TC4钎焊
tc4钛合金消音蜂窝结构钎焊工艺

140
焊接学报
第 40 卷
合金消音蜂窝结构声学性能的影响.
1 试验方法
试验用带孔面板为 0.6 mm 厚 TC4 钛合金,孔 径 1.0 mm,消音小孔呈等边三角形分布,孔间距 5 mm. 无孔面板为 0.8 mm 厚 TC4 钛合金. 蜂窝芯 体为 0.1 mm 厚 TC4 钛合金箔材组成的正六边形 蜂窝,芯格尺寸 (内切圆直径)11.2 mm,芯体高度 15 mm.
面板堵孔、板/芯钎焊界面显微组织和蜂窝结构力 学性能,确定钛合金消音蜂窝结构钎焊工艺.
采用优化的钎焊工艺制备图 2 所示 TC4 钛合 金消音蜂窝结构声学性能试验件 (尺寸 400 mm × 50 mm). 流管实验台对不同流速和声压级下 TC4 钛合金消音蜂窝试验件的声学性能进行了测试,并 将测试结果与声阻抗理论计算结果进行了对比分 析,评估钎焊工艺对钛合金消音蜂窝结构声学性能 的影响.
间 90 min 时,钎焊后的钛合金消音蜂窝力学性能良好,且消音蜂窝声学性能试验测试结果和理论模型计算结果
一致.
关键词: 钛合金消音蜂窝;钎料添加厚度;消音孔堵孔;力学性能;声学性能
中图分类号:TG 454
文献标识码:A
doi:10.12073/j.hjxb.201940射,由带孔面 板、蜂窝芯体和无孔面板组成的消音蜂窝结构在发 动机短舱中广泛使用. 消音蜂窝的消音原理主要是 利用声波经带孔面板进入蜂窝芯格形成的 Helmholtz 共振腔,在底部无孔面板和蜂窝芯格产生反射,声 波与面板和蜂窝芯格壁产生摩擦将声能转化成热 能降低噪音[1-4]. 与铝合金胶接消音蜂窝相比,钛合 金钎焊消音蜂窝能够承受更高的工作温度和载荷 水平,在需要热流除冰的进气道部位和靠近燃烧室 的短舱高温部位有良好的应用前景.
TC4钛合金/不锈钢真空钎焊接头的界面组织及抗剪强度

TC4钛合金/不锈钢真空钎焊接头的界面组织及抗剪强度秦优琼;于治水
【期刊名称】《机械工程材料》
【年(卷),期】2012(036)011
【摘要】在钎焊温度800-890℃、保温时间2~25min的条件下,采用Ag-28%Cu钎料对TC4钛合金与1Cr18Ni9Ti不锈钢进行真空钎焊,并对接头的界面组织及抗剪强度进行了研究。
结果表明:由于TC4母材中的钛向钎料溶解并扩散到不锈钢与钎料的界面,形成了固溶Cu的FeTi相,解决了不锈钢难于被一般钎料润湿的问题;钎焊接头界面结构为TC4/Ti/Ti2Cu/TiCu/Ag+Cu/Ti40Cu60-xFex/TiFe/不锈钢;在钎焊温度为830℃、保温时间为5rain的条件下,接头获得的抗剪强度最高,为103MPa。
【总页数】4页(P29-31,35)
【作者】秦优琼;于治水
【作者单位】上海工程技术大学材料工程学院,上海201620;上海工程技术大学材料工程学院,上海201620
【正文语种】中文
【中图分类】TG454
【相关文献】
1.TC4钛合金真空钎焊接头组织与高温性能 [J], 王刚;吴林志;李鑫;冯吉才
2.TiB_w/TC4钛合金与C/C复合材料钎焊接头的界面组织结构 [J], 黄超;林铁松;
何鹏;顾小龙
3.置氢TC4钛合金与C/SiC复合材料钎焊接头界面组织和结构 [J], 王宇欣;张丽霞;王军;冯吉才
4.TiNi形状记忆合金与不锈钢激光钎焊接头界面组织特征 [J], 李明高;孙大千;邱小明
5.TC4钛合金-316L不锈钢真空钎焊接头组织与性能研究 [J], 朱瑞;李国选;汪月勇;王超宁;董可伟;孔见
因版权原因,仅展示原文概要,查看原文内容请购买。
TC4钛合金喷嘴真空钎焊工艺研究

可 见 ,图 5 a中的 A相主要 南 _ 和 A 两种 元素 构成 , r i l
还有 极 少 量 的 N 和 C i u等 元 素 , r 此 认 为 灰 白 色 块 大 l 状 相 A 主 要 为 r 和 A 的 化 合 物 相 。B 和 D 相 的 形 态 r ; 1
和元 素组 成较 相似 ,主要 由 . 元 素 构 成 ,并 在其 中 r j 溶 解少量 的 A 、V、N 、C 1 i u和 z 元 素 ,但 与 更靠 近 r
料 与 母 材 之 问 的 界 面 反 应 程 度 较 低 ,难 以 实 现 有 效
的冶金结合 ,因而接 头 强度 较 低 。而 当保 温 时间 过
图 2 界面分析试件装配
长 时 ,界 面 反 应 过 于 激 烈 ,界 面 上 生 成 了过 多 的 金
2 .试 验 结 果 及分 析
( )钎焊接 头 的抗 拉 强度 卣先 是 钎焊 温 度对 1 接头 抗拉强 度的影 响 :保温 时 问为 1mi,不 同钎焊 5 n 温度 对接头 强 度 的影 响 如 图 3所 示 。从 图 中可 以看
