阴极丙烯酸电泳漆的性能参数
2013阴极电泳漆技术参数标准

2013阴极电泳漆技术参数标准简介:ML—2 (双组分〈01〉黑色阴极电泳漆(哑光漆),由高固含量的颜料浆和低固含量的乳液组成。
用途:可广泛用于汽车、家用电器、轻工产品、机械产品和各类钢铁件及其它金属导电材料的耐蚀涂装等。
特点:•具有较高的泳透力;•不含铅等重金属,低溶剂含量,属环保型产品;•具有优异的贮存和电沉积涂装稳定性;•双组分,施工应用更方便。
实用资料:•贮存条件:5—30 C远离火源的阴凉干燥处,未拆原包装六个月。
•原漆质量指标:配漆比例:黑色浆:乳液:水=1: 4-5: 6-8(质量比)•配漆方法:在电泳槽中倒入计算水量的1/2,先将色浆搅拌均匀后加入电泳槽中,然后将乳液加入电泳槽中,最后将剩余的水补加到槽中的指定位置,启动循环系统进行熟化24-48小时。
•涂膜性能指标:--- 配漆用纯水电导率不大于10 gs/cm。
――使用此涂料前必须严格遵照施工工艺施工,欲了解详细资料可向本公司索取。
――施工条件可根据客户要求而定,本公司提供的施工条件仅供参考。
常州市宇鹰涂料有限公司是一家专业生产ML —1阴极电泳漆(单组分卜ML—2阴极电泳漆(双组份)、ML—3 阴极丙烯酸透明电泳漆的股份制企业,公司自成立以来以质量为生命,以市场为导向,经全体员工携手多年,集研究、生产、销售、服务于一体,使产品技术指标达到或超过了国内外同类产品,价格性能以及技术服务,在同行业中具有明显优势,是国内外客户理想的选用产品。
同时本公司还具有专业制造电泳涂装设备,给客户带来便捷的维修服务,降低客户的生产成本。
另外本公司还配备了全自动电泳涂装流水线,大大保证和提高了金属表面电泳涂装加工产品的质量和效率及客户的实际施工经验。
阴极电泳
1、阴极电泳漆的种类和涂装:阴极电泳漆目前较为流行的有丙烯酸树脂、环氧树脂和聚氨脂等。
所有阴极电泳漆都有清漆和色漆两类。
清漆由有机树脂、稳定剂、乳化剂等组成。
色漆除上述组成外,还加入固体颜料研磨而成。
根据产品的不同要求,可选用清漆或色漆涂装。
清漆:可涂装在镀银,仿金层、抡色层及黄铜抛光件的表面上。
漆膜特点:透明性好,漆膜薄而均匀,防护装饰效果好。
彩色清漆:适用于底层为光亮镀镍、抛光铝等表面,经电泳后或再染色、固化,可获得古铜色、金色、红、绿、兰等透明彩色膜。
漆膜特性:彩色透明、金属观强、防护装饰效果好。
如灯具、眼镜架及工艺品等。
色漆:适用于所有金属表面。
现有发光黑色、亚光黑色、灰色、奶白色、红色、绿色漆等。
漆膜特性:漆膜丰满、色彩鲜丽,漆膜较厚,但漆膜不透明。
可用于自行车车把、仪表机壳、金属家具以及抗蚀性要求高的汽车底漆。
2、阴极电泳的涂装工艺:1)主要设备:电泳槽可用聚氯乙烯板制成。
分阳极室和阴极室,两室之间用渗析膜隔开。
电泳槽同时装有超滤设备和热交换器,工作时还需用泵循环搅拌。
电源为0-100V可调的直流电源,电流容量约30~50A。
另有烘箱或烘道(根据零件大小及量而定)。
2)电泳工艺参数:漆液组成:有机树脂、稳定剂、乳化剂等;PH:不同漆有不同的要求;导电率:(微西门子/厘米)1000±400施工电压:30~100V;漆液温度:25~32℃;电泳时间:0.5~2分钟;固化条件:120℃~170℃、30分钟。
3)工艺流程:(1)电泳清漆、基材前处理→镀金;镀银;镀仿金;镀彩色层或黄铜抛光→清洗→去离子水洗→阴极电泳清漆→去离子水洗→清洗→固化。
(2)彩色清漆:基村前处理→光亮镀镍或抛光铝等→清洗→去离子水洗→阴极电泳→去离子水洗→染色→清洗→固化。
(也有直接电泳成彩色清漆工艺)(3)色漆:基材前处理(包括磷化)→清洗→去离子洗→阴极电泳→去离子水洗→清洗→固化。
3、漆膜质量:1)漆膜硬度:4H~5H(中华牌铅笔)2)盐雾试验:漆膜厚度10μm时大于300小时。
阴极电泳涂料的品种和性能

阴极电泳涂料的品种和性能阴极电泳涂料分为二大体系。
美国PPG体系,属双组分、水乳液型;德国Hoechst 体系,属高固体分、单组分、水溶型。
国内市场上的阴极电泳涂料,属PPG系列的有8603、HS-88、HB-2000;属Hoechst 系列的有G1083;国内自己开发的有E11-99、Hll-96、ST-2、8912等。
几种阴极电泳涂料的性能对比阴极电泳涂料的研究重点目前阴极电泳涂料的研究重点:1)低烘烤温度,采用低解蔽温度的封闭型异氰酸酯、及更有效的固化催化剂,以使烘烤温度由180℃降至140℃烘烤,实现底漆和中涂湿碰湿施工,于140℃同时加热固化,大幅度地降低能耗。
