多轴加工应用技术课件.
多轴加工

数控工艺培训教程西南科技大学专业课程—数字控制技术及高级数控编程西安交通大学多轴加工1、概述多轴加工通常为四轴、五轴加工,即刀具运动包含X、Y、Z、A、B或C等方向其中四个坐标以上的联动。
用于加工复杂零件,如具有复杂形状的透平叶轮、大曲率空间凸轮等。
1、概述(续)‰ 曲线五轴加工‰ 钻孔五轴加工‰ 侧壁五轴加工‰ 曲面五轴加工‰ 流线五轴加工‰ 旋转四轴加工ÊToolpath→Multiaxis1、概述(续)‰ 刀具路径: 层切、行切、往复切、U V线切、等高线切等,分别适用于粗加工、精加工、清根加工。
‰ 用刀方法: 底刃、侧刃、前倾、后倾、侧倾。
例如,用球头刀加工曲面,由于越接近刀尖线速度越小,甚至为零,加工质量不高,所以需要把刀具倾斜以提高加工质量。
1、概述(续)创建多轴镗铣加工的一般步骤:‰进入相关加工方式‰选择待加工几何体‰设定加工参数‰验证刀位轨迹‰生成G代码程序2 切削方向¾切削方向:沿曲面箭头所定义的方向3 刀具轴控制方式¾刀具轴控制方式9 领先/滞后曲面9 直线9 点9 曲线9 曲面3 刀具轴控制方式(续)9 Lead/Lag Surface由lead angle值决定刀具轴的方向Êlead angle值为负¾刀柄滞后于刀尖Êlead angle值为正¾刀柄领先于刀尖Êlead angle值为03 刀具轴控制方式(续)9 Point(点):使刀轴始终通过该点来控制刀轴矢量。
用于加工口小腔大的区域。
3 刀具轴控制方式(续)9 Curve(曲线)类似于Point 方式来控制刀轴矢量,使刀轴在切削过程中始终对准控制曲线上的点。
在此可以通过设定Lead Angle和Side Angle(侧角)参数值来辅助曲线方式控制刀轴,系统将自动计算最好的刀具方位。
其中Side Angle(侧角)平面垂直于Lead Angle平面。
多轴加工应用技术
学而不思则罔--思而不学则殆
五轴机床的定义
含义:多数实用五轴机床是由三个直线坐标轴
和二个旋转轴组成的。 直线坐标轴为X、Y、Z轴,那么: 绕X轴旋转的旋转轴称为A轴 绕Y轴旋转的旋转轴称为B轴 绕Z轴旋转的旋转轴称为C轴 虽然定义了三个旋转轴,但是在实际中只用 到了两个旋转轴。
学而不思则罔--思而不学则殆
四轴-旋转工作台A轴,旋转主轴
旋转工作台A轴特点:机床刚 性好,但受旋转台的限制,不 适合大型零件。
旋转主轴特点:旋转灵活,适合各 种形状大小零件,但是机床刚性差, 不能重切削。
学而不思则罔--思而不学则殆
学而不思则罔--思而不学则殆
五轴机床类型
Table-Table(双转台) 刀轴方向不动,两个旋转轴均在工作台上;工件加工时随工作台旋转, 须考虑装夹承重,能加工的工件尺寸比较小。
多轴加工应用技术
1.多轴加工介绍
2.多轴加工的目的 3.多轴机床的常见类型 4.多轴加工工艺
学而不思则罔--思而不学则殆
多轴加工介绍
所谓多轴加工就是在原有三轴加工的 基础上增加了旋转轴的加工
学而不思则罔--思而不学则殆
多轴加工的目的
学而不思则罔--思而不学则殆
多轴加工的目的
学而不思则罔--思而不学则殆
学而不思则罔--思而不学则殆
多轴加工工艺
3.精加工的工艺安排 (1)分层,分区域分散精加工。 (2)模具零件,叶片,叶轮零件的加工顺序 应遵循曲面——清根——曲面反复进行 (3)尽可能采用高速加工
学而不思则罔--思而不学则殆
Table-Head(摆头转台)
两个旋转轴分别放在主轴 和工作台上,工作台旋转, 可装夹较大的工件;主轴 摆动,改变刀轴方向灵活
UG-NX多轴培训PPT课件

曲面驱动
“曲面区域驱动方法”提供对“刀轴”的最大控制。可变刀轴选项变成可用的,这 允许您根据“驱动曲面”定义“刀轴”。加工非常轮廓化的“部件表面”时,有 时需要利用“附加的刀轴”控制以防止过大的刀具波动,如下所示。
件或夹具做出避让?
