色母机每个规格技术参数文档
泰科科技普通级硅胶色母物性说明

无机镉黄等颜色)
红光黄,着色性好,颜色鲜艳,耐温性一般,在大
5
Yes 部分产品中都可以着色使用,但不能在要求耐温性
较高的产品中着色使用
180
4
蓝光黄色,着色性一般,透明性好,颜色鲜艳,耐
5
Yes 温差,耐光性差,一般用于低要求的产品着色,不
能在要求耐温性较高的产品中使用,不作主力推荐
蓝光嫩黄色,着色性一般,透明性好,颜色鲜艳,
用
200
8
红光茶色,着色性一般,遮盖性好,不鲜艳,耐温
5
No
性差,耐光性好,一般不用于要求较高的产品中
400
8
红光黄色,着色性中等 ,耐温性好,遮盖性好,
5
No 在同类产品中颜色较为鲜艳,在大部分产品中都可
以着色使用
咖啡色,着色非常好,遮盖性好,耐温性非常好,
400
8
5
No 在同类产品中较为鲜艳,在大部分产品中都可以着
d 400
8
tere 400
8
色使用。本产品一般用于绝缘子中着色
咖啡色,着色非常好,遮盖性好,耐温性好,鲜艳
5
No 度中等,在大部分产品中都可以着色使用。本产品
一般用于绝缘子中着色
蓝光赭色,着色性一般,遮盖性好,耐温性非常好,
5
No
在大部分产品中都可以着色使用
is 300
8
eg 180
7
UnR300
光夜光粉 CP-2 蓝色
300
8
蓝相银 B 色,着色性中等,遮盖性好,耐温性好,
5
No 颜色暗,耐光性好,因产品本身的原因,硫化后有
硫痕,一般在特殊的产品中着色使用
300
色母粒高速混合机说明书.

紧皮带,不可过分地使它们涨紧,否则将会损坏传动部件的滚子轴承。 混合机半年应进行全机检修一次,更换各处密封件,检查电器线路和元件情 况。
注意事项:
1. 在上端接口处电加热使用时,该螺孔应堵住,便于透气。 2. 本机不允许带负荷运动及频繁起动,应先运转正常后再加料,出料不应
停机。 五.电气保护与控制说明: SHR 系列高速混合机电气控制系统为防止因接线失误、机械过载、短路等故 障的损坏,设有各种保护。(详见产品电气原理图) 该系列混合机根据产品规格大小,设备控制原理有所不同,现分述如下: (一)50L(A 型)以下设备的电气控制: 1. 电动机的控制: 电动机采用全电压直接起动,当锅盖处于开启状态或没
SHR 系列高速混合机
使 用 说 明 书
南京永腾化工装备有限公司
目
录
一. 用途与特点… … … … … … … … … … … … … … … … … … .1
二. 主要技术参数及规格… … … … … … … … … … … … … … .1
三. 主要结构说明… … … … … … … … … … … … … … … … … .1
(10)如放料方式为手动放料,则当物料温度升至设定放料温度时,按下
放料开启按钮,打开放料门,物料放完后按下放料关闭按钮,合上放料门。
(11)混合机需停止工作时 ,应先放尽锅中物料,再停止主电机 ,最后切
断电源。
六.易损件清单
SHR 系列混合机易损件清单见附表 3.
七.随机资料清单及附图
3
4
图 3
底座由铸件或钢板,角钢焊接而成,两侧面有四只起吊环,底座内是传动的 皮带轮,打开两侧的盖板可以更换皮带,机座下部有四-六只地脚螺铨孔。 出料部分由铝合金铸造而成,其卸料方式有手动和气动两种,前者主要用于 容积小于 50L 的设备,卸料时按仪表读出锅内料温,用于手动方式开启,关闭卸 料门。其特点是,手柄与料门一线式直接联接,压紧可靠,密封性好,开启灵活。 后者主要用于 50L 以上(含 50L)的设备,其卸料门由气缸与料门一线式直接连 接,压紧可靠,密封性好,开闭灵活,使用 0.39-0.49MPa 空气压缩机一台(用 户自配),卸料方式可用锅内料温自动控制和用按钮手动控制两种方式,固定在 机架上的出料口盖板上有一个软管接嘴口的吹风机,它用于吹掉附着在料口内的 混合物料(利用压缩空气)。(见图 4)
色母机每个规格技术参数文档_技术参数
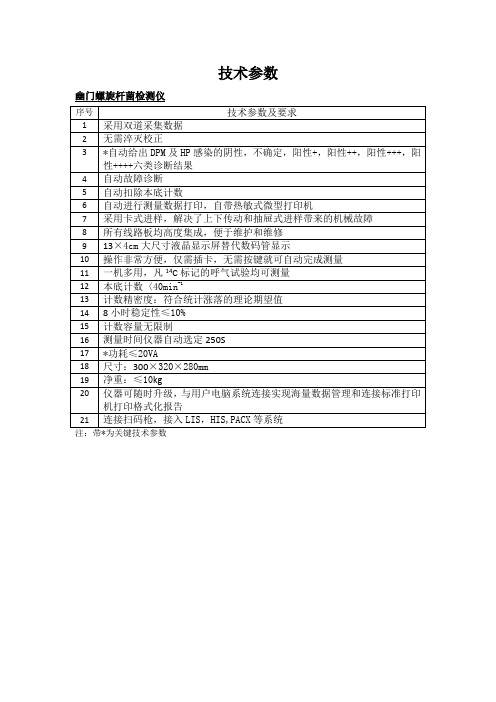
幽门螺旋杆菌检测仪
序号
技术参数及要求
1
采用双道采集数据
2
无需淬灭校正
3
*自动给出DPM及HP感染的阴性,不确定,阳性+,阳性++,阳性+++,阳性++++六类诊断结果
4
自动故障诊断
5
自动扣除本底计数
6
自动进行测量数据打印,自带热敏式微型打印机
7
采用卡式进样,解决了上下传动和抽屉式进样带来的机械故障
17
*功耗≤20VA
18
尺寸:300×320×280mm
19
净重:≤10kg
20
仪器可随时升级,与用户电脑系统连接实现海量数据管理和连接标准打印机打印格式化报告
21
连接扫码枪,接入LIS,HIS,PACX等系统
注:带*为关键技术参数
8
所有线路板均高度集成,便于维护和维修
9
13×4cm大尺寸液晶显示屏替代数码管显示
10
操作非常方便,仅需插卡,无需按键就可自动完成测量
11
一机多用,凡14C标记的呼气试验均可测量
12
本底计数〈40min-1
13
计数精密度:符合统计涨落的理论期望值
14
8小时稳定性≤10%
15
计数容量无限制
16
测量时间仪器自动选定250S
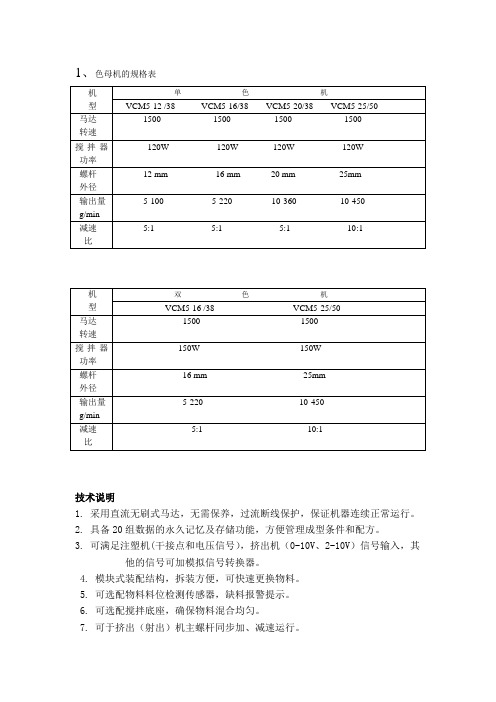
色母机每个规格技术参数

