计数型测量系统分析(小样法)
40.计数型量检具分析(小样法)

零件名称:前壳体螺钉量检具名称:螺纹环规零件图号:HH/CA-3510123A 量检具编号:D—004 测量参数:M8×—6g 量检具类型:通用尺寸规格:M8×—6g 日期:2002.04.18零件名称:调整螺钉量检具名称:螺纹环规零件图号:HH/A-74490905 量检具编号:D—010测量参数:M6×1—6g 量检具类型:通用尺寸规格:M6×1—6g 日期:2002.04.18零件名称:出力杆量检具名称:螺纹塞规零件图号:HH/M-3510012 量检具编号:E—016测量参数:M6×1—6H 量检具类型:通用尺寸规格:M6×1—6H 日期:2002.04.18零件名称:螺母量检具名称:螺纹塞规零件图号:HH/A-64120301 量检具编号:E—004 测量参数:M8×—6H 量检具类型:通用尺寸规格:M8×—6H 日期:2002.04.18零件名称:主缸体量检具名称:螺纹塞规零件图号:HH/M-296×10442C 量检具编号:E—014测量参数:M12×1—6H 量检具类型:通用尺寸规格:M12×1—6H 日期:2002.04.18零件名称:主缸体量检具名称:螺纹塞规零件图号:HH/M-296×10442C 量检具编号:E—015测量参数:M12×1—6H 量检具类型:通用尺寸规格:M12×1—6H 日期:2002.04.18零件名称:主缸体量检具名称:端口卡环槽宽塞规零件图号:HH/M-3505101 量检具编号:G31003—4测量参数:1.6~1.8 量检具类型:专用尺寸规格:1.6~1.8 日期:2002.04.20零件名称:主缸体量检具名称:端口内径量具零件图号:HH/M-3505101 量检具编号:G31003—6 测量参数:φ35.000~35.039 量检具类型:专用尺寸规格:φ35.000~35.039 日期:2002.04.20零件名称:主缸体量检具名称:固定孔量具零件图号:HH/M-3505101 量检具编号:G31003—9 测量参数:φ8.75~8.95 量检具类型:专用尺寸规格:φ8.75~8.95 日期:2002.04.20零件名称:主缸体量检具名称:油杯孔孔径量具零件图号:HH/M-3505101 量检具编号:G31003—10 测量参数:φ19.1~19.3 量检具类型:专用尺寸规格:φ19.1~19.3 日期:2002.04.20零件名称:主缸体量检具名称:油杯沟槽宽检具零件图号:HH/M-3505101 量检具编号:G31003—12 测量参数:6.8~7.0 量检具类型:专用尺寸规格:6.8~7.0 日期:2002.04.20零件名称:主缸体量检具名称:油杯面至沟槽检具零件图号:HH/M-3505101 量检具编号:G31003—13 测量参数:2.9~3.1 量检具类型:专用尺寸规格:2.9~3.1 日期:2002.04.20零件名称:主缸体量检具名称:钢珠孔、回油孔孔径量具零件图号:HH/M-3505101 量检具编号:G31003—20测量参数:φ2.6~2.8 量检具类型:专用尺寸规格:φ2.6~2.8 日期:2002.04.24零件名称:真空助力器带主缸总成量检具名称:“U〞型架专用检具零件图号:HM/AB-3510010AB 量检具编号:JM—001测量参数:186~187.5 量检具类型:专用尺寸规格:186~187.5 日期:2002.04.24零件名称:主缸体量检具名称:主缸出油口检具零件图号:H/M-296×10442C 量检具编号:JM—002测量参数:107 44.5 量检具类型:专用尺寸规格:107 44.5 日期:2002.04.24零件名称:主缸体量检具名称:主缸综合口检具零件图号:H/M-296×10442C 量检具编号:JM—003测量参数:30 40.8 量检具类型:专用尺寸规格:30 40.8 