实例
使用不是0,0,1的刀轴加工
打开main_local_coordinate_system\
进入加工环境,做一个face_milling_erea,设定以下的参数,点击OK, 进入加工参数设置对话框,在切屑样式里选择follow periphery,然后点 击生成。
拷贝上上一个操作,分别指定inside_chamfer和Ouside_chamfer,查看生 成的结果
FIXTURE OFFSET,FIXTURE OFFSET设置为1 修改修改MCS_090,PURPOSE选择LOCAL,SPECIAL OUTOUT选择
FIXTURE OFFSET,FIXTURE OFFSET设置为2 选择M_base\main_local_coordinate_system\MCS_PURPOSE.PUI作为
NX 多轴加工培训
预备知识与要求
熟悉NX软件的基本操作。例如坐标系、图层、导航 器操作、曲线的操作、装配的概念、等等。
要求有一定CNC编程基础和数控加工经验。 熟悉NX三轴编程,至少有3个月软件使用的时间。
目标
掌握多轴加工的概念 多轴外形轮廓加工 多轴等高加工 多轴流线加工 可变轴曲面轮廓铣-刀轴控制方法 后处理建构 多轴G代码仿真仿真
数控多轴加工方法PPT课件

、
多• CAXA制造工程师2013软件软
轴 件中适用于多轴加工的加工方
加 法主要包括:四轴柱面曲线加
工 方
工、四轴平切面加工、叶轮粗
法 加工、叶轮精加工、五轴G01
钻孔、五轴侧铣、五轴等参数
线、五轴曲线加工、五轴曲面
区域加工、五轴转四轴轨迹等
20多种加工方法,
第1页/共29页
一
、
多 轴• 1、 四轴柱面曲线加工
方
的曲面的法线进行控制或用直线方向控制。
法
第5页/共29页
一
、
多
轴加• 4 、曲线投影加工
工 • 以投影方式对曲线进行加工,刀轴的方向由直线方向控
方 法
制。
第6页/共29页
一
、
多
轴 加
•
5
、叶轮粗加工
工 • 对叶轮相邻两个叶片之间的余量进行粗加工
方
法
第7页/共29页
一
、
多
轴 加
•
6
、
叶轮精加工
对于只可用五轴加 工方式进行加工的 零件,先用三轴生 成加工轨迹,再转 为五轴轨迹进行五 轴加工。
第18页/共ቤተ መጻሕፍቲ ባይዱ9页
一
、
多
轴 加
•
17
五轴曲线投影加工
工 • 用五轴的投影方式加工曲面。 方
法
第19页/共29页
一
、
多
轴 加
•
18
五轴平行线加工
工 • 用五轴的方式加工曲面,生成的每条轨迹都是平行的。 方
法
第20页/共29页
一
、
多
轴 加
•
19
多轴加工技术(技术培训)

数控加工技术应用的主要趋势
1 高速数控机床与高速切削技术成为主流 2 多轴联动与复合化数控加工需求增多1· 3 加工仿真从数值仿真向动力学仿真发展 4 数控装备与加工工艺及切削数据库结合
UG软件作为当今先进的CAD/CAM软件,无论是建模还是编程都具备强 大的功能,广泛应用在航空发动机的设计和制造过程中。可以完成平面铣 、固定轴 、多轴铣、车加工等多种类型的数控程序的编制。目前该软件的 编程方法已经在众复杂零件研制过程中得到应用,对于完成零件的研制任 务发挥了积极作用。
多轴加工技术
主要内容
一3 前言 二 多轴加工基本概念 三3 可变轴轮廓铣及五轴等高加工 四 投影的概念及原理 五3 曲面流线加工 六 可变轴曲面加工的刀轴矢量控制
一、前言
航空发动机作为飞机的心 脏,与飞机上其他零部件有着 截然不同的结构特点,其零部 件种类可分为轴类、盘类、叶 片类、机匣类和壳体类等。轴 类和盘类零件基本属于回转体 类零件,它们的机械加工主要 通过车削加工成形;叶片类、 机匣类和壳体类零件主要通过 铣削进行机械加工成形。
• 多轴联动加工 在零件的实际切削过程中,至少有一个 旋转轴同时参与了X、Y、Z轴的运动。 包括轮廓加工和顺序铣加工方法。
三、可变轴轮廓铣及五轴等高加工
(Variable Contour & 5 Axis Z-Level)