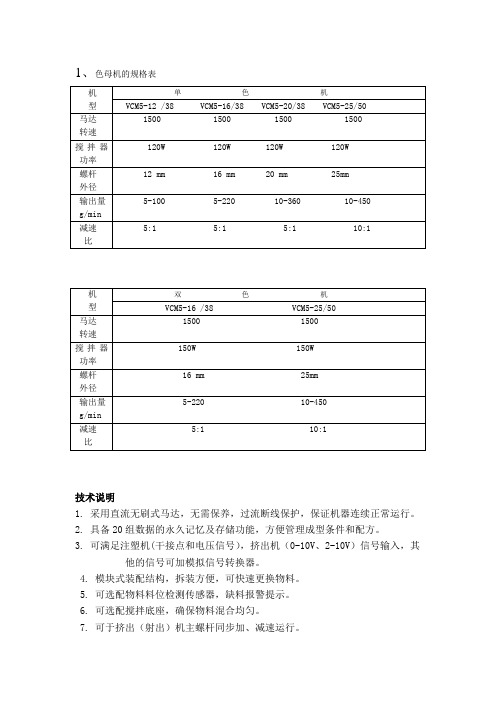
1、色母机的规格表技术说明1. 采用直流无刷式马达,无需保养,过流断线保护,保证机器连续正常运行。
2. 具备20组数据的永久记忆及存储功能,方便管理成型条件和配方。
3. 可满足注塑机(干接点和电压信号),挤出机(0-10V、2-10V)信号输入,其他的信号可加模拟信号转换器。
4. 模块式装配结构,拆装方便,可快速更换物料。
5. 可选配物料料位检测传感器,缺料报警提示。
6. 可选配搅拌底座,确保物料混合均匀。
7. 可于挤出(射出)机主螺杆同步加、减速运行。
8. 提供0.1-50kg/h的不同输出量供客户选择。
9. 色母喂料误差值不高于1% 。
10. 工作电压:AC 380V 50HZ 电机:力矩6N.M11. 料斗容量:10 L 整机重量: 25KG单色色母机的工作原理主机或牵引机的模拟量信号传给文本控制器,文本控制器通过内部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。
色母料通过螺杆的挤压,被螺杆输送到底座中,从而达到精确计量输送色母料的目的。
搅拌器的电机是台湾壹邦,功率为120W。
输送色母料的电机是步进电机,力矩为1.5N.M。
步进电机用的是中国名牌。
控制器是双森公司自己开发的。
2、色母占主原料的百分比?3、色母机的下底座和上底座的孔距分别为(100-130)mm,(130-160)mm.若连接尺寸不对需配过度法兰。
4、干燥机是多少公斤?5、主机每分钟最大的产量是多少?1.6、模拟量输出模块(给主机和牵引机的模拟信号是电压还是电流(0-20mA还是4-20mA)信号。
牵引机的速度有无档位?7、主机螺杆下料口法兰与干燥机底座连接孔的孔距。
二、色母机的组成色母机主要有底座、料斗、送料电机支架、送料电机、螺杆、搅拌电机、搅拌部分和控制器组成。
三、VCM5-16/385-表示速比是5;116-是螺杆的外径38是螺筒的外径四、单色色母机的工作原理主机或牵引机的模拟量信号传给文本控制器(1或2),文本控制器(1或2)通过内部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。
色母机每个规格技术参数 文档

1、色母机的规格表技术说明1. 采用直流无刷式马达,无需保养,过流断线保护,保证机器连续正常运行。
2. 具备20组数据的永久记忆及存储功能,方便管理成型条件和配方。
3. 可满足注塑机(干接点和电压信号),挤出机(0-10V、2-10V)信号输入,其他的信号可加模拟信号转换器。
4. 模块式装配结构,拆装方便,可快速更换物料。
5. 可选配物料料位检测传感器,缺料报警提示。
6. 可选配搅拌底座,确保物料混合均匀。
7. 可于挤出(射出)机主螺杆同步加、减速运行。
8. 提供0.1-50kg/h的不同输出量供客户选择。
9. 色母喂料误差值不高于1% 。
10. 工作电压:AC 380V 50HZ 电机:力矩6N.M11. 料斗容量:10 L 整机重量:25KG单色色母机的工作原理主机或牵引机的模拟量信号传给文本控制器,文本控制器通过内部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。
色母料通过螺杆的挤压,被螺杆输送到底座中,从而达到精确计量输送色母料的目的。
搅拌器的电机是台湾壹邦,功率为120W。
输送色母料的电机是步进电机,力矩为1.5N.M。
步进电机用的是中国名牌。
控制器是双森公司自己开发的。
2、色母占主原料的百分比?3、色母机的下底座和上底座的孔距分别为(100-130)mm,(130-160)mm.若连接尺寸不对需配过度法兰。
4、干燥机是多少公斤?5、主机每分钟最大的产量是多少?1.6、模拟量输出模块(给主机和牵引机的模拟信号是电压还是电流(0-20mA还是4-20mA)信号。
牵引机的速度有无档位?7、主机螺杆下料口法兰与干燥机底座连接孔的孔距。
二、色母机的组成色母机主要有底座、料斗、送料电机支架、送料电机、螺杆、搅拌电机、搅拌部分和控制器组成。
三、VCM5-16/385-表示速比是5;116-是螺杆的外径38是螺筒的外径四、单色色母机的工作原理主机或牵引机的模拟量信号传给文本控制器(1或2),文本控制器(1或2)通过内部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。
多功能母线加工机参数

技术参数
出力
20T
最大板厚
10mm for brass sheet
板材宽度
120mm
重量
approx.148kg
包装
Veneer box
箱重
approx.15kg
模具配置:3/8"(φ10.5),1/2"(φ13.8),5/8"(17.5),3/4"(φ20.5)
VHB-501(五合一母线加工机)
技术参数
功能
切断、冲孔、平弯、压花
输入电压/控制电压
单相50HZ,220V
额定工作油压
700kgf/cm2(超压安全阀设定值)
切排机出力
150ton
切排能力
铜排/铝排150mm×12mm
冲孔机出力
35ton
孔中到排边距离
110mm
冲孔能力—铜排/铝排
φ6-φ20.5最厚:12mm
φ6-φ20.5最厚:12mm
标准配套冲孔模具
