双相不锈钢的焊接PPT课件
双相不锈钢焊接

MIG 焊接
焊丝
SAF 2304和SAF 2205可选择Sandvik 22.8.3.L,而对于SAF 2507要选择Sandvik 25.10.4.L焊丝。
埋弧焊
焊丝和焊剂
对于焊丝,参见“TIG焊” 对于三种双相不锈钢,推荐Sandvik 15W焊剂。
保护气体
喷射弧:氩气+CO 2 (1-3%),氩气+1-3%O 2 。 短弧:氩气or Ar-He-O 2 混合气
保护气体
氩气 ,氩 气+1 -2 % 氮气 或氩 氦混合 气。
典型参数设置
焊条直径 mm 2.0 2.5 3.25 电流,A 22.9.3.LR 25.10.4.LR 35–55 50–75 70–120 90–160 – 55–85 70–110 110–150 电压, V 22–28 22–28 22–28 22–28
V型坡口
t mm MMA 3–15 TIG 2.5–8 MIG 3–12 SAW* 4–12 d mm 2–3 2–3 2–3 2–3 k α mm 1–2 1–2 1–2 1–2 60–70 60–70 60–70 80–90 α
t d k
U型坡口
标准的不锈钢焊接方法也适用双相不锈钢。 焊接参数及坡口设计的差别将在随后介绍。 t d k mm mm mm MMA >12 TIG >6 MIG >12 SAW* >10
层间温度 无实际限制, 最高250℃ 最高150℃
SAF 2205 SAF 2507
V型坡口
t mm MMA TIG MIG SAW 4–15 2.5–8 5–12 5–12 d mm 1–3 1–3 1–3 1–3 k mm 1–2 1–2 1–2 1–2 α 60–70 60–70 60–70 80–90 α
《不锈钢的焊接》PPT课件

2021/3/8
1
奥氏体不锈钢的焊接性
能抵抗大气腐蚀的钢称为不锈钢,亦定
义为主加元素铬含量能够使刚处于钝化状 态,又具有不锈特性的钢种。按成分和组 织的不同,不锈钢大体分为马氏体不锈钢、 铁素体不锈钢和奥氏体不锈钢,其中,奥 氏体不锈钢的主要成分是铬和镍,它们的 存在产生了稳定的奥氏体,因而材料具有 优良的耐腐蚀性能、耐热性和塑性,同时 也具有良好的焊接性,常用的如 1Cr18Ni9Ti。但是如果焊接材料或焊接工 艺不正确时会出现晶间腐蚀或热裂纹等缺 陷。
2021/3/8
4
• 埋弧自动焊
• 由于熔池体积大,冷却速度小,容易引起 合金元素及杂质的偏析。因此,焊接奥氏 体不锈钢时,为了防止裂纹的产生,焊剂 应该具有较低的氧化性。
• 目前,手弧焊,氩弧焊,埋弧自动焊和等 离子弧焊可以用来进行奥氏体不锈钢的焊 接,其中,焊接奥氏体不锈钢质量比较好 的方法是氩弧焊。而不适用于奥氏体不锈 钢的是电渣焊和二氧化碳保护焊。
2021/31/8 991
27
《碳钢药皮电焊条规程》 GB/T5118-1995 等效 ANSI/AWS A5.5-1981
《低合金钢药皮电焊条规程》
三、试件母材钢号及代号见表3
焊工焊接操作技能考试是要求焊工按照评定 合格的焊接工艺施焊出没有超标缺陷的焊缝。 从焊接缺陷角度出发,焊工焊接操作技能与 母材钢号没有关系,对于焊条电弧焊,焊工 焊接操作技能与药皮类别密切相关。
• 表3内所列钢号只是典型钢号示例,包含 了锅炉、压力容器、压力管道标准中所列 钢号。对于没有列入表3的钢号(例如新钢 号、国外钢号)可根据第四十四条规定由 焊工考委会将其列入相应类别中。
• 对焊机操作工来讲,焊接操作技能考试
2205双相不锈钢ppt课件
名称
2205/F51
化学成分
镍(Ni)..
4.50-6.50
Chemical Composition Wt.%
铬(Cr).. 钼(Mo). 氮(N)..
-21.0-23.0 2.50-3.50 -0.08-0.20
孟, 最大 (Mn).