•可变轴轮廓铣Contour Profile操作可以通过设定Floor和Wall来产生一 个直纹面侧壁的加工操作,使用刀具侧刃作为切削刃。在选择Floor后, NX可自动推断出Wall。也可以不选择自动推断出的Wall面,而手工指定需 要加工的Wall。刀具轴稳定持续变化可保证加工刀路平稳。
6、车铣复合
消除了在车床及铣床上分别 加工所需要的多步设定操作
多轴加工技术第一章

数控多轴机床基本操作
2.移动机床轴
(1)用机床轴方向键移动 (2)增量式点动定位 采用增量式点动定位,可按预定的距离移动机床轴。 3.主轴转速S、进给率F和辅助功能M 在“手动操作”和“电子手轮”操作模式下,可用软键 输入主轴转速S、进给速率F和辅助功能M,三者参数 输入方式相同,下面以主轴转速为例说明。 (1)按S软键输入主轴转速。 (2)输入所需主轴转速并用机床的START(启动)按 钮确认。
多轴加工技术
第一章认知数控多轴加工
目录
1
数控多轴加工机床 多轴加工工艺与基本操作
2
一、数控多轴加工机床
数控多轴加工特点
(1)可以一次装夹完成多面多方位加工,从而提高零件 的加工精度和加工效率。 (2)由于多轴机床的刀轴可以相对于工件状态,而改变, 刀具或工件的姿态角可以随时调整,所以可以加工更 加复杂的零件。 (3)具有较高的切削速度和切削宽度,使切削效率和加 工表面质量得以改善。 (4)多轴机床的应用,可以简化刀具形状、从而降低刀 具成本。 (5)在多轴机床上进行加工时,工件夹具较为简单。
数控四轴联动机床
图1.1 四轴联动数控机床
特点:数控四轴联动机床有三个直线坐标轴和一个旋转轴(A轴或B 轴),并且四个坐标轴可以在计算机数控(CNC)系统的控制下同 时协调运动进行加工。
数控五轴联动机床
DMU 60 monoBLOCK五轴数控镗铣加工中心
双摆台形式
双摆头形式
一摆台一摆头形式
多轴加工技术
手动 手轮
用MDI模式定位
程序运行-单NC
数控多轴机床基本操作
机床的手动操作 1.开机和关机
(1)开机 开启控制系统和机床电源。TNC将自动进行如下初始化: 1)内存自检,自动检查TNC内存。 2)电源掉电,TNC显示出错信息“电源掉电”——清除该清息。 3)转换PLC程序,自动编译TNC的PLC程序。 (2)关机 为防止关机时数据丢失,需要用如下方法关闭操作系统。 1)选择“手动操作”模式。 2)选择关机功能,用YES软键再次确认。 3)当TNC的弹出窗口显示“Now you can switch off the TNC” 现在可以关闭TNC系统了字样时,切断TNC电源。
多轴数控加工仿真技术PPT(共21页)
•
29、人生就像一道漫长的阶梯,任何人 也无法 逆向而 行,只 能在急 促而繁 忙的进 程中, 偶尔转 过头来 ,回望 自己留 下的蹒 跚脚印 。
•
30、时间,带不走真正的朋友;岁月, 留不住 虚幻的 拥有。 时光转 换,体 会到缘 分善变 ;平淡 无语, 感受了 人情冷 暖。有 心的人 ,不管 你在与 不在, 都会惦 念;无 心的情 ,无论 你好与 不好, 只是漠 然。走 过一段 路,总 能有一 次领悟 ;经历 一些事 ,才能 看清一 些人。
•
52、思想如钻子,必须集中在一点钻下 去才有 力量。
•
53、年少时,梦想在心中激扬迸进,势 不可挡 ,只是 我们还 没学会 去战斗 。经过 一番努 力,我 们终于 学会了 战斗, 却已没 有了拼 搏的勇 气。因 此,我 们转向 自身, 攻击自 己,成 为自己 最大的 敌人。
•
54、最伟大的思想和行动往往需要最微 不足道 的开始 。
•
6、人性本善,纯如清溪流水凝露莹烁。 欲望与 情绪如 风沙袭 扰,把 原本如 天空旷 蔚蓝的 心蒙蔽 。但我 知道, 每个人 的心灵 深处, 不管乌 云密布 还是阴 淤苍茫 ,但依 然有一 道彩虹 ,亮丽 于心中 某处。
•
7、每个人的心里,都藏着一个了不起的 自己, 只要你 不颓废 ,不消 极,一 直悄悄 酝酿着 乐观, 培养着 豁达, 坚持着 善良, 只要在 路上, 就没有 到达不 了的远 方!