φ7,φ9,φ10.5,φ13.8,φ17.5,φ20.5mm
弯排机出力
20ton
平弯能力
150×12mm
重量
190kg
机器尺寸
760mm(L)×760mm(W)×1000mm(H)
DHY-200(三合一母线加工机)
技术参数
功能
切断、冲孔、平弯
输入电压/控制电压
江苏润通机具有限公司多功能母线加工机参数
DHY-150D(三合一母线加工机)
技术参数
功能
切断、冲孔、平弯
输入电压/控制电压
单相50HZ,220V
额定工作油压
700kgf/cm2(超压安全阀设定值)
PET彩色色母产品说明书
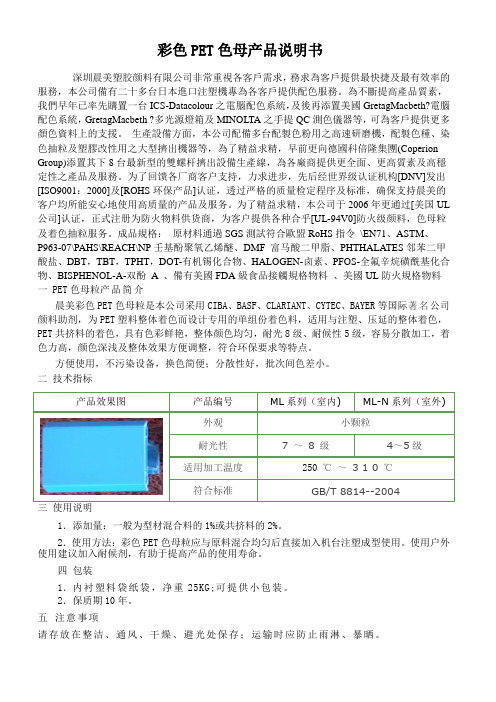
彩色PET色母产品说明书深圳晨美塑胶颜料有限公司非常重視各客戶需求,務求為客戶提供最快捷及最有效率的服務,本公司備有二十多台日本進口注塑機專為各客戶提供配色服務。
為不斷提高產品質素,我們早年已率先購置一台ICS-Datacolour之電腦配色系統,及後再添置美國GretagMacbeth?電腦配色系統,GretagMacbeth ?多光源燈箱及MINOLTA之手提QC測色儀器等,可為客戶提供更多顏色資料上的支援。
生產設備方面,本公司配備多台配製色粉用之高速研磨機,配製色種、染色抽粒及塑膠改性用之大型擠出機器等,為了精益求精,早前更向德國科倍隆集團(Coperion Group)添置其下8台最新型的雙螺杆擠出設備生產線,為各廠商提供更全面、更高質素及高穩定性之產品及服務。
为了回馈各厂商客户支持,力求进步,先后经世界级认证机构[DNV]发出[ISO9001:2000]及[ROHS环保产品]认证,透过严格的质量检定程序及标准,确保支持晨美的客户均所能安心地使用高质量的产品及服务。
为了精益求精,本公司于2006年更通过[美国UL 公司]认证,正式注册为防火物料供货商,为客户提供各种合乎[UL-94V0]防火级颜料,色母粒及着色抽粒服务。
成品規格:原材料通過SGS測試符合歐盟RoHS指令\EN71、ASTM、P963-07\PAHS\REACH\NP壬基酚聚氧乙烯醚、DMF 富马酸二甲脂、PHTHALATES邻苯二甲酸盐、DBT,TBT,TPHT,DOT-有机锡化合物、HALOGEN-卤素、PFOS-全氟辛烷磺酰基化合物、BISPHENOL-A-双酚 A 、備有美國FDA級食品接觸規格物料、美國UL防火規格物料一 PET色母粒产品简介晨美彩色PET色母粒是本公司采用CIBA、BASF、CLARIANT、CYTEC、BAYER等国际著名公司颜料助剂,为PET塑料整体着色而设计专用的单组份着色料,适用与注塑、压延的整体着色,PET共挤料的着色,具有色彩鲜艳,整体颜色均匀,耐光8级、耐候性5级,容易分散加工,着色力高,颜色深浅及整体效果方便调整,符合环保要求等特点。
色母粒的技术和参数

1.色母粒用色料的要求色母粒所用色料,必须注意色料与塑料原料、助剂之间的搭配关系,其选择要点如下所述。
(1)色料不能和树脂及各种助剂有反应,耐溶剂性强、迁移性小、耐热性好等。
也就是说,色母粒不能参与各种化学反应。
如碳黑能控制聚酯塑料的固化反应,所以不能在聚酯中加入碳黑色料。
由于塑料制品成型加工温度较高,所以色料应在成型加热温度条件下不分解变色。
一般无机颜料耐热性较好,有机颜料及染料耐热性较差,这点应在选择色料品种时引起足够的重视。
(2)色料的分散性、着色力应好。
色料分散不均匀时,会影响制品的外观性能;色料着色力差时,会使色料用量增加,材料成本提高。
同一色料在不同树脂中分散性和着色力并不相同,所以在选择色料时应注意这一点。
色料的颗粒大小与分散性也有关系,色料粒径越小,则分散性越好,着色力也强。
(3)应了解色料的其他性能,如对于用在食品、儿童玩具方面上的塑料制品,要求色料应无毒;用于电器方面的塑料制品,应选择电绝缘性好的色料;用于室外方面塑料制品,应选择耐气候老化性能好的色料等。
2.色母粒的生产工艺流程色母粒生产工艺要求很严格,一般采用湿法工艺。
色母粒料经水相研磨、转相、水洗、干燥、造粒而成,只有这样产品质量才能得到保证。
另外颜料在研磨处理的同时,还应进行一系列检测,如测定砂磨浆液的细度、测定砂磨浆液的扩散性能、测定砂磨浆液的固体含量以及测定色浆细度等项目。
3.色母粒料生产的工艺流程有四种方法:(1)油墨法:顾名思义,是在色母粒生产中采用油墨色浆的生产方法,即通过三辊研磨,在颜料表面包覆一层低分子保护层。
研磨后的细色浆再和载体树脂混合,然后通过二辊塑炼机(也叫双辊开炼机)进行塑化,最后通过单螺杆或双螺杆挤出机进行造粒。
其流程如下:配料搅拌粗色浆三辊研磨细色浆二辊塑炼挤出造粒(2)冲洗法:是颜料、水和分散剂通过砂磨,使颜料颗粒小于1μm,并通过相转移法,使颜料转入油相,然后干燥制得色母粒。
转相时需要用有机溶剂,以及相应的溶剂回收装置。
色母机每个规格技术参数文档

1、色母机的规格表技术说明1. 采用直流无刷式马达,无需保养,过流断线保护,保证机器连续正常运行。
2. 具备20组数据的永久记忆及存储功能,方便管理成型条件和配方。
3. 可满足注塑机(干接点和电压信号),挤出机(0-10V、2-10V)信号输入,其他的信号可加模拟信号转换器。
4. 模块式装配结构,拆装方便,可快速更换物料。
5. 可选配物料料位检测传感器,缺料报警提示。
