口处、油液产生的吸附、凸模的磁力、凹模压缩空气引起的负压等。
另外,在一般的冲裁间隙中,排出的废料尺寸P2比凹模孔直径P1小,所以容易发生废料回跳。
一般的废料回跳解决方法为了防止废料回跳,吸附到凸模的力<与凹模之间的摩擦力+废料重量,就可以防止回跳,所以可采用以下几种方法。
1) 凸模侧的对策・・・・・・斜刃口凸模、顶料凸模、带气孔凸模等2) 凹模侧的对策・・・・・・以真空产生吸引、增加刃口内面的表面粗糙程度、切刃的微小倒角等3) 其他对策・・・・・・改变轮廓形状、减小冲裁间隙、加大凸模进入凹模的深度等一般来说,大多采用真空吸引方式,但从设计模具开始考虑到该结构,安装作业、吸引力的差异等调整很费工夫,顶料凸模再研磨时的顶料杆处理,改变刃口内面粗糙程度,再研磨后的再处理也很麻烦。
MiSUMi 对废料回跳的凹模采取特殊的沟槽加工,解决了这些问题。
图1 防废料回跳型冲模的沟槽形状防废料回跳型凹模的原理和特长1) 防废料回跳型凹模的原理在凹模内侧面,将2处以上的倾斜沟从中心开始向反方向加工。
在冲裁工序初期,冲裁废料会形成和凹模倾斜沟相对应的小突起。
随着凸模下降,若进一步向下面压入,突起部分会被凹模侧面压缩(压平作用),摩擦力增大,从而防止废料回跳。
另外,倾斜沟不是以螺旋状,而是向反方向加工,所以不会随着凸模上升,引起旋转和废料回跳。
2) 刃口形状以及凹模的种类本产品可以有效用于容易产生废料回跳的圆形以及各种异形,而且对和凹模之间约束力较小的边缘切割形状(切边)也很有效果。
3) 操作简单,总体成本降低只要将防废料回跳型凹模装入模具中,就可以发挥作用,所以也可以用于原有模具中,不需要另费功夫再研磨,也不需要再研磨后的再处理。
连续冲压中跳废料的防止措施课件

根据冲压工艺和产品要求,选用具有良好润滑性能和分离性 能的专用冲压油。冲压油能够有效降低废料与模具之间的摩 擦,减少跳动现象。
定时喷涂润滑剂
在连续冲压过程中,定时喷涂润滑剂于模具表面,保持模具 的良好润滑状态,减少废料的粘附和跳动。喷涂润滑剂的时 间和频率需要根据实际情况进行调整,以确保最佳效果。
连续冲压中跳废料的 防止措施课件
目录
• 连续冲压工艺简介 • 跳废料问题描述 • 防止跳废料的技术措施 • 操作管理及注意事项 • 案例分析与实践 • 总结与展望
01
连续冲压工艺简介
连续冲压工艺定义
• 定义描述:连续冲压工艺是一种金属加工方法,通过在冲床上使用连续模具对金属板材进行 连续的冲裁、弯曲、拉伸等成形操作,从而生产出具有特定形状和功能的零部件。
THANKS
感谢观看
06
总结与展望
课程总结
系统性与实践性兼具的课件
• 课件内容结合了实际生产经验和专业研究成果,确保 学员能够深入了解跳废料问题的本质,并能在实际工 作中运用所学知识进行有效应对。
• 课件采用了讲解、案例分析、实践操作等多种教学 方法,使学员在多角度、多层次上掌握跳废料的防 止措施。
• 本课件详细介绍了连续冲压过程中跳废料的产生原 因和影响,通过系统性的理论分析和实践性的防范 策略,为学员提供了一套全面且实用的学习资料。
案例三:操作管理在防止跳废料中的作用
操作管理重要性
加强操作管理可以有效减少操作失误,避免因操作不当引 起的跳废料问题。