2)减少有机溶剂含量、降低污染和节省资源。
现有阴极电泳涂料的有机溶剂含量普遍地降至1.2%以下。
PPG的第五代阴极电泳涂料的有机溶剂含量,低至约0.6%,同时槽液仍然保持良好的稳定性。
另外,要采用非挥发性固化阴极电泳涂料,减少封闭异型氰酸酯烘烤时的挥发。
3)提高锐边的耐腐蚀性,现有的阴极电泳涂膜在烘干时,受表面张力的影响,工件棱边、尖角部位涂膜很薄,这些部位的防蚀性差。
利用有机微胶流变改性剂,能保持涂膜烘烤时有高粘度,使棱边部位涂膜厚度达到15μm,具有良好的防腐蚀性。
4)开发无铅阴极电泳涂料。
Pb在阴极电泳涂料中的作用为:提高涂膜防锈性、促进氨基甲酸乙酯的固化、防止铁质管道腐蚀对分散液稳定性的影响等作用。
但Pb污染环境,避免使用的途径是提高树脂本身的防锈性能;采用无毒防锈颜料;改变固化方式和采用固化催化剂。
5)开发耐候性良好的阴极电泳涂料。
开发丙烯酸系阳离子树脂,配制耐候性、装饰性良好的丙烯酸阴极电泳涂料,涂膜光亮平滑,透明清澈,可用作金属精饰件的透明罩光涂层;添加彩色透明颜料,可得仿金镀等高装饰涂层;添加各类彩色颜料,涂膜色彩鲜艳。
采用复合膜技术,可得高耐候性、高耐蚀性的阴极电泳涂层。
将表面张力不同的环氧胺树脂和丙烯酸系树脂复配阴极电泳涂料,涂膜在烘烤时,表面张力大的环氧成分附在金属表面,表面张力小的丙烯酸系成分,分离成为上层,形成复合膜,同时具有环氧的耐蚀性和丙烯酸的耐候性。
阴极电泳涂料的物理知识百科性能特点
阴极电泳涂料的物理知识百科性能特点
苏霍姆林斯基说:让学生变得聪明的办法,不是补课,不是增加作业量,而是阅读、阅读、再阅读。
学生知识的获取、能力的提高、思想的启迪、情感的熏陶、品质的铸就很大程度上来源于阅读。
我们应该重视它,欢迎阅读阴极电泳涂料的物理知识百科性能特点。
阴极电泳涂料电泳涂装时,工件为阴极,金属表面不被溶解,且树脂中的胺基具有缓蚀作用。
因此阴极电泳涂膜的防腐蚀能力,远比阳极电泳涂膜好得多,即使在不加防锈颜料的情况下,仍有很好的耐盐雾性能。
在磷化处理以后电泳涂漆,耐盐雾能力达到800h~1200h,加上阴极电泳涂料的高泳透力,能满足汽车车身10年无穿孔腐蚀的防护要求,因而在
汽车上得到广泛采用。
电泳涂料从阳极电泳涂料发展成阴极电泳涂料,也消除了阳极电泳涂膜经常产生的丝状腐蚀和疤痕腐蚀对涂层外观装
饰性的影响;阴极电泳涂膜的良好展平性,赋予涂层高的鲜
映性。
新一代阴极电泳涂料的展平率达到83,涂膜粗糙度
Ra在0.2m以下。
厚膜阴极电泳涂料的推出(涂膜厚度达35m),能省去二道浆,简化涂装工艺:同时能提高棱边的耐腐蚀性。
厚膜阴极电泳涂膜的耐盐雾性,可达1000h~1200h。
阴极电泳涂料相对于阳极电泳涂料,价格较高,设备投资大,工艺管理要求更严格。
因此,阴极电泳涂料要求有良好的长
期使用稳定性,以防槽液变质报废而造成损失;要有高的泳透力,使车身内腔、缝隙内都能均匀地涂上涂膜,以达到产品的整体防护性要求;涂膜要有高的耐腐蚀性能,使之高投入、高技术水平的工艺装备能体现出实际价值。
感谢阅读阴极电泳涂料的物理知识百科性能特点,希望大家从中得到启发。
XH-57丙烯酸阴极电泳涂料产品阐明
济南旭辉供给
济南旭辉供给电泳漆/阴极电泳漆/电泳漆厂家
XH-57丙烯酸阴极电泳涂料产品阐明
一、组成、特色和用处:
XH-57系列高装修性丙烯酸阴极电泳涂料,主要由丙烯酸聚氨酯系统组成,包含装修性阴极电泳清漆和各种色彩的染色漆,具有电泳功能好,不变黄,耐腐性强,耐厚性好等特色。
二、XH-57系列它是现在外表处理职业最具潜力的一种新式电泳涂料产品,广泛使用于装修镀层和金属外表维护,如门窗把手、眼镜、打火机、手表、手机壳、首饰等装修性职业及家用电器机械零部件、五金建材东西、轻工职业等,可以获得各种具有金属质感和美丽色彩的维护层效果。
三、XH-57系列阴极电泳涂料为习惯不同使用产品及不同客户的要求,供给了系列化的产品:有高温型、低温型、亚光型等,并为习惯五颜六色涂膜的要求,还供给各种不同色彩的配套色浆产品。
四、技术指导
1、原漆功能
2、施工工艺参数
3、涂膜技术目标。
电泳漆技术说明
目录一、公司简介二、电泳原理三、规范工艺流程四、产品简介五、全系列丙烯酸聚氨酯电著产品简介六、全系列产品规格七、全系列涂膜性能八、补给剂资料九、管理对策十、问题点与对策十一、各型号产品说明书二、电泳涂装原理:阴极电泳涂料是一种具有半水溶型和悬体系特征的多组份体系,在电场作用下,已中和的阳离子树脂携带的涂料粒子在阴极进行电沉积,其过程包括电泳、电解、电沉积、电渗四种现象。