6. 可选配搅拌底座,确保物料混合均匀。
7. 可于挤出(射出)机主螺杆同步加、减速运行。
8. 提供0.1-50kg/h的不同输出量供客户选择。
9. 色母喂料误差值不高于1% 。
10. 工作电压:AC 380V 50HZ 电机:力矩6N.M11. 料斗容量:10 L 整机重量:25KG单色色母机的工作原理主机或牵引机的模拟量信号传给文本控制器,文本控制器通过内部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。
色母料通过螺杆的挤压,被螺杆输送到底座中,从而达到精确计量输送色母料的目的。
搅拌器的电机是台湾壹邦,功率为120W。
输送色母料的电机是步进电机,力矩为1.5N.M。
步进电机用的是中国名牌。
控制器是双森公司自己开发的。
2、色母占主原料的百分比?3、色母机的下底座和上底座的孔距分别为(100-130)mm,(130-160)mm.若连接尺寸不对需配过度法兰。
4、干燥机是多少公斤?5、主机每分钟最大的产量是多少?1.6、模拟量输出模块(给主机和牵引机的模拟信号是电压还是电流(0-20mA还是4-20mA)信号。
牵引机的速度有无档位?7、主机螺杆下料口法兰与干燥机底座连接孔的孔距。
二、色母机的组成色母机主要有底座、料斗、送料电机支架、送料电机、螺杆、搅拌电机、搅拌部分和控制器组成。
三、VCM5-16/385-表示速比是5;116-是螺杆的外径38是螺筒的外径四、单色色母机的工作原理主机或牵引机的模拟量信号传给文本控制器(1或2),文本控制器(1或2)通过内部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。
色母机每个规格技术参数 文档
1、色母机的规格表技术说明1. 采用直流无刷式马达,无需保养,过流断线保护,保证机器连续正常运行。
2. 具备20组数据的永久记忆及存储功能,方便管理成型条件和配方。
3. 可满足注塑机(干接点和电压信号),挤出机(0-10V、2-10V)信号输入,其他的信号可加模拟信号转换器。
4. 模块式装配结构,拆装方便,可快速更换物料。
5. 可选配物料料位检测传感器,缺料报警提示。
6. 可选配搅拌底座,确保物料混合均匀。
7. 可于挤出(射出)机主螺杆同步加、减速运行。
8. 提供0.1-50kg/h的不同输出量供客户选择。
9. 色母喂料误差值不高于1% 。
10. 工作电压:AC 380V 50HZ 电机:力矩6N.M11. 料斗容量:10 L 整机重量: 25KG单色色母机的工作原理主机或牵引机的模拟量信号传给文本控制器,文本控制器通过内部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。
色母料通过螺杆的挤压,被螺杆输送到底座中,从而达到精确计量输送色母料的目的。
搅拌器的电机是台湾壹邦,功率为120W。
输送色母料的电机是步进电机,力矩为1.5N.M。
步进电机用的是中国名牌。
控制器是双森公司自己开发的。
2、色母占主原料的百分比?3、色母机的下底座和上底座的孔距分别为(100-130)mm,(130-160)mm.若连接尺寸不对需配过度法兰。
4、干燥机是多少公斤?5、主机每分钟最大的产量是多少?1.6、模拟量输出模块(给主机和牵引机的模拟信号是电压还是电流(0-20mA还是4-20mA)信号。
牵引机的速度有无档位?7、主机螺杆下料口法兰与干燥机底座连接孔的孔距。
二、色母机的组成色母机主要有底座、料斗、送料电机支架、送料电机、螺杆、搅拌电机、搅拌部分和控制器组成。
三、VCM5-16/385-表示速比是5;116-是螺杆的外径38是螺筒的外径四、单色色母机的工作原理主机或牵引机的模拟量信号传给文本控制器(1或2),文本控制器(1或2)通过内部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。
卡博特色母物性表
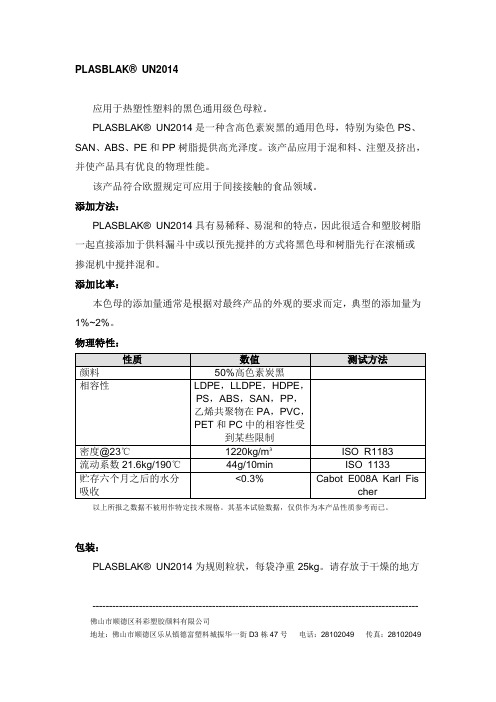
应用于热塑性塑料的黑色通用级色母粒。
PLASBLAK® UN2014是一种含高色素炭黑的通用色母,特别为染色PS、SAN、ABS、PE和PP树脂提供高光泽度。
该产品应用于混和料、注塑及挤出,并使产品具有优良的物理性能。
该产品符合欧盟规定可应用于间接接触的食品领域。
添加方法:PLASBLAK® UN2014具有易稀释、易混和的特点,因此很适合和塑胶树脂一起直接添加于供料漏斗中或以预先搅拌的方式将黑色母和树脂先行在滚桶或掺混机中搅拌混和。
添加比率:本色母的添加量通常是根据对最终产品的外观的要求而定,典型的添加量为1%~2%。
物理特性:以上所报之数据不被用作特定技术规格。
其基本试验数据,仅供作为本产品性质参考而已。
包装:PLASBLAK® UN2014为规则粒状,每袋净重25kg。
请存放于干燥的地方-------------------------------------------------------------------------------------------------- 佛山市顺德区科彩塑胶颜料有限公司地址:佛山市顺德区乐从镇德富塑料城振华一街D3栋47号电话:28102049 传真:28102049应用于热塑性塑料的黑色通用级色母粒。