2.0
硫,最大(S)
0.02
磷
0.03
碳,最大(C)
0.03
硅, 最大 (Si)1源自0铁(Fe)...剩余
1
物理性能physical 密度Density.g/cm³ Constants
熔点Melting Range
7.88Density.g/cm³ 1398-1454
主要执行标准
ASTM-ASME A240
3
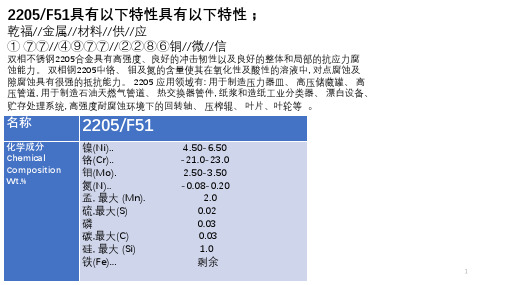
2205/F51具有以下特性具有以下特性;
乾福//金属//材料//供//应 ① ⑦⑦//④⑨⑦⑦//②②⑧⑥铜//微//信
双相不锈钢2205合金具有高强度、良好的冲击韧性以及良好的整体和局部的抗应力腐 蚀能力。 双相钢2205中铬、 钼及氮的含量使其在氧化性及酸性的溶液中, 对点腐蚀及 隙腐蚀具有很强的抵抗能力。 2205 应用领域有: 用于制造压力器皿、 高压储藏罐、 高 压管道, 用于制造石油天燃气管道、 热交换器管件, 纸浆和造纸工业分类器、 漂白设备、
≥290
2
金相组织结构
2205 的化学成分在经过1900°/1922°F (1040°/1080°C)固熔退火处理后,可获 得理想的微观结构50 α / 50 γ 。如果 热处理的温度高于2000°F ,可能会导致 铁素体成分的增加。像其他的双相不 锈钢一样,2205 合金易受金属间相析 出 的 影 响 。 金 属 间 相 在 1300°F 和 1800°F 之 间 析 出 , 在 1600°F 温 度 下 , 其 析 出 速 度 最 快 。 因 此 , 我 们 需 对 2205 进行试验,确保无金属间相,,试验参 考ASTM A 923。
《不锈钢焊接》课件

焊接中的质量控制
监控焊接过程中的电流、速 度和气体等参数,确保焊接 质量。
焊缝表面处理
对焊缝进行打磨、抛光等表 面处理,提高焊接质量。
非破坏性检测
使用无损检测方法,如X射线检测、超声波检测 等,对焊缝进行质量评估。
破坏性检测
通过对焊缝进行剖析、拉伸试验等破坏性检测, 评估焊接质量。
焊接安全与环保
焊接安全措施
佩戴个人防护装备、确保工作 区域通风,遵守焊接安全规范。
焊接环保措施
合理选择环保焊接材料、控制 焊接过程中的废气、废水排放。
焊接后的处理
对焊接过程中产生的废料和废 气进行妥善处理和处置。
总结
1 焊接需要注意的事项
不锈钢焊接材料
不锈钢的分类
不锈钢根据其化学成分和结构特点,可以分为多种 不同类型,如奥氏体不锈钢、铁素体不锈钢等。
不锈钢焊条
用于不锈钢焊接的棒状材料,提供金属熔化和填充 焊缝的功能。
不锈钢焊丝
用于不锈钢焊接的细丝状材料,通过自动供给实现 焊接过程中的填充材料。
不锈钢保护气体
提供焊接过程中的惰性气体保护,防止焊接区域氧 化和污染。
合理选择焊接工艺和参数,进行焊前准备和焊后处理,确保焊接质量。
2 不锈钢焊接的技术难点
不锈钢焊接在操作过程中容易受到氧化、污染等因素的影响,需要注意解决技术难题。
3 不锈钢焊接的未来发展
随着科技的进步和应用需求的增加,不锈钢焊接将在领域中继续发展和创新。
《不锈钢焊接》PPT课件
欢迎来到《不锈钢焊接》PPT课件,本课程将详细介绍不锈钢焊接的概述、工 艺、材料、质量控制、安全与环保等内容。让我们一起探索这个引人入胜的 主题!
双向不锈钢简介PPT课件

Rp0. 平均 2
Rm
平均
A%
平均
500
770
47.0
15Z
500
770.0
47.0
500
770
47.0
535
800
44.0
15H
532.5
800
44.5
530
800
45.0
Outokum
pu
510
750
35
(15mm)
495
765
54.5
26Z
495
762.5
53.75
495
760
53.0
26H 515 515 775 777.5 48.5 49.75
第16页/共17页
感谢观看!
