试模申请-试模报告
试模申请单
作成:林ቤተ መጻሕፍቲ ባይዱ鹏
确认:
审核:
试模申请单(星河电器)
联系人: 林志鹏 (13676115344) 短号:665344 试模 试模 NO 模具编号 产品名称/图号 客户 次数 原因 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 1、试模申请单上一定要写清是由于哪一原因而申请试模---①结构变更;②寸法变更;③材料试作;④金型修正;⑤客户打板;⑥其它另作说明;不完善将不予安排。以上试模原因只需填序号。 2、试模时需要通知到项目担当工程师确认。 注: 3、试模担当需要如实填写成型报告并提供一份给工程另一份注塑留底。 试模材料 颜色 色粉用量 材料用 量(kg) 客户 本司 项目担 机器 数量 数量 当 规格 日期: 2011. 外 目标 申请试作时 实际试作时 模具完成状况 发 周期 间 间 与/
注塑试模产品报告模板

注塑试模产品报告模板一、试模背景及目的本次试模的背景是为了测试某个注塑产品的生产工艺及模具可行性,并验证产品的质量符合要求。
试模的目的是通过实际注塑生产出的产品,评估其尺寸精度、表面质量以及材料流动性等性能。
二、试模过程及参数设置1. 模具选择:XXX型号模具;2. 原料选择:XXX材料;3. 注塑设备:XXX注塑机;4. 注塑参数设置:- 射出压力:XXX MPa;- 射速:XXX mm/s;- 射胶量:XXX g;- 螺杆转速:XXX rpm;- 模具温控温度:XXX ;- 冷却时间:XXX s。
三、试模结果分析1. 尺寸精度测量了注塑产品的尺寸,并与设计要求进行对比分析。
结果显示,产品的尺寸精度符合要求,各个关键尺寸的偏差在允许范围内。
2. 表面质量观察了注塑产品的表面质量,除了小部分产品存在一些细微的表面瑕疵外,整体表面质量良好,没有明显的气泡、划痕或色差。
3. 材料流动性通过观察产品的浇口、水口及排气情况,评估了材料在注塑过程中的流动性。
结果显示,材料流动性良好,浇口和水口处没有明显挤出现象,且排气通畅。
四、问题分析及解决方案根据试模结果,发现了一些问题,如单个产品出现略微尺寸偏差等。
经过分析,可能是以下原因导致:1. 模具加工精度不够,导致产品尺寸偏差;2. 注塑参数设置不合理,影响了产品的质量。
为了解决以上问题,采取了以下措施:1. 优化模具的制造工艺,提高精度,确保产品尺寸稳定;2. 调整注塑参数,如调整射胶量及温控温度等,以改善产品的质量。
五、本次试模总结本次试模结果显示,注塑产品在尺寸精度、表面质量和材料流动性等方面均符合要求。
通过问题分析和解决方案,确定了进一步优化模具和注塑参数的方向,以提高产品质量和生产效率。
未来将根据试模结果的反馈,继续进行改进和优化,以提高生产工艺的稳定性和产品的竞争力。
以上是本次注塑试模产品的报告模板,希望对您的工作有所帮助。
如有需要,请根据具体情况进行修改和补充。
试模申请(报告)单
试模接收人:
客户 模具编号
产品名称
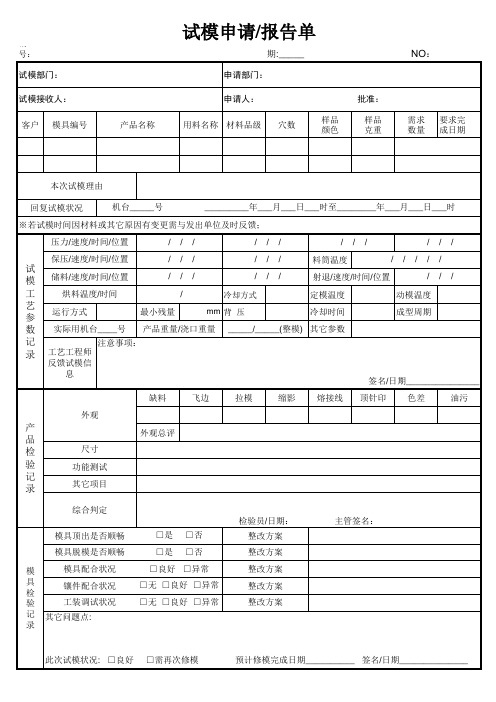
试模申请/报告单 开单日 期:_____
申请部门:
申请人: 用料名称 材料品级 穴数
样品 颜色
批准:
样品 克重
NO:
需求 要求完 数量 成日期
本次试模理由
回复试模状况
机台_____号
_________年___月___日___时至________年___月___日___时
模
模具配合状况
具
镶件配合状况