日期:2002.04.24零件名称:入力杆总成量检具名称:传力叉检具零件图号:H/M-3510130 量检具编号:JM—004 测量参数:15.7 15.9 量检具类型:专用尺寸规格:15.7 15.9 日期:2002.04.27零件名称:主缸体量检具名称:端面至卡环槽位置检具零件图号:H/M-296×10442C 量检具编号:JM—005测量参数:30.2~30.4 量检具类型:专用尺寸规格:30.2~30.4 日期:2002.04.27零件名称:主缸体量检具名称:限位销孔位置度测棒零件图号:H/M-296×10442C 量检具编号:JM—006测量参数:4;4.05;9 量检具类型:专用尺寸规格:4;4.05;9 日期:2002.04.27零件名称:初级活塞量检具名称:初级活塞高度检具零件图号:HM/AB-32660766B 量检具编号:JA—001测量参数:80mm 量检具类型:专用尺寸规格:日期:2002.04.27零件名称:初级活塞量检具名称:初级活塞检具零件图号:HM/AB-32660766B 量检具编号:JA—002 测量参数:30mm 量检具类型:专用尺寸规格:日期:2002.04.22零件名称:真空助力器带主缸总成量检具名称:力矩扳手零件图号:H/M-3510010AB 量检具编号:W—001 测量参数:0~45N·M 量检具类型:专用尺寸规格:20~25 N·M 日期:2002.04.22零件名称:真空助力器带主缸总成量检具名称:真空助力器与主缸结合校核圈零件图号:H/M-3510010AB 量检具编号:JA—007测量参数:15 量检具类型:专用尺寸规格:日期:2002.04.22零件名称:出力杆量检具名称:螺纹深度量规零件图号:H/M-3510012 量检具编号:JA—012 测量参数:21min 量检具类型:专用尺寸规格:M6×1 日期:2002.04.20。
计量型测量系统分析与计数型测量系统分析(ppt 178页)

测量系统分析的目的
测量成本; 测量的容易程度; 最重要的是测量系统的统计特性。
10
测量误差的来 源
Discrimination 分辨能力 Precision 精密度 (Repeatability 重复性) Accuracy 准确度 (Bias偏差) Damage 损坏 Differences among instruments and fixtures (不同仪器和夹具间的差异) Difference in use by inspector 不同使用人员的差异(Reproducibility再现性) Differences among methods of use (使用不同的方法所造成差异) Differences due to environment (不同环境所造成的差异)
15
低质量数据的原因和影响
低质量数据的普遍原因之一是变差太大
一组数据中的变差多是由于测量系统及其环境的
相互作用造成的。
如果相互作用产生的变差过大,那么数据的质量
会太低,从而造成测量数据无法利用。如:具有
较大变差的测量系统可能不适合用于分析制造过程,因为 测量系统的变差可能掩盖制造过程的变差。
Reproducibility 再现性
Bias 偏倚( Accuracy准确性) Linearity 线性;
Stability 稳定性。
通常使用测量数据的统计特性来衡量测量系统的质量!
31
理想的测量系统
理想的测量系统在每次使用时: -- 应只产生“正确”的测量结果。 -- 每次测量结果总应该与一个标准值相符。 -- 一个能产生理想测量结果的测量系统,应具有零方
— 测量项目 — 人员 — 测量仪器 — 进行测量的环境条件
MSA标准格式

C-3 1 1 0 0 1 1 1 1 1 1 自评
参考 1 1 0 0 1 1 1 1 1 1
参考值 249.3 254.1 246.6 257.0 254.3 253.2 249.5 251.2 251.8 251.4