第17页/共17页
加
济南等炼化公司;
氢裂化装置 油气输送管、 海上石油平台
“西气东输”天然气 处理厂 海南油田
2205、2507管、板
2205钢板 2205、2507的板、 管、锻件
石化工业
聚氯乙烯(PVC) 装置
甲醇合成反应器 乙烯催化冷却器
齐鲁石化 上海石化
2205管、板 18-5Mo,2205管、 板 00C25Ni7Mo3WCuN双 相不锈钢,2205钢
27
1020
25.5
930 1080 1075 25.5 24
1070
23
第11页/共17页
冲击功(J)
140 120 100
80 60 40 20
0 -120
6mm卷板冲击性能
6mm横向 6mm纵向
-80
-40
0
40
试验温度(℃)
2205双相不锈钢的焊接

2205双相不锈钢的焊接不锈钢焊接易出现的缺陷:焊缝区的腐蚀:为防止其发生晶间腐蚀,首先要控制焊缝金属的化学成分。
主要是降低含碳量和添加足够的TI或NB;其次是控制焊缝隙的组织状态——即金相组织。
敏化区腐蚀:是指热影响区是峰值温度处于敏化温度区间内所发生的腐蚀。
刀状腐蚀:只出现在TI或NB类18-8的焊接接头中,并一定是发生器在紧邻焊缝过热区中。
焊接采取的措施:1.合理的选用焊材。
2.控制焊接的输入热能。
3.调整焊接程序。
4.缩短焊接电弧(焊接时尽量不要摆动防止合金元素烧损)5.合理调整焊缝位置在制定焊接参数时要考虑保证输入热在600~18000J/cm内,输入热的计算(J/cm)=电流(A)*电压(V)/焊接速度(cm/min)焊接层数焊条牌号规格D/mm电流I/A电压U/V速度Vcm/min极性1AVESTA2205AC/DC 3.2100~11023~259~11直流反接2AVESTA2205AC/DC 3.2100~11023~259~11直流反接清根AVESTA2205AC/DC 3.2100~11023~259~11直流反接根据标准节点法(ASTME562)对焊缝及执热影响区进行α相数测定。
焊接A体不锈钢与双相不锈钢的区别:不同点:焊接A不锈钢时要适当增加δ相的数量:打乱A的柱状结晶方向,从而避免产生贫Cr区贯穿于晶粒之间;δ相富Cr,而Cr在δ相中容易扩散,碳化铬在δ相内部边缘沉淀,由于供Cr条件好,不会在A晶粒间形成贫Cr层。
所以增加δ相有利于提高焊缝的抗晶间腐蚀能力。
在焊接双相不锈钢时要控制δ相的数量:由于双相不锈钢中δ相较多,如不控制其含量则会产生σ相脆化现象和δ相选择性腐蚀。
不锈钢焊接后:热影响区会出现敏化腐蚀,要控制输入热量,故最后一道焊缝要求焊接输入量要小、且安排在不与介质接触的一面。
双相不锈钢焊接后:要防止晶粒粗化和单相铁素体化。
故最后一道焊缝为了防止晶粒粗化及单相铁素体化,安排在与介质接触的一面。
双相不锈钢的焊接工艺

双相不锈钢的焊接技术及工艺要求1. 双相不锈钢的特性1.1双相钢亦称奥氏体—铁素体不锈钢,一般认为其铁素40%~60%,其余奥氏体.1.2双相金属组织具有较高的强度和抗腐蚀能力。
1.3双相钢在整个焊接过程容易形成焊缝及热影响区的相位变化。
1.4双相钢物理性能:1.4.1热传导性:碳钢—47; CrNi 钢—15;双相钢—141.4.2.热膨胀:碳钢—12; CrNi钢—17:双相钢—131.5 双相钢中铁索体含量:1.5.1 F<25%:强度下降,抵抗应力腐蚀开裂能力下降。
1.5.2 F>60—70%:降低抗点蚀能力及韧性,增强抗氢致延迟裂纹2. 焊接材料的选用2.1为了确保焊缝焊后奥氏体—铁素体比例的平衡,双相钢的焊接通常选用铬镍含量比母材略高的双相填充金属。
