零缺陷抽样表
【干货】零缺陷(C=0)抽样方案
零缺陷(C=0)抽样方案零缺陷概念的产生:被誉为“全球质量管理大师”、“零缺陷之父”和“伟大的管理思想家”的菲利浦·克劳士比(Philip B. Crosby)在20世纪60年代初提出“零缺陷”思想,并在美国推行零缺陷运动。
后来,零缺陷的思想传至日本,在日本制造业中得到了全面推广,使日本制造业的产品质量得到迅速提高,并且领先于世界水平,继而进一步扩大到工商业所有领域。
零缺陷理论核心是:“第一次就把事情做对”。
所谓"零缺陷"抽样方案,简单的说,就是不管你的批量和样本大小如何,其抽样检验的接收数Ac=0,即"0收1退"。
举例:某客户在其《供应商质量手册》中规定成品验收采用C=0抽样方案。
所谓C=0抽样方案通常又被大家称为零缺陷抽样方案,即只有抽样产品全部经检验全部合格,整批产品才能够被接收;而只要在验收过程中发现有一个不良品,整批产品将被判为不合格。
客户的这一要求在公司内部引起了一些同事的担心,认为这样的要求是不是过于严格了?公司根本做不到,甚至有同事认为客户这样的要求是“霸王”条款。
事实上,C=0 抽样方案目前在国内已经被广泛使用。
它和我们中国应用较多的 GB/T2828.1-2012抽样方案一样,就方案本身来讲不存在严格不严格的概念。
在应用 GB/T2828.1-2012时,一个抽样计划严格与否取决于我们对于 AQL 的选择。
AQL 值小,抽样计划就严格;AQL 值大,抽样计划就宽松。
同样的,C=0 抽样方案也规定了一系列与GB/T2828.1-2012相同的AQL值,选择哪个AQL值完全在于我们自己的选择以及与客户的协商来决定。
所以有关“C=0抽样方案过于严格”的论断完全不成立,出现这种认识仅仅是因为大家不了解C=0 抽样方案。
需要说明的是,该客户的《供应商质量手册》是根据 IATF16949:2016建立的,而IATF16949:2016标准条款8.6.6中明确要求接收水平必须是零缺陷。
零缺陷(C=0)抽样方案

零缺陷概念的产生:被誉为“全球质量管理大师”、“零缺陷之父”和“伟大的管理思想家”的菲利浦·克劳士比(Philip B. Crosby)在20世纪60年代初提出“零缺陷”思想,并在美国推行零缺陷运动。
后来,零缺陷的思想传至日本,在日本制造业中得到了全面推广,使日本制造业的产品质量得到迅速提高,并且领先于世界水平,继而进一步扩大到工商业所有领域。
零缺陷理论核心是:“第一次就把事情做对”。
所谓"零缺陷"抽样方案,简单的说,就是不管你的批量和样本大小如何,其抽样检验的接收数Ac=0,即"0收1退"。
举例:某客户在其《供应商质量手册》中规定成品验收采用 C=0 抽样方案。
所谓 C=0 抽样方案通常又被大家称为零缺陷抽样方案,即只有抽样产品全部经检验全部合格,整批产品才能够被接收;而只要在验收过程中发现有一个不良品,整批产品将被判为不合格。
客户的这一要求在公司内部引起了一些同事的担心,认为这样的要求是不是过于严格了?公司根本做不到,甚至有同事认为客户这样的要求是“霸王”条款。
事实上,C=0 抽样方案目前在国内已经被广泛使用。
它和我们中国应用较多的GB/T2828.1-2012抽样方案一样,就方案本身来讲不存在严格不严格的概念。
在应用GB/T2828.1-2012时,一个抽样计划严格与否取决于我们对于 AQL 的选择。
AQL 值小,抽样计划就严格;AQL 值大,抽样计划就宽松。
同样的,C=0 抽样方案也规定了一系列与GB/T2828.1-2012 相同的 AQL值,选择哪个AQL 值完全在于我们自己的选择以及与客户的协商来决定。
所以有关“C=0 抽样方案过于严格”的论断完全不成立,出现这种认识仅仅是因为大家不了解C=0 抽样方案。
需要说明的是,该客户的《供应商质量手册》是根据IATF16949:2016 建立的,而IATF16949 :2016标准条款8.6.6中明确要求接收水平必须是零缺陷。
aql抽样标准表0
aql抽样标准表0AQL抽样标准表是指按照AQL(Acceptable Quality Level,可接受质量水平)制定的一种质量抽样检验标准。
在生产过程中,为了保证产品质量,需要进行抽样检验来判断产品的合格程度。
AQL抽样标准表就是根据AQL制定的一种抽样检验方案,通过对抽样数量和抽样标准的规定,来判断产品是否符合质量要求。
AQL抽样标准表0是指在进行抽样检验时,产品的合格标准为零缺陷。
也就是说,按照AQL抽样标准表0进行抽样检验时,如果抽样的产品中出现了任何一个缺陷,就判定为不合格。
这种抽样标准适用于对产品质量要求非常高的情况,例如对于医疗器械、航空航天等领域的产品。
AQL抽样标准表0的制定是为了保证产品的质量达到最高水平,避免任何缺陷产品流入市场,从而保障消费者的权益和安全。
在实际生产中,对于一些关键零部件或者对安全要求极高的产品,通常会采用AQL抽样标准表0进行抽样检验,以确保产品的质量符合最高标准。
AQL抽样标准表0的制定需要根据具体的产品特点和质量要求来确定抽样数量和抽样标准。
通常情况下,抽样数量会比较小,但是对于每一个抽样产品的质量要求非常严格。
这就要求生产企业在生产过程中严格控制每一个环节,确保产品的质量符合要求,以满足AQL抽样标准表0的要求。
在实际应用中,AQL抽样标准表0需要结合生产实际情况进行灵活运用。
生产企业可以根据自身的生产特点和质量管理体系,合理制定AQL抽样标准表0的抽样方案,以确保产品质量符合要求。
同时,生产企业还需要加强对生产过程的管控,提高生产工艺水平,从源头上控制产品质量,以满足AQL抽样标准表0的要求。
总之,AQL抽样标准表0是一种对产品质量要求非常高的抽样检验标准,适用于对产品质量要求极高的情况。
生产企业在应用AQL抽样标准表0时,需要根据实际情况合理制定抽样方案,并加强对生产过程的管控,以确保产品质量符合最高标准。
这样才能够保证产品质量达到最高水平,满足消费者的需求和期待。
工具讲解浅谈零缺陷(C=0)抽样方案

工具讲解浅谈零缺陷(C=0)抽样方案前言:公司某海外客户在其《供应商质量手册》中规定成品验收采用C=0抽样方案。
所谓C=0抽样方案通常又被大家称为零缺陷抽样方案,即只有抽样产品全部经检验全部合格,整批产品才能够被接收;而只要在验收过程中发现有一个不良品,整批产品将被判为不合格。
客户的这一要求在公司内部引起了一些同事的担心,认为这样的要求是不是过于严格了?我们公司根本做不到,甚至有同事认为客户这样的要求是“霸王”条款。
事实上,C=0抽样方案目前在国内已经被广泛使用。
它和国内应用较多的GB2828抽样方案一样,就方案本身来讲不存在严格不严格的概念。
我们知道,在应用GB2828时,一个抽样计划严格与否取决于我们对于AQL的选择。
AQL值小,抽样计划就严格;AQL值大,抽样计划就宽松。
同样的,C=0抽样方案也规定了一系列与GB2828相同的AQL值,选择哪个AQL值完全在于我们自己的选择以及与客户的协商来决定。
所以有关“C=0抽样方案过于严格”的论断完全不成立,出现这种认识仅仅是因为大家不了解C=0抽样方案。
需要说明的是,该客户的《供应商质量手册》是根据ISO/TS16949(即GB/T18305)建立的,而ISO/TS16949在7.1.2 条款中明确要求接收水平必须是零缺陷。
(ISO/TS16949 7.1.2接收准则:组织应规定接收准则,要求时,由顾客批准。
对于计数型数据抽样,接收水平应是零缺陷。
)所以,客户的要求是根据的,不存在任何“霸王”要求。
1、抽样检验简介抽样检验又称为统计抽检检验,是指从交验的一批产品中,随机抽取若干单位产品组成样本进行检验,通过对样本的检验结果对整批产品做出质量判定的过程。
我们知道,检验是不产生价值的工作,因此如何更经济、快捷的进行检验就直接关系到生产的成本和效率。
统计抽样检验理论是美国贝尔实验室的道奇和罗米格于1929年创立的,它和1924年休哈特提出的统计过程控制(控制图)一起被视为质量管理从质量检验阶段进入统计质量控制阶段的两个标志性成果。
零缺陷抽样方案QS/TS
注意:此处的“缺陷”等同我们平常所说的缺点,不同于ISO9000:2000中的”缺陷的定义。
(3)缺陷品(defective)
是具有一个或多个缺陷的产品,对应于GB2828中的“不合格”。
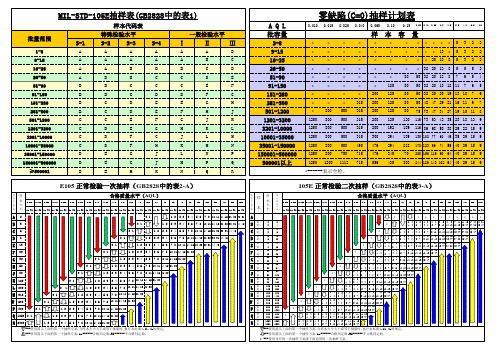
3.5 c=0抽样表
表3-1为零缺陷(c=0)抽样方案。
表3-2为零缺陷(c=0)抽样方案与CB2828正常检查一次抽
9
#125
≥500001
1250
#1250
1200
#800
1112
#2000
715
#1250
556
#1250
435
#1250
303
#1250
244
#1250
189
#1250
143
#1250
102
#1250
54
#800
40
#500
29
#315
15
#200
9
#125
注:(1)*表示整批须百分之百检验;
(2)#表示使用GB2828正常一次抽样表时的抽样数(IL=Ⅱ)
123
#500
96
#500
74
#500
56
#500
40
#500
29
#315
15
#200
9
#125
15
250
#1250
800
#800
750
#500
715
#1250
476
#800
345
#800
270
#800
200
#800
156
#800
119
#800
C=0,MIL-STD-105E,GB2828
A B C D E F G H J
0 1 0 1 0 1 0 1 0 1 0 1 0 1 0 1 0 1 0 1 0 0 1 0 1 0 1 1 2 1 2 2 3 1 2 2 3 3 4 1 2 2 3 3 4 5 6 1 1 2 2 3 3 4 5 6 1 2 2 3 3 4 5 6 1 2 2 3 3 4 5 6 1 2 2 3 3 4 5 6 1 2 2 3 3 4 5 6 1 2 2 3 3 4 5 6 1 2 2 3 3 4 5 6 1 2 2 3 3 4 5 6 1 2 2 3 3 4 5 6 1 2 2 3 3 4 5 6 1 2 2 3 3 4 5 6
本
* * * * * 125 125 125 125 125 192 294 294 345 435
容
* * * * 80 80 80 80 80 120 189 189 218 70 303
量
* * * * * * * * * * 13 * * 8 8 8 5 5 5 5 7 3 3 3 5 6 7 2 2 2 5 5 6 7 9 2 2 2 3 4 5 6 7 8 9 9 9 9 9 9
1 2 2 3 3 4 5 6
2 3 3 4 5 6
3 4 5 6
5 6
7 8 10 11 14 15 21 22 30 31
A B C D E F G H J K L M N P Q R
第一 第二 第一 第二 第一 第二 第一 第二 第一 第二 第一 第二 第一 第二 第一 第二 第一 第二 第一 第二 第一 第二 第一 第二 第一 第二 第一 第二 第一 第二 2 2 3 3 5 5 8 8 13 13 20 20 32 32 50 50 80 80 125 125 200 200 315 315 500 500 800 800 1250 1250 2 4 3 6 5 10 8 16 13 26 20 40 32 64 50 100 80 160 125 250 200 400 315 630 500 1000 800 1600 1250 2500 * * * * * * * * * * * * * *
零缺陷抽样标准

MIL-STD-1916抽样标准简介一、前言为强调过程品管与持续不断改进的重要性,美军于1996年推出新版的抽样标准:MIL-STD-1916,用以取代MIL-STD-105E作为美军采购时主要选用的抽样标准。
本标准的目的在鼓励供应商建立品质系统与使用有效的过程控制程序,以取代最终产品的抽样方式,希望供应商远离以AQL(Acceptable Quality Level)为主的抽样计划,而以预防性的品质制度代替它,故本标准之愿景在建立不合格过程改进之制度,而非最终检验品质之水准。
MTL-STD-1916与MIL-STD-105E抽样标准不同之处,主要有以下几点:1、抽样计划以单次抽样(含加严、正常及减量)为主,删除双次与多次抽样,抽样以“0收1退”(ZBA Zero Based Acceptance)当做判定标准,强调不允许不良品之存在。
2、建立持续不断改善之品质系统制度与善用多项品质改善工具。
3、以预防代替检验,在过程中执行统计过程品管(SPC)。
4、对计数、计量及连续性抽样作业均可适用(分别有三种抽样表),不再像以往MIL-STD-105E仅限于计数值抽样,MIL-STD-414仅限于计量值抽样与MIL-STD-1235仅限于连续性抽样(以上标准美军均已废止)。
5、把抽样视为一种浪费的行为,如供应商可提出不同产品的接收计划,如获顾客同意后,则可按约定的接收方式办理验收。
6、MIL-STD-1916强调供应商品质系统的建立,以预防为主,而MIL-STD-105E强调顾客的抽样技术,避免接收不合格件。
此外,以往最常用的MIL-STD-105E抽样标准,使用的查检表上就有加严、正常及减量等对应查检表数十个,在运用上并不是很方便,而MIL-STD-1916所使用的表格(含计数、计量及连续性抽样),就只有4个,在使用的简便性上,已有大大的改善。
二、适用范围1、本标准所提供的品质计划与程序,不能减轻供应商满足顾客需求的责任,供应商必须建立品质系统,包括制造程序,品管监控等作业,用以生产符合顾客品质要求的产品。
【干货】零缺陷(C=0)抽样方案
零缺陷(C=0)抽样方案零缺陷概念的产生:被誉为“全球质量管理大师”、“零缺陷之父”和“伟大的管理思想家”的菲利浦·克劳士比(Philip B. Crosby)在20世纪60年代初提出“零缺陷”思想,并在美国推行零缺陷运动。
后来,零缺陷的思想传至日本,在日本制造业中得到了全面推广,使日本制造业的产品质量得到迅速提高,并且领先于世界水平,继而进一步扩大到工商业所有领域。
零缺陷理论核心是:“第一次就把事情做对”。
所谓"零缺陷"抽样方案,简单的说,就是不管你的批量和样本大小如何,其抽样检验的接收数Ac=0,即"0收1退"。
举例:某客户在其《供应商质量手册》中规定成品验收采用C=0抽样方案。
所谓C=0抽样方案通常又被大家称为零缺陷抽样方案,即只有抽样产品全部经检验全部合格,整批产品才能够被接收;而只要在验收过程中发现有一个不良品,整批产品将被判为不合格。
客户的这一要求在公司内部引起了一些同事的担心,认为这样的要求是不是过于严格了?公司根本做不到,甚至有同事认为客户这样的要求是“霸王”条款。
事实上,C=0 抽样方案目前在国内已经被广泛使用。
它和我们中国应用较多的 GB/T2828.1-2012抽样方案一样,就方案本身来讲不存在严格不严格的概念。
在应用 GB/T2828.1-2012时,一个抽样计划严格与否取决于我们对于 AQL 的选择。
AQL 值小,抽样计划就严格;AQL 值大,抽样计划就宽松。
同样的,C=0 抽样方案也规定了一系列与GB/T2828.1-2012相同的AQL值,选择哪个AQL值完全在于我们自己的选择以及与客户的协商来决定。
所以有关“C=0抽样方案过于严格”的论断完全不成立,出现这种认识仅仅是因为大家不了解C=0 抽样方案。
需要说明的是,该客户的《供应商质量手册》是根据 IATF16949:2016建立的,而IATF16949:2016标准条款8.6.6中明确要求接收水平必须是零缺陷。
零缺陷抽样计划表
19
(海量营销管理培训资料下载)
整群随机抽样示意图
⊙⊙⊙⊙ ⊙⊙⊙⊙⊙⊙ ⊙⊙⊙⊙⊙⊙⊙ ⊙⊙⊙⊙⊙⊙⊙ ⊙⊙⊙⊙⊙⊙ ⊙⊙⊙⊙ ⊙⊙ ⊙⊙⊙ ⊙⊙
抽样
利用简单随机抽样法,通常的情况下,需将个体一一编号 然后利用乱数表或其它随机方法,作放回或不放回抽样 总体容量不大 ,抽取特定号码的个体,因此当总体容量不大 总体容量不大时,简单随 机抽样确实是一种有效的抽样方法。
18
(海量营销管理培训资料下载)
随机抽 随机抽样
样本的选择原则:抽样 检查是通过样本来判断 整批产品是否合格。因 此,样本要能够代表批 的质量方可进行抽样检 查,为此进行随机抽样 随机抽 随机 至为重要。
一般可以采用:
整群随机抽样; 分层随机抽样; 分段随机抽样; 系统随机抽样。
3
(海量营销管理培训资料下载)
组合法则
从n个可用事物中取出r件组合数为如下式子:(式 中n=可用事物总数,r=取出事物数。利用上述组合法 则,须有n个事物,且由n个中取出r个做组合,另应考 虑相同事物重新安排是相同的。)
n! = C (n − r )!r!