PLASBLAK® UN6073是新一代漆黑通用级色母,特别为染色PS、SAN、ABS、PE和PP树脂提供良好的黑度和蓝色相。
该产品应用于混和料、注塑及挤出,并使染色后的产品具有优良的物理性能。
该产品符合欧盟规定可应用于间接接触的食品领域。
添加方法:PLASBLAK® UN6073具有易稀释、易混和的特点,因此很适合和塑胶树脂一起直接添加于供料漏斗中或以预先搅拌的方式将黑色母和树脂先行在滚桶或掺混机中搅拌混和。
添加比率:本色母的添加量通常是根据对最终产品的性能要求而定,典型的添加量为1%~2%。
物理特性:(*)测试按照基于国际标准的卡博特测试方法(CTM)执行以上所报之数据不被用作特定技术规格。
色母机每个规格技术参数-文档Word版
1、色母机的规格表技术说明1. 采用直流无刷式马达,无需保养,过流断线保护,保证机器连续正常运行。
2. 具备20组数据的永久记忆及存储功能,方便管理成型条件和配方。
3. 可满足注塑机(干接点和电压信号),挤出机(0-10V、2-10V)信号输入,其他的信号可加模拟信号转换器。
4. 模块式装配结构,拆装方便,可快速更换物料。
5. 可选配物料料位检测传感器,缺料报警提示。
6. 可选配搅拌底座,确保物料混合均匀。
7. 可于挤出(射出)机主螺杆同步加、减速运行。
8. 提供0.1-50kg/h的不同输出量供客户选择。
9. 色母喂料误差值不高于1% 。
10. 工作电压:AC 380V 50HZ 电机:力矩6N.M11. 料斗容量:10 L 整机重量: 25KG单色色母机的工作原理主机或牵引机的模拟量信号传给文本控制器,文本控制器通过内部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。
色母料通过螺杆的挤压,被螺杆输送到底座中,从而达到精确计量输送色母料的目的。
搅拌器的电机是台湾壹邦,功率为120W。
输送色母料的电机是步进电机,力矩为1.5N.M。
步进电机用的是中国名牌。
控制器是双森公司自己开发的。
2、色母占主原料的百分比?3、色母机的下底座和上底座的孔距分别为(100-130)mm,(130-160)mm.若连接尺寸不对需配过度法兰。
4、干燥机是多少公斤?5、主机每分钟最大的产量是多少?1.6、模拟量输出模块(给主机和牵引机的模拟信号是电压还是电流(0-20mA还是4-20mA)信号。
牵引机的速度有无档位?7、主机螺杆下料口法兰与干燥机底座连接孔的孔距。
二、色母机的组成色母机主要有底座、料斗、送料电机支架、送料电机、螺杆、搅拌电机、搅拌部分和控制器组成。
三、VCM5-16/385-表示速比是5;116-是螺杆的外径38是螺筒的外径四、单色色母机的工作原理主机或牵引机的模拟量信号传给文本控制器(1或2),文本控制器(1或2)通过内部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。
色母机每个规格技术参数-文档

1、色母机的规格表技术说明1. 采用直流无刷式马达,无需保养,过流断线保护,保证机器连续正常运行。
2. 具备20组数据的永久记忆及存储功能,方便管理成型条件和配方。
3. 可满足注塑机(干接点和电压信号),挤出机(0-10V、2-10V)信号输入,其他的信号可加模拟信号转换器。
4. 模块式装配结构,拆装方便,可快速更换物料。
5. 可选配物料料位检测传感器,缺料报警提示。
6. 可选配搅拌底座,确保物料混合均匀。
7. 可于挤出(射出)机主螺杆同步加、减速运行。
8. 提供0.1-50kg/h的不同输出量供客户选择。
9. 色母喂料误差值不高于1% 。
10. 工作电压:AC 380V 50HZ 电机:力矩6N.M11. 料斗容量:10 L 整机重量:25KG单色色母机的工作原理主机或牵引机的模拟量信号传给文本控制器,文本控制器通过内部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。
色母料通过螺杆的挤压,被螺杆输送到底座中,从而达到精确计量输送色母料的目的。
搅拌器的电机是台湾壹邦,功率为120W。
输送色母料的电机是步进电机,力矩为1.5N.M。
步进电机用的是中国名牌。
控制器是双森公司自己开发的。
2、色母占主原料的百分比?3、色母机的下底座和上底座的孔距分别为(100-130)mm,(130-160)mm.若连接尺寸不对需配过度法兰。
4、干燥机是多少公斤?5、主机每分钟最大的产量是多少?1.6、模拟量输出模块(给主机和牵引机的模拟信号是电压还是电流(0-20mA还是4-20mA)信号。
牵引机的速度有无档位?7、主机螺杆下料口法兰与干燥机底座连接孔的孔距。
二、色母机的组成色母机主要有底座、料斗、送料电机支架、送料电机、螺杆、搅拌电机、搅拌部分和控制器组成。
三、VCM5-16/385-表示速比是5;116-是螺杆的外径38是螺筒的外径四、单色色母机的工作原理主机或牵引机的模拟量信号传给文本控制器(1或2),文本控制器(1或2)通过内部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。
计量式比例色母机说明书
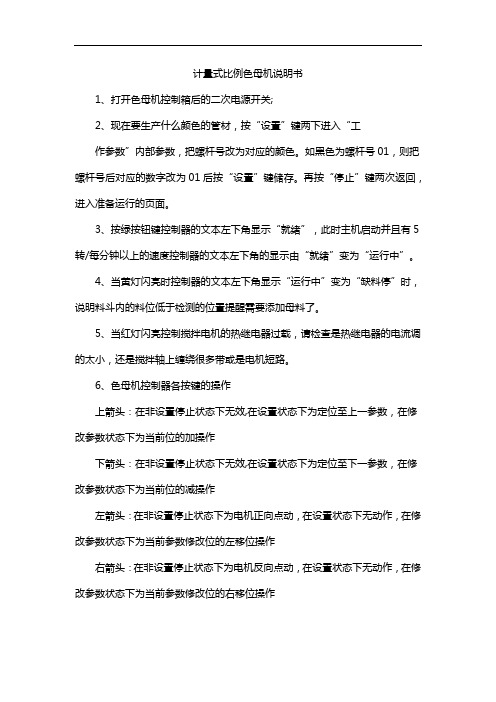