:
面 是一个较 宽 的区问 。
嘧 如
1
( )整个 界 面 a
≥
血l 赴
f
( ) N 、C b i u和 z 兀素 r
罔6 T4 C 钉焊接又线扫捕结果 ( = 4  ̄ f 1m n T 90 C、 = 5 i )
元 素扩散 的速度 最快
表 3中列 出 了 罔 5中 T 4合 金接 头 各 反应 产 物 C 中元素 含量 巾 A~D各点 E S分 析 的结 果 :从 表 3巾 D
TC4钎焊
[转帖]TC4钛合金真空钎焊的研究TC4钛合金真空钎焊的研究吴欣康慧朱颖曲平《航空制造技术》[摘要]用钛基钎料钎焊的钛合金焊接接头强度较高,因而具有一定的应用前景。
本课题采用Ti-Zr-Cu-Ni钎料并加入适当的合金元素,成功地应用于TC4合金的钎焊,钎缝成形良好,提高了焊接接头的性能。
[hide=2]钛合金具有比强度和比刚度高、耐腐蚀性好以及高温机械性能优良等优点,因而被广泛应用于航空、航天和其他工业领域。
在一些钛合金复杂结构、薄壁精密结构的制造工艺中,由于钎焊连接具有独特的优势而愈来愈受到重视,对钛合金用钎料的研究也逐渐成为钎焊领域研究的热点之一。
钛合金钎焊用钎料中常用的主要有银基钎料、铝基钎料和钛基钎料,银基钎料和铝基钎料虽有良好的润湿性和一定的机械性能,但焊缝与母材相比,其机械性能和化学性能差距较大;钛基钎料与钛合金的冶金相容性好,可以获得高强度的接头,是钎焊钛合金的优质钎料,但接头的脆性较大。
基于此,本课题选用较为常用的Ti-Zr-Cu-Ni系钎料钎焊TC4,并在改善脆性方面开展了一些研究工作。
由于在Ti-Zr-Cu-Ni系钎料中的Cu、Ni元素对钛合金来说属于活性的β稳定元素,能使钛合金的共析速度加快,在共析转变后会生成脆性的金属间化合物(γ),从而使接头性能降低,因此,在Ti-Zr-Cu-Ni系钎料中加入了能降低共析转变速度的惰性的β稳定元素Co,以改善钎料的性能,从而提高钎焊接头的性能。
1 试验材料和方法1 1 试验母材试验用母材为2mm厚的TC4板材。
1 2 试验用钎料要得到组织和性能满意的钎焊接头,钎料必须能较好地润湿母材并能填满接头间隙。
此外,TC4的相变温度为960℃左右,所以要求钎料的焊接温度必须低于此温度,否则将引起母材β晶粒长大,从而影响材料的性能。
本试验配置了两组钛基钎料,其中,1#钎料为钎焊钛合金时常用的钛基钎料,2#钎料以Ti-Zr-Cu-Ni为基并加入了合金元素Co,其成分如表2所示。
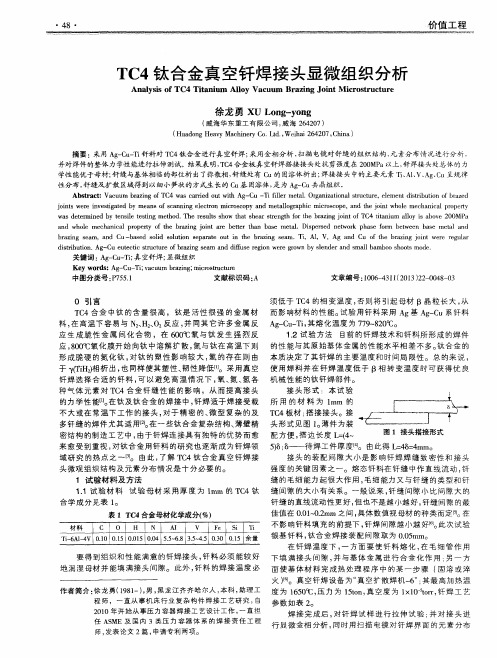
TC4钛合金真空钎焊接头显微组织分析
TC4钛合金真空钎焊接头显微组织分析作者:徐龙勇来源:《价值工程》2013年第22期摘要:采用Ag-Cu-Ti钎料对TC4钛合金进行真空钎焊;采用金相分析、扫描电镜对钎缝的组织结构、元素分布情况进行分析,并对焊件的整体力学性能进行拉伸测试。
结果表明,TC4合金板真空钎焊搭接接头处抗剪强度在200MPa以上,钎焊接头处总体的力学性能优于母材;钎缝与基体相临的部位析出了弥散相,钎缝处有Cu的固溶体析出;焊接接头中的主要元素Ti、Al、V、Ag、Cu呈规律性分布,钎缝及扩散区域得到以细小笋状的方式生长的Cu基固溶体,是为Ag-Cu共晶组织。
Abstract: Vacuum brazing of TC4 was carried out with Ag-Cu -Ti filler metal. Organizational structure, element distribution of brazed joints were investigated by means of scanning electron microscopy and metallographic microscope, and the joint whole mechanical property was determined by tensile testing method. The results show that shear strength for the brazing joint of TC4 titanium alloy is above 200MPa and whole mechanical property of the brazing joint are better than base metal. Dispersed network phase form between base metal and brazing seam, and Cu-based solid solution separate out in the brazing seam. Ti, Al, V, Ag and Cu of the brazing joint were regular distribution. Ag-Cu eutectic structure of brazing seam and diffuse region were grown by slender and small bamboo shoots mode.