•
28、伟人之所以伟大,是因为他与别人 共处逆 境时, 别人失 去了信 心,他 却下决 心实现 自己的 目标。
•
29、人生就像一道漫长的阶梯,任何人 也无法 逆向而 行,只 能在急 促而繁 忙的进 程中, 偶尔转 过头来 ,回望 自己留 下的蹒 跚脚印 。
多轴加工
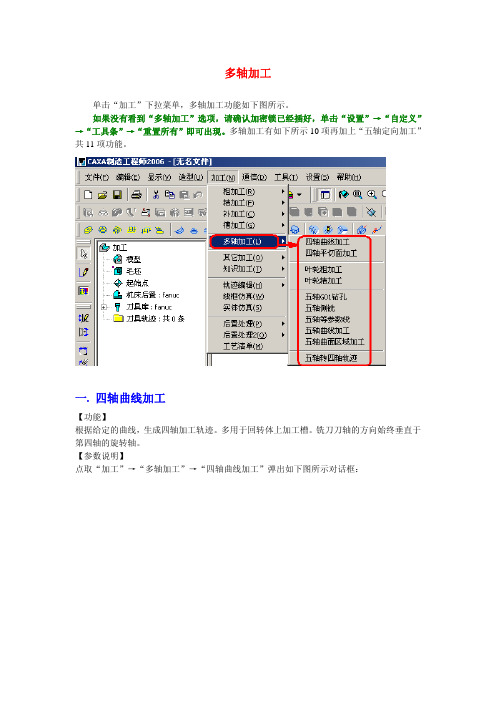
多轴加工单击“加工”下拉菜单,多轴加工功能如下图所示。
如果没有看到“多轴加工”选项,请确认加密锁已经插好,单击“设置”→“自定义”→“工具条”→“重置所有”即可出现。
多轴加工有如下所示10项再加上“五轴定向加工”共11项功能。
一. 四轴曲线加工【功能】根据给定的曲线,生成四轴加工轨迹。
多用于回转体上加工槽。
铣刀刀轴的方向始终垂直于第四轴的旋转轴。
【参数说明】点取“加工”→“多轴加工”→“四轴曲线加工”弹出如下图所示对话框:1.旋转轴(1) X轴:机床的第四轴绕X轴旋转,生成加工代码时角度地址为A。
(2) Y轴:机床的第四轴绕Y轴旋转,生成加工代码时角度地址为B。
2.加工方向生成四轴加工轨迹时,下刀点与拾取曲线的位置有关,在曲线的哪一端拾取,就会在曲线的哪一端点下刀。
生成轨迹后如想改变下刀点,则可以不用重新生成轨迹,而只需双击轨迹树中的加工参数,在加工方向中的“顺时针”和“逆时针”二项之间进行切换即可改变下刀点。
3.加工精度(1)加工误差:输入模型的加工误差。
计算模型的轨迹的误差小于此值。
加工误差越大,模型形状的误差也增大,模型表面越粗糙。
加工精度越小,模型形状的误差也减小,模型表面越光滑,但是,轨迹段的数目增多,轨迹数据量变大。
(2)加工步长:生成加工轨迹的刀位点沿曲线按弧长均匀分布。
当曲线的曲率变化较大时,不能保证每一点的加工误差都相同。
二种方式生成的四轴加工轨迹请看下图。
其中绿色为加工轨迹,点为刀位点,红色直线段为刀轴方向。
加工误差方式控制加工精度步长方式控制加工精度4.走刀方式:(1) 单向:在刀次大于1时,同一层的刀迹轨迹沿着同一方向进行加工,这时,层间轨迹会自动以抬刀方式连接。
精加工时为了保证槽宽和加工表面质量多采用此方式。
(2) 往复:在刀具轨迹层数大于1时,层之间的刀迹轨迹方向可以往复进行加工。
刀具到达加工终点后,不快速退刀而是与下一层轨迹的最近点之间走一个行间进给,继续沿着原加工方向相反的方向进行加工的。
多轴加工的技术特点ppt课件

Z向偏置-125
最小角度-20
最大角度45
27
Y向偏置-165
Z向偏置125
最小角度-359.999
最大角度359.999
28
双摆头的五轴机床: 刀尖点或者刀心点 距离B轴的长度。
29
DMG机床:
刀尖点或者刀心 点的位置
30
转台中心的位置
转台中心到零件坐标系原 点的距离是多少?
31
32
33
20
曲面零件
大直径铣刀宽行加工
21
1 、编程复杂(尤其是后处理) 2、工艺顺序与三轴不同
22
以UG为例:变轴铣、变轴轮廓铣、变 轴顺序铣、固定轴曲面轮廓铣等 后置处理当中要考虑刀具的长度, 机床的结构、工装夹具的尺寸关系以及 工件的安装位置等
23