2.2不得采用与母体金属成分一致的焊接材料焊接或母体材料自熔焊接,否则,会造成焊缝金属的双相不平衡,从而导致金属镍过量稀释、铁素体含量过高。
2.3需采用高一级的焊材,应用奥氏体元素(Ni, N)来超合金化。
如母材为2205双相不锈钢的焊接材料一般选用焊材成分为“2309”的牌号。
2.4两种双相不锈钢同种钢焊接的焊丝与焊条见表:(仅供参考)3. 坡口的设计和加工3.1双相钢对接接头坡口的设计、加工应满足焊缝充分焊透又不能烧穿的要求,坡口的设计应避免小角度。
3.2双相钢的焊接都应开坡口、留间隙、加填充金属焊接,禁止焊缝自熔焊接和同材质填充材料焊接。
3.3双相钢焊接时钢水的流动性和润湿性比一般奥氏体钢差,所以,双相钢坡口角度比一般奥氏体钢的坡口角度要大一些,建议手工焊接一般坡口角度30o ~35o ,机械焊接坡口角度一般为35o ~40o .3.4双相钢焊缝坡口一般采用等离子切割+软质砂轮打磨的加工方法加工成形。
双相钢典型坡口形式及匹配焊接方法见下例图示。
焊接方法:SMAW 、FCAW 焊接方法:SAW 焊接方法:FCAW 、FCAW+ SAW 、 FCAW+ SMAW5≤t ≤20mm 5≤t ≤20mm 5≤t ≤20mmA=2.0-2.5 mm B=4~6mm A=4-6 mm B=1.5-2.0mm B=1.5~2.0mm3.5双相钢与CCS异种钢的对接焊缝坡口型式根据双相钢而定。
双相不锈钢焊接知识PPT共64页
15、机会是不守纪律的。——雨果
41、学问是异常珍贵的东西,从任何源泉吸 收都不可耻。——阿卜·日·法拉兹
42、只有在人群中间,才能认识自 己。——德国
43、重复别人所说的话,只需要教育; 而要挑战别人所说的话,则需要头脑。—— 玛丽·佩蒂博恩·普尔
44、卓越的人一大优点是:在不利与艰 难的遭遇里百折不饶。——贝多芬
45、自己的饭量自己知道。——苏联
双相不锈钢焊接知识
11、战争满足了,或曾经满足过人的 好斗的 本能, 但它同 时还满 足了人 对掠夺 ,破坏 以及残 酷的纪 律和专 制力的 欲望。 ——查·埃利奥 特 12、不应把纪律仅仅看成教育的手段 。纪律 是教育 过程的 结果, 首先是 学生集 体表现 在一切 生活领 域—— 生产、 日常生 活、学 校、文 化等领 域中努 力的结 果。— —马卡 连柯(名 言网)
奥氏体-铁素体双相不锈钢的焊接

奥氏体—铁素体双相不锈钢的焊接双相不锈钢是在固溶体中铁素体相和奥氏体相各约占一半,一般较少相的含量至少也需要达到30%的不锈钢.这类钢综合了奥氏体不锈钢和铁素体不锈钢的优点,具有良好的韧性、强度及优良的耐抓化物应力腐蚀性能。
奥氏体一铁素体双相不锈钢的类型1.低台金型双相不锈钢00Cr23Ni4N钢是瑞典级先开发的一种低合金型的双相不锈钢,不含钼、铬和镍的含量也较低.由于钢中Cr含量23%,有很好的耐孔蚀、缝隙腐蚀和均匀腐蚀的性能,可代替308L和316L等常用奥氏体不锈钢.2.中合金型双相不锈钢典型的中合命型不锈钢有0Cr21Ni5Ti、1Cr21Ni5Ti。
这两种钢是为了节镍,分别代替0Cr18Ni9Ti和1Cr18Ni9Ti而设计的,但比后者具有更好的力学性能,尤其是强度更高。
00Cr18Ni5Mo3Si2、00Cr18Ni5Mo3Si2Nb双相不锈钢是目前合金元素含量最低、焊接性良好的耐应力腐蚀钢种,它在抓化物介质中的耐孔蚀性能同317L相当,耐中性氯化物应力腐蚀性能显著优于普通18—8型奥氏休不锈钢,具有较好的强度-韧性综合性能、冷加工工艺性能及焊接性能,适用作结构材料。
OOCr22Ni5Mo3N 属于第二代双相不锈钢,钢中加人适量的氮不仅改善了钢的耐孔蚀和耐SCC性能,而且由于奥氏体数量的提高有利于两相组织的稳定,在高温加热或焊接HAZ能确保一定数里的奥氏体存在,从而提高了焊接HAZ的耐蚀和力学性能。
这种钢焊接性良好,是目前应用最普遍的双相不锈钢材料。
3。
高合金双相不锈钢这类双相不锈钢铬的质量分数高达25%,在双相不锈钢系列中出现最早。
20世纪70年代以后发展了两相比例更加适宜的超低碳含氮双相不锈钢,除钳以外,有的牌号还加人了铜、钨等进一步提高耐腐蚀性的元素。
4.超级双相不锈钢这种类型的双相不锈钢是指PREN。
大于40,铬的质量分数为25%和钼含量高、氮含量高的钢.双相不锈钢的耐蚀性1.耐应力腐浊性能与奥氏体不锈钢相比,双相不锈钢具有强度高,对晶间腐蚀不敏感和较好的耐点腐蚀和耐缝隙腐蚀的能力,其中优良的耐应力腐蚀是开发这种钢的主要目的。
演示文稿双相不锈钢的焊接
20 世纪 80 年代以来,双相不锈钢在酸性气和油的生产中用量逐渐增多,主要用作生产管衬
里、热交换器以及岸上和近海的管道系统等。尤其在石油和天然气的生产中,双相不锈钢多数面
临的主要是酸性环境,即含有大量 Cl—, CO2和一些 H2S 的环境。在含 Cl—的湿 CO恶性环
腐蚀性能,用于加工多种规格的尿素装置主工艺管路高压截止阀的内件等,能起到不错 的效果。
目前八页\总数七十一页\编于点
(6)运输业 最近几年海上化学品运输船行业是国外最大的双相不锈钢用户,消
费量约占热轧板的 50%。化学品船装载的液体货物多种多样,包括化学和石
化产品,要求船舱材料既能耐腐蚀,又有较高的强度和优良的塑性。目前,
40年代:美国开发出第一代双相不锈钢——329钢,耐腐蚀性能好,但含碳
量较高(≤0.1%),含钼和铬都较高,焊接性不好;
50年代:苏联开发含稳定元素钛的双相不锈钢,德、法、英、日等国 也相继开发出双相不锈钢;
60年代:瑞典开发出最具代表性的第一代双相不锈钢——超低碳(≤0.03%)
双相不锈钢,3RE60钢,使焊接接头塑性、韧性和耐腐蚀性显著改善。
奥氏体-铁素体双相不锈钢的性能主要受铁素体和奥氏体比例的影响 ,奥氏体和铁素体各占50%时,具有良好的耐腐蚀性和焊接性。在平衡
状态下,两相的比例主要由钢中的合金元素,即铬当量和镍当量来决定 。
Creq=ωCr+ωMo+1.5ωSi Nieq=ωNi+30ωC+N+0.5ωMn
目前十七页\总数七十一页\编于点
正常含Mo双相不锈钢: PREN=30~36 超级双相不锈钢: PREN>40
双相不锈钢的焊接性及其焊接材料(PPT-19)20页PPT

氢致冷裂 低于低合 金钢因 A≈50% 可溶氢
存在脆性区 σ相(700~ 950℃) 475℃脆性 (α′相)工 作温度低于 250℃
焊接HAZ 快冷非平 衡多余铁 素体引起 腐蚀及脆 化
2.双相不锈钢的焊接性
焊后经检验如发现有σ相和 α′相(475℃脆性) 可用固溶处理消除。
双相不锈钢固溶处理及σ相、475℃脆性的温度范围
2304(Cr18)
E2209 E2304
E2209
2205(Cr22) E2209
E2209
255(Cr25) E2209
E2510
超级双相钢 E2209
E2510
304
E309LMo E309LMo
E2209
E2209
316
E309LMo E309LMo
E2209
E2209
低合金高强钢 E309L
瑞典 芬兰
0.03 0.04
18.5 4.9 2.7 21.5 6.5 1.5
1.7 -
2.0 -
-
Cu=1.0 ~2.0
第 二 代
SAF2205 DP-3
08X21H6M 2T
0Cr21Ni5Ti
瑞典 日本 俄国 中国
0.03 0.03 ≤0.08 0.06
22.0 25.0 21.0 22.0