关键词: Ag-Cu-Ti;真空钎焊;显微组织Key words: Ag-Cu-Ti;vacuum brazing;microstructure中图分类号:P755.1 文献标识码:A 文章编号:1006-4311(2013)22-0048-030 引言TC4合金中钛的含量很高,钛是活性很强的金属材料,在高温下容易与N2、H2、O2反应,并同其它许多金属反应生成脆性金属间化合物,在600℃氧与钛发生强烈反应,800℃氧化膜开始向钛中溶解扩散,氮与钛在高温下则形成脆硬的氮化钛,对钛的塑性影响较大,氢的存在则由于γ(TiH2)相析出,也同样使其塑性、韧性降低[1]。
TC4钛合金的TIG焊接工艺及缺陷分析

(3) 焊接电流选择合理 ,则焊后试样的抗拉强度 、 延伸率与母材相当 。
参考文献
1 草道英武编. 程 敏 ,赵克德 ,屈翠芬译. 金属钛及其应用. 北京 :冶金工业出版社 ,1989.
2 陆树荪 ,顾开道 ,郑来苏. 有色铸造合金及熔炼. 北京 :国防 工业出版社 ,1983.
图 3a 是焊接电流在 75 A 时产生的焊缝中的夹杂
图 3b 为焊接电流在 160 A 时焊缝内的夹杂物 。出 现这样的夹杂很可能是由于电流密度较大 ,导致焊丝熔 断 ,或者钨极尖端烧损造成的 ,通过能谱分析得知 ,杂质 中 W 含量很高 ,因此可以断定杂质是由钨极烧损造成 的 ,所以在焊接前修磨钨极时端部不能太尖 ,以防钨烧 损[6] 。 2. 3 裂纹分析
其应用带来一定困难[3~5] 。本论文的目的是通过一系 列的焊接试验来研究分析 TC4 钛合金 TIG 焊工艺及焊 接时出现的各种焊接缺陷 。
1 试验过程
1. 1 试验材料 本试验使用的母材为 4 mm 厚 TC4 板材 ,焊接材料
选用了 <2. 5 mm 的 TC4 标准焊丝 ERTi - 6Al - 4V ,具体 化学成分如表 1 所示 。
表 3 试样力学性能 焊缝延伸率 ( %) 6. 8 7. 3 6. 5 6. 2 7. 1
焊缝硬度 ( HV) 359 330 347 355 343
热影响区硬度 ( HV) 342 318 329 341 335
3 结 论
(1) 用 ERTi - 6Al - 4V 焊丝焊接 TC4 合金最佳焊 接电压为 15~25 V ,焊接电流为 100~120 A ,焊缝区为 交叉片状组织和针状组织 ,其硬度比母材高 ,热影响区 组织明显长大 。
TC4钛合金真空钎焊接头显微组织分析
关键词 : A g — c u — T i ; 真空钎焊; 显微组织
Ke y wo r d s :Ag — — Cu — — T i ; v a c u u m b r a z i n g ; mi c r o s t r u c t u r e
中图 分类 号 : P 7 5 5 . 1
徐龙 勇 X U L o n g — y o n g
( 威 海 华 东 重 工 有 限公 司 , 威海 2 6 4 2 0 7 )
( Hu a d o n g H e a v y Ma c h i n e r y C o . L t d . , We i h a i 2 6 4 2 0 7 , C h i n a )
b r a z i n g s e a m, a n d C u - b a s e d s o l i d s o l u t i o n s e p a r a t e o u t i n t h e b r a z i n g s e a m. T i , A 1 ,V , A g a n d C u o f t h e b r a z i n g j o i n t w e r e r e g u l a r
d i s t r i b u t i o n . Ag — C u e u t e c t i c s t uc r t u r e o f b r a z i n g s e a m a n d d i f f u s e r e g i o n w e r e g r o w n b y s l e n d e r a n d s ma l 1 b a mb o o s h o o t s mo d e .