管理措施
制定严格的操作规程,加强员工培训,建立奖惩制度等。
实践经验
通过实施有效的操作管理,可以显著提高员工操作的规范 性和准确性,降低跳废料现象的发生概率。同时,也有助 于提升企业的整体管理水平和市场竞争力。
五金冲压的废料是什么材质

五金冲压废料形成的原因
所谓废料是指冲压设备在运行时,五金冲压模具本应冲至下模的现象,而通过下模废孔掉落的废料被带到模具表面影响生产的现象。
一旦模具出现跳跃,废料就会冲破皮带或冲头、刀口,影响冲压件的质量,降低模具的使用寿命,降低生产效率,这是最常见也是最令人担心的问题。
五金冲压时废料形成原因
其它因素造成
1 真空吸尘器,将吸尘器用于清除废物,防止跳跃废物。
2 必须保持冲头和刀刃的锋利度,适量添加冲压油,都有助于防止跳跃浪费。
预防跳废料的方法
1.减少冲头与五金冲压件的接触面积
2 在产品的接触面上插入冲孔。
3 对于大但形状不规则的冲头,可以在冲头中间挖一个洞以减少接触面积。
4 冲头磨异形。
5 在模具的设计中,在冲头中间加入吹气孔,防止带材的吹气。
6 即如果打孔材料是SKD11,可以在打孔器上添加弹簧销以防止碎裂。
7 增加刀刃和废料之间的摩擦力
8 对于嵌入物或组合刀口,可在刀片边缘下1mm左右用盖针“覆盖”,以增加刀口中废料的摩擦。
9 对于侧边、进料站边缘等工艺辅助步骤,可适当复杂废料的形状,以增加废料在凹模中的夹紧力,防止切屑跳跃。
10 在高速冲压过程中,由于冲裁速度高(800 m/s以上)和冲裁过程中的冲压油等因素,冲头与废料位置之间形成局部真空,尤其是冲压材料非常薄时。
由于废料本身重量轻,具有刀刃
的摩擦力很小,在冲裁过程中,会用冲床将废料带到模具表面,并出现跳料浪费的现象。
11 冲角,钝化或过度使用冲压油,薄料和冲孔的有效冲压等都太短,都会造成跳槽浪费。
3如何防止跳屑

如何預防跳屑﹑堵屑在產品類別日益增多的情況下,為了滿足客戶對產品的大量需求,衝壓加工逐步的向高速化生產發展,在日常的工作中由於人,地,物料,沖床,模具,管理等的種種差異與變化,衍生出許多技術障礙,模具在大量生產中的跳屑和堵屑便是其中一例.隨著衝壓團隊經驗的不斷累積,對較易發生跳屑和堵屑的變因已基本掌握並加以控制,以下是針對模具在生產中發生跳屑和堵屑的原因及改善的措施,希望藉此機會與同行共同探討衝壓加工的特性,使既有的技術得到擴展.什麼是跳屑?由於衝壓模具在高速衝切時,衝頭沖入材料, 衝頭四周壓縮材料,而衝頭引起跳屑的主要原因:b.衝切間隙不當:衝切間隙過大或不均時,沖頭對材料沖切力較小.沖下的廢料外形尺寸比模仁小.這樣廢料對模仁的咬合力也就較小.所以廢料就易從下模模仁中跳出.c.切削油選用及用量:切削油選用:一般根據材質的不同选用不同的切削油.例如預鍍材和磷青銅就要使用不同粘度的切削油.在生產時跳屑嚴重的話一般只把切削油加在材料的下表面,以防止廢料被下料沖子粘住.切削油的用量: 切削油的用量與衝切速度有很大的關係.SPM<400時每隔4秒一滴400<SPM<700時每隔3秒一滴SPM>700時每隔2秒一滴d.衝切速度过高易造成跳屑.e.下料沖子及下料刀口过於鋒利,廢料的切斷面光亮帶多而毛刺很少,與入塊之間的磨擦力过小,易被下料沖子吸附出入塊造成跳屑.f.