1、电泳:悬浮在极性液体中的带电粒子由于电场影响而发生泳动的现象。
阳离子型树脂粒子向作为阴极的工件移动。
2、电解:液体中的氢离子和氢氧根离子在直流电源的作用下,生成氢气和氧气,阴极界面PH值升高。
3、电沉积:阳离子涂料粒子在吸引它的电极(阴极)上被还原为中性不溶脂,析出粘附,形成不溶解的涂膜。
过程如下:H2O≒H++OH-阳极:2H++2OH—- 2e→H2O+1/2O2↑+2H+阴极:2OH-+2H++2e→H2↑+2OH-R1 R 1∣∣~NH++OH-→~N↓+H2O ∣∣R 2 R24、电渗:在外电场力作用下,涂膜内部所含的水份从涂膜中渗析出来移向槽液,进行内聚部分脱水。
电渗使亲水涂膜变为憎水涂膜,脱水使涂膜致密化。
由于上述四个过程是连续进行的,获得的涂膜在烘干之前含水量在10%以下,可以直接进行水洗、烘干,最后形成连续均一的品质优良的涂膜。
三、规范工艺流程:1.环氧体系电泳流程:高温脱脂(加超声波)→常温脱脂→水洗三次→酸洗除锈→水洗三次→流动水洗→表调→磷化→水洗三次→流动水洗→纯水洗两次→电泳涂装→回收水洗三次→纯水浸洗两次→纯水喷淋→脱水剂洗/吹洗→烘干固化→成品包装2.透明有色体系电泳流程:电镀工件(抛光工件)→化学除油(加超声波)→水洗两次→电解除油→水洗三次(溢流水洗)→中和(弱酸洗)→水洗三次(溢流水洗)→纯水洗两次→电泳涂装(透明及各色)→回收纯水洗两次→纯水洗三次(溢流)→脱水剂洗→滴水(吹净水珠)→烘烤→成品包装四、产品简介:1.环氧体系电泳涂料:本公司之环氧体系电泳涂料目前主要以色浆、乳液双组份供应市场。
阴极电泳漆技术技术参数(验收标准)

实验条件 目视 BYK 60° 划格法,间距1mm 铅笔硬度 粗糙度仪
GB/T1732-93 40℃×500H ASTM单侧扩蚀 1N H2SO4 20℃×H 1N NAOH 21℃×H 93#汽油 4H
耐温变
合格
按Y60-050通过温变实验
杂志离子许可浓度(%)
项目 外观 膜厚 光泽 附着力 硬度 表面粗糙度(Ra)μm 杯突(mm) 冲击性(kg.cm) 耐水性 耐盐雾性(≥1008hr) 耐酸性 耐碱性 耐汽油性 抗石击 柔韧性(mm)
电泳漆膜性能 平整光滑 22±2 60-90 ≤1 ≥H 0.12-0.20 ≥6 ≥50 100/100(1mm) ≤1mm 漆膜无变化 漆膜无变化 漆膜无变化 ≤2 干燥条件 加热减量(%) 再溶性
水平面与垂直面无明显差别 ≥20 ≤5% 160℃×20分钟(min) ≤6 外观良好,漆膜残存率≥90% Na离子<30ppm Fe离子<60ppm 漆膜性能 Ford法 100毫升量筒中的槽液静置 4小时,取上部清液测定的 固体份减少率 工作表面的持续时间 160℃×20分钟烘烤 湿膜在槽液中浸10分钟, 非侵入部分与侵入部分膜 厚差,外观评价 对涂膜外观,性能无影响 的范围。
技术参数(验收标准) 原漆指标 项目 成分 色相 固体份(%) PH值 粘度 细度(μm) 密度(g/cm³) 混合比 存储期 槽液性能 项目 固体份 PH值 电导率(μS/cm) MEQ 灰份(%) 溶剂含量(%) 槽液温度(℃) 施工电压(V) 破坏电压(V) 电泳时间(min) 库伦效率(mg/c) 分级电阻(KΩcm²) 指标 19±1 6.1±0.3 1400±400 28.0±4.0 23.0±2.0 0.8±0.3 30±2 160-260 ≥350 3 ≥30 800±300 含30秒软启动 实验室制板电压,生产线 200-300 条件 105±2℃ 25℃ 25℃ F-1 颜料浆 灰色(储存期内无分层) 56±2 --65±10KU ≤15 1.12±0.05 1 6个月 F-2 乳液 乳白液 36±2 6.5±0.5 10±5CPS ---1.05±0.05 3.3 6个月 5-35℃ 25℃ 105±2℃ 25℃ 25℃ 条件
阴极电泳漆参数及影响

过高时刚膜层比较粗糙,易起桔皮。
因此稳定固体分含量是保证电泳质量的一个关键。
根据生产量的大小建议用户3小时检测一次。
2.溶剂:电泳漆液刚配制时,其溶剂含量稍高。
但随着漆液使用时间的延长和超滤的使用,溶剂不断挥发和滤出,其含量会逐渐下降,影响漆膜质量。
严重时,漆膜会在烘烤前脱落。
因此,应及时添加调整,一般每滤出100L超滤渗透液,应补充1.2L溶剂。
3.电压:极间电压升高,电场作用加强,漆液中带电粒子泳动,沉积速度加快,使用泳透力提高,膜层增厚。