TC4钛合金钎焊工艺与接头组织性能研究

TC4钛合金钎焊工艺与接头组织性能研究淮军锋;郭万林【期刊名称】《焊接》【年(卷),期】2016(000)005【摘要】TC4钛合金是一种中等强度的α-β型双相钛合金,具有优异的综合性能,长时间工作温度可达到400℃.文中针对TC4钛合金复杂精密构件设计制造可能的需求,采用Ti-21Cu-13Zr-9Ni钎料对TC4合金进行了真空钎焊.通过扫描电镜与能谱等手段,对钎焊接头界面的元素分布及钎焊接头的组织进行分析;同时测试了接头室温和高温力学性能.试验结果表明,采用Ti-21Cu-13Zr-9Ni钎料钎焊TC4钛合金合理可行;采用Ti-21Cu-13Zr-9Ni钎料930℃/10 min钎焊TC4钛合金的钎焊接头,通过930℃/40min扩散处理后,钎焊接头室温、高温400℃和600℃抗拉强度分别达到930 MPa、610 MPa、400 MPa;基本等强于同一热循环的母材抗拉强度.采用Ti-21Cu-13Zr-9Ni钎料930℃/10 min钎焊TC4钛合金的钎焊接头,通过930℃/40 min扩散处理后,其钎焊接头的冲击性能有明显提高.【总页数】4页(P57-60)【作者】淮军锋;郭万林【作者单位】北京航空材料研究院焊接与塑性成型研究所 100095;北京航空材料研究院焊接与塑性成型研究所 100095【正文语种】中文【中图分类】TG454【相关文献】1.TA15钛合金钎焊工艺与接头组织性能研究 [J], 淮军锋;郭万林;李天文2.钎焊工艺对钛钎焊石墨与TZM合金接头组织性能的影响 [J], 徐庆元;李宁;熊国刚;张伟;赵伟3.基于正交实验的TC4钛合金激光焊接头组织性能优化研究 [J], 许爱平; 董俊慧; 甄邵杨; 张艺程4.TC4钛合金真空电子束焊焊接接头组织性能与腐蚀行为研究 [J], 陈启斌5.焊接功率对TC4钛合金激光焊接头成形与组织性能研究 [J], 许爱平;董俊慧;甄邵杨;张艺程因版权原因,仅展示原文概要,查看原文内容请购买。
TiNiNb钎焊Cf/SiC与TC4接头组织结构

2 0 1 6年 1 2月
ห้องสมุดไป่ตู้
焊 接 学 报
T R AN S AC T I ON S OF T HE C HI NA WEL DI N G I N S T I T U T I ON
V o 1 . 3 7 N 。 . 1 2
5 0 0 o C J 接头 耐温性 能较 差
,
, 不 能充 分 发挥 C f / S i C 的长 方体 .T C 4钛 合金 的组分 为 T i _ l 5 A l 4V ( 质量 分
复 合材 料 的高 温性 能.寻 找合适 的高 温钎 料 是 解决 数 , %) , 切割成 1 0 m m× 1 0 m m× 3 m m 的长方体. C /S i C复合 材料 与 T C 4钛合 金钎焊 接头 耐温 问题 的 用 电弧熔炼 的方 法将 ( 质 量 分数 , %) 9 9 . 9 T i , 9 9 . 6 N i 有效 途 径之 一 .T i N i N b合金 力 学 性 能 良好 , 热 稳 定 和 9 9 . 9 N b熔 炼 成 T i . N i N b 。 共 晶合金 , 利 用
合 材料 常被应 用 于 航 空航 天 发 动 机 、 先 进 火 箭 燃烧 生相 变 . 为了探索合适 的高温钎料 , 解决接头的耐温问 室 等高 温场 合 ¨ ] .由于加 工 性 能 的 限制 , 有 必要 将
文 中采 用 T i N i . N b 。 共 晶 合 金粉 末 钎 料 钎 C / S i C复合 材料 与金属 连接起 来 , 特别 是钛 合 金 , 这 题 , f / S i C复合 材料 与 T C 4钛 合 金 , 以形成 良好 的接 样 可 以获得彼 此 互补 的优 势 , 有 利 于扩 大 C f / S i C复 焊 C 合 材料 和钛合 金 的应用 .