计量式比例色母机说明书1、打开色母机控制箱后的二次电源开关;2、现在要生产什么颜色的管材,按“设置”键两下进入“工作参数”内部参数,把螺杆号改为对应的颜色。
如黑色为螺杆号01,则把螺杆号后对应的数字改为01后按“设置”键储存。
再按“停止”键两次返回,进入准备运行的页面。
3、按绿按钮键控制器的文本左下角显示“就绪”,此时主机启动并且有5转/每分钟以上的速度控制器的文本左下角的显示由“就绪”变为“运行中”。
4、当黄灯闪亮时控制器的文本左下角显示“运行中”变为“缺料停”时,说明料斗内的料位低于检测的位置提醒需要添加母料了。
5、当红灯闪亮控制搅拌电机的热继电器过载,请检查是热继电器的电流调的太小,还是搅拌轴上缠绕很多带或是电机短路。
6、色母机控制器各按键的操作上箭头:在非设置停止状态下无效,在设置状态下为定位至上一参数,在修改参数状态下为当前位的加操作下箭头:在非设置停止状态下无效,在设置状态下为定位至下一参数,在修改参数状态下为当前位的减操作左箭头:在非设置停止状态下为电机正向点动,在设置状态下无动作,在修改参数状态下为当前参数修改位的左移位操作右箭头:在非设置停止状态下为电机反向点动,在设置状态下无动作,在修改参数状态下为当前参数修改位的右移位操作设置键:在停止状态下为进入设置状态(此时当前设置行反白显示),再次按压后进入修改参数状态或者下一级菜单,进入修改参数状态后再次按压会退出修改参数状态,回复设置状态,按停止键退出设置状态。
运行键:进入可运行状态,参数修改后,按运行可记录参数。
停止键:在运行状态下按压会退出运行状态,进入停止状态;所有参数在停止状态下才可以进行修改。
在参数设置状态,按下停止键可退出设置状态并记录参数。
色母机参数设定方法

色母机参数设定方法
色母机是用于混合颜料和塑料原料的设备,其参数设定方法通
常包括以下几个方面:
1. 颜料和塑料原料比例,首先要确定所需颜料和塑料原料的比例,这取决于最终产品所需的颜色和性能要求。
通常情况下,根据
配方要求和颜料的浓度来确定比例。
2. 混合时间和温度,色母机的混合时间和温度对最终产品的质
量有着重要影响。
在设定参数时,需要考虑颜料和塑料原料的熔点、粘度等因素,以确保充分混合并避免过热或过冷造成的质量问题。
3. 混合方式,色母机通常有不同的混合方式,如机械搅拌、热
风循环等,根据颜料和塑料原料的特性选择合适的混合方式,并设
定相应的参数。
4. 清洗和维护参数,色母机在使用过程中需要定期清洗和维护,设定清洗和维护参数可以确保设备的正常运行和延长设备的使用寿命。
在实际操作中,色母机参数的设定需要根据具体的生产需求和设备性能来进行调整,同时还需要考虑原料的特性和生产环境等因素。
通常情况下,操作人员需要经过专业培训和实践经验积累,才能熟练掌握色母机参数设定的方法。
同时,定期对设备进行检查和维护也是确保设备正常运行和产品质量稳定的重要手段。
先进工业母机产品基本标准
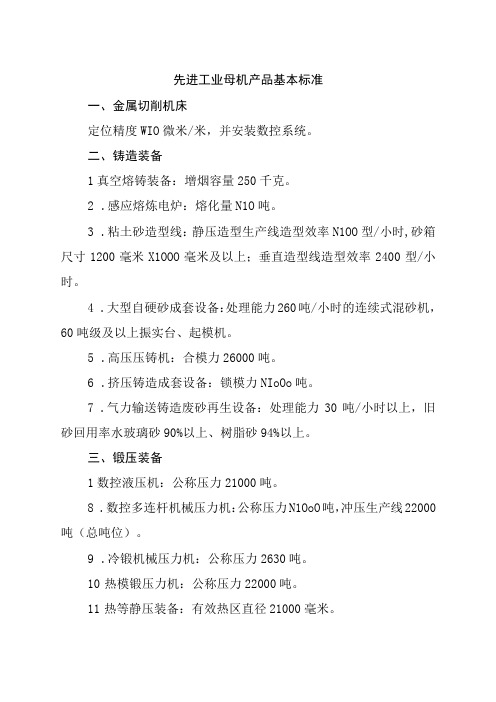
先进工业母机产品基本标准一、金属切削机床定位精度WIO微米/米,并安装数控系统。
二、铸造装备1真空熔铸装备:增烟容量250千克。
2.感应熔炼电炉:熔化量N1O吨。
3.粘土砂造型线:静压造型生产线造型效率N1OO型/小时,砂箱尺寸1200毫米X1OOO毫米及以上;垂直造型线造型效率2400型/小时。
4.大型自硬砂成套设备:处理能力260吨/小时的连续式混砂机,60吨级及以上振实台、起模机。
5.高压压铸机:合模力26000吨。
6.挤压铸造成套设备:锁模力NIoOo吨。
7.气力输送铸造废砂再生设备:处理能力30吨/小时以上,旧砂回用率水玻璃砂90%以上、树脂砂94%以上。
三、锻压装备1数控液压机:公称压力21000吨。
8.数控多连杆机械压力机:公称压力N1OoO吨,冲压生产线22000吨(总吨位)。
9.冷锻机械压力机:公称压力2630吨。
10热模锻压力机:公称压力22000吨。
11热等静压装备:有效热区直径21000毫米。
四、焊接装备1数字化弧焊装备:数控系统跟踪补偿精度0.1毫米一0.5毫米、焊接工艺参数波动小于2%—5%。
2.激光、电子束等高能束焊接装备:机电协同控制精度设、跟踪补偿精度0.1毫米一0.5毫米、焊接工艺参数波动小于2%o3.惯性、搅拌摩擦焊及电阻焊装备:机电协同控制精度1%、响应速度5毫秒一10毫秒;数控系统跟踪补偿精度0.05毫米一O.1毫米。
五、热表处理装备4真空热处理装备:装炉量21吨。
5.控制气氛热处理装备:装炉量NI吨。
6.绝缘栅双极型晶体管电源感应热处理装备。
7.连续热处理生产线:生产能力21吨/小时。
8.自动电镀设备:行车上自带独立控制箱和主可编程逻辑控制器网络通信,具备四轴运动能力。
9.低压等离子喷涂设备:真空室尺寸2①2000毫米X3000毫米,喷枪使用功率280千瓦。
10溶液等离子喷涂设备:喷枪使用功率N1OO千瓦,浆料输送率20.5升/分。
11真空镀膜装备:膜层不均匀性W±10%,故障诊断节点数2IOOOo六、数控装置具备三轴及以上联动控制功能。
色母机,体积式色母机,计量式色母机
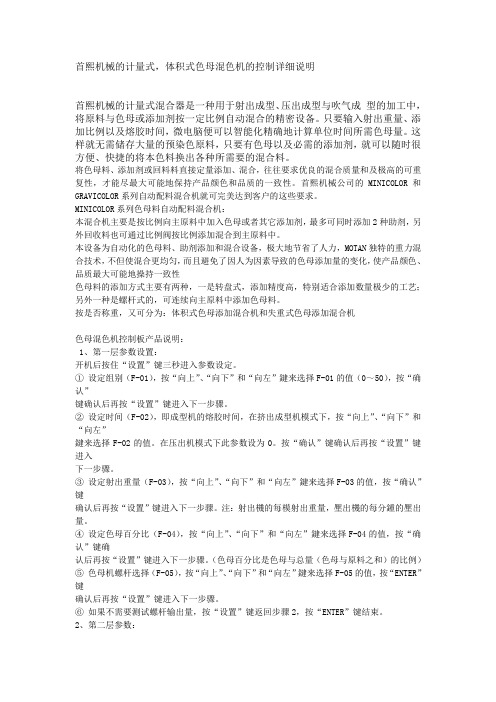