建模→生成轨迹→生成代码→装夹零件→找正→ 建立工件坐标系→加工 建模→生成轨迹→装夹零件→找正→建立工件坐 标系→根据原点坐标生成代码→加工
57
58
3、精加工的工艺安排原则 (1)分区域精加工 从浅到深,从上到下,从叶盆叶背到 轮毂,“水落石出” (2)曲面→清根→曲面 切忌底面余量过大造成清根时过切
59
60
1、斜筋结构件的加工
61
加工步骤: (1)粗加工型腔 用平面轮廓加工的方法加工型腔 UG用型腔铣。CAXA用区域式粗加工 (2)半精加工 用变轴顺序铣分多刀次加工斜筋型腔 (3)精加工 用变轴顺序铣一刀次精加工斜筋型腔
11
12
多轴加工可提高加工质量
(1)利用球刀加工时,倾斜刀具轴线后可以提高加工 质量和切削效率
接触点切削 速度为零
接触点切削 速度不为零
13
14
《数控多轴加工方法》课件

本课件介绍数控多轴加工方法,包括简介、加工中的轴、编程、刀具、加工 精度控制、常见问题和故障处理,以及发展趋势和未来展望。
简介
数控多轴加工指的是在一台机床上同时控制多个轴进行加工,具有高效、精 准、灵活等优势。适用于复杂零部件的加工。
加工中的轴
基本轴
控制工件定位和定位轴的运动。
辅助轴
刀具选择及路径规划
介绍如何选择合适的刀具,并 进行路径规划。
刀具替换及刀库管理
讲解刀具替换的方法和刀库的 管理。
加工精度控制
1
影响因素
加工精度受到刀具、机床、工件料等多个因素的影响。
2
评定方法及减小误差的方法
介绍加工精度的评定方法和减小误差的工艺措施。
3
过程检测和质量控制方法
讲解常用的过程检测和质量控制方法,确保加工质量。
辅助功能的轴,如液压缸、电机等。
进给轴
控制刀具在工件上的进给运动。
同步轴
与其他轴之间同步运动的轴。
编程
1 常用的编程语言
包括G代码、M代码、T 代码等。
2 编程规范
良好的编程规范有助于 提高生产效率和减少故 障。
3 编程实例
实际案例演示,展示编 程技巧和注意事项。
刀具
刀具种类及特点
介绍不同类型的刀具及其适用 场景。
常见问题及故障处理
常见问题
讲解在数控多轴加工中常 见的问题及解决方案。
故障处理流程
详细介绍故障处理的流程 和步骤。
典型故障案例分析
通过实例分析不同故障情 况下的故障原因和处理方 法。
结束语
数控多轴加工技术正在不断发展,未来将更加高效、智能化。感谢大家参与 本次培训。
多轴加工应用技术23页PPT

61、辍学如磨刀之石,不见其损,日 有所亏 。 62、奇文共欣赞,疑义相与析。
63、暧暧远人村,依依墟里烟,狗吠 深巷中 ,鸡鸣 桑树颠 。 64、一生复能几,倏如流电惊。 65、少无适俗韵,性本爱丘山。
ห้องสมุดไป่ตู้
41、学问是异常珍贵的东西,从任何源泉吸 收都不可耻。——阿卜·日·法拉兹
42、只有在人群中间,才能认识自 己。——德国
43、重复别人所说的话,只需要教育; 而要挑战别人所说的话,则需要头脑。—— 玛丽·佩蒂博恩·普尔
44、卓越的人一大优点是:在不利与艰 难的遭遇里百折不饶。——贝多芬
45、自己的饭量自己知道。——苏联
多轴加工技术第一章
二、多轴加工工艺与基本操作
工装夹具
轴类零件组合夹具