检
验
工装调试状况
记 其它问题点: 录
□是 □否 □是 □否 □良好 □异常 □无 □良好 □异常 □无 □良好 □异常
检验员/日期: 整改方案 整改方案 整改方案 整改方案 整改方案
主管签名:
此次试模状况: □良好 □需再次修模
预计修模完成日期__________ 签名/日期______________
冷却时间
成型周期
数 实际用机台____号 产品重量/浇口重量 _____/_____(整模) 其它参数
记
注意事项:
录 工艺工程师
反馈试模信
息 签名/日期_______________
缺料
飞边
拉模
缩影 熔接线 顶针印 色差
油污
外观
产
ቤተ መጻሕፍቲ ባይዱ
外观总评
品
检
尺寸
验
功能测试
记
录
其它项目
综合判定
模具顶出是否顺畅
模具脱模是否顺畅
①申请部 门留底,② 试模部 门,
※若试模时间因材料或其它原因有变更需与发出单位及时反馈;
压力/速度/时间/位置
注塑模具试模报告

注塑模具试模报告一、试模目的本次试模的目的是验证注塑模具的设计和制造是否符合要求,以确保模具能够满足产品的注塑要求,并对模具的性能及制造工艺进行评估和改进。
二、试模背景本次试模的产品为塑料零件,要求表面光滑、尺寸精度高、无瑕疵。
试模所用的材料为ABS树脂,注塑机参数为射出压力100MPa、射出速度50mm/s。
三、试模流程1.安装模具和调试注塑机:按照模具安装图纸和操作手册的要求,正确安装模具,并调试好注塑机的参数。
2.调整模具参数:根据产品的尺寸要求和注塑机的实际情况,调整模具的开模距离、注塑速度、压力等参数。
3.进行试模操作:将ABS树脂加入注塑机的料斗中,启动注塑机,开始试模。
四、试模结果与分析经过试模,得到了一批模具注塑的塑料零件。
通过对零件的质量和尺寸进行检查和测试,得到以下结果和分析:1.外观质量:零件表面光滑,没有明显的缺陷,达到了要求。
2. 尺寸精度:通过检测,模具注塑的零件尺寸偏差在±0.1mm以内,满足了产品的尺寸要求。
3.操作性能:模具注塑的零件能够正常运行,没有卡滞或堵塞情况。
4.模具寿命:经过试模,模具未出现明显的磨损和变形,说明模具的设计和制造质量较好。
五、改进方案通过试模结果的分析1.调整注塑机的参数:根据试模结果,进一步调整注塑机的参数,以优化模具的注塑效果。
2.改进模具设计:根据试模结果,对模具的结构和出模系统进行改进,以提高产品的质量和尺寸精度。
3.优化模具制造工艺:根据试模过程中出现的问题,对模具的制造工艺进行优化,以提高模具的寿命和稳定性。
六、总结本次注塑模具试模取得了较好的结果,产品质量和尺寸精度满足了要求。
通过试模过程中的观察和分析,可以得出改进方案,以进一步提高模具的性能和品质。
在今后的模具设计和制造中,可以借鉴本次试模的经验和教训,不断改进和提高。
模具试模报告范文

模具试模报告范文一、试模目的本次试模旨在验证模具的设计是否符合要求,检测模具的结构是否合理,并评估模具的性能与质量。
通过试模可以发现模具的弱点以及需要改进的地方,为后续的模具制造和使用提供参考。
二、试模内容1.材料选择:本次试模选用XX材料,该材料具有良好的机械性能和加工性能,常用于模具制造。
2.模具设计:本次试模采用XX模具设计方案,该方案经过多次优化和分析,力求达到最佳的模具结构。
3.试模设备:本次试模采用XX注塑机进行模具试模,该注塑机具有高精度和高稳定性。
4.试模过程:在试模过程中,根据注塑工艺要求设置注射温度、注射压力、注射速度等参数,并根据试模的需要进行模具调整和修正。