5.5 6.5 6.5 5.8
不锈钢焊缝金相组织在舍菲尔组织图中的参考位置
1.双相不锈钢简介
双相不锈钢的最大优点
对氯化物、 硫化物有优 异的抗SCC
抗点蚀、缝 隙洞穴腐蚀 能力强
比奥氏体钢
σS高近一倍 塑韧性好
线胀系数比 奥氏体钢低 接近低碳钢
双相不锈钢的不足之处(与奥氏体钢相比)
双相不锈钢的焊接
双相不锈钢的焊接摘要:双相不锈钢是由铁素体和奥氏体两相按一定比例构成的一种不锈钢,具有铁素体相和奥氏体相两相的微观组织。
这种材料强度高,耐蚀性好,现已被广泛应用。
关键词:双相不锈钢;奥氏体;焊接工艺;焊缝型式;双相不锈钢根据其合金成分和性能分为三种。
经济节约型(低合金)双相不锈钢(2101、2304);标准双相不锈钢(2205);超级双相不锈钢(2507)。
其中标准双相不锈钢材料现在已比较成熟,这种材料具有铁素体不锈钢的导热系数大、线膨胀系数小、耐点蚀、缝隙腐蚀、应力腐蚀等优点,同时具有奥氏体不锈钢的塑性韧性、抗晶间腐蚀、力学性能和焊接性能好等优点。
市场上2205双相不锈钢现已被广泛使用,焊接性好、焊缝可靠性高。
一、常见不锈钢焊接方法及工艺不锈钢主要包括当离子焊接、氩弧焊接、手工电弧焊和埋弧焊技术等。
1.手工电弧焊。
为了避免焊接接头在危险温度范围停留较长时间而出现贫铬区,避免接头温度过高而出现热裂纹缺陷,应使用小电流快速焊方式应用在手工焊接不锈钢当中,加强熔池保护,并防止基本金属过热,在具体焊接期间需要采用短弧焊接方式,不能形成横向摆动,最佳方式为窄焊道。
如果要实施多层焊接方式,则每焊完一层需要对熔渣进行彻底清除,对焊接缺陷处进行全面检查,并采取有效处理措施。
等到前道焊缝温度降低到140℃左右时,再进行下一道焊接工序。
在焊接期间需要全面按照“先焊接非工作面,后焊接与腐蚀介质直接接触的工作面”的原则进行。
2.氩弧焊。
对于厚度较小的不锈钢焊件而言,需要优先使用氩弧焊方式,该种焊接方式的优势表现在良好的焊接熔池保护作用,焊接质量高、电弧稳定性强、热量集中、无熔渣、焊接变形幅度小。
在焊接之前需要使用夹具夹紧接头或者进行固焊处理,彻底清理接头25 mm范围内的焊丝和工作面,还需要处理油污等杂质。
在实际焊接期间,首先需要确保焊接质量,在此基础之上加快焊接速度,避免焊缝当中存在气孔,降低焊件变形幅度,避免焊接接头热量过高。
双相不锈钢焊接知识PPT共64页

1
0
、
倚南窗以寄傲,
审
容
膝
之
易
安
。
谢谢!
36、自己的鞋子,自己知道紧在哪里。——西班牙
37、我们唯一不会改正的缺点是软弱。——拉罗什福科
xiexie! 38、我这个人走得很慢,但是我从不后退。——亚伯拉罕·林肯
双相不锈钢焊接知识
6
、
露
凝
无
游
氛
,
天
高
风
景
澈
。
7、翩翩新 来燕,双双入我庐 ,先巢故尚在,相 将还旧居。
8
、
吁
嗟
身
后
名
,
于
我
若
浮
烟
。
9、 陶渊 明( 约 365年 —427年 ),字 元亮, (又 一说名 潜,字 渊明 )号五 柳先生 ,私 谥“靖 节”, 东晋 末期南 朝宋初 期诗 人、文 学家、 辞赋 家、散
39、勿问成功的秘诀为何,且尽全力做你应该做的事吧。——美华纳
40、学而不思则罔,思而不学则殆。——孔子
文 家 。汉 族 ,东 晋 浔阳 柴桑 人 (今 江西 九江 ) 。曾 做过 几 年小 官, 后辞 官 回家 ,从 此 隐居 ,田 园生 活 是陶 渊明 诗 的主 要题 材, 相 关作 品有 《饮 酒 》 、 《 归 园 田 居 》 、 《 桃花 源 记 》 、 《 五 柳先 生 传 》 、 《 归 去来 兮 辞 》 等 。
不锈钢的焊接ppt课件