二、多轴加工工艺与基本操作
柔性夹具
柔性夹具的应用
二、多轴加工工艺与基本操作
多轴加工刀具
陶瓷刀具
金属陶瓷刀具
立方氮化硼
聚晶金刚石刀具
二、多轴加工工艺与基本操作
多轴刀柄系统
7:24锥度的工具系统
二、多轴加工工艺与基本操作
HSK系统
HSK刀柄系统
数控多轴机床基本操作
保护和删除MDI中的程序 通常MDI文件只用于临时所需的小程序。虽然如此,如果需要也可以用 如下步骤将其保存起来: (1)选择“程序编辑”操作模式; (2)按下PGM MGT程序管理键,调用文件管理器。 (3)按选择键将高亮条移至MDI文件上。 (4)按COPY(复制)软键,选择文件的复制功能。 (5)输入要保存MDI文件中当前内容的文件名。 (6)按执行键,复制文件。 (7)按下END(结束)软键,关闭文件管理器。
手动 手轮
用MDI模式定位
程序运行-单段运行 程序运行-全自动
smarT.NC
数控多轴机床基本操作
机床的手动操作 1.开机和关机
(1)开机 开启控制系统和机床电源。TNC将自动进行如下初始化: 1)内存自检,自动检查TNC内存。 2)电源掉电,TNC显示出错信息“电源掉电”——清除该清息。 3)转换PLC程序,自动编译TNC的PLC程序。 (2)关机 为防止关机时数据丢失,需要用如下方法关闭操作系统。 1)选择“手动操作”模式。 2)选择关机功能,用YES软键再次确认。 3)当TNC的弹出窗口显示“Now you can switch off the TNC” 现在可以关闭TNC系统了字样时,切断TNC电源。
数控多轴加工技术应用

2.数控多轴加工应用 1)多轴铣削加工中心编程加工应用 在多轴铣削加工中心编程加工中,以模块化编程形式进行编程加工的较常见的。 DMG公司生产的DMU60型数控五轴机床(海德汉系统)就是以模块化编程,现就 以此机床为例讲解其模块化编程加工应用。多轴铣削加工中心的加工优势就是能很 容易的加工具有空间角度形状的零件,下面就具有基本空间角度形状的零件进行模 块化编程及模拟加工。
L
PLANE RESET STAY CYCL DEF 7.0 DATUM SHIFT CYCL DEF 7.1 CYCL DEF 7.2 CYCL DEF 7.3 M30
END PGM 7237 MM
解释 程序名为XIEMIAN,以公制编程
毛坯 的最小点
毛坯
通过该数值可 以知道工件的零点在工件 中心处
通过空间角方式旋转B轴-15度, 让刀具垂直于左侧斜面
调用型腔铣削模块,根据尺寸进 行编辑,长、宽、高等进行数值赋值,安 全高度,切削速度,切入方式赋值。
将型腔模块调用到旋转后的X0、 Y0、Z0处加工
加工结束后台起刀具至100mm 处
旋转复位 坐标移动复位
程序结束并返回到程序头
程序7237程序尾
程 序 模 拟 仿 真 加 工
车铣加工图样
5.3.2 数控多轴加工技术应用
加工步骤
绘制零件车削轮廓
所编制加工零件的模块化程序
自动模拟加工完成后三维效果
5.3.2 数控多轴加工技术应用