三、试模结果1.外观质量:试模结果显示,注塑件外观质量良好,无明显的瑕疵和缺陷。
2.尺寸精度:通过对试模注塑件进行测量,发现其尺寸精度达到设计要求,各个尺寸尺角均符合标准。
3.模具性能:试模过程中,模具的运行稳定,没有出现卡模、粘模等问题。
模具的开模力和射出压力良好,满足注塑工艺的要求。
4.模具寿命:经过一定的试模次数,模具仍保持良好的使用状态,暂未出现磨损和损坏的情况。
需要继续进行更长时间的试模来评估模具的寿命。
四、问题与改进1.模具结构:在试模过程中,发现模具的结构存在一定的不合理之处,例如一些细小的零件容易变形和破损,需要进一步优化设计。
2.模具冷却系统:试模过程中发现模具的冷却系统存在不均匀冷却的情况,需要进一步调整冷却通道和增加冷却设备。
3.模具材料选择:试模结果显示,模具材料具有一定的磨损性,需要考虑更换耐磨性更好的材料。
五、总结与建议通过本次试模,验证了模具的设计和结构的合理性,评估了模具的性能和质量,并发现了问题和需要改进的地方。
建议在后续的模具制造中,根据试模结果进行相应的设计优化和改进,以提高模具的性能和使用寿命。
同时,建议在模具制造过程中更加注重材料的选择和加工工艺的控制,以提高模具的耐磨性和精度。
模具试模报告范文

模具试模报告范文
报告日期:2023年12月29日
一、项目概况
本项目是针对一只名为“模具试模”的模具进行试模分析。
该模具由
已知材料制造而成,经过一系列测试后,评估其在使用中的可靠性和效率,以及模具加工的完整性和质量。
二、试模情况
1.材料:该模具采用S45C素钢材料,材料性能如下:
最小屈服强度:Rp0.2≥490MPa
抗拉强度:Rm≤640MPa
抗弯强度:Rb≤680MPa
蠕变强度:ReL≥340MPa
横向抗拉强度:Rt0.2≥480MPa
2.设计:该模具的尺寸及外形达到,以S45C素钢材料作为材料,以
模具设计程序进行设计制造,符合《金属模具设计要求》。
3.加工:该模具采用开模、车削、磨削等方式加工得出,加工精度达
到国家规定的标准。
4.试模:该模具经过长时间的加工试模,有效生产率达到90%以上,
试模无缺陷,成型质量达标。
三、实验结论
经过试模实验,可以得出以下结论:
1.本模具采用S45C素钢材料,试模结果符合本次试模的要求,材料质量达到标准的要求;
2.模具的设计制造无误,符合国家规定的要求;
3.模具加工工艺良好,达到国家规定的加工精度;。
注塑部模具试模报告

注塑部模具试模报告1.实验目的本实验旨在通过注塑模具试模,了解注塑工艺过程、模具设计和注塑产品性能,并通过实验结果分析模具工艺参数对注塑产品质量的影响。
2.实验原理注塑模具试模是通过将塑料熔化后,注入模具中,经过冷却后得到所需形状的产品的过程。
注塑过程主要包括塑料熔融、注射、冷却和脱模等步骤。
3.实验设备和材料实验设备:注塑机、模具、冷却系统等。
实验材料:注塑塑料料粒、色料等。
4.实验步骤4.1模具安装与调试:根据模具图纸,将模具正确安装到注塑机上,并进行相关调试,保证模具工作正常。
4.2注塑机的操作设置:根据模具试模要求,设置注塑机的工艺参数,如射胶压力、保压时间、冷却时间等。
4.3材料的准备:将注塑塑料料粒与色料按照一定比例混合,并通过熔融设备将其熔化。
4.4模具上料:将熔化的塑料顺利注入到模具的进料口,并进行注塑过程。
4.5冷却脱模:根据注塑过程中设置的冷却时间,等待注塑产品冷却固化,并进行脱模操作。