电泳操作时,应根据零件形状与大小,槽液温度高低,所需膜的厚薄,选择最佳电压。
当电泳漆槽刚配制时,其溶剂含量及导电度均高,则电压应适当降低。
4.PH值:由于阳极采用隔膜控制,电泳漆液的PH值较为稳定,当超滤液排出太多或隔膜液漏出进入电泳漆液时,使电泳漆液PH值发生变化,可用有机酸调整。
PH 值过低时,漆膜再溶解增加,膜层变薄,且对设备腐蚀严重。
5.电导率:电导率是控制电泳漆膜层质量的关键指针之一。
新配溶液时电导率可能较高,因此需要通过超滤排出渗液以降低电导率。
电导率过高,则膜厚易产生桔皮和表面粗糙等现象。
电导率过低,则容易产生针孔和麻点。
因此当电导率的高低不同时需要采用不同的电压和槽液温度,以便获得良好的膜层。
电导率较高时,可采用较低的电压和温度;反之则要相应提高电压和温度。
6.温度:电泳漆液的温度一般控制在26度左右。
温度过低,必需使用较高的电压以达到电泳的目的;温度过高,则加剧溶剂的挥发,不利于电导率的稳定和控制。
7.电泳时间:电泳时间的长短会影响漆膜外观及膜层的厚薄。
当电泳时间过长时,膜厚色深,透明性变差。
电泳时间过短,则膜层不完整。
因此需要根据漆液的电导率。
固体分含量等因素的变化,在确定溶液温度和电压的前提下,选择最佳的电泳时间以确保膜层的质量。
在电泳过程中,主要以电压的大小来控制膜层厚度。
时间如超过一定数值,厚度不会显著增加,这是因为电泳漆是不导电的,当零件给膜层完全覆盖后,成为绝缘体,时间再长也不会增加漆膜的厚度。
阴极电泳漆技术技术参数(验收标准)
实验条件 目视 BYK 60° 划格法,间距1mm 铅笔硬度 粗糙度仪
GB/T1732-93 40℃×500H ASTM单侧扩蚀 1N H2SO4 20℃×H 1N NAOH 21℃×H 93#汽油 4H
耐温变
合格
按Y60-050通过温变实验
杂志离子许可浓度(%)
项目 外观 膜厚 光泽 附着力 硬度 表面粗糙度(Ra)μm 杯突(mm) 冲击性(kg.cm) 耐水性 耐盐雾性(≥1008hr) 耐酸性 耐碱性 耐汽油性 抗石击 柔韧性(mm)
电泳漆膜性能 平整光滑 22±2 60-90 ≤1 ≥H 0.12-0.20 ≥6 ≥50 100/100(1mm) ≤1mm 漆膜无变化 漆膜无变化 漆膜热减量(%) 再溶性
水平面与垂直面无明显差别 ≥20 ≤5% 160℃×20分钟(min) ≤6 外观良好,漆膜残存率≥90% Na离子<30ppm Fe离子<60ppm 漆膜性能 Ford法 100毫升量筒中的槽液静置 4小时,取上部清液测定的 固体份减少率 工作表面的持续时间 160℃×20分钟烘烤 湿膜在槽液中浸10分钟, 非侵入部分与侵入部分膜 厚差,外观评价 对涂膜外观,性能无影响 的范围。
技术参数(验收标准) 原漆指标 项目 成分 色相 固体份(%) PH值 粘度 细度(μm) 密度(g/cm³) 混合比 存储期 槽液性能 项目 固体份 PH值 电导率(μS/cm) MEQ 灰份(%) 溶剂含量(%) 槽液温度(℃) 施工电压(V) 破坏电压(V) 电泳时间(min) 库伦效率(mg/c) 分级电阻(KΩcm²) 指标 19±1 6.1±0.3 1400±400 28.0±4.0 23.0±2.0 0.8±0.3 30±2 160-260 ≥350 3 ≥30 800±300 含30秒软启动 实验室制板电压,生产线 200-300 条件 105±2℃ 25℃ 25℃ F-1 颜料浆 灰色(储存期内无分层) 56±2 --65±10KU ≤15 1.12±0.05 1 6个月 F-2 乳液 乳白液 36±2 6.5±0.5 10±5CPS ---1.05±0.05 3.3 6个月 5-35℃ 25℃ 105±2℃ 25℃ 25℃ 条件
丙烯酸透明电泳漆详细说明
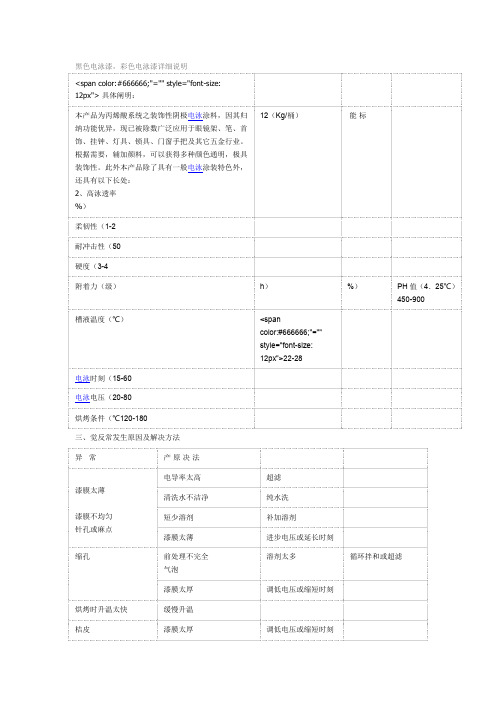
黑色电泳漆,彩色电泳漆详细说明<span color:#666666;"="" style="font-size: 12px"> 具体阐明:本产品为丙烯酸系统之装饰性阴极电泳涂料,因其归 纳功能优异,现已被除数广泛应用于眼镜架、笔、首 饰、挂钟、灯具、锁具、门窗手把及其它五金行业。
根据需要,辅加颜料,可以获得多种颜色通明,极具 装饰性。