TC4 钛合金与YG8硬质合金高频感应钎焊组织及性能研究

TC4 钛合金与YG8硬质合金高频感应钎焊组织及性能研究邵长斌;熊江涛;孙福;张赋升;李京龙【摘要】在钎焊温度920~970℃和钎焊保温时间20s条件下,采用B Cu64MnNi 钎料对TC4钛合金与YG8硬质合金进行真空高频感应钎焊实验.利用扫描电镜(SEM)、能谱分析(EDS)及X射线衍射分析(XRD)对钎焊接头的显微组织、成分分布和相结构进行了研究,测试了接头的抗拉强度并观察分析了断口形貌及其元素分布.结果表明,钎焊温度为920~940℃时TC4与YG8钎焊接头显微结构为:TC4/β Ti/TiCu+ Ti3 Cu4+ TiMn+ Cu(Mn,Ni)/YG8,钎缝呈镶嵌结构;随钎焊温度升高,脆性片状组织TiMn增多,镶嵌结构破坏,接头性能明显降低;钎焊温度为930℃时,获得的接头抗拉强度最高,为206MPa.【期刊名称】《材料工程》【年(卷),期】2014(000)009【总页数】6页(P26-31)【关键词】高频感应钎焊;YG8;TC4;显微组织【作者】邵长斌;熊江涛;孙福;张赋升;李京龙【作者单位】西北工业大学凝固技术国家重点实验室,西安710072;西北工业大学摩擦焊接陕西省重点实验室,西安710072;西北工业大学摩擦焊接陕西省重点实验室,西安710072;西北工业大学摩擦焊接陕西省重点实验室,西安710072;西北工业大学摩擦焊接陕西省重点实验室,西安710072;西北工业大学摩擦焊接陕西省重点实验室,西安710072【正文语种】中文【中图分类】TG454TC4是一种广泛应用于航空、航天的钛合金材料,具有优异的综合性能;然而由于TC4易塑性变形、加工硬化趋向较低及表面氧化膜易去除等因素,使其耐磨性能较差[1-3]。
WC-Co类硬质合金具有强度高、高温硬度高、耐磨损等特点,因此将钛合金与硬质合金可靠连接可以增加TC4的表面耐磨性,延长其在超声波焊头等磨损工况下的使用寿命[4-6]。
非晶钎料真空钎焊tc4钛合金及不锈钢的研究

摘要钛合金具有强度高、耐蚀性好及高温机械性能优良等优点,能够广泛地适用于航空、航天、军事等特殊和重要的工业领域。
但是钛合金可加工性能差,并且价格较贵,寻求钛合金可靠的连接方法至关重要。
Ti-6Al-4V,是钛合金中使用最多的合金之一。
不锈钢是一种常用的工业和生活材料,具有许多优异的性能,应用十分广泛,且成本相对较低,然而钢铁的耐蚀性比较差,并且钢铁的比重较大。
因而在某些情况下需要将钢与钛连接起来应用,才能充分发挥各自的优点。
钛合金和钢焊接时接头易产生金属间化合物(Ti2Fe、TiFe、TiFe2等),焊接后接头内应力很大,造成接头性能较差。
探索更为科学、高效的TC4钛合金和不锈钢焊接方法和焊接工艺,获得性能较好的接头,意义重大。
钛合金和不锈钢的主要焊接方法为真空钎焊。
真空钎焊具有焊接温度较低、钎焊试样不易受杂质气体污染、焊接变形小、残余应力小等特点。
非晶钎料是一种新型的钎料,具有熔点低、焊接性能好,焊接方便等一系列的优点,故选择非晶钎料代替传统的晶态钎料进行真空钎焊。
钛基非晶钎料作为真空钎焊TC4钛合金的重要非晶钎料,具有易于和母材产生相互扩散、成本较低等特有的优点。
本实验采用传统的钛基非晶钎料Ti37.5Zr37.5Ni10Cu15真空钎焊不锈钢和TC4钛合金。
另外通过在钎料Ti37.5Zr37.5Ni10Cu15添加一定量的合金元素Sn,制备出新的钛基非晶钎料Ti33.75Zr33.75Ni10Cu15Sn7.5和Ti32.5Zr32.5Ni10Cu15Sn10,在钎焊TC4与TC4时希望能够降低钎料的熔点,提高可焊性,并保证钎焊接头的力学性能。
对钎料进行XRD测试可以确定三种钎料均为非晶态,对钎料进行DSC测试能够得到钎料的熔点,并且发现Ti32.5Zr32.5Ni10Cu15Sn10非晶钎料的熔点有所降低。
在保温时间为10 min下,选取若干个不同的钎焊温度进行钎焊实验。
对钎焊试样进行显微组织观察和机械性能测试。
TC4钛合金光纤激光焊接工艺与接头组织性能研究的开题报告

TC4钛合金光纤激光焊接工艺与接头组织性能研究的开题报告一、研究背景随着科技的不断进步和经济的发展,钛合金作为一种重要的工业材料,被广泛应用于航空、航天、船舶、汽车等领域。
然而,钛合金的焊接加工一直是一个难点,传统的焊接方法难以满足高精度要求和密封性要求。