4.6清理和分析:清理注塑产品和模具,对注塑产品进行外观、尺寸和性能等方面的分析和测试。
5.实验结果与分析通过模具试模实验,得到了一定数量的注塑产品,在清理和分析过程中,对注塑产品进行了外观、尺寸和性能等方面的分析。
5.1外观分析:通过外观观察发现,注塑产品表面光滑且没有明显的瑕疵和开裂现象,达到了预期的效果。
5.2尺寸分析:通过测量注塑产品的尺寸,发现其与设计图纸上的尺寸基本一致,满足了产品设计要求。
5.3性能分析:通过对注塑产品的质量、硬度、强度等性能参数进行测试,发现其满足了产品的使用要求。
6.实验总结通过本次注塑部模具试模实验,我们了解了注塑工艺过程和模具设计的重要性。
通过设置合适的注塑工艺参数,可以获得理想的注塑产品质量。
而模具的设计和制造则直接影响了产品的外观、尺寸和性能等方面。
实验过程中,我们遵循了规范的实验操作流程,并取得了预期的实验结果。
然而,在实验过程中也存在一些问题,如注塑产品的强度和耐用性等方面需要进一步改进和优化。
试模报告
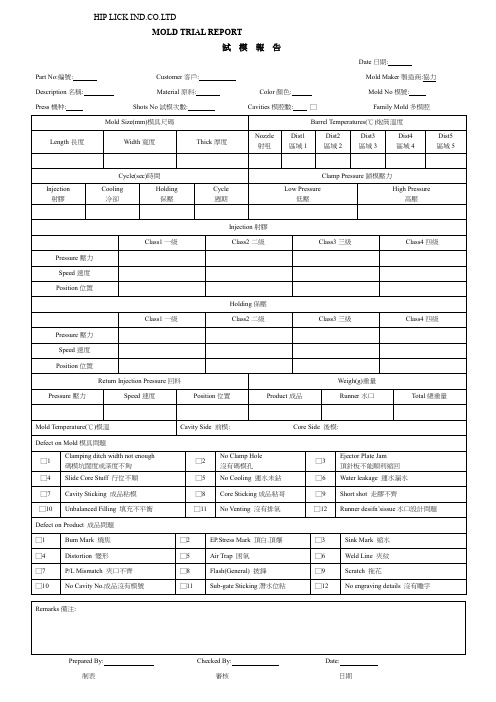
No Cooling運水未鉆
□6
Water leakage運水漏水
□7
Cavity Sticking成品粘模
□8
Core Sticking成品粘哥
□9
Short shot走膠不齊
□10
Unbalanced Filling填充不平衡
□11
No Venting沒有排氣
□12
Runner desifn’sissue水口設計問題
Class3三級
Class4四級
Pressure壓力
Speed速度
Position位置
Return Injection Pressure回料
Weigh(g)重量
Pressure壓力
Speed速度
Position位置
Product成品
Runner水口
Total總重量
Mold Temperature(℃)模溫
Mold Size(mm)模具尺碼
Barrel Temperatures(℃)炮筒溫度
Length長度
Width寬度
Thick厚度
Nozzle
射咀
Dist1
區域1
Dist2
區域2
Dist3
區域3
Dist4
區域4
Dist5
區域5
Cycle(sec)時間
Clamp Pressure鎖模壓力
Injection
射膠
Cooling
冷卻
Holding
保壓
Cycle
週期
Low Pressure
低壓
Highction射膠
Class1一級
Class2二級
试模申请单
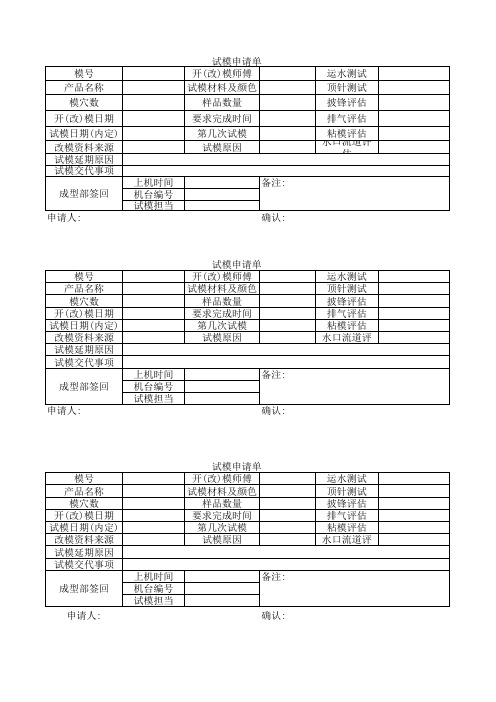
模号开(改)模师傅运水测试产品名称试模材料及颜色顶针测试模穴数样品数量
披锋评估开(改)模日期
要求完成时间排气评估试模日期(内定)
第几次试模粘模评估改模资料来源
试模原因水口流道评估试模延期原因
试模交代事项
上机时间机台编号试模担当模号开(改)模师傅
运水测试产品名称试模材料及颜色顶针测试模穴数样品数量
披锋评估开(改)模日期要求完成时间排气评估试模日期(内定)第几次试模粘模评估改模资料来源试模原因
水口流道评估试模延期原因
试模交代事项
上机时间机台编号
试模担当
模号开(改)模师傅
运水测试产品名称试模材料及颜色顶针测试模穴数样品数量
披锋评估开(改)模日期要求完成时间排气评估试模日期(内定)第几次试模粘模评估改模资料来源试模原因
水口流道评估
试模延期原因
试模交代事项
上机时间机台编号
试模担当
申请人:确认: 试模申请单