下料沖子研磨后總長度过短造成衝切深度过淺,廢料接近下料入塊的上表面,極易被下料沖子吸附出入塊造成跳屑.g.因下料入塊在設計時是做成有落料斜度的,經常研磨后高度过低間隙變大造成跳屑.異h.異物附在銅材上被帶進入模具.i.材質越硬越容易產生跳屑.j.因振動而使模仁內原本粘在一起的廢料分散產生跳屑.下料沖子與下料入塊的間隙5%以下時: 可以增加切斷面,而切斷面與模仁之間的接觸面積也可以增大.下料沖子外形有小於2倍料厚的弧度.并且是凹角的話. 可以得到較長的切斷面.下料沖子與下料入塊的間隙為5%以上時:大部分的材料沖切出來的尺寸會比下料入塊外形尺寸小.所以可以推定其和模仁的咬合力會較小.i. 下料入塊選用適當的落料斜度:用光學磨床研磨的分割式入塊落料斜度為0.1°用線割的整體式入塊落料斜度為0.5°(如圖10)k.增設跳屑檢知:在下模板(D05A)上加裝檢知器.若發生跳屑,機台則會馬上停機.避免造成擠料.崩沖子等情況的發生.什麼是堵屑?模具在高速運動中,被沖切下來的廢料附著在模仁側壁而產生屑料堵塞.堵屑造成的影響:由於模具在高速運動,所以一旦堵屑就會發生擠料,沖頭崩斷下模入塊崩裂.堵屑對模具的損害很大.引起堵屑的主要原因:a.切削油用量過大造成被沖切下來的廢料附著在模仁側壁而產生屑料堵塞.b.下模落料框口尺寸過小或錯位使廢料不能順暢落下.(如圖12.13)以上改善的措施僅僅是很少的一部份,還有更多更加新穎的方法來等待我們去發掘.這就要求我們不能默守陳規,只有突破才能發展.愿以上談到的一些經驗能和同行們一起分享.審閱:。
五金连续冲模常见不良及其改善措施
五金连续冲模常见不良及其改善措施一、冲裁中常见不良(一)跳屑1. 跳屑的儿种悄况:(1) 切边时的跳屑:原因:系不完整的冲孔废料难以有效卡在模仁里,故易跳屑。
改善措施:修边结构复朵化。
(2) 小方孔,小圆孔跳屑:原因:a 、 间隙太大b 、 有较多的油C 、料太薄改善措施:收紧间隙减少用油加向下吹气,在废料下面形成负压设变模仁加工方式(改为PG 加丄),提高刃口段光洁度对冲子结构作重新设计对铁材产品模具备品须退磁干净细小废屑:(常见于有撕破的模具,有重切时尤为时显,821-220模) 大片废屑的跳屑原因:同(2)改善措施:加顶杆加吹气对其形状复杂化(和carry 相连一侧)其他状况的跳屑: 原因:工序排配设计不合理。
改善措施:巫新调整工序排配(重新设计接刀)跳屑的危害产生模痕,压伤等不良对间歇性跳屑,不易发现,极易流出不良品。
维修不易(常采用异性冲子,刃口披覆等有损备品寿命和产品断面质量的方式)致生产效率和稼动率低不良品产生时常需要大量的人工进行挑选 (二)金属线危害组装成成品后,极易造成短路(short ),是要绝对禁止的严重一种不良2、 脱落时易在产品上产生模痕3、 当有发生时须耗费大ft 的人力对其重工a 、b 、c a 、 b 、 2. ⑴ ⑵ ⑶产生原因常见于有撕破的模具,比如2、先向下撕破,后乂被向上拍平,撕破切口处产生二次挤压,形成金属线2、 先向一个方向撕破后乂向相反方向折弯成形3、 一次撕破折弯不到位时,让设计不合理改善措施撕破处后面工站闪开(放电)避免撕破和被反复拍打。