因此,发展高效、高质量的钛合金焊接技术具有十分重要的现实意义。
光纤激光焊接技术是一种近年来快速发展的焊接技术,具有高能量、高功率密度、高稳定性和高可控性等优点,能够满足高质量、高效率的焊接要求。
钛合金是一种难以加工的材料,采用光纤激光焊接技术可以大幅度提高钛合金的加工精度和效率。
TC4钛合金是一种具有良好力学性能和化学性能的钛合金,广泛应用于制造任重负荷构件、高温部件以及化学制造业等领域。
因此,研究TC4钛合金的光纤激光焊接工艺和接头组织性能对于提高机械制造业的水平、推动我国工业升级和产业转型具有重要意义。
二、研究内容本文拟就TC4钛合金光纤激光焊接工艺与接头组织性能进行深入探究。
主要研究内容包括:1. TC4钛合金光纤激光焊接参数的优化利用Taguchi法,系统性地优化TC4钛合金光纤激光焊接的参数,提高焊接密实度和焊接强度。
2. TC4钛合金光纤激光焊接接头的组织分析利用金相显微镜、扫描电镜、XRD等手段,研究TC4钛合金光纤激光焊接接头的组织形貌和相组成,探究焊接成形机理。
3. TC4钛合金光纤激光焊接接头的力学性能测试通过拉伸试验、硬度试验、冲击试验等手段,测试TC4钛合金光纤激光焊接接头的力学性能,包括强度、硬度、韧性等指标,验证焊接接头的质量。
三、研究意义本文将对TC4钛合金光纤激光焊接技术和接头质量进行深入研究。
结果有望推动我国机械制造业向高精度、高效率方向发展,提高钛合金材料的加工水平和工业化程度,对于提高我国制造业核心竞争力、推进产业升级和转型具有重要意义。
tc4钛合金与无氧铜、可伐合金真空钎焊工艺研究
有色金属材料与工程
NONFERROUS METAL MATERIALS AND ENGINEERING
Vol. 41 No. 1 2020
文章编号:2096 − 2983(2020)01 − 0032 − 05
DOI: 10.13258/ki.nmme.2020.01.006
关键词:TC4 钛合金;真空钎焊;杜瓦薄壁冷指
中图分类号:TG 454
文献标志码:A
Study on Vacuum Brazing Technology of TC4 Titanium Alloy with Oxygen-free Copper and Kovar Alloy
HAO Zhenyi1,2, YAN Biao1
Chinese Acadamy of Sciences, Shanghai 200083, China)
Abstract: For designing cold finger of infrared detector dewar, materials with high yield strength, low thermal conductivity and low density should be selected in order to improve the reliability of infrared detector dewar. Considering other structural requirements of infrared detector package, the welding between TC4 titanium alloy and oxygen free copper, kovar and other metals is generally not easy to achieve. In the experiment, by using vacuum brazing as the welding method and selecting Ti-Ni-Zr-Cu as solder, the test results of vacuum brazing TC4 titanium alloy with oxygen-free copper and kovar alloys were compared and analyzed. It is found that the leakage detection rates of brazed TC4 titanium alloy with oxygen-free copper and kovar alloys are better than 10−11 torr.l/s, and the tensile strength of the welds are all above 150 MPa.