成型部签回备注:
试模申请单
成型部签回备注:
试模申请单
成型部签回
备注:。
五金模具试模报告
五金模具试模报告一、试模目的及背景本次试模的目的是验证五金模具的设计合理性和制作工艺的可行性,以及模具材料和模具结构的适用性。
背景是我们公司近期接到一批五金产品的订单,需要制作相应的模具进行生产。
二、试模材料和工艺本次试模所使用的材料为优质合金钢,选用这种材料的原因是其具有优良的耐磨性和强度,适用于制作耐用的五金模具。
模具采用数控车床加工,然后进行精密铣削和热处理,以获得所需的形状和硬度。
三、试模步骤和结果1.首先,根据产品要求和设计图纸,制作五金模具的模板和模腔,进行初步的装配和检查。
2.接下来,将模具安装到注塑机上,调整模具的位置和固定方式。
3.开始注塑试模,调整注塑机的参数,如温度、压力和流量等,以保证注塑过程的稳定性和产品质量。
4.根据试模的结果,不断调整模具的结构和参数,优化注塑过程,直至获得满意的产品。
在试模过程中,我们遇到了一些问题,主要是模具的冷却效果不佳和产品的尺寸精度不高。
针对这些问题,我们进行了如下的改进措施:1.针对冷却效果不佳的问题,我们对模具进行了优化设计,增加了冷却通道和喷嘴,以提高冷却效果,并进行了冷却水的流量和温度的调整。
2.针对产品尺寸精度不高的问题,我们对模具的结构进行了再设计,优化了尺寸控制和成型方式,同时对注塑机的参数进行了调整和优化。
经过多次试模和改进,我们最终获得了满意的试模结果。
产品尺寸精度达到了设计要求,并且注塑过程稳定,产品质量良好。
同时,模具的使用寿命也得到了有效延长。
四、试模总结和建议通过本次试模,我们对五金模具的设计和制作工艺有了更深入的了解,并验证了其可行性。
同时,也发现了一些存在的问题,并通过改进措施进行了解决。
综上所述,我们建议在今后的五金模具制作中,需要更加注重模具的冷却效果和产品尺寸精度控制,以提高产品质量和生产效率。
另外,还需要进一步研究材料选择、加工工艺和模具结构等方面的优化,以满足不同产品的需求。
以上就是本次五金模具试模报告的内容。
冲压试模报告

冲压试模报告
报告名称:冲压试模报告
报告编号:XXXXX
报告日期:XXXX年XX月XX日
目的:
本次冲压试模报告的主要目的是对XXX产品进行冲压性能试验并得出结论,为下一步开发、生产和销售提供参考。
试验方法:
试验设备:XXX冲床
试验模具:XXX模具
材料:XXX材料
试验过程:
1.按照试验要求,准备好材料和模具。
2.将材料放入模具,放置在冲床上。
3.设置好冲击力、冲程等参数,进行试验。
4.重复以上步骤,记录各个试验数据。
试验结果:
通过冲压试模试验得出以下结论:
1.材料的拉伸性能良好,成型效果优秀。
2.模具的使用寿命长,可以进行批量生产。
3.在不同的参数设置下,试验结果有所差异,在实际生产中需要根据具体情况进行调整。
建议:
1.根据试验结果,推荐确保材料的质量,以保证产品的成型效果。
2.需要对模具进行维护保养,延长其使用寿命。
3.在实际生产中需要进行参数调整,以保证产品质量和生产效率。
结论:
本次冲压试模试验结果表明,所使用的材料和模具均可用于批量生产,但需要根据实际情况进行参数调整,提高生产效率和产品质量。
附:本次试验结果详细数据表格。
试验编号材料厚度(mm) 冲剪孔直径(mm) 冲床冲程(mm) 力矩(kN.m) 成型结果
1 2 20 40 5 良好
2 2.5 25 45 7 优秀
3 3 30 50 10 良好
4 3.