代码 II II X III X II II II II II
A*B 0*0 0*1 1*0 1*1 A*B交叉表 27 0 0 123
A-2 1 1 0 0 1 1 1 1 1 1
A-3 1 1 0 0 1 1 1 1 1 1
B-1 1 1 0 0 1 1 1 1 1 1
B-2 1 1 0 0 1 1 1 1 1 1
B-3 1 1 0 0 1 1 1 1 1 1
C-1 1 1 0 0 1 1 1 1 1 1
C-2 1 1 0 0 1 1 1 1 1 1
C-3 1 1 1 1 1 0 1 1 1 0 1 0 0 0 1 1 1 1 1 1 1 1 1 1 1 0 0 1 1 1 1 1 1 1 1 1 1 1 1 1
参考 1 1 1 1 1 0 1 1 1 0 1 0 0 0 1 1 1 1 1 1 1 1 1 1 1 0 0 1 1 1 1 1 1 1 1 1 1 1 1 1
0.000 -0.103 0.02 0.02 0.00 -0.01 0.01 -0.11 -0.11 -0.12
0.017 -0.020 -0.007 -0.010 0.01 0.01 0.01 0.03 0.02 0.00 -0.02 -0.02 0.01 0.00 0.00 0.01 0.02 -0.01 -0.01 -0.02
评价人%(自评)1
评价人%与参考比较2 A 50 50 B 50 50 C 50 50
MSA分析(小样法)

ATTRIBUTE GAGE R&R(Short Method)
报告编号Report NO.LG11-2/20150113
检具名称 Gage Name D568支座检具 检具编号 Gage NO. 测量人员A Operator A 测量人员B Operator B 样品数 Samples D568-8202100-L9-01escription D568支座 产品编号 Part NO. 评价人数 Appraisers 试验次数 Trials 测试日期 Test date D568-8202 2
2
2015.07.01
取样方法:取20个零件,零件必须有30%不在公差范围内。 注意事项 操作方式:选择20个零件,并编号,作业者按编号测量所有零件2次。 Notes 判断规则:合格表示1,不合格表示0。 零件Part 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 操作者A/Operator A A-1 A-2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 操作者B/Operator B B-1 B-2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 结论 OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK Acceptable
检具的接受原则: 如果每个零件的4次测量结果一致,则接受该检具,否 者应改进或者重新评价该检具。 编辑Edit: 审核Check:
计数型测量系统分析报告
计数型测量系统分析报告1. 引言计数型测量系统是一种常用于工业生产和科学研究的测量设备。
它通过对待测物体进行计数来获取其数量信息,广泛应用于物流管理、质量控制和统计调查等领域。
本报告将对计数型测量系统进行分析,包括其工作原理、应用场景、优势和局限性。
2. 工作原理计数型测量系统的工作原理基于显微镜技术和图像处理算法。
首先,待测物体被放置在显微镜下,并通过显微镜成像系统进行放大显示。
然后,图像处理算法对显微镜中的图像进行分析,提取物体的特征并对其进行计数。
常用的图像处理算法包括边缘检测、阈值分割和形态学处理等。
3. 应用场景计数型测量系统在许多领域都有广泛的应用。