(抽引毛坯的准备)2、 对抽引,有撕破准备毛坯的后面各工站,均应闪开撕破缝隙处,或是重新对carry 进行设计,以改善其变形,防止接缝段太长。
3、 撕破方向应和后续"进行的成形方向一致,能采用一次撕破折弯成形方案的 要尽可能采用。
4、 在撕破处须进行二次forming,要合理设计•穿过缝隙的冲子和模仁与撕破口间的间隙>0.02 (三)冲子蹦根源:结构设计不合理2、直刀面太长为(大于10mm )2、 该用PG 加工(光学研磨)的未用,III 于压板槽的影响,使用强度大大削弱C820-380N1)3、 采用PG 加工时结构设计不合理,PG 槽对其削弱很多,822-173U 形冲子4、 弧量的部分太过细长5、 太过细小冲子的导向段送样不合理(入子加工方式不好) 改善措施: PG 加工的冲子直刀面应小于10mm长^*宽<3^*3者应采用PG 加工方式来设计和加工对大多数改U 形结构冲子来讲,尽量釆用PG 加工,也应采用分体式结构, 以尽量减小对其强度的削弱。
冲压模具跳废料的原因分析,冲压模具跳料怎么修时间
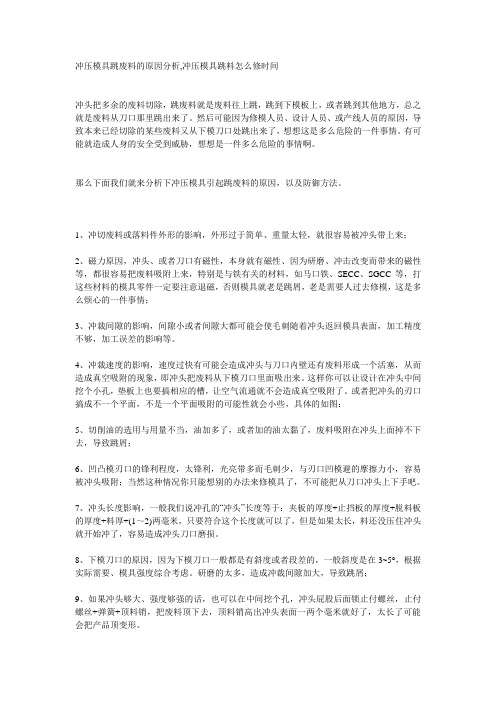
冲压模具跳废料的原因分析,冲压模具跳料怎么修时间冲头把多余的废料切除,跳废料就是废料往上跳,跳到下模板上,或者跳到其他地方,总之就是废料从刀口那里跳出来了。
然后可能因为修模人员、设计人员、或产线人员的原因,导致本来已经切除的某些废料又从下模刀口处跳出来了,想想这是多么危险的一件事情。
有可能就造成人身的安全受到威胁,想想是一件多么危险的事情啊。
那么下面我们就来分析下冲压模具引起跳废料的原因,以及防御方法。
1、冲切废料或落料件外形的影响,外形过于简单、重量太轻,就很容易被冲头带上来;2、磁力原因,冲头、或者刀口有磁性,本身就有磁性、因为研磨、冲击改变而带来的磁性等,都很容易把废料吸附上来,特别是与铁有关的材料,如马口铁、SECC、SGCC等,打这些材料的模具零件一定要注意退磁,否则模具就老是跳屑,老是需要人过去修模,这是多么烦心的一件事情;3、冲裁间隙的影响,间隙小或者间隙大都可能会使毛刺随着冲头返回模具表面,加工精度不够,加工误差的影响等。
4、冲裁速度的影响,速度过快有可能会造成冲头与刀口内壁还有废料形成一个活塞,从而造成真空吸附的现象,即冲头把废料从下模刀口里面吸出来。
这样你可以让设计在冲头中间挖个小孔,垫板上也要搞相应的槽,让空气流通就不会造成真空吸附了。
或者把冲头的刃口搞成不一个平面,不是一个平面吸附的可能性就会小些,具体的如图:5、切削油的选用与用量不当,油加多了,或者加的油太黏了,废料吸附在冲头上面掉不下去,导致跳屑;6、凹凸模刃口的锋利程度,太锋利,光亮带多而毛刺少,与刃口凹模避的摩擦力小,容易被冲头吸附;当然这种情况你只能想别的办法来修模具了,不可能把从刀口冲头上下手吧。
7、冲头长度影响,一般我们说冲孔的“冲头”长度等于:夹板的厚度+止挡板的厚度+脱料板的厚度+料厚+(1~2)两毫米,只要符合这个长度就可以了,但是如果太长,料还没压住冲头就开始冲了,容易造成冲头刀口磨损。
8、下模刀口的原因,因为下模刀口一般都是有斜度或者段差的,一般斜度是在3~5°,根据实际需要、模具强度综合考虑。
五金冲压件加工时为什么会跳屑?

五金冲压件加工时为什么会跳屑?