5 35 55 13 一般
5 4 40 60 1
6 良好
以上数据仅供参考,具体情况还需要根据实际生产情况进行调整。
注塑试模报告

文件编号:XX
客样
新模
试料
修模
设变 试模人员:
模具编号: 机台型号:
产品名称: 使用材料:
客户名称: 颜色:
模穴 周期时间(s)
干燥温度℃ 干燥时间H
试模次数:
水口类型:
三板模
大水口 潜水口
热流道
针阀
进胶点数( ) 生产方式:
半自动 需求人员
保 压
座台
六段 一段 二段 三段
不使用
开模前
储料后
脱 进二
退一 退二
模 脱模方式 多次( )次
停留
熔前冷却s
行程开关
无
保压转换位置mm
熔胶时间s:
顶针行程开关
中子行程开关
冷却时间 (s)
冷却 前 模
冻水
方式 后 模
冻水
行 位 冻水
模具
工程部门填写:
问题点描述
位置 背压
不用 震动
机水 机水 机水
中子进 有
全自动 机械手自动
成型工艺参数(温度 位置 压力 速度 ±10、时间±5)
料筒温度(±10°C) 喷嘴 一段 二段 三段 四段 五段
热流道温度
有 无
一段 二段 三段 四段 五段
注射时间:( )s 压力 速度 位置 时间 背压( )Mpa 压力 速度
一段
一段
注
二段
三段
储 二段 料 三段
四段
松退
射
五段
进一
产品 问题点描述
品质部门填写:
日期:
工模部意见
工模部门填写:
日期:
客户意见
项目/客户填写:
日期:
试模报告表范文

试模报告表范文一、试模基本信息。
产品名称:超酷小玩意(就先这么叫吧,这名字比较符合这产品有趣的灵魂 )模具编号:007(没错,就像那个超级特工一样神秘的编号 )试模日期:[具体日期]试模人员:我和我的小伙伴们(一群为了这个小玩意努力奋斗的热血青年 )二、试模目的。
1. 看看这个新设计的模具能不能顺利把我们脑海里超酷的小玩意完美呈现出来。
就像是厨师想知道新菜谱能不能做出美味佳肴一样,充满期待又有点小紧张呢 。
三、试模设备及材料。
设备:那台超大型号、看起来就很厉害的注塑机(它工作起来嗡嗡响,感觉像个正在发力的大力士 ),还有一些辅助设备,像冷却装置(就像给小玩意降降温的小风扇一样)和脱模装置(关键时刻把小玩意从模具里解救出来的小助手)。
材料:我们选用了一种超有韧性、质感还特别好的塑料原料。
这原料摸起来滑溜溜的,就像在摸一块高级的玉石一样(它可没玉石那么贵 )。
四、试模过程。
1. 准备阶段。
我们像照顾小婴儿一样小心翼翼地把模具安装到注塑机上,拧紧每一个螺丝,确保它稳稳当当的。
这时候就感觉自己像个精密的机械师,每个动作都得精准无比 。
然后把塑料原料按照精确的量加进去,就像给烤箱里加面粉一样,多一点少一点都可能影响最后的成果呢。
2. 注塑过程。
按下启动按钮的那一刻,感觉就像发射火箭一样激动人心。
注塑机开始嗡嗡作响,塑料原料就像被施了魔法一样,缓缓地注入模具里。
这个过程中我们眼睛都不敢眨一下,死死盯着看有没有什么异常情况,就像猫盯着老鼠洞一样专注 。
3. 冷却阶段。
注塑完成后,冷却装置就开始发挥作用啦。
这时候就像是在等蛋糕在烤箱里慢慢烤熟的过程,心里默默祈祷一切顺利。
我们在旁边焦急地走来走去,时不时摸一摸模具,看看温度是不是降下来了。
4. 脱模阶段。
终于到了最关键的脱模时刻啦!当脱模装置轻轻一顶,小玩意从模具里慢慢露出来的时候,我们都屏住了呼吸。
就像拆礼物一样,既兴奋又害怕里面不是自己想要的东西 。
还好,小玩意顺利脱模了,那一刻我们就像打了胜仗的士兵一样欢呼起来 。
注塑试模报告(范本)

模具厂商 烘料工艺 模具重量 制品重量
有限公司
℃
制品无缩水、飞边、顶白、拉伤、烧焦、杂色、油污等缺陷: 试模样品需留2整模封样(带浇注系统),“要求数量”为去掉浇注系统后的样品数量.