以下是几个常见的应用场景:3.1. 生物学研究计数型测量系统在生物学研究中被用于细胞计数和微生物计数等。
通过对细胞或微生物图像进行处理和计数,科学家们可以了解样本中的数量信息,帮助研究生物学过程和疾病机理。
3.2. 智能物流计数型测量系统在智能物流中扮演着重要角色。
它可以用于包裹计数和货物分类,提高物流效率和准确性。
通过自动计数和分类,物流企业可以更好地管理库存和跟踪货物位置。
3.3. 工业生产在工业生产中,计数型测量系统可以用于产品质量控制和制程监测。
通过对产品进行计数和缺陷检测,可以及时发现生产异常并采取相应措施,提高产品质量和生产效率。
3.4. 统计调查计数型测量系统在统计调查中也有广泛应用。
例如,人口普查中可以利用计数型测量系统对人口数量进行统计。
此外,市场调查中的样本计数和选择也可以借助计数型测量系统进行。
4. 优势计数型测量系统相比传统方法具有以下优势:4.1. 自动化计数型测量系统可以实现自动化的计数和分析过程,减少了人工操作和人为误差,提高了测量的准确性和效率。
4.2. 高精度通过利用显微镜技术和图像处理算法,计数型测量系统可以实现对微小物体的计数和精确测量,提供高精度的数量信息。
4.3. 大规模计数计数型测量系统能够快速处理大批量物体的计数,适用于大规模的生产和调查应用。
计数型测量系统分析报告模板
计数型测量系统分析报告模板一、引言计数型测量系统在工业生产和科学研究中具有重要的地位,它可以用于对各种物理量进行精确的测量和计数。
本报告旨在对某一计数型测量系统进行分析,评估其性能和优缺点,为用户提供决策依据和改进方向。
二、测量系统概述1. 测量原理(请根据实际情况填写)2. 系统组成(请根据实际情况填写)三、系统性能评估1. 测量精度测量精度是评价计数型测量系统性能的重要指标。
通过对系统进行一系列标准测量,我们得到了以下结果:(请根据实际情况填写)从上述数据可以看出,该计数型测量系统具有较高的测量精度,在允许误差范围内满足实际需求。
然而,仍有改进的空间。
2. 系统响应时间系统响应时间是指从输入信号发生变化到测量结果显示出来的时间。
经过测试,我们得到了以下结果:(请根据实际情况填写)从上述数据可以看出,系统响应时间较短,可以满足需求。
3. 系统稳定性系统稳定性是指系统在长时间运行过程中能否保持测量精度的能力。
通过长时间实验,我们对系统的稳定性进行了评估。
结果如下:(请根据实际情况填写)从上述数据可以看出,系统具有较好的稳定性,能够在长时间运行过程中保持较高的测量精度。
四、系统优缺点分析1. 优点(请根据实际情况填写)2. 缺点(请根据实际情况填写)五、系统改进方向基于对系统性能评估和优缺点分析的结果,我们提出以下改进方向:1.(请根据实际情况填写)2.(请根据实际情况填写)六、结论综上所述,本报告对某一计数型测量系统进行了全面分析和评估,并针对其性能和缺点提出了改进方向。
通过此报告,用户可了解该系统的性能特点,并做出相应的决策和优化措施。
感谢您的阅读!—- 文档结束—-。
测量系统分析作业指导书

一、测量系统扼要介绍测量系统,即用来对被测特性赋值的操作。
它包括了操作规程、设备、环境、线形及操作人员五个要素。
由于测量系统具有统计特性,就可以选择各种方法来评定测量系统,这就是MSA(测量系统分析)。
每一个测量系统可能需要有不同的统计特性,但有一些特性是所有测量系统必须共有的,它们包括:⑴、测量系统必须处于统计控制中,这意味着测量系统中的变差只能是由于普通原因而不是由于特殊原因造成的,这可称为统计稳定性;⑵、测量系统的变异必须比制造过程的变异小;⑶、变异应小于公差带;⑷、测量精度应高于过程变异和公差带两者中精度较高者,一般来说,测量精度是过程变异和公差带两者中精度较高者的十分之一;⑸、测量系统统计特性可能随被测项目的改变而变化,若发生这种情况,则测量系统最大的(最坏)变差应小于过程变差和公差带两者中的较小者。