首熙机械的计量式,体积式色母混色机的控制详细说明首熙机械的计量式混合器是一种用于射出成型、压出成型与吹气成型的加工中,将原料与色母或添加剂按一定比例自动混合的精密设备。
只要输入射出重量、添加比例以及熔胶时间,微电脑便可以智能化精确地计算单位时间所需色母量。
这样就无需储存大量的预染色原料,只要有色母以及必需的添加剂,就可以随时很方便、快捷的将本色料换出各种所需要的混合料。
将色母料、添加剂或回料料直接定量添加、混合,往往要求优良的混合质量和及极高的可重复性,才能尽最大可能地保持产品颜色和品质的一致性。
首熙机械公司的MINICOLOR和GRAVICOLOR系列自动配料混合机就可完美达到客户的这些要求。
MINICOLOR系列色母料自动配料混合机:本混合机主要是按比例向主原料中加入色母或者其它添加剂,最多可同时添加2种助剂,另外回收料也可通过比例阀按比例添加混合到主原料中。
本设备为自动化的色母料、助剂添加和混合设备,极大地节省了人力,MOTAN独特的重力混合技术,不但使混合更均匀,而且避免了因人为因素导致的色母添加量的变化,使产品颜色、品质最大可能地操持一致性色母料的添加方式主要有两种,一是转盘式,添加精度高,特别适合添加数量极少的工艺;另外一种是螺杆式的,可连续向主原料中添加色母料。
按是否称重,又可分为:体积式色母添加混合机和失重式色母添加混合机色母混色机控制板产品说明:1、第一层参数设置:开机后按住“设置”键三秒进入参数设定。
①设定组别(F-01),按“向上”、“向下”和“向左”鍵来选择F-01的值(0~50),按“确认”键确认后再按“设置”键进入下一步骤。
②设定时间(F-02),即成型机的熔胶时间,在挤出成型机模式下,按“向上”、“向下”和“向左”鍵来选择F-02的值。
在压出机模式下此参数设为0。
按“确认”键确认后再按“设置”键进入下一步骤。
③设定射出重量(F-03),按“向上”、“向下”和“向左”鍵来选择F-03的值,按“确认”键确认后再按“设置”键进入下一步骤。
信易色母机说明书M-SCM-ZN Ver.B
色母机

色母机特点首熙机械的体积式色母机控制器,适用于注塑、挤出或吹塑生产,应用于新、次料、色母或添加剂等的自动比例混合。
该色母机控制器可适用于各种伺服电机或精密步进电机,并配合专用微电脑控制器,可精确地计量色母及添加剂的添加比例。
此色母机控制器可以与各类成型机的信号做连接,进而同步运转,保证成型产品性能一致性。
色母机控制器采用高科技微电脑控制,可以实现对电机的精确控制。
精度误差值不高于±1%。
该产品具备两种模式,分别适用于塑料的注塑成型和挤出成型。
螺杆采用镀鉻处理,经久耐用,螺杆直径分为16、20、25等多种,可演变出多种机型,提供0.1-200kg/h的不同输出量供客户选择。
满足不同场合、不同领域使用。
色母机具备数据永久记忆及存储功能,只要前期输入有效数据后期就会一直有保存痕迹。
色母机的模组式装配结构,拆装方便,易于清理及互换;单色色母机的标准底座配备三管料斗磁铁,可吸附金属物,防止成型机螺杆损坏;搅拌器为双色色母机的标准配备,它可以满足客户双重混料需求,单色色母机机型可选配搅拌器,混料均匀;主料斗为双色色母机的标准配备,单色色母机可选配一、色母机控制器产品特点色母机控制器依据预先设定的比例混合,通过全数字式微电脑控制系统设定的条件自动转换成转速,驱动精密螺杆,向注塑机或挤出(压延)的溶胶筒内挤出原料,添加所需物料。
例如:色母色料、回收料、添加剂、助剂等。
色母机控制器采用高科技微电脑控制,可以实现对电机的精确控制。
精度误差值不高于±1%。
该产品具备两种模式,分别适用于塑料的注塑成型和挤出成型。
螺杆直径分为16、20、25等多种,可演变出多种机型,提供0.1-200kg/h的不同输出量供客户选择。
满足不同场合、不同领域使用。
二、色母机控制器显示界面采用高清晰度的液晶屏显示界面:宽×高×深=160mm*95mm*40mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、色母机的规格表
技术说明
1. 采用直流无刷式马达,无需保养,过流断线保护,保证机器连续正常运行。
2. 具备20组数据的永久记忆及存储功能,方便管理成型条件和配方。
3. 可满足注塑机(干接点和电压信号),挤出机(0-10V、2-10V)信号输入,其
他的信号可加模拟信号转换器。
4. 模块式装配结构,拆装方便,可快速更换物料。
5. 可选配物料料位检测传感器,缺料报警提示。
6. 可选配搅拌底座,确保物料混合均匀。
7. 可于挤出(射出)机主螺杆同步加、减速运行。
8. 提供0.1-50kg/h的不同输出量供客户选择。
9. 色母喂料误差值不高于1% 。
10. 工作电压:AC 380V 50HZ 电机:力矩6N.M
11. 料斗容量:10 L 整机重量: 25KG
单色色母机的工作原理
主机或牵引机的模拟量信号传给文本控制器,文本控制器通过部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。
色母料通过螺杆的挤压,被螺杆输送到底座中,从而达到精确计量输送色母料的目的。
搅拌器的电机是壹邦,功率为120W。
输送色母料的电机是步进电机,力矩为1.5N.M。
步进电机用的是中国名牌。
控制器是双森公司自己开发的。
2、色母占主原料的百分比?