射胶部分 射胶Ⅰ段 试 模 工 艺 要 求 射胶Ⅱ段 射胶Ⅲ段 射胶Ⅳ段 保压Ⅰ段 保压Ⅱ段 保压Ⅲ段 试模 条件
压 力
速 度
位置/ 时间
温度 其它部分பைடு நூலகம்参数 设定 % 注射时间
℃ ℃ ℃ ℃
模具部分
参
数
S 模温/位置1 S 模温/位置2 模温/位置3 模温/位置4 滑块 铰牙 油缸 其 它
冷却时间 熔胶位置 熔胶终点 射胶终点 锁 模 力 背 压
冷却介质/温度
试模模数 模
注塑机型号
材料用量 试 模 反 馈 模 具 缺 陷 意 见 1
产品客户模具厂商有限公司零件图号零件材料烘料工艺要求数量零件颜色模具重量色粉编号制品重量试模要求射胶部分其它部分参数模具部分射胶终点滑块制品无缩水飞边顶白拉伤烧焦杂色油污等缺陷
注塑模具试模报告
试模次:T 试模日期:
产 品 号 零件图号 要求数量 模 穴 数 试模要求
产品客户 零件材料 零件颜色 色粉编号
循环周期
S
耗时
填 表:
审 核:
新模具试模报告范文
新模具试模报告范文一、试模目的:本次试模的目的是验证新模具的可行性和性能。
二、试模材料:本次试模所使用的材料是聚丙烯(PP)。
三、试模设备及工艺参数:1.试模设备:注塑机2.模具温控系统:模具的进料区、线头出口和型腔均配有恒温系统,温度范围为40℃-200℃。
3.注射参数:-注射压力:200MPa- 注射速度:35 cm3/s-注射时间:3s-高压保压压力:150MPa-高压保压时间:20s- 射胶行程:400 mm- 射胶位置:70 mm四、试模过程及结果分析:1.模具调整:根据试模需要,安装好模具,并根据试模材料选择对应的模具温度,并将模具温度调至设定值。
2.注塑过程:将试模材料加入注塑机的料斗中,并根据注塑机的工艺参数设定好注射、高压保压等参数后开始注塑过程。
3.试模过程中发现的问题及处理:a.线头不满:通过调整模具温度和注射参数,逐渐增加注射速度和时间,从而填满模具型腔。
b.模具温度不均匀:调整模具温度系统的设定值和工艺参数,使模具温度均匀分布。
c.翘曲变形:根据模具的结构特点和设计要求进行相应的优化,并通过增加成型条件的压力和时间进行修正。
4.试模结果:经过多次调整和优化,最终成功试模出符合要求的产品。
产品表面光滑,尺寸精确,无明显的缺陷和变形。
五、试模总结:本次试模验证了新模具的可行性和性能。
通过不断调整和优化,最终成功试模出高质量的产品。
在整个试模过程中,我们积极发现问题,并采取相应的解决措施,不断改进模具设计和工艺参数,以提高产品质量和生产效率。
通过本次试模,我们也得到了很多宝贵的经验和教训,为今后的生产提供了参考和借鉴。
五金模具试模报告

质检意见
备注:
0.4×30
2044 98% 足)
试模具情况
1、模具完整; 2、模具能正常安装、使用,样品生产过程中无异常; 3、模具结构合理; 4、模具排样合理; 5、模具无标识(模具厂派人来处理)
技术意见
1、产品尺寸符合图纸要求; 2、产品无变形,无划痕,无毛刺; 3、产品表面无明显油污,无其他可视附着物; 4、VAWR性能待质检部实验验证; 5、附样品检测报告。
XXX有限公司
五金模具试产报告
模具编号: 对应产名称:
模具名称: 产品材质:
制模厂家: 带料/板料规格:
试模打样数量:
500 所需时间:
班组:
冲床吨位: 110T(高速冲床) 单模时间 1.3s
产能(PCS/8h):
产品重量kg:
0.000555 废料kg: 0.001575
成品率:
(从模具结构、使用可靠性、以及产品性能等方面指出模具的不足)
试模申请单
客户
核准 审核
料号
1.请备试模 料 2.样品需求 量为: 3.原料需求 为:
备注:
深圳市富创橡胶五金制品有限公司 试模申请单
机种
模具到达时间
模具编号 产品名称