测量系统的误差可以分为五种类型:偏倚、重复性、再现性、稳定性及线形,也就是我们对测量系统评定所需要的变量(或者说是统计特性),下面我们就这五个方面的统计特性所牵涉到的概念介绍一下:偏倚:测量结果的观测平均值与基准值的差值。
基准值,也称为可接受的基准值或标准值,一个基准值可以通过采用更高级别的测量设备(例如,计量实验室或全尺寸检验设备)进行多次测量,取其平均值来确定。
重复性:重复性是由一个评价人,采用同一个测量仪器,多次测量同一零件的同一特性时获得的测量值变差。
再现性:再现性是由不同的评价人,采用同一个测量仪器,测量同一零件的同一特性时测量平均值的变差。
稳定性(也叫漂移):是测量系统在某持续时间内测量同一基准或零件的同一特性时获得的测量值总变差。
线形:线形是在量具预期的工作范围内,偏倚值的差值。
二、测量系统研究的准备实施测量系统研究之前应先进行充分的计划和准备,实施之前的准备如下:1.先计划将要使用的方法。
例如,通过利用工程决策,直观观察或量具研究决定,是否评价人在校准或者使用仪器中产生影响。
测量系统分析工作指导书
测量系统分析工作指导书1.目的提供对生产过程中所用的测量系统进行评价的方法,以便了解变差来源,评定、选择和改进测量系统。
2. 适用范围适用于能对每个产品及其零件重复读数的测量系统。
3. 术语无4.责任:4.1.质检部按控制计划制订、组织实施MSA计划,根据分析结果,采取纠正措施。
4.2.生产部必要时,配合进行测量系统分析,提出改进的建议。
4.3.相关操作人员、检验员实施MSA计划。
5. 规定:5.1.1计量型量具分析技术--均值和极差法:5.1.1. 制订“MSA计划表”。
5.1.1.1.按试生产控制计划确定被测特性值及测量工具名称、编号。
5.1.1.2.确定参与测试评价人的人数(2-3名)、名单。
5.1.1.3.确定每人测量的次数(2-3次)。
5.1.1.4.确定样本数(5-10件),收集样本的频率与时间。
5.1.2. 实施测量作业5.1.2.1.采集样本并进行编号。
5.1.2.2.评价人采用盲测方法对样本按规定的次数实施测量作业。
5.1.2.3.将测量数依次记录于“量具重复性和再现性数据表”。
5.1.3. 统计计算作业5.1.3.1.按评价人计算全体样本平均值Xi;5.1.3.2.按评价人计算各零件极差平均值Ri;5.1.3.3.按零件平均值计算全体零件平均值X;5.1.3.4.按零件平均值计算全体极差R p;5.1.3.5.计算所有评价人平均极差之均值R;5.1.3.6.计算所有评价人零件平均值之极差X DIFF;5.1.3.7.计算重复性极差图的控制限;5.1.3.8.将计算结果填入“量具重复性和再现性数据表”相应栏目中。
5.1.4. 重复性极差控制图分析作业5.1.4.1.制作极差图。
5.1.4.2.检查极差图是否受控,若失控应调查识别失控点的不一致原因,并予以纠正重新制作极差图。
5.1.4.3.若被测特性值用于过程控制,检查分辨力,分辨力不足:a. 3个以下极差在控制限内;4个以下极差在控制限内,且1/4的极差为零;5.1.4.4.若分辨力不足应更换测量工具。
计数型测量系统分析(小样法)
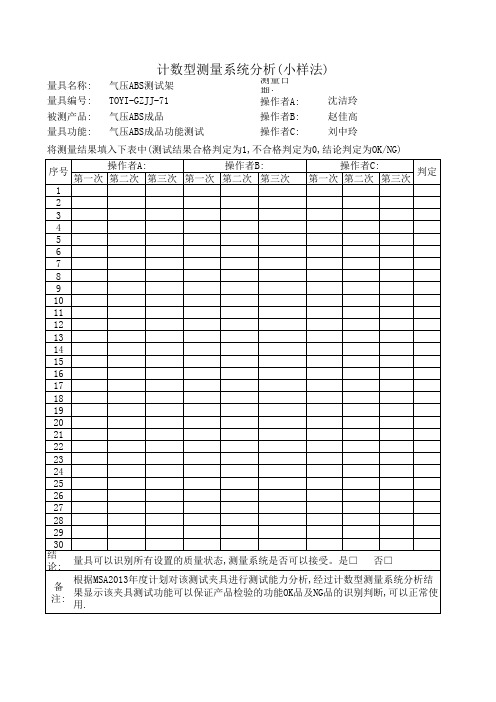
根据MSA2013年度计划对该测试夹具进行测试能力分析,经过计数型测量系统分析结 备注: 果显示该夹具测试功能可以保证产品检验的功能OK品及NG品的识别判断,可以正常使 用. 测试人: 审核:
将测量结果填入下表中(测试结果合格判定为1,不合格判定为0,结论判定为O3 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 结论: 量具可以识别所有设置的质量状态,测量系统是否可以接受。是□ 否□ 操作者A: 操作者B: 第一次 第二次 第三次 第一次 第二次 第三次