3、色母机的下底座和上底座的孔距分别为(100-130)mm,(130-160)mm.若连接尺寸不对需配过度法兰。
4、干燥机是多少公斤?
5、主机每分钟最大的产量是多少?
1.6、模拟量输出模块(给主机和牵引机的模拟信号是电压还是电流(0-20mA还是
4-20mA)信号。
牵引机的速度有无档位?
7、主机螺杆下料口法兰与干燥机底座连接孔的孔距。
二、色母机的组成
色母机主要有底座、料斗、送料电机支架、送料电机、螺杆、搅拌电机、搅拌部分和控制器组成。
三、
VCM5-16/38
5-表示速比是5;1
16-是螺杆的外径
38是螺筒的外径
四、单色色母机的工作原理
主机或牵引机的模拟量信号传给文本控制器(1或2),文本控制器(1或2)通过部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。
色母料通过螺杆的挤压,被螺杆输送到底座中,从而达到精确计量输送色母料的目的。
2.结构特征与工作原理
五、VCM体积式色母混合机使用于新料、次料、色母和添加剂等的自动比例混合。
该系列机型使用步进电机,依据预先设定的比例混合,通过文本控制系统设定的条件自动转换成转速直接驱动精密螺杆挤出原料,其误差值不高于1%。
该产品的马达减速比分为5:1和10:1两种,螺杆直径分为12,16,20和25四种,可演变出16种机型提供每小时到0.5-50公斤的不同输出量供客户选择。
另有双色色母机可依客户要求来搭配两台色母机合并使用。
六、调试
⑴、上电后文本显示如下:
料斗放一些料用来50S测试用,按“←”把螺杆填满料后再按一下“←”电机停止送料。
按设置键后显示如下:
按“↓”键到“50S测试”再按“设置”键进入50S的测试页面
按“设置”文本显示如下:
再按“设置”文本显示如下:
等文本显示如下时:
把落下的料称出它的重量,连续五次的测试的重量取平均值,在上面的页面下按“设置”,把五次的平均值输入下面的文本50S重量。
输入好后按“设置”保存参数,按“停止”键返回初始页面。
换不同的色母要先50S测试后,把它的值输入系统参数(先把螺杆号改为02,再把其值输入50S 重量)。
然后再回到工作参数把螺杆号01改为02。
按返回键进入工作页面。
参数设置好后按“停止”(也是返回键)键回到初始页面。
4.1.1使用和操作
上面文本下方的键左到右依次是下面表格序号中1到7
序
名称功能描述备注
号
1 设定值上
此键用于设定值上调用于参数的选择调
2 设定值下
此键用于设定值下调用于参数的选择调
3 设定值左
此键用于设定值左调用于参数的选择及正转的快捷键调
4 设定值右
此键用于设定值右调用于参数的选择及反转的快捷键调
4.1.2 工作参数里的重量设置有三种
(1)、以主机每分钟的最大产量(不包含色母的重量)。
(2)、以牵引机的最快速度乘以每个规格的米重(不包含色母的重量)。
(3)、输入每个规格的米重(不包含色母的重量)。
4.2.1、以主机每分钟的最大产量(不包含色母的重量)。
按“设置”键按“设置”键按“设置”键——→工作狀态——→设好参数组号——→
再按“▼”键再按“▼”键
按“设置”键按“设置”键
——→重量(主机最大速度每分钟的重量)———→输入色母比例
再按“▼”键再按“▼”键
按“设置”键按“设置”键
———→设定螺杆号———→“50S的重量”查看这一数值是否与50S的测试值一致
再按“▼”键再按“▼”键
按“设置”键按“设置”键按“设置”键———→按“▼”键进入“系统参数”———→设好螺杆号———→50S的重量
再按“返回”键再按“▼”键
按“设置”键
———→把压出模式和循环模式分别改为挤出和外部;输出延时和死区分别改为0.1 再按“▼”键
按两次“返回”键
———→运行后填满螺杆,再运行3到5分钟取其平均值,看这值与实际计算值少多少,然后修改一下工作参数里的重量值即可。
4.2.2以牵引机的最快速度乘以每个规格的米重(不包含色母的重量)。
按“设置”键按“设置”键按“设置”键——→工作狀态——→设好参数组号(备注1)——→
再按“▼”键再按“▼”键
按“设置”键按“设置”键
——→重量(牵引的最大速度×米重)———→输入色母比例
再按“▼”键再按“▼”键
按“设置”键按“设置”键
———→设定螺杆号———→“50S的重量”查看这一数值是否与50S的测试值一致
再按“▼”键再按“▼”键
按“设置”键按“设置”键按“设置”键———→按“▼”键进入“系统参数”———→设好螺杆号———→50S的重量
再按“返回”键再按“▼”键
按“设置”键
———→把压出模式和循环模式分别改为挤出和外部;输出延时和死区分别改为0.1 再按“▼”键
按两次“返回”键
———→运行后填满螺杆,再运行3到5分钟取其平均值,看这值与实际计算值少多少,输入牵引的速度
然后修改一下工作参数里的重量值即可。
备注
1、参数组号(每一个规格设一个组号,如∮20有四个规格,∮20×S5为组号01 ,∮20×S4为组号02,∮20×S3.2为组号03,∮20×S2.5为组号04;以此类推,总共组号20组)
4.2.3输入每个规格的米重(不包含色母的重量)。
2)系统参数
换不同的色母要先50S测试后,把它的值输入系统参数(先把螺杆号改为02,再把其值输入50S 重量)。
然后再回到工作参数把螺杆号01改为02并按设置键储存。
按返回键进入工作页面。
参数设置好后按“停止”(也是返回键)键回到初始页面。