一、不锈钢及耐热钢的分类及特点
二、奥氏体钢的焊接性
三、奥氏体钢的焊接工艺 四、铁素体钢的焊接 五、马氏体钢的焊接 六、双相不锈钢的焊接
七、异种金属的焊接
1
一、不锈钢及耐热钢的分类及特点
1.不锈钢的分类及特点
(1)定义:
在大气、海水、或其他腐蚀介质中能够抗氧化和腐蚀的高合金钢。
GB/T 3280-2007 不锈钢冷轧钢板和钢带
-3
比热容 c (0~100℃) /J· (g· ℃) 0.46 0.50 0.46 0.46 0.50 0.50 0.50 0.50 0.50
-1
热导率 λ (100℃) /J· (cm· s· ℃) 0.27 0.21 0.25 0.25 0.15 0.16 0.16 0.14 0.11
-1
线膨胀系数 α (0~100℃) /μm· (m· ℃) 10.8 10.4 9.9 10.3 16.9 16.7 16.0 14.4 14.2
13
A.均匀腐蚀:氧化性酸
HNO3
能形成钝化膜 Cr-Ni 18-8
还原性酸 H2SO4
含Mo
14
B.点蚀:Cl-破坏钝化层而腐蚀甚至穿孔
18-8耐点蚀的能力较差,Mo可提高点蚀抗力
双相不锈钢耐点蚀的能力较好
点蚀+疲劳裂纹
15
C.缝隙腐蚀:金属表面由于存在异物或结构上的原因而形成缝隙(如焊缝、
高强钢电镀充氢后拉伸时发生的氢脆沿晶断口
车轴卸荷槽部位出现腐蚀疲劳
高强钢氢脆断口上解理与韧窝带共存
22
不锈钢物理、力学、耐腐蚀特点总结
类型
奥氏 体型
物理特点
导热系数小,膨 胀系数大,弱磁 性
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
双相不锈钢的焊接
2.1 双相不锈钢的发展概况
30年代:法国最先研制出双相不锈钢,呈铁素体和奥氏体双相 组织状态,具有独特的耐腐蚀性和较好的力学性能。但双相不锈 钢的相组成比例难以控制及焊接困难,工业应用受到限制。
40年代:美国开发出第一代双相不锈钢——329钢,耐腐蚀性 能好,但含碳量较高(≤0.1%),含钼和铬都较高,焊接性不好;
双相不锈钢的主Hale Waihona Puke 应用领域(1)中性氯化物环境
双相不锈钢在中性氯化物环境中应用广泛,在加工制造过程中,通常使用 少量的含有氯离子的溶液作为冷却水,从而导致普通的奥氏体不锈钢(例如 AISI 304/316)有产生应力腐蚀的倾向,而双相不锈钢可以很好的解决这一 问题,尤其适用于由孔蚀引起的应力腐蚀开裂的环境。衡量耐腐蚀性的好坏 通常用孔蚀当量指数 PRE=Cr%+3.3Mo%+16N%表示,其中双相不锈钢 PRE 值大于 24,而奥氏体 PRE 小于 20。
(6)运输业
最近几年海上化学品运输船行业是国外最大的双相不锈钢用 户,消费量约占热轧板的 50%。化学品船装载的液体货物多种 多样,包括化学和石化产品,要求船舱材料既能耐腐蚀,又有较 高的强度和优良的塑性。目前,SAF2205 双相不锈钢已取代 316L和 317L 等奥氏体不锈钢,成为海上化学品船的首选材料 。我国在这方面起步较晚,中国长江航运集团青山船厂采用欧洲 建造标准,使用进口的 SAF2205 钢板,自行制造成功第一艘 18500t 化学品船,钢板消耗量大约 1200t,已出口比利时。 实现了我国用双相不锈钢建造化学品船零的突破,该厂已形成规 模生产能力。
(2)石油和天然气工业
20 世纪 80 年代以来,双相不锈钢在酸性气和油的生产中用量逐渐增多 ,主要用作生产管衬里、热交换器以及岸上和近海的管道系统等。尤其在石 油和天然气的生产中,双相不锈钢多数面临的主要是酸性环境,即含有大量 Cl—, CO2和一些 H2S 的环境。在含 Cl—的湿 CO恶性环境中,双相不锈钢 是一种理想材料的首选,可耐高流速的磨损腐蚀,比加缓蚀剂的碳素钢及不 锈钢更能抵抗高流速的磨损腐蚀,并用于井上管道系统,可以减少大量的材 料重量。