通过小节的学习,我们知道凡事都需要一 定方式方法,需要循序渐进的完成每一件事情。 社会是一个复杂的、有机的系统,每个系统都 有其保持运转的规则与轨迹,保持秩序规范, 社会发展才能平衡和协调。职业人要有自律意 识,要自觉地认同社会道德规范,遵照道德准 则自觉按照规范的行为标准行事,自觉维护公 正原则和社会秩序。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
学而不思则罔--思而不学则殆
五轴机床的定义
含义:多数实用五轴机床是由三个直线坐标轴
和二个旋转轴组成的。 直线坐标轴为X、Y、Z轴,那么: 绕X轴旋转的旋转轴称为A轴 绕Y轴旋转的旋转轴称为B轴 绕Z轴旋转的旋转轴称为C轴 虽然定义了三个旋转轴,但是在实际中只用 到了两个旋转轴。
学而不思则罔--思而不学则殆
俯垂型:旋转轴不与直线轴相垂直
学而不思则罔--思而不学则殆
学而不思则罔--思而不学则殆
五轴机床类型
Head-Head(双摆头) 工作台不动,两个旋转轴均在主轴上。机床能加工的工件尺寸比较大。
俯垂型:旋转轴不与直线轴相垂直
学而不思则罔--思而不学则殆
学而不思则罔--思而不学则殆
五轴机床类型
Table-Head(摆头转台)
两个旋转轴分别放在主轴 和工作台上,工作台旋转, 可装夹较大的工件;主轴 摆动,改变刀轴方向灵活
学而不思则罔--思而不学则殆
学而不思则罔--思而不学则殆
多轴加工工艺
1.粗加工的工艺安排原则 (1)尽可能用三轴加工去除较大余量 (2)分层加工,留够精加工余量 (3)遇到难加工材料或者加工区域窄小,刀 具长径比较大的情况时,粗加工可采用插铣 方式 2.半精加工 (1)给精加工留下均匀的较小的余量 (2)保证精加工时零件具有足够的刚性
学而不思则罔--思而不学则殆
多轴加工工艺
3.精加工的工艺安排 (1)分层,分区域分散精加工。 (2)模具零件,叶片,叶轮零件的加工顺序 应遵循曲面——清根——曲面反复进行 (3)尽可能采用高速加工
学而不思则罔--思而不学则殆
多轴加工的目的
S=1000VC/D VC=S*D/1000 D=0 VC=0
学而不思则罔--思而不学则殆
多轴加工的目的
学而不思则罔--思而不学则殆
多轴加工的Hale Waihona Puke 的学而不思则罔--思而不学则殆
多轴加工的目的
学而不思则罔--思而不学则殆
多轴加工的目的
学而不思则罔--思而不学则殆
多轴加工常见机床类型
多轴加工应用技术
1.多轴加工介绍
2.多轴加工的目的 3.多轴机床的常见类型 4.多轴加工工艺
学而不思则罔--思而不学则殆
多轴加工介绍
所谓多轴加工就是在原有三轴加工的 基础上增加了旋转轴的加工
学而不思则罔--思而不学则殆
多轴加工的目的
学而不思则罔--思而不学则殆
多轴加工的目的
学而不思则罔--思而不学则殆
四轴-旋转工作台A轴,旋转主轴
旋转工作台A轴特点:机床刚 性好,但受旋转台的限制,不 适合大型零件。
旋转主轴特点:旋转灵活,适合各 种形状大小零件,但是机床刚性差, 不能重切削。
学而不思则罔--思而不学则殆
学而不思则罔--思而不学则殆
五轴机床类型
Table-Table(双转台) 刀轴方向不动,两个旋转轴均在工作台上;工件加工时随工作台旋转, 须考虑装夹承重,能加工的工件尺寸比较小。