序号判定刘中玲气压abs成品功能测试将测量结果填入下表中测试结果合格判定为1不合格判定为0结论判定为okng计数型测量系统分析小样法气压abs测试架沈洁玲toyigzjj71气压abs成品赵佳高
计数型测量系统分析(小样法)
量具名称: 量具编号: 被测产品: 量具功能: 气压ABS测试架 TOYI-GZJJ-71 气压ABS成品 气压ABS成品功能测试 测量日期: 操作者A: 操作者B: 操作者C: 沈洁玲 赵佳高 刘中玲 操作者C: 判定 第一次 第二次 第三次
计数型测量系统分析

计数型测量系统分析
计数型测量系统分析
随机从过程中抽取50个零件,并且样本是覆盖过程范围的零件。
让三个测量员采用盲测法对每个零件测量三次。
将每个测量员的测量结果输入《计数型分析报告》中,当可接受判断时记录为“1”,当不可接受判断时记录为“0”。
用交叉表确定每个测量员之间意见一致程度,用kappa来测量2个测量员对同一目标评价值的一致程度。
“1”表示完全一致,“0”表示不一致。
kappa=(po-pe)/(1-pe)
po=对角线单元中观测值的总和
pe=对角线单元中期望值的总和
判定:若所有的测量结果Kappa值大于0.75,则表示一致性好,则接受;若Kappa≤0.4,则表示一致性差,应立即改进或重新评价量具。
若不能改进的量具,则不能接受,并应找到接受的替代测量系统。
将分析结果记录在《计数型分析报告》中。
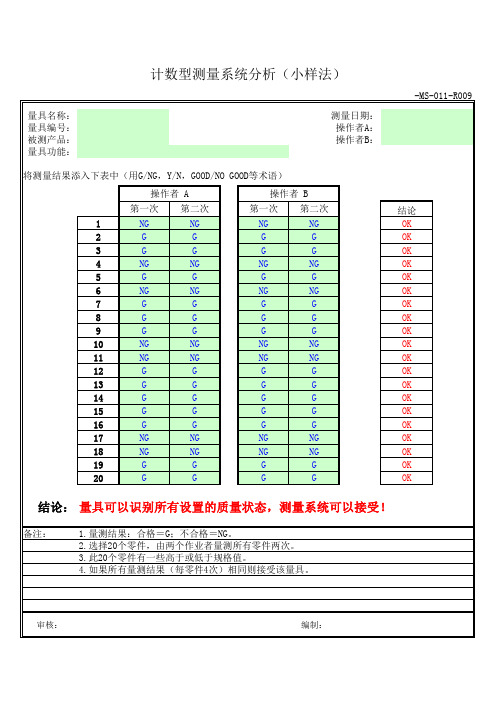
-MS-011-R009计数型测量系统分析(小样法)
审核:
编制:
量具名称: 量具编号: 被测产品: 量具功能:
计数型测量系统分析(小样法)
测量日期: 操作者A: 操作者B:
-MS-011-R009
将测量结果添入下表中(用G/NG,Y/N,GOOD/NO GOOD等术语)
操作者 A
操作者 B
第一次 第二次
1
NG
NG
2
G
G
3
G
G
4
NG
NG
5
G
G
6
NG
NG
7
G
G
8
G
G
9
G
G
10
NG
NG
11
NG
NG
12
G
G
13
G
G
14
G
G
15
G
G
16
G
G
17
NG
NG
18
NG
NG
19
G
Gபைடு நூலகம்
20
G
G
第一次
NG G G NG G NG G G G NG NG G G G G G NG NG G G
第二次
NG G G NG G NG G G G NG NG G G G G G NG NG G G
结论 OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK
结论: 量具可以识别所有设置的质量状态,测量系统可以接受!
备注:
1.量测结果:合格=G;不合格=NG。 2.选择20个零件,由两个作业者量测所有零件两次。 3.此20个零件有一些高于或低于规格值。 4.如果所有量测结果(每零件4次)相同则接受该量具。
小样法位置度检具

13
可通
可通
可通
可通
14
可通
可通
可通
可通
15
可通
可通
可通
可通
16
不通
不通
不通
不通
17
可通
可通
可通
可通
18
可通
可通
可通
可通
19可通可通可通 Nhomakorabea可通
20
可通
可通
可通
可通
备注:可通意为专用位置度检具能放到位;
7#、16#、为预先设置的不合格零件,测量评判时亦被测出;
结论:本测量系统合格.
分析人:
复核:
日期:
计数型数据研究(小样法)
零件名称:
被测参数:孔位置度 规格:
评价人
评价人
序号
A
B
A
B
1
可通
可通
可通
可通
2
可通
可通
可通
可通
3
可通
可通
可通
可通
4
可通
可通
可通
可通
5
可通
可通
可通
可通
6
可通
可通
可通
可通
7
不通
不通
不通
不通
8
可通
可通
可通
可通
9
可通
可通
可通
可通
10
可通
可通
可通
可通
11
可通
可通
可通
可通
12
可通
可通
可通