TC4钛合金表面大面积感应钎焊WC耐磨层的研究
失效分析与预 防
F e b r u a r y , 2 0 1 4
Vo 1 . 9, No . 1
T C A 钛 合 金 表 面大 面 积感 应 钎 焊 WC耐磨 层 的研 究
吴 欣 ,程耀永 ,周 嫒 ,陈 波 ,叶 雷 ,毛 唯
( 北京航 空材料研 究院 , 北京 1 0 0 0 9 5 )
Ab s t r a c t :Hi g h — f r e q u e n c y i n d u c t i o n b r a z i n g wa s a p p l i e d t o p r e p a r e WC we a r — r e s i s t a n t l a y e r o n T C 4 .T h e e f f e c t o f b r zi a n g p r o c e s s o n t h e mi c ms t r u c t u r e o f t h e b a s e me t a l wa s s t u d i e d .An d t h e w e a r — r e s i s t a n t l a y e r ’ S w e a r r e s i s t a n c e wi t h d i f f e r e n t p e r c e n t a g e o f
( HA Z )o f b a s e m e t l a w a s w i t h i n 2 I n / n w h e n t h e c i r c l e t i m e o f b r a z i n g p r o c e s s w a ¥ o n e t i m e . Wh e n t h e c i r c l e t i m e w a s 2 o r 3 , t h e H A Z o f t h e
TC4合金空心可调叶片的钎焊工艺研究

TC4合金空心可调叶片的钎焊工艺研究张磊先;杜静;李文学;张崇峰【摘要】The adjustable hollow blade assemblies of aviation engine compressor are made of TC4 titanium alloy by bra-zing. Each hollow blade consists of blade body and two metal sheets, the blade body and two metal sheets were joined by vacuum brazing. The paper tried to study vacuum brazing process based on the characteristic of hollow blade assembly struc-ture and application requirements, including mechanics performance test on brazing joints, the influence of brazing heat cycle on TC4 titanium alloy performance, vacuum brazing process and hollow blade current form after brazing. The vacuum bra-zing process by studying suffices to meet requirements of hollow blade welding, and the quality of vacuum brazing seam could always keep stable.%某机压气机的空心可调节叶片组件是由钛合金材料TC4合金通过钎焊制成的,每个叶片都是由叶片主体和2个叶形板组成,叶片主体与叶形板之间采用钎焊连接.本文针对空心叶片组件的结构特点和使用要求开展了真空钎焊工艺研究,进行了钎料钎焊接头力学性能测试,同时,就钎焊热循环对TC4合金性能的影响、钎焊工艺路线程序、叶片焊后变形校正等工艺问题进行了深入研究,所确定的真空钎焊工艺程序可以钎焊出合格的可调叶片组件,钎焊质量稳定.【期刊名称】《新技术新工艺》【年(卷),期】2012(000)011【总页数】3页(P57-59)【关键词】TC4合金;空心叶片;钎焊工艺【作者】张磊先;杜静;李文学;张崇峰【作者单位】沈阳黎明航空发动机(集团)有限责任公司,辽宁沈阳110043;沈阳黎明航空发动机(集团)有限责任公司,辽宁沈阳110043;沈阳黎明航空发动机(集团)有限责任公司,辽宁沈阳110043;北方重工集团有限公司,辽宁沈阳110043【正文语种】中文【中图分类】TG44TC4合金是一种典型的α+β钛合金,该合金具有强度高、耐热性好、抗腐蚀性高等优异的综合性能,在航空航天领域获得广泛的应用,可用于制造发动机的风扇和压气机盘及叶片[1]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