(海量营销管理培训资料下载)
课程大纲:
排列及组合说明; 超几何分布; 二项分布; 卜氏分布; 抽样名词、概念说明; AQL、LTPD的设定; OC曲线; GB2828抽样表的使用; MIL-STD-105表的使用; 零缺陷抽样计划表; 如何将105E表转换成零 缺陷抽样计划表。
14
(海量营销管理培训资料下载)
何时需要使用抽样检验?
产量大、批量大、并且连续生产时无法进行全数检验; 允许一定数量的不合格存在; 希望减少检验时间和检验费用时; 刺激生产者注意改进质量时; 刺激生产者注意改进质量时 破坏性检查全检不允许时; 质量水平达不到,全检又没有必要,只对坏批进行全检, 希望改善平均质量时; 根据检查结果选择供方时,批间质量不稳定或批数不多, 转入间接检查不充分时; 抽样检查与全检相比,受检单位产品数少,检查项可 多些,但是同一质量的产品批有可能判合格,也有可 能判不合格。而且,当不合格品率很小时,很难抽出 15 不合格品。
零缺陷抽样标准
MIL-STD-1916抽样标准简介一、前言为强调过程品管与持续不断改进的重要性,美军于1996年推出新版的抽样标准:MIL-STD-1916,用以取代MIL-STD-105E作为美军采购时主要选用的抽样标准。
本标准的目的在鼓励供应商建立品质系统与使用有效的过程控制程序,以取代最终产品的抽样方式,希望供应商远离以AQL(Acceptable Quality Level)为主的抽样计划,而以预防性的品质制度代替它,故本标准之愿景在建立不合格过程改进之制度,而非最终检验品质之水准。
MTL-STD-1916与MIL-STD-105E抽样标准不同之处,主要有以下几点:1、抽样计划以单次抽样(含加严、正常及减量)为主,删除双次与多次抽样,抽样以“0收1退”(ZBA Zero Based Acceptance)当做判定标准,强调不允许不良品之存在。
2、建立持续不断改善之品质系统制度与善用多项品质改善工具。
3、以预防代替检验,在过程中执行统计过程品管(SPC)。
4、对计数、计量及连续性抽样作业均可适用(分别有三种抽样表),不再像以往MIL-STD-105E仅限于计数值抽样,MIL-STD-414仅限于计量值抽样与MIL-STD-1235仅限于连续性抽样(以上标准美军均已废止)。
5、把抽样视为一种浪费的行为,如供应商可提出不同产品的接收计划,如获顾客同意后,则可按约定的接收方式办理验收。
6、MIL-STD-1916强调供应商品质系统的建立,以预防为主,而MIL-STD-105E强调顾客的抽样技术,避免接收不合格件。
此外,以往最常用的MIL-STD-105E抽样标准,使用的查检表上就有加严、正常及减量等对应查检表数十个,在运用上并不是很方便,而MIL-STD-1916所使用的表格(含计数、计量及连续性抽样),就只有4个,在使用的简便性上,已有大大的改善。
二、适用范围1、本标准所提供的品质计划与程序,不能减轻供应商满足顾客需求的责任,供应商必须建立品质系统,包括制造程序,品管监控等作业,用以生产符合顾客品质要求的产品。