(5)化肥工业
尿素工业也是最早使用双相不锈钢的部门之一,其装置中含氯离子水的 热交换设备使用得较多,例如尿素装置中 CO2压缩机三段冷却器原先使用 304L 奥氏体不锈钢管束,l 个月后即因应力腐蚀破裂而导致泄漏,而双相 不锈钢可用 5 年以上,随后一、二段冷却器也都换用了 18-5Mo 或 SAF2205 双相不锈钢。由于双相不锈钢在尿素介质中有良好的抗腐蚀疲 劳性能,很适合用于制造尿素生产的关键设备——甲按泵泵体。国产的 00Cr25Ni6Mo2N 双向不锈钢能够通过 Huey 法的晶间腐蚀倾向的检验, 已用于洞庭氮肥厂(五柱塞式)、黑龙江化肥厂等大型化肥厂。国内中一 些小化肥厂的甲按泵泵体基本上采用 18-5Mo 钢制造,也有数十家采用 的是高铬含铅双相不锈钢。此外这种钢的泵阀锻件通过了日本 JIS G0573 、G0591 硝酸法和硫酸法的检验,批量出口日本,价格要比日本当地生产 的优惠。此外,采用国产 0Cr25Ni6Mo3CuN 时效强化双相不锈钢,利用 其优异的耐磨损腐蚀性能,用于加工多种规格的尿素装置主工艺管路高压 截止阀的内件等,能起到不错的效果。
(4)纸浆和造纸工业
双相不锈钢在纸浆和造纸工业中的发展应用中已经有 40 多年的历史了 ,3RE60双向不锈钢最早就是在这一领域起步应用的。除 3RE60 钢外, 其它双相不锈钢如UR45N (SAF2205)、UR47N (00Cr25Ni6.5Mo3N) 、UR52N+(00Cr25Ni6.5Mo3.5CuN )等都应用在各工业领域。由于双 相不锈钢具有优秀的力学性能,以及耐磨损腐蚀、耐应力腐蚀以及耐疲劳 腐蚀性能好等特长,所以在制造纸浆和工业用的造纸木屑预蒸器、造纸压 力滚筒、连续式和间歇式纸浆蒸煮器和回收设备中都取得了良好的应用效 果。
50年代:苏联开发含稳定元素钛的双相不锈钢,德、法、英、 日等国也相继开发出双相不锈钢;
60年代:瑞典开发出最具代表性的第一代双相不锈钢——超 低碳(≤0.03%)双相不锈钢,3RE60钢,使焊接接头塑性、韧 性和耐腐蚀性显著改善。
70年代:开发出第二代双相不锈钢,即在超低碳的基础上含 氮双相不锈钢,并含有钼、铜、硅等耐蚀性元素。包括18Cr型、 22Cr型及25Cr型,如瑞典开发的SAF2205等。
(3)海水环境
海水是自然环境中腐蚀性最强的一种介质,尤其在金属表面粘附着微生 物薄膜时将产生腐蚀电位增加,同时也增加了孔蚀和缝隙腐蚀的倾向。就 热海水而言,目前大多使用超级双相不锈钢,例如,用 SAF2507 超级双 相不锈钢制造的海水交换器,使用 3 年未发现腐蚀,而钛管由于不耐 F— 腐蚀,只能用 3 个月。
2.2 双相不锈钢的成分、组织和性能
2.2.1 主要成分:Cr、Ni、Mo、N。 其中, Cr、Mo—铁素体形成元素
Ni、N —奥氏体形成元素 N—主要固溶强化元素 Cr、Mo、N—提高耐氯化物点蚀性能
双相不锈钢的发展历程可概括为“产量低、增速快”。2002年全球 双相不锈钢年产量约占不锈钢总产量的1%,但到了2009年这 一比例上升到了15%,这种高增长的原因在于:一是质量具备 可靠性;二是成本具备经济性。
目前双相不锈钢被广泛应用于工业设备制造和工程项目建设。如: 炼油行业中的催化裂化装置、加氢处理装置、油气输送管线;化 工行业中的氯乙烯生产装置;运输行业中的海上化学品船;造纸 行业中的漂白设备、建筑行业中的结构件;核电行业等。