[转帖]TC4钛合金真空钎焊的研究
TC4钛合金真空钎焊的研究
吴欣康慧朱颖曲平
《航空制造技术》
[摘要]用钛基钎料钎焊的钛合金焊接接头强度较高,因而具有一定的应用前景。
本课题采用Ti-Zr-Cu-Ni钎料并加入适当的合金元素,成功地应用于TC4合金的钎焊,钎缝成形良好,提高了焊接接头的性能。
[hide=2]钛合金具有比强度和比刚度高、耐腐蚀性好以及高温机械性能优良等优点,因而被广泛应用于航空、航天和其他工业领域。
在一些钛合金复杂结构、薄壁精密结构的制造工艺中,由于钎焊连接具有独特的优势而愈来愈受到重视,对钛合金用钎料的研究也逐渐成为钎焊领域研究的热点之一。
钛合金钎焊用钎料中常用的主要有银基钎料、铝基钎料和钛基钎料,银基钎料和铝基钎料虽有良好的润湿性和一定的机械性能,但焊缝与母材相比,其机械性能和化学性能差距较大;钛基钎料与钛合金的冶金相容性好,可以获得高强度的接头,是钎焊钛合金的优质钎料,但接头的脆性较大。
基于此,本课题选用较为常用的Ti-Zr-Cu-Ni系钎料钎焊TC4,并在改善脆性方面开展了一些研究工作。
由于在Ti-Zr-Cu-Ni系钎料中的Cu、Ni元素对钛合金来说属于活性的β稳定元素,能使钛合金的共析速度加快,在共析转变后会生成脆性的金属间化合物(γ),从而使接头性能降低,因此,在Ti-Zr-Cu-Ni系钎料中加入了能降低共析转变速度的惰性的β稳定元素Co,以改善钎料的性能,从而提高钎焊接头的性能。
1 试验材料和方法
1 1 试验母材
试验用母材为2mm厚的TC4板材。
1 2 试验用钎料
要得到组织和性能满意的钎焊接头,钎料必须能较好地润湿母材并能填满接头间隙。
此外,TC4的相变温度为960℃左右,所以要求钎料的焊接温度必须低于此温度,否则将引起母材β晶粒长大,从而影响材料的性能。
本试验配置了两组钛基钎料,其中,1#钎料为钎焊钛合金时常用的钛基钎料,2#钎料以
Ti-Zr-Cu-Ni为基并加入了合金元素Co,其成分如表2所示。
两组钎料均为真空熔炼而成。
1 3 试验方法
对所配置的钎料利用差热分析进行熔点测试。
测试结果表明,1#钎料熔点约为820℃,2#钎料熔点约为910℃,因此确定焊接规范为1#钎料880℃/15min,2#钎料930℃/15min,焊接过程中真空度应优于2×10 -3 Pa。
采用厚度为2mm的TC4板材(尺寸
30mm×10mm)在真空钎焊炉内进行搭接和对接试样的钎焊,焊前用不锈钢夹具对试样进行装配和固定。
焊接完成后,对钎焊搭接试样进行抗剪试验;对接试样进行抗拉和冲击试验,并用
扫描电镜对两组不同钎料钎焊接头组织进行观察分析和对比。
2 试验结果及分析
2 1 钎焊接头的抗剪强度、抗拉强度和冲击韧性
试样剪切强度、抗拉强度和冲击韧性的测试结果。
以上测试结果显示,2#钎料钎焊试样的抗剪强度、抗拉强度和冲击韧性值明显高于1#钎料试样,证明2#钎料性能优良。
2.2 钎焊接头组织对比
两组钎料的钎缝均为典型的片状α+β两相组织[1],两组钎料中所含的Zr元素对于钛合金来说是中性元素,它不与Ti形成化合物,但能降低钎料的熔点[2],钎料中的Cu、Ni、Co元素对于钛合金来说是β稳定元素,使钎缝区的β转变温度降低,在保温时就已使钎缝区进入β相,炉冷后得到片状的α+β组织。
在两组钎缝中Ti、Zr、Al、V含量的趋势都比较相似,Ti、Al、V以钎缝为中心含量从低到高, Zr 则从高到低,这是由于母材中的Ti、Al、V含量高于钎料中的含量而向钎料扩散,钎料中的Zr 则向母材扩散的结果。
Co、Cu、Ni含量从钎缝正中起呈从高到低的趋势很明显,而钎料钎缝线扫描结果Cu、Ni的这个趋势则比较缓和,结合能谱分析结果,在Ⅰ区Cu、Ni元素的含量很高,说明1#钎料中的Cu、Ni元素向母材的扩散量较大,从而导致接头性能降低。
Ⅱ区Cu、Ni元素的含量远低于钎料中Cu、Ni的原始含量,这是由于2#钎料中Co元素的加入有效地抑制了钎料中Cu、Ni元素向母材的扩散。
可以看出,1#钎料的钎缝与母材的结合处较为平整,而2#钎料的钎缝与母材形成交错结合状,增加了接触面积,说明2#钎料与母材的这种结合方式使得接头具有更好的性能。
3 结论
(1)本试验所配置的两组钛基钎料均适用于钎焊TC4钛合金;
(2)在Ti-Zr-Cu-Ni系钎料中加入Co元素所得接头的钎缝组织与常用的Ti-Zr-Cu-Ni钎料所得的钎缝组织形态相同,仍为片状的α+β组织;
(3)在Ti-Zr-Cu-Ni钎料中加入Co元素有助于抑制和减少Cu、Ni元素向母材的扩散,从而提高了接头性能。
[/hide]。