五金冲压件加工时会产生诸多不良的问题,跳屑是其中一种,跳屑的存在会降低生产效率、增加生产成本以及影响模具的寿命等等。
因此我们要具体分析为什么会跳屑,并能采取行之有效的处理对策,从根本上解决跳屑的问题。
1,冲压件加工跳屑的主要原因
主要原因是在高速连续冲裁过程中有切削油,间隙过大等因素的影响,使冲子与废屑之间形成瞬间局部真空,当材料很薄,废屑自身的重量与凹模刃口对其摩擦力之和小于冲子对其的吸附力时,在冲子上升过程中,废屑便吸附在冲子表面,随之上升,从而形成跳屑。
2,五金冲压解决对策
(1)间隙偏大,控制凸凹模加工精度或修改设计间隙;
(2)送料不当,送到适当位置时修剪料带并及时清理模具;
(3)冲压油滴太快,油粘控制冲压油滴油量,或更换油种降低粘度;
(4)模具未退磁,模具、研修后需退磁(冲铁料更需注意);
(5)凸模磨损,屑料压附于凸模上,研修凸模刀口,调整凸模刃入凹模长度;
(6)凸模太短,插入凹模长度不足;
(7)材质较硬,冲切形状简单;更换材料,修改设计。
凸模刃入端面装顶出或修出斜面或弧性(注意方向)。
减少凸模刃部端面与屑料之贴合面积;
(8)应急措施,减小凹模刃口的锋利度,减小凹模刃口的研修量,增加凹模直刃部表面的粗糙度(被覆),采用吸尘器吸废料。
降低冲速,减缓跳屑。
屹纬精密是一家精密金属冲压和金属嵌件注塑生产商,致力于为全球各行各业的客户提供精密金属冲压、金属拉伸和金属嵌件注塑的一站式解决方案。
我们会为您提供咨询服务并根据您的需求进行定制研发,提供电镀、阳极氧化、抛光、清洗,对表面进行光整加工等表面处理,期待与您的进一步合作。
防止五金模具跳废料的方法
防止五金模具跳废料的方法浮料现象在五金冲压模具中是一种常见的不良之现象,浮料产生的原因是多种的,因此其解决方法也是多样的。
下面,店铺为大家分享防止五金模具跳废料的方法,希望对大家有所帮助!防止跳废料的方法废料上移,是指在冲裁加工过程中,材料被剪断分离后,滞留在凹模内的材料随着凸模的上升一起被带出,接着又落在凹模表面的现象。
在冲压加工生产时,如果发生废料上移现象,一方面会因操作者粗心而发生人身事故;另一方面,也会造成产品报废,模具损坏等重大的质量问题。
所以,必须采取相应预防措施以预防废料上移。
1.废料上移的原因造成废料上移的.根本原因在于“废料与凸模之间的吸附力>废料与凹模之间的磨擦力+废料重力”。
特别是薄板小径冲裁,滞留在凹模内的材料与凹模之间摩擦力较小容易引起废料上移。
在实际生产过程中,具体原因较为复杂,主要有以下几种。
(1)凸模与凹模之间的间隙过大时容易发生废料上移。
(2)由于对凹模的直壁进行了抛光或高精度磨削,凹模直壁部分过于光滑,容易发生废料上移。
(3)凹模的直壁过高,存储的废料过多,向下的摩擦力增大,容易发生废料上移。
(4)废料下落不顺畅,碰到凹模刃口下面的其它零件,造成废料堵塞易于发生废料上移。
(5)薄板冲裁时,冲裁废料的形状大而薄,紧紧吸附在冲头下面。
(6)由于使用高粘度润滑油,因粘附力较大而产生粘附现象。
(7)凹模研模后,刃口过于锋利。
(8)卸料板的位置、功能不合适,与凸模周边的间隙不均匀。
(9)在模具加工或冲压生产过程中,凸模上面产生磁性而产生吸附现象。
(10)冲压生产过程中,凸模插入凹模的深度削、。
(11)凹模加工形状有误差,冲裁时,排出的废料尺寸d比凹模孔直径尺寸D小,容易发生废料上移。
冲压模具防跳废料的处理,拿去,不要客气
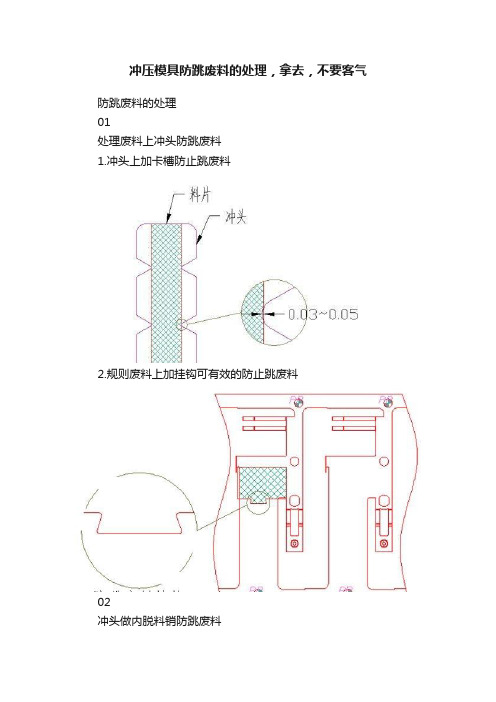
冲压模具防跳废料的处理,拿去,不要客气
防跳废料的处理
01
处理废料上冲头防跳废料
1.冲头上加卡槽防止跳废料
2.规则废料上加挂钩可有效的防止跳废料
02
冲头做内脱料销防跳废料
(FLX优先选用)
使用时要注意顶料销的顶出高度,保证在开模状态下顶料销的高度不能露出脱料板,反之易将材料顶变形,影响产品质量.
03
加内吹防跳废料
设计时需注意在做小吹气孔时保证冲头的强度.
04
下垫板做气孔抽废料
下垫板做气管,工作时使刀口内形面真空,使废料在空气的流动中被带出而达到防止废跳料的目的.
05
处理下模刀口防跳废料
1.刀口入子分上下两层,刀口直身位做短,下垫块做逃孔.(图一)
2.小圆孔下模入子做逃孔,单边+0.2~0.
3. (图二)
3.刀口间隙局部做小一半,此方法一般用在刀口间隙大于0.01时选用,对加工要求很高.(图三)。
生产精密五金冲压模具加工件,跳料怎么办?
生产精密五金冲压模具加工件,跳料怎么办?
在生产精密五金冲压模具加工件的过程中,难免会遇到一点问题,跳料就是其中一种。
不过不用担心,诚瑞丰拥有熟练的解决方案来应对这方面的问题,下面就来分析一下。
1.冲压件跳料的原因:
为了提高精密五金冲压模具加工件的品质,根除跳料的现象,制定解决问题的方案,首先要对生产工具进行检查,在发生问题的第一时间,冲压工程师就发现:
①不锈钢材料更容易出现跳废料的现象,而且经常是由于凹凸模的刃口磨
损导致,钝化后的刃口与冲件的断口接触,容易导致撕裂问题发生。
②此外,不难发现,凹凸模在工作中还会出现冲压深度不均匀的现象,有时
候过深,有时候过浅,造成产品的品质不统一,废料在不间断的冲压中从落料口掉落的难度增大,使其挤压弹跳上来,附带毛刺产生。
2.解决跳料的方案:
根据经验,要想生产出高质量的精密五金冲压模具加工件,就得解决上述分析的问题,诚瑞丰建议以下几种方法:
①在模具刃口上做改变,将刃口改造成球冠型或者增加凸模的斜面坡度,并
对凸模做退磁处理并增加顶料钉。
②对于冲压深度过浅的模具,可将导套底部磨去2MM,再将凹模的刃口磨成
倒角,增大冲压后的废料摩擦阻力,使废料保留在凹模内部,阻止废料上跳。
深圳诚瑞丰在五金冲压件供应行业深耕23年,提供各种精密件、大型拉伸件、复杂结构件的定制业务,欢迎联系合作!。
一种防止废料上跳的冲孔刀口结构
一种防止废料上跳的冲孔刀口结构摘要:在精密五金背板模具冲压领域中,因产品上冲孔需求较多,很多小于3.0以下的小孔因废料体积较小、重量轻的缘故,频繁跳出模面,导致压伤产品,极大地降低了生产效率和产品合格率。
本文从可实施性和改善成本方面来考虑,在冲孔刀口上增加了4个弧形缺口,降低了废料跳出模面的频率。
关键词:小孔;废料;压伤;背板1 原因及对策分析:在背板显示屏产品中,这种小孔很多,每个产品都有150个左右,当自动线高速生产时,冲出的小孔废料经常跳出模面而不能及时清理,使得后一工站的产品在移动到当前工站时被压伤(图1、图2),降低了生产效率和产品良率。
本文依据冲孔部件的组成及实际的生产状况(图3),初步的解题思路主要从调整下模刀口间隙及降低下模板的高度来考虑,使之与产品保持有一定的空间,但废料还是会跳上来,累积后就会压伤产品。
如不解决这个问题,生产时极易将产品压伤,导致产品报废,1个产品几十块,还会影响电视的出货量,带来的经济损失很大。
如果及时发现了,就要停线维修,生产效率会降低,而且新制入块也会产生一定的维修成本。
从多方面分析得出:废料上跳主要集中出现在3.0以下的、形状比较规则的孔上面,如小圆孔,方形孔类的,因其外形光滑,且废料体积小,就易随着冲床向上运动过程中的真空吸力给带上去,生产久一点后,也易被冲头上磨损而产生的磁力带出模面。
产品上孔的大小因结构需要不能改,那么1.能否将冲针分成两部分,先顶住材料,让材料预先作用,以减少冲针与废料的接触面积,再来冲切废料? 2.或是将刀口面覆盖一层薄膜,在冲头上升的过程中自动粘合以防止废料上跳?以上第1点,让材料预先作用,想到的就是将冲针做成子母冲(图4),不过,因为冲孔作用面较少(只有1.3左右),所以这种方案实际上实施起来不太现实。
以上第2点,将刀口面覆盖一层薄膜,在冲头上升的过程中自动粘合以防止废料上跳。
因所有零件都自制,并非标准件订购,而这种薄膜的材质目前市面上也没有(图5),所以这种方案也被否决。
五金模具跳屑原因及对策
工成稍大的斜度(0.5°-1.0°), 增強刀口耐磨性. (如圖五)
直線段
Page:8
C.把刀口由整體式設變為分體式. (如圖六)
A
AB
D.把刀口的厚度設變為3-5mm, 便於料片及時脫落,減少
B. 沖頭退磁處理,沖頭加上吹氣裝置, 沖頭上加頂料銷等. Page:14
觸面積.
A
B
C
Page:11
3.對刀口松動產生的跳屑, 其永久性對策 是把模板的框口加工成可換式. (如圖十)
4.沖切油加得太多產生的跳屑. 對策為: 規
定滴加油辦法,執行層確實執行. 沖切油粘度大, 可選擇稍揮 發性的沖切油.
Page:12
5.對於因料片形狀簡單而產生的跳屑 ,對策為:
A.人為將料片形狀復雜化. B.對於圓形料片,模具設計時可以把組成圓形的兩個半圓心位
沖 頭
GAP=T(4~6)%
Page: 4
B.模具很順暢的情況下,由於料片與刀口的內面來回 摩擦次數多,而把刀口的內面磨損,造成刀口的間隙大.
(如圖三)
2.沖頭的長度太短及沖頭與料片接觸面太大.
Page: 5
3.刀口的松動. (如圖四)
模板
刀口
模板
間隙
間隙
4.沖切油加得太多或沖切油粘度太大.
Page: 6
跳屑機會. (如圖七)
Page: 9
E.刀口的內寬加工成比料片的長度小0.02-0.04mm, 使料片
呈彎曲狀卡在刀口里面, 防止跳屑.( 如圖八)
Page: 10
2.因沖頭長度不夠而產生跳屑:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
防止五金模具跳废料的方法
浮料现象在五金冲压模具中是一种常见的不良之现象,浮料产生的原因是多种的,因此其解决方法也是多样的。
下面,小编为大家分享防止五金模具跳废料的方法,希望对大家有所帮助!
防止跳废料的方法废料上移,是指在冲裁加工过程中,材料被剪断分离后,滞留在凹模内的材料随着凸模的上升一起被带出,接着又落在凹模表面的现象。
在冲压加工生产时,如果发生废料上移现象,一方面会因操作者粗心而发生人身事故;另一方面,也会造成产品报废,模具损坏等重大的质量问题。
所以,必须采取相应预防措施以预防废料上移。
1.废料上移的原因
造成废料上移的根本原因在于废料与凸模之间的吸附力废料与凹模之间的磨擦力+废料重力。
特别是薄板小径冲裁,滞留在凹模内的材料与凹模之间摩擦力较小容易引起废料上移。
在实际生产过程中,具体原因较为复杂,主要有以下几种。
(1)凸模与凹模之间的间隙过大时容易发生废料上移。
(2)由于对凹模的直壁进行了抛光或高精度磨削,凹模直壁部分过于光滑,容易发生废料上移。
(3)凹模的直壁过高,存储的废料过多,向下的摩擦力增大,容易发生废料上移。
(4)废料下落不顺畅,碰到凹模刃口下面的其它零件,造成废料堵塞易于发生废料上移。
(5)薄板冲裁时,冲裁废料的形状大而薄,紧紧吸附在冲头下面。
(6)由于使用高粘度润滑油,因粘附力较大而产生粘附现象。