此外本产品除了具有一般电泳涂装特色外, 还具有以下长处: 2、高泳透率 %)12(Kg/桶)能标柔韧性(1-2耐冲击性(50硬度(3-4附着力(级)h)%)PH 值(4.25℃)450-900槽液温度(℃)<span color:#666666;"="" style="font-size: 12px">22-28电泳时刻(15-60电泳电压(20-80烘烤条件(℃120-180三、觉反常发生原因及解决方法异常产原决法漆膜太薄电导率太高 清洗水不洁净超滤 纯水洗漆膜不均匀 针孔或麻点短少溶剂 漆膜太薄补加溶剂 进步电压或延长时刻缩孔前处理不完全 气泡溶剂太多循环拌和或超滤漆膜太厚调低电压或缩短时刻烘烤时升温太快缓慢升温桔皮漆膜太厚调低电压或缩短时刻水痕 漆膜失光固体份太高调低固体份清洗不及时,使漆膜再溶解缩短电泳后到水洗的 时刻水洗后残留水分用压缩空气吹PH 值然后操控槽液的 <span color:#666666;"="" style="font-size: 12px">PH 值或超滤。
电泳漆技术说明
电泳漆技术说明目录一、公司简介二、电泳原理三、规范工艺流程四、产品简介五、全系列丙烯酸聚氨酯电著产品简介六、全系列产品规格七、全系列涂膜性能八、补给剂资料九、管理对策十、问题点与对策十一、各型号产品说明书二、电泳涂装原理:阴极电泳涂料是一种具有半水溶型和悬体系特征的多组份体系,在电场作用下,已中和的阳离子树脂携带的涂料粒子在阴极进行电沉积,其过程包括电泳、电解、电沉积、电渗四种现象。
1、电泳:悬浮在极性液体中的带电粒子由于电场影响而发生泳动的现象。
阳离子型树脂粒子向作为阴极的工件移动。
2、电解:液体中的氢离子和氢氧根离子在直流电源的作用下,生成氢气和氧气,阴极界面PH值升高。
3、电沉积:阳离子涂料粒子在吸引它的电极(阴极)上被还原为中性不溶脂,析出粘附,形成不溶解的涂膜。
过程如下:H2O≒H++OH-阳极:2H++2OH—- 2e→H2O+1/2O2↑+2H+阴极:2OH-+2H++2e→H2↑+2OH-R1 R 1∣∣~NH++OH-→~N↓+H2O ∣∣R 2 R24、电渗:在外电场力作用下,涂膜内部所含的水份从涂膜中渗析出来移向槽液,进行内聚部分脱水。
电渗使亲水涂膜变为憎水涂膜,脱水使涂膜致密化。
由于上述四个过程是连续进行的,获得的涂膜在烘干之前含水量在10%以下,可以直接进行水洗、烘干,最后形成连续均一的品质优良的涂膜。
三、规范工艺流程:1.环氧体系电泳流程:高温脱脂(加超声波)→常温脱脂→水洗三次→酸洗除锈→水洗三次→流动水洗→表调→磷化→水洗三次→流动水洗→纯水洗两次→电泳涂装→回收水洗三次→纯水浸洗两次→纯水喷淋→脱水剂洗/吹洗→烘干固化→成品包装2.透明有色体系电泳流程:电镀工件(抛光工件)→化学除油(加超声波)→水洗两次→电解除油→水洗三次(溢流水洗)→中和(弱酸洗)→水洗三次(溢流水洗)→纯水洗两次→电泳涂装(透明及各色)→回收纯水洗两次→纯水洗三次(溢流)→脱水剂洗→滴水(吹净水珠)→烘烤→成品包装四、产品简介:1.环氧体系电泳涂料:本公司之环氧体系电泳涂料目前主要以色浆、乳液双组份供应市场。
高附着力丙烯酸阴极电泳涂料树脂的合成及应用
第 41 卷第 9 期 2011 年 9 月
涂料工业 PAINT & COATINGS INDUSTRY
2 结果与讨论
2. 3 THFMA 对涂膜性能的影响
THFMA 具有环状醚 结 构,其 用 量 对 涂 膜 性 能 的 影 响 见
2. 1 树脂合成过程中引发剂的选择
表 2。
本研究采用溶液 聚 合 方 法 合 成 丙 烯 酸 树 脂 ,故 引 发 剂 必 不可少。常用的引发剂有过氧化物( 如 BPO) 和偶氮化物( 如 AIBN、ABVN) 。其对树脂性能影响见表 1。
艺
Resin for Cathodic Electrodeposion Coatings
技
Xing Bingliang1 ,Sun Ning1 ,Li Yaohong1 ,Cheng Jian2
术
( 1. School of Chemical and Environmental Engineering,Wuyi University,Jiangmen,Guangdong 529020,China;
2. Jiangmen Paint Factory Co. ,Ltd,Jiangmen,Guangdong 529030,China)
Abstract: By use of the free - radical solution polymerization,a high adhesion acrylate resin for cathodic electrodeposion coatings was synthesized with monomers of tetrahydrofurfuryl methacrylate ( THFMA) ,2 - hydroxyethyl methacrylate( HEMA) ,2 - ( dimethylamino) ethyl methacrylate( DMAEMA) ,isobornyl methacrylate( IBOMA) and N - methylolacrylamide( NMA) . Some factors that influence the coating appearance and properties of acrylic resin were studied. The results indicated that a smooth and high buid paint film could be formed at the condition of 15% THFMA,azodiisobutyronitrile as initiator and about 5. 8 pH bath solution,with the thickness 21. 4 μm,gloss 130. 4 and adhesion grade 0. This resin could be widely used in hardware,automobile industry,etc.
丙烯酸阴极电泳涂料的研究

丙烯酸阴极电泳涂料的研究丙烯酸阴极电泳涂料的研究摘要:电泳涂装是20世纪60年代发展起来的⼀项新技术[1],由于它具有独特的优越性,应⽤⾯迅速扩⼤,⼤到汽车车⾝,⼩到徽章、眼睛架等,均可采⽤电泳涂装。
电泳涂料的技术含量很⾼,他的研制和⽣产被认为是难度最⼤的⼀类涂料,并且使⽤和管理上的要求也⾼于普通涂料。
⽬前国内⾃主开发的电泳涂料产品极少,多数是从国外引进⽣产⼯艺和合资⼯艺。
鉴于以上现状,结合当前阴极电泳涂料发展动向,本⽂合成了具有⾼装饰性的丙烯酸阴极电泳涂料,并介绍了采⽤常⽤的丙烯酸单体通过连续溶液聚合,制备丙烯酸阴极电泳涂料的简单可⾏⽅法。
研究了丙烯酸单体配⽐,引发剂种类,合成⼯艺等对阳离⼦丙烯酸树脂性能的影响以及树脂⽔溶性的主要影响因素,同时也讨论了电泳条件,固化条件对漆膜的影响情况,列举了电泳原漆的技术指标,施⼯参数和漆膜性能指标。
关键词:丙烯酸树脂;阴极电泳涂料;合成;The study of the acrylic cathodic electrodeposition coatingAbstract: Electrophoric finishing was a new type of technology derived from 1960s Because of its unique properties electrophoric finishing was applied widely ,such as large project of car body little of barge and glassesframe.Electrodeposition coating had high technological content which study and produce was regarded most difficulty coating ,especially its requirement of use and management were stricter than that of traditional coating . At present ,products of electrodeposition coatings manufactured independently in our country were few and the manufacture of the products mostly depended on foreign techniques or joint ventures .Therefor the reaserch and development of electrodeposition are great significance .Consideration above present status and trends of cathodic electrodeposition coating ,in this dissertation ,we polymerized the acrylic cathodic electrodeposition paint which based on the solution polymerization of normal acrylic monomers has been developed .the factors affect the main properties of resin ,including material proportion 、the water solubility of resin .At the same time the influence of electrodeposition and cure to the coat were discussed .The index of technique ,construction and properties were given .Key word : Acrylic resin ; electrodeposition coating; synthesis;0 前⾔电泳涂料的发展已有60年的历史了,⾃从1971年,美国PPG公司研制出第⼀代阴极电泳涂料,电泳涂料更是进⼊了⼀个快速发展的轨道,特别是阴极电泳涂料,因其与阳极电泳涂料相⽐耐腐蚀性⾼3—4倍,泳透率⾼1.3—1.5倍,且电沉积时⾦属表⾯不易离⼦化⽽溶出,解决了⼯件表⾯腐蚀问题,固⽽获得了⼴泛的应⽤,已逐渐全⾯取代了阳极电泳涂料,⽬前阴极电泳涂料呈现出⼏⼤流派:即以美国PPG公司为开端的防锈蚀阳离⼦型电泳涂料;以德国Hocehst公司为先驱的轿车卡车⽤阳离⼦型电泳涂料;以⽇本神东关西涂料公司为代表的改进型阳离⼦型电泳涂料,⼀些技术领先的阴极电泳涂料公司已经开发出边⾓防锈型,耐候型和低温固化型第四代第五代阴极电泳涂料,同时第六、七代也已在实验室研究开发。
阴极丙烯酸电泳漆注意事项和维护

阴极丙烯酸电泳漆注意事项和维护
下面工件电泳就为大家讲解阴极丙烯酸电泳漆的注意事项和维护
注意事项
阴极丙烯酸电泳漆存放温度为15~30℃,常温下(25℃)可保存2年,避免直接暴露于阳光、雨水或者过高的温度之中。
如果不小心踩到或手触到,立即用清水洗干净。
五、维护保养
阴极丙烯酸电泳漆在使用过程中,需要维护槽液的稳定,才能保证电泳生产的顺利进行。
其维护要点有:
1、电泳槽液参数的检测,一般在以下范围内。
温度:25-30℃,固体份:10±2%,电导率:350-750us/cm PH:4.3-5.3,电压:30—150V,时间:20-80S,色浆含量:50-66g/1L,槽液(等于100ml原漆:30-40g)
对于上述参数,需定期进行检测,如不在此正常范围内,需作补漆、补加溶剂、调节电压等处理。
阴极电泳漆分类
大家应该都知道,阴极电泳涂料一种以阳离子树脂作为成膜聚合物,在树脂骨架中含有多个氨基,主要是环氧胺类,由环氧树脂与胺的加成物,引入半封闭的多异氰酸酯作交链剂,经甲酸、乙酸或乳酸等中和至pH值为5.5~6.5,形成胺盐而制得的产品。但是由于使用的范围的不同,其阴极电泳涂料也可以分为好几种,那么你知道常用的阴极电泳涂料可以分为哪几种吗?下面电泳涂料厂家天津弘创润天为您介绍:
改性环氧树脂阴极电泳涂料:
改性环氧树脂阴极电泳涂料的致密性、硬度、耐盐雾性、耐碱性、耐酸性等良好,且价格低,稳定性最佳,但由于为数较多的芳香族环氧树脂耐光性较差,在紫外线照射下,易于粉化及褪色。故改性环氧树脂阴极电泳涂料主要用于以防腐蚀、室内产品、耐化学品或作底漆为目的产品,目前广泛应用于汽车底漆、机丙烯酸阴极电泳涂料以其涂膜色浅、光泽高、保光、具有良好的耐候性和装饰性、价格稍高等优点,可以用作底面合一的装饰性电泳面漆或透明漆,但在日光长期照射下,涂膜仍泛黄。故丙烯酸阴极电泳涂料广泛应用于金属眼镜架、五金工具、电镀产品、电子产品、制笔、装饰品、礼品、家电等。
聚氨酯阴极电泳涂料:
丙烯酸透明阴极电泳

合法规的品种,因而高固体份溶剂型涂料仁’〕、水性涂料图、光固化涂料阁、粉末涂料〔‘〕得到了大力发展。
电泳涂料作为水性涂料中优秀的品种尤其得到了市场的广泛使用,并获得了大力的发展。
与传统的溶剂型涂料和其它浸涂、喷涂水性烘烤漆相比,电泳涂料具无可比拟的优越性[sj。
(l)以水为溶剂,几乎没有发生火灾的危险,应用时减少了对操作人员的毒害及对环境的污染;(2)适宜于大规模生产的工业涂装线,实现涂装线的机械化、自动化,经济效益高;(3)涂层致密,厚度均匀可控。
湿膜含水率低,可显著缩短烘干前水分蒸发的预干时间,缩短周期,提高工效;(4)能均匀涂覆在零件的各表面上,对边、角、内腔、缝隙等同样能获得良好的保护涂层,适用于造型及结构复杂的金属零件的涂装;(5)电泳涂料工作液的固含量低(10~20)%,带出损失小,超滤工艺的使用提高了电泳漆的利用率,可达98%以上。
涂装工艺参数易于调整,涂装质量稳定。
1.2电泳涂料的机理电泳涂料是一种水乳化型涂料,在水中能够离解成带电荷的大分子离子,在直流电场的作用下,移向与其本身极性相反的极板上,并在其表面沉积析出。
根据电泳涂料所使用的树脂类型不同,以及被涂工件在涂装过程中所处电极位置不同,电泳涂料可分为阳极电泳涂料和阴极电泳涂料。
电泳涂料是包含有高分子树脂、有机溶剂和颜料悬浮颗粒等的多组分混合物,其电化学过程比较复杂,一般认为其涂装过程包括以下四个阶段1电泳分散在极性介质中的带电粒子,在直流电场的作用下,向与它带电荷符号相反的电极移动的现象,称为“电泳”。
在水溶性漆中除了带电的树脂粒子可以电泳外,颜料和填料粒子由于树脂的包裹(拖带)也可以随着电泳。
2电解向电解质溶液中通入直流电,电极上分别进行着氧化与还原反应,并形成氧化还原产物的现象,叫作“电解”。
电流通过水溶性漆的稀水溶液时,水发生了电解,阴极和阳极上分别有氢气和氧气放出;以可溶性金属(如铁、锌等)作被涂物时,阳极附近有金属粒子溶出;以金属铂作电极,阳极附近只有氢离子产生。
艾仕得电泳漆产品简介

艾仕得电泳漆产品简介AquaEC 3000 电泳漆欧洲汽车生产商广泛使用的Aqua EC 3000电泳漆是一种高性能的阴极电泳漆,它可作为以环氧树脂为基础的双组份底漆,应用于汽车零部件,包括汽车座椅。
它因其优越的抗机械性、超强的耐腐蚀性和抗化学性而广受欢迎。
其另一优点为该底漆具有强大的均镀能力,使涂料可轻易接触难以到达的区域。
该特性也有助于处理外形复杂的零件和机加工密度较高的情况。
AquaEC 3000因其含较低浓度有毒催化剂的无铅无锡水性配方而成为环境友好型产品,且符合HAPS要求。
由于Aqua EC 3000的薄膜厚度可高达35µm,它特别适合专业涂装施工商使用,同时还能满足汽车OEM在备件和轮轴方面的要求。
该产品可用于多种底材,因其可广泛应用于窗户且具有较强的抗污染能力,它可保持表面的光滑平整。
Aqua EC 3000有多种规格,因为我们知道我们的客户有不同的需求。
Aqua EC 3000可作为通用型系统使用。
我们提供了多种版本:标准版、低温固化版、拥有消声器和优化的抗紫外线性能版。
Aqua EC 3000已获得许多OEM的认可。
Aqua EC 3000的优点有:•优越的耐腐蚀性•优良的抗石击性能•适用于多种底材•优化的边缘加固•良好的耐腐蚀性•高效的抗污染能力•强大的均镀能力•优良的涂覆效率•稳定的可操作时间窗口•排放量低——符合HAPS要求•环保且符合REACH要求•Aqua EC 3000LT和AS较低的固化温度•Aqua EC 3000AS优良的消声性能•Aqua EC 3000UV出色的抗紫外线性能AquaEC 5100 和 AquaEC 5500 电泳漆艾仕得涂料系统中的AquaEC 5100 和 EC 5500是基于丙烯酸树脂、具有较强抗UV性的底面合一的阴极电泳漆。
它一次成膜就可实现均匀覆盖。
其持久的耐候性、优良的抗机械性和耐腐蚀性使它成为户外设备(如农业机械、铲车)以及门窗配件和钢制家具的理想选择。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
阴极丙烯酸电泳漆的性能参数
作为新材料的一种,阴极丙烯酸电泳涂料以水作为溶剂,由水溶性树脂、颜料、填料、助剂、溶剂还有中和剂组成,节能环保、不燃不爆、VOCs(挥发性有机化合物)排放极少。
除了环保特性之外,电泳涂装还可实现完全机械化、自动化,不仅减轻了劳动强度,而且还大幅度
提高了劳动生产率;涂料的利用率也很高,高达95%以上甚至100%,尤其是超滤技术的应用,涂装过程封闭循环,涂料回收率高。
鉴于上述的这些优良特性,阴极丙烯酸电泳漆的应用越来越广,电泳工艺已成为金属表面处理的主要工艺。
下面就来了解一下阴极丙烯酸电泳漆的一些特性。
一、适用范围
1、以产品类型分:家具、陈架、灯环、拉链、门把手、工艺品、铰链、合页、箱包配件等。
2、以工件材质分:铁材质、铝合金材质、锌合金材质、不锈钢材质等。
二、性能特点
阴极丙烯酸电泳漆属浅黄色透明液体,带粘性,具有出色的耐候性及防腐防锈功能,阴极电泳漆膜具有涂层均匀、平整、金属质感强等特点。
下面以工件电泳参数为例:
1、阴极丙烯酸电泳参数标准
3、产品性能检测参数范围。