模具变更内容 试模目的
需求机台规格
申请人 试模排配及结果
*急件试模需求,
必须经经理级主管
注意事项: 签*若字为同第意一,次否试则一 模,应告知模具注 有无变更流道、浇
备注:
模具编号 产品名称
模具变更内容 试模目的
申请人 试模排配及结果
*急件试模需求,
必须经经理级主管
签*若字为同第意一,次否试则一
注意事项: 模,应告知模具注
意有事无项变,更否流则道若、有浇
口、水试模时 间:
日 分
机 台:
试模所用时 间: H
年
月
时
会签单位: 试模用料:
口、水路等影响成 排配试模时
间:
日
机 台:
试模所用时 间:
试模结果:
年
月
时
会签单位:
试模用料:
Kg
核准:
制工:
产发:
调机师: FC-RD-050 A0
申请单位
客户
深圳市富创橡胶五金制品有限公司 试模申请单
机种
模具到达时间
核准 审核
料号
1.请备试模 料 材 2.样质品:需求 量为: P3C.S原料需求 为: KG
试模结果:
需求机台规格 Kg
核准:
制工:
产发:
调机师: FC-RD-050 A0
模具试模报告doc(一)2024
模具试模报告doc(一)引言概述:本文是关于模具试模报告的第一部分,主要介绍了试模的目的和流程。
试模是为了验证模具设计的可行性和优化模具工艺,在产品批量生产之前进行的重要环节。
本文将从材料准备、模具调试、试模效果、问题分析和改进方案等五个大点展开,详细介绍了各个环节的内容。
正文:1. 材料准备a. 选择合适的试模材料,结合产品的特性和要求进行选择。
b. 配置合适的模具材料,确保模具具备足够的强度和耐磨性。
c. 准备所需的模具配件和附件,确保试模过程中的顺利进行。
2. 模具调试a. 确认机床的准备情况,检查模具安装位置和调整机床参数。
b. 调整模具的结构和尺寸,确保模具与产品的匹配和稳定性。
c. 调试模具的开合速度和压力,优化模具的工作效率和品质。
3. 试模效果a. 第一次试模,观察产品表面质量和尺寸精度,记录试模参数。
b. 连续试模,对比不同参数下的试模效果,分析差异与原因。
c. 试模过程中的问题及时处理,确保试模结果的准确性。
4. 问题分析a. 分析试模过程中出现的问题,如产品变形、模具损坏等。
b. 查找问题的根本原因,可能是材料、模具结构或调试参数等。
c. 利用专业工具和测试方法进行问题的分析和解决。
5. 改进方案a. 根据问题分析结果,确定改进方向,对模具结构进行优化。
b. 调整材料配比和模具制造工艺,提升试模效果和产品质量。
c. 定期进行试模反馈和改进评估,继续优化模具设计和工艺流程。
总结:本文详细介绍了模具试模的流程和步骤,包括材料准备、模具调试、试模效果、问题分析和改进方案等五个大点。
通过试模过程的反复优化和改进,可以有效提升模具设计的可行性和产品的质量,为批量生产提供有力的保障。
在后续的报告中,我们将继续深入分析试模过程中的问题和改进方案,不断提升模具试模的效率和准确性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模 模具名称 模具编号 模具制造商 模具修理商 模具状况 检查项目 型腔 型芯 顶针 滑块 抽芯 热浇道 水路 油路 脱模 动定模配合 技术部签字: 产品状况 检查项目 缺料 浇口孔洞 缩影 气泡 气烧 流纹 飞边 拉伤 顶(拉)白 变形 熔接线 冷料 其它外观 尺寸 质量部签字: 生产部意见: 销售(项目)意见: 试模结论: OK 改善 NG OK 改善 NG 具 产 产品名称/编号 样品取数 产品重量 浇口重Βιβλιοθήκη 品模报告
材料/设备 试模材料 试模机台 试模数量 试模原因 新模具 模具修理 工程更改 客户要求
YD/D 014-10 A/0
简述:
简述: