19固溶处理工艺
铸造合金铝合金热处理工艺流程

铸造合金铝合金热处理工艺流程1.铸造合金铝合金热处理是一项重要的金属加工工艺。
The heat treatment of cast aluminum alloy is an important metal processing technology.2.该工艺旨在提高铝合金的强度和硬度。
This process aims to improve the strength and hardness of aluminum alloy.3.熔炼后的铸造合金首先需要进行固溶处理。
The cast alloy after melting needs to be solution treated first.4.固溶处理可以使合金元素均匀溶解在铝基体中。
Solution treatment can make alloy elements dissolve uniformly in the aluminum matrix.5.然后进行快速冷却以促进固溶体的形成。
Then rapid cooling is carried out to promote the formation of solid solution.6.冷却后的合金需要进行时效处理。
The alloy after cooling needs to be aged.7.时效处理可以进一步提高合金的硬度和强度。
Aging treatment can further improve the hardness and strength of the alloy.8.合金的时效温度和时间需要精确控制。
The aging temperature and time of the alloy need to be precisely controlled.9.此外,合金的冷却速度也对最终性能有影响。
In addition, the cooling rate of the alloy also affects the final performance.10.合金热处理的工艺参数需要根据具体合金的成分和用途进行调整。
固溶处理
固溶处理是为了溶解基体内碳化物、γ’相等以得到均匀的过饱和固溶体,便于时效时重新析出颗粒细小、分布均匀的碳化物和γ’等强化相,同时消除由于冷热加工产生的应力,使合金发生再结晶。
其次,固溶处理是为了获得适宜的晶粒度,以保证合金高温抗蠕变性能。
固溶处理的温度范围大约在980~1250℃之间,主要根据各个合金中相析出和溶解规律及使用要求来选择,以保证主要强化相必要的析出条件和一定的晶粒度。
对于长期高温使用的合金,要求有较好的高温持久和蠕变性能,应选择较高的固溶温度以获得较大的晶粒度;对于中温使用并要求较好的室温硬度、屈服强度、拉伸强度、冲击韧性和疲劳强度的合金,可采用较低的固溶温度,保证较小的晶粒度。
高温固溶处理时,各种析出相都逐步溶解,同时晶粒长大;低温固溶处理时,不仅有主要强化相的溶解,而且可能有某些相的析出。
对于过饱和度低的合金,通常选择较快的冷却速度;对于过饱和度高的合金,通常为空气中冷却。
不锈钢固溶热处理碳在奥氏体不锈钢中的溶解度与温度有很大影响。
奥氏体不锈钢在经400℃~850℃的温度范围内时,会有高铬碳化物析出,当铬含量降至耐腐蚀性界限之下,此时存在晶界贫铬,会产生晶间腐蚀,严重时能变成粉末。
所以有晶间腐蚀倾向的奥氏体不锈钢应进行固溶热处理或稳定化处理。
固溶热处理:将奥氏体不锈钢加热到1100℃左右,使碳化物相全部或基本溶解,碳固溶于奥氏体中,然后快速冷却至室温,使碳达到过饱和状态。
这种热处理方法为固溶热处理。
固溶热处理中的快速冷却似乎象普通钢的淬火,但此时的‘淬火’与普通钢的淬火是不同的,前者是软化处理,后者是淬硬。
后者为获得不同的硬度所采取的加热温度也不一样,但没到1100℃。
淬火钢的淬火是将钢加热到临界温度Ac3或Ac1以上某一温度,保温一段时间,使之全部或部分奥氏体化,然后以大于临界冷却速度的冷速快冷到Ms以下进行马氏体转变的热处理工艺。
通常也将铝合金、铜合金、钛合金、钢化玻璃等材料的固溶处理或带有快速冷却过程的热处理工艺称为淬火。
不锈钢固溶后的变化

不锈钢固溶后的变化
不锈钢固溶处理后,其物理和化学性质会发生变化。
以下是主要的几点变化:
力学性能:固溶处理可以恢复不锈钢的耐腐蚀性,并获得所需的不锈钢硬度,以确保不锈钢的最佳使用性能。
同时,固溶处理后的不锈钢管件有良好的改善效果,消除了加工过程中对不锈钢管件的改造,将不锈钢的硬度降低到220HV以下,提高了不锈钢的可塑性和韧性,使管件安装更加方便、安全。
耐蚀性:固溶处理可以去除不锈钢的磁性并稳定结构,还原不锈钢的自然亮度(与抛光亮度不同)。
同时,固溶处理可以恢复不锈钢管件生产过程中的应力和晶界变化,减少不锈钢的晶间腐蚀和应力腐蚀,增强防腐能力。
结构稳定性:固溶处理可以稳定不锈钢的微观结构,提高其抗腐蚀性和力学性能。
总的来说,固溶处理后,不锈钢的力学性能、耐蚀性、加工性能都会得到改善,这也是其在众多领域广泛应用的原因之一。
什么是固溶处理时效强化

什么是固溶处理时效强化固溶处理时效强化是一种常见的金属材料热处理工艺,在材料科学领域有着重要的应用价值。
固溶处理时效强化是通过热处理过程中对金属材料进行固溶处理和时效处理,以达到提高材料强度和硬度的技术手段。
在固溶处理时效强化的过程中,通过充分溶解合金元素,使其能够均匀分布在基体中,随后在适当的温度和时间条件下进行时效处理,促使合金元素形成非均匀析出,从而提高材料的强度和硬度。
固溶处理是固溶处理时效强化的第一步,也是最关键的一步。
在固溶处理过程中,将金属材料加热至固溶温度,使合金元素溶解在基体之中,形成固溶体。
这样做可以消除材料中的析出相和位错团团等缺陷,提高材料的塑性和韧性。
固溶处理的温度、时间和冷却速率等参数的选择都将对最终材料性能产生重要影响。
随后是时效处理,时效处理是固溶处理时效强化过程的第二步。
在固溶处理完成后,将材料以适当的温度保温一定时间,使合金元素在固溶体中析出,形成细小的析出相。
这些析出相能够阻碍位错的移动,增加材料的位错密度并提高材料的强度。
时效处理的温度、时间和冷却速率等参数的选择同样对最终的材料性能有着至关重要的影响。
固溶处理时效强化作为一种有效提高金属材料性能的工艺,在航空航天、汽车制造、机械加工等领域得到了广泛的应用。
通过固溶处理时效强化,可以显著提高材料的抗拉强度、硬度、耐磨性和耐腐蚀性能,满足不同领域对材料性能的需求。
在实际工程中,固溶处理时效强化需要根据具体材料的合金成分、组织结构和工作条件等因素进行合理设计。
针对不同的材料体系和工艺要求,需要科学制定固溶温度、时效温度、保温时间等工艺参数,以实现最佳的强化效果。
此外,固溶处理时效强化过程中还需要严格控制加热、冷却和保温过程中的温度变化,避免产生不必要的晶粒长大、相变不完全等缺陷,影响材料的性能。
总的来说,固溶处理时效强化是一种重要的金属材料加工工艺,通过固溶处理和时效处理的有序组合,能够有效提高材料的硬度和强度,改善材料的性能,扩大材料的应用范围,是现代金属材料工程领域不可或缺的技术手段。
铝合金铸件热处理操作规程

铝合金铸件热处理操作规程所属分类:生产管理制度作者:[] 发布日期:2005-9-19 【字体:大中小】1 定义及其目的热处理就是选用某一热处理规范,控制加热速度,升到某一相应温度下保温一定时间以一定的速度冷却,改变其合金组织。
其主要目的是:提高力学性能,增强耐腐性能,改善加工性能,获得尺寸的稳定性。
2 热处理工艺分类2.1 退火:2.1.1 定义:退火就是将铝合金铸件加热到较高温度(一般300℃左右),保温一定时间,随炉冷却到室温的工艺。
2.1.2 目的:消除内应力,稳定尺寸,减少变形,增大塑性。
2.2 固溶处理:2.2.1 定义:固溶处理就是把铸件加热到尽可能高的温度(接近于共晶的熔点),在该温度下保持足够长的时间,并随后快速冷却。
2.2.2 目的:提高铸件的强度和塑性,改善合金的耐腐蚀性能。
2.3 时效处理:2.3.1 定义:时效处理就是将铸件加热到某一温度,保温一定时间后出炉,在空气中缓慢冷却到室温的工艺。
2.3.2 分类:2.3.2.1 不完全人工时效:它是采用比较低的时效温度或较短的保温时间,目的是为了获得优良的综合力学性能,即比较高的强度,良好的塑性和韧性。
2.3.2.2 完全人工时效:它是采用较高的时效温度和较长的保温时间。
目的:获得最大的硬度,即得到最高的抗拉强度。
2.3.2.3 过时效:它是加热到更高温度下进行。
目的:得到好的抗应力腐蚀性能或比较稳定的组织和几何尺寸。
3 热处理状态代号及意义参见下表:4 热处理工艺参数参见表2:注:表中未注明要求的,表示可通用于任何情况。
5 热处理操作要点:5.1 热处理用炉的准备:5.1.1 检查热处理用炉及辅助设备。
如供电系统、空气循环用风扇,自控仪表及热电偶插放位置是否正常、合格。
5.1.2 检查在正常工作条件下,炉膛各处温差是否在规定范围(±5℃)内。
5.1.3 起重设备是否正常、可靠。
5.2 装炉:5.2.1 待处理的铸件应按合金牌号、外廓尺寸、铸件壁厚及热处理规范进行分类。
奥氏体不锈钢固溶或稳定化处理通用工艺守则

奥氏体不锈钢固溶或稳定化处理通用工艺守则1、主题内容和适用范围本守则规定了奥氏体不锈钢受压元件固溶会稳定化处理和有关技术要求。
本守则适用于奥氏体不锈钢受压元件产品固溶或稳定化处理。
2、引用标准下列标准如已修订,则按最新版本执行。
GB/T25198-2010 《压力容器封头》GB150 《压力容器》HG/T20584-2011 《钢制化工容器制造技术要求》JB/T4756 《镍及镍合金制压力容器》3、奥氏体不锈钢受压元件固溶或稳定化处理一般要求3.1 奥氏体不锈钢受压元件固溶或稳定化条件3.1.1 《固容规》及引用标准或图样和用户要求奥氏体不锈钢制受压元件成形后进行固溶或稳定化处理。
3.1.2 GB/T 25198压力容器封头标准要求NS111.NS112.NO8811(或其相应牌号)封头,当设计温度高于538℃且需要提高耐晶间腐蚀性时,镍钼合金制封头,需提高耐晶间腐蚀性能。
3.1.3 冷成形的奥氏体不锈钢封头的变形率超过15%,奥氏体不锈钢有耐蚀要求时,成形后表面硬度大于235HB时;热成形奥氏体不锈钢封头,都进行固溶或稳定化处理。
(热成形封头终止温度高于850℃可免做稳定化处理)。
3.2 操作人员要求3.2.1 热处理操作人员应经过专业技术培训考核合格,取得操作资格证书持证上岗。
3.2.2 热处理操作人员应熟练热处理标准、规范、工艺、设备和测温装置。
3.2.3 热处理操作人员应严格按热处理工艺卡和本则的要求进行操作,并作好记录。
3.2.4 热处理工艺人员负责监督,检查热处理记录,并核实与热处理工艺是否一致。
3.3 热处理设备要求3.3.1 热处理设备应满足热处理工艺要求并完好,测温装置应经校准检定并在有效期内。
3.3.2 热处理设备应配置自动记录装置,并且绘制热处理时间——温度记录曲线图,并保证加温区内最高与最低温度之差不大于65℃.3.3.3 温度测温点布置应均匀,测温装置和记录装置应有足够的测量范围和准确度。
奥氏体不锈钢u型管弯管段固溶处理
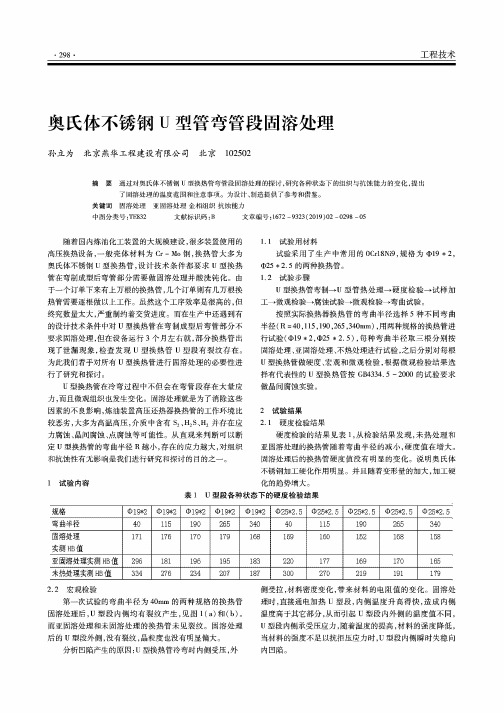
・298・工程技术奥氏体不锈钢U型管弯管段固溶处理孙立为北京燕华工程建设有限公司北京102502摘要通过对奥氏体不锈钢u型换热管弯管段固溶处理的探讨,研究各种状态下的组织与抗蚀能力的变化,提出了固溶处理的温度范围和注意事项。
为设计、制造提供了参考和借鉴。
关键词固溶处理亚固溶处理金相组织抗蚀能力中图分类号:TE832文献标识码:B文章编号:1672-9323(2019)02-0298-05随着国内炼油化工装置的大规模建设,很多装置使用的高压换热设备,一般壳体材料为Cr-M。
钢,换热管大多为奥氏体不锈钢U型换热管,设计技术条件都要求U型换热管在弯制成型后弯管部分需要做固溶处理并酸洗钝化。
由于一个订单下来有上万根的换热管,几个订单则有几万根换热管需要逐根做以上工作。
虽然这个工序效率是很高的,但终究数量太大,严重制约着交货进度。
而在生产中还遇到有的设计技术条件中对U型换热管在弯制成型后弯管部分不要求固溶处理,但在设备运行3个月左右就,部分换热管出现了泄漏现象,检查发现U型换热管U型段有裂纹存在。
为此我们着手对所有U型换热管进行固溶处理的必要性进行了研究和探讨。
U型换热管在冷弯过程中不但会在弯管段存在大量应力,而且微观组织也发生变化。
固溶处理就是为了消除这些因素的不良影响,炼油装置高压还热器换热管的工作环境比较恶劣,大多为高温高压,介质中含有s2,h2s,h2并存在应力腐蚀、晶间腐蚀、点腐蚀等可能性。
从直观来判断可以断定u型换热管的弯曲半径R越小,存在的应力越大,对组织和抗蚀性有无影响是我们进行研究和探讨的目的之一。
1试验内容表11.1试验用材料试验采用了生产中常用的0Crl8Ni9,规格为019*2,◎25*2.5的两种换热管。
1.2试验步骤U型换热管弯制TU型管热处理T硬度检验T试样加工微观检验腐蚀试验微观检验弯曲试验。
按照实际换热器换热管的弯曲半径选择5种不同弯曲半径(R=40,115,190,265,340mm),用两种规格的换热管进行试验(0>19*2,025*2.5),每种弯曲半径取三根分别按固溶处理、亚固溶处理、不热处理进行试验,之后分别对每根U型换热管做硬度、宏观和微观检验,根据微观检验结果选择有代表性的U型换热管按GB4334.5-2000的试验要求做晶间腐蚀实验。
xm-19热处理工艺

xm-19热处理工艺
XM-19是一种高强度、耐腐蚀的奥氏体不锈钢,也被称为
UNS S20910不锈钢。
XM-19通常需要进行热处理以增强其力
学性能。
XM-19的热处理工艺可以分为以下几个步骤:
1. 固溶处理(Solution Annealing):将材料加热至约1050°C-1150°C的温度范围,保持一段时间,使材料中的碳、氮、铌
等合金元素均匀溶解在基体中。
然后迅速冷却至室温。
2. 淬火(Quenching):固溶处理后,进行迅速冷却,通常使
用水或油进行淬火,以使材料快速固化并保持其高强度。
3. 退火(Annealing):进行退火处理以消除材料中的残余应力,并改善其可加工性。
在退火过程中,将材料加热至
600°C-800°C的温度范围,保持一段时间,然后缓慢冷却至室温。
以上步骤是一种常见的XM-19热处理工艺,具体的工艺参数
和处理时间可能会根据不同的应用和需求而有所变化。
因此,在具体操作时,建议参考材料生产厂家提供的热处理工艺指南,并严格按照操作规范进行处理。
铝青铜QA19-4的性能分析

铝青铜QA19-4的性能分析摘要:铝青铜具有许多优良的性能,在机械行业中起着重要的作用。
尤其含铝量约10%时机械强度最高,且能通过热处理进一步强化,故QAl9-4可得到较高的强度、硬度、耐磨性、冲击无火花等优良性能。
该材料已在抽油井光杆密封装置和阀门上得到了广泛应用,结果表明,QAl9-4耐磨、耐腐蚀,且对光杆及其密封填料、阀杆等具有良好的保护作用,提高了产品的使用寿命。
关键词:QAl9-4 性能可加工性强化处理Studying on performance of Aluminum bronze QAl9-4Abstract:aluminum bronze has many excellent performances,plays an important role in the mechanical industry.Especially when the content of about 10% high mechanical strength,and can be further enhanced by heat treatment,so QAl9-4 can obtain higher strength, hardness,wear resistance,excellent properties such as impact no spark. This material has been found in a wide range of applications, from pumping well polished rod sealing device and a valve,QAl9-4 wear-resistant,corrosion resistance, and has good protective effect on the polished rod and the sealing packing,valve stem,increase the service life of the product.Key Words:QAl9-4;Performance;Machinability;Strengthening treatment铝青铜在机械制造中常用作结构材料,是主要以铜-铝系为基的合金。
铍青铜热处理简介
铍青铜热处理简介
铍青铜是一种用途极广的沉淀硬化型合金。
经固溶及时效处理后,强度可达1250-1500MPa。
其热处理特点是:固溶处理后具有良好的塑性,可进行冷加工变形。
但再进行时效处理后,却具有极好的弹性极限,同时硬度、强度也得到提高。
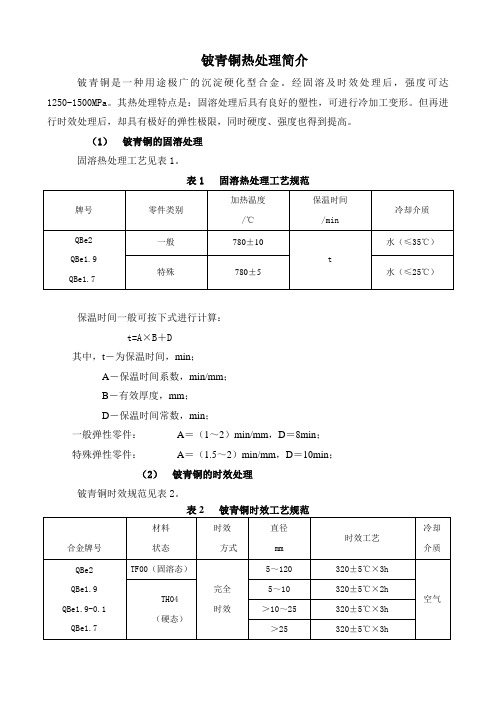
(1)铍青铜的固溶处理
固溶热处理工艺见表1。
表1 固溶热处理工艺规范
保温时间一般可按下式进行计算:
t=A×B+D
其中,t-为保温时间,min;
A-保温时间系数,min/mm;
B-有效厚度,mm;
D-保温时间常数,min;
一般弹性零件:A=(1~2)min/mm,D=8min;
特殊弹性零件:A=(1.5~2)min/mm,D=10min;
(2)铍青铜的时效处理
铍青铜时效规范见表2。
(3)铍青铜的去应力处理
铍青铜去应力退火温度为150~200℃,保温时间1-1.5小时,可用于消除因金属切削加工、校直处理、冷成形等产生的残余应力,稳定零件在长期使用时的形状及尺寸精度。
时效炉有保护性气氛较好,5%氢的氮保护可促进传热和减少时效后氧化皮的清洗;时效后材料密度会增加,尺寸减少约0.2%的线收缩;时效可以使用夹具防止热处理变形扭曲,盐浴炉可对短时高温时效减少扭曲并缩短周期;时效后某些变形产生的残余应力可以采用150~200℃×2hr加以处理,不会造成硬度损失。
铍青铜时效时,装炉是先装炉,然后送电加热随炉升温,当温度到达设定温度时开始计时,当达到保温时间时断电出炉,将零件置于炉外空冷,最好置于平整的料架台上,而不是随意放置地面。
XM-19和17-4PH技术规范- 2021 文档

XM-19和17-4PH技术规范- 2021 文档XM-19和17-4PH热处理技术规范一、材料简介XM-19/S20910/Nirtonic 50为同一种材料,属于氮强化奥氏体不锈钢,其抗腐蚀性能优于316、616L、317和317L,且室温下屈服强度几乎是它们的2倍,该钢在高温和低温下都有良好的机械性能,用于本公司低温阀门大的阀杆。
相关标准为ASTM A182、A193/4、A276、A479。
17-4PH(0Cr17Ni4Cu4Nb)属于马氏体沉淀硬化不锈钢,具有高的强度、硬度、较好的焊接性能和耐腐蚀性能。
用作阀门阀杆、阀座等。
相关标准GB/T1220、GB/T1221、ASTM A 564 A630、S51740。
二、化学成分和机械性能表1化学成分牌号及标准 XM-19 A276 C ≤ 0.06 Mn ≤ 4.0-6.0 P ≤ 0.04 S ≤ 0.03 Si ≤ 1.00 Cr 20.5- 23.5 Ni 11.5-13.5 Mo 1.5- 3.0 N 0.2- 0.4 其他 Nb0.1-0.3 V0.1- 0.3 17-4PH GB/T1220 0.07 1.00 0.035 0.03 1.00 15.0-17.5 3.0-5.0 Cu 3.0-5.0 ψ ≥ % 55 50 50 50 40 50 Nb 0.15-0.45 表2机械性能牌号及标准 XM-19 A276 状态退火热轧直径 mm 所有≤50.8 50.8-76.2 17-4PH 固溶S GB/T1221 H900H1150 σb ≥ MPa 690 930 795 1310 930 σs ≥ MPa 380 725 515 415 1180 725 δ≥ % 35 20 25 30 10 16 HB ≤363 ≥375 ≥277 76.2-203.2 690 注:1.XM-19要求的机械性能为钢厂出厂时的原始状态的机械性能,热处理是改变不了其机械性能的,请材料采购时注意。
固溶时效处理工艺曲线

固溶时效处理工艺曲线嘿,朋友!今天咱们来聊聊固溶时效处理工艺曲线这个神秘又有趣的话题。
您知道吗?这固溶时效处理工艺曲线就好比是一场精心编排的舞蹈,每一个动作、每一个节奏都得恰到好处。
先来说说固溶这一部分。
它就像是给材料来一场火热的“洗礼”。
把材料放入高温环境中,让各种元素充分融合,就像一群小伙伴在欢快地玩耍,互相熟悉。
这个过程可不简单,温度、时间都得拿捏得死死的。
温度太高,材料可能就“焦”了;时间太长,那成本可就上去啦。
您说是不是?时效处理呢,就像是让材料睡个美美的“美容觉”。
在特定的温度下,经过一段时间的等待,材料的性能就会悄悄发生变化,变得更加强壮、更加坚韧。
这就好像是一个人经过充足的休息和调养,精神焕发,充满活力!这工艺曲线啊,那可真是个精细的活儿。
要是画得不准,就好比做菜的时候盐放多了或者放少了,味道可就差了去了。
曲线的每一个转折点,每一个上升下降的部分,都决定着最终产品的质量。
比如说,在固溶的时候,如果升温速度太快,那不就跟跑步冲刺太猛一样,容易摔倒受伤吗?材料也会受不了的,可能会出现裂纹之类的问题。
再比如时效处理的温度控制不好,那不就跟睡觉的环境不合适一样,要么热得睡不着,要么冷得睡不好,材料的性能也没法得到最佳的提升。
所以啊,绘制这固溶时效处理工艺曲线,那得像画家画画一样,小心翼翼,精雕细琢。
要对材料的特性了如指掌,对温度、时间的把握要精准无误。
总之,固溶时效处理工艺曲线可不是随便画着玩儿的,它是一门高深的学问,需要我们用心去钻研,去掌握。
只有这样,才能让材料在我们手中焕发出最耀眼的光芒!这就是我对固溶时效处理工艺曲线的理解,您觉得怎么样呢?。
固溶处理的工艺原理

固溶处理的工艺原理
固溶处理是一种常见的金属加工工艺,通过固溶处理可以改善金属材料的性能,增强其力学性能和耐腐蚀性。
固溶处理的原理主要是通过在一定温度下将固溶体中的溶质溶解到基体中,然后在适当的条件下进行冷却,使溶质原子在基体中扩散并重新排列,从而形成均匀的固溶体结构。
在固溶处理的过程中,主要包括以下几个关键步骤:
1. 固溶
固溶处理的第一步是固溶,即将含有溶质的固溶体加热到一定温度,使溶质原子逐渐溶解到基体晶格中。
在高温下,原子具有较高的扩散能力,溶质原子能够 diffunsion到基体中,并使其原子间距逐渐增大,形成固溶体。
2. 晶体增强
在固溶的过程中,溶质原子会替代基体中的一部分原子,这样会形成新的晶界,从而增加固体的硬度和强度。
此时固溶体的晶粒会逐渐细化,晶界的增多有助于增强材料的机械性能。
3. 固溶时间
固溶处理的时间也是影响固溶效果的重要因素之一。
通常,固溶时间越长,溶质原子在基体中的扩散越充分,形成的固溶体结构也更加均匀。
然而,固溶时间过长也会引起晶粒长大,降低材料的性能。
4. 冷却
固溶处理完成后,需要对材料进行适当的冷却,以稳定所形成的固溶体结构。
冷却速度的快慢会影响固溶体的晶粒形貌和尺寸,快速冷却往往会导致细小的晶粒结构,从而提高材料的硬度。
综上所述,固溶处理是通过溶质在基体中的扩散和重新排列,改善金属材料的性能的工艺。
通过控制固溶的温度、时间和冷却速度等参数,可以获得具有优良性能的金属材料,提高材料的强度、硬度和耐腐蚀性,广泛应用于航空航天、汽车制造、电子设备等领域。
zg07cr19ni9奥氏体钢热处理工艺设计

zg07cr19ni9奥氏体钢热处理工艺设计奥氏体钢是一种具有良好强度和耐腐蚀性能的钢材,在很多领域广泛应用。
而热处理工艺设计对于提高钢材的性能、延长使用寿命至关重要。
本文将针对zg07cr19ni9奥氏体钢的热处理工艺进行设计。
1. 回火工艺设计:回火是一种常用的热处理方式,通过加热和冷却过程,减轻钢材的内应力,提高塑性和韧性。
对于zg07cr19ni9奥氏体钢,推荐以下回火工艺参数:- 加热温度:850-900摄氏度;- 保温时间:1小时/厚度25mm;- 冷却方式:空气冷却至室温。
2. 固溶退火工艺设计:固溶退火是一种常用的强化奥氏体钢的方法。
对于zg07cr19ni9奥氏体钢,推荐以下固溶退火工艺参数:- 加热温度:1050-1100摄氏度;- 保温时间:1小时/厚度25mm;- 冷却方式:水冷或空冷。
3. 淬火工艺设计:淬火是一种通过快速冷却来提高钢材硬度和强度的方法。
对于zg07cr19ni9奥氏体钢,推荐以下淬火工艺参数:- 加热温度:950-1000摄氏度;- 保温时间:1小时/厚度25mm;- 冷却方式:水淬或油淬。
4. 简单退火工艺设计:对于zg07cr19ni9奥氏体钢,简单退火也是一种常用的热处理方式,用于消除应力和提高钢材韧性。
推荐以下简单退火工艺参数: - 加热温度:850-900摄氏度;- 保温时间:2小时/厚度25mm;- 冷却方式:水冷或空冷。
需要注意的是,钢材的具体热处理工艺设计还需要结合实际情况进行优化,如考虑到钢材的尺寸、形状和用途等因素,以达到最佳的性能和使用寿命。
因此,在实际应用中,建议进行试验和实际生产过程中的实时监测,以确保热处理工艺的有效性和稳定性。
这些热处理工艺设计对于zg07cr19ni9奥氏体钢的性能提升和使用寿命延长至关重要。
通过选择适当的热处理工艺参数,并结合实际生产过程中的实时监测,能够使钢材达到最佳的性能和使用效果。
022cr19ni10不锈钢热处理

022cr19ni10不锈钢热处理022Cr19Ni10不锈钢是一种常见的不锈钢材料,也被广泛应用于各个领域。
本文将介绍022Cr19Ni10不锈钢的热处理过程及其对材料性能的影响。
热处理是通过加热和冷却的方式改变材料的组织结构和性能,以达到改善材料性能的目的。
对于022Cr19Ni10不锈钢来说,热处理可以改变其晶粒尺寸、相组成和组织结构,进而影响材料的力学性能、耐腐蚀性和可焊性。
常见的022Cr19Ni10不锈钢热处理方式包括固溶处理、时效处理和淬火处理。
固溶处理是将022Cr19Ni10不锈钢加热到固溶温度,使其形成一个均匀的固溶相,然后迅速冷却。
固溶处理可以改善不锈钢的塑性和韧性,降低硬度和强度。
时效处理是在固溶处理后将材料再次加热到适当的温度,保持一段时间后再冷却。
时效处理可以使不锈钢的强度和硬度得到提高,同时保持一定的塑性和韧性。
淬火处理是将022Cr19Ni10不锈钢加热到固溶温度后迅速冷却,以形成马氏体组织。
淬火处理可以显著提高不锈钢的硬度和强度,但会降低其塑性和韧性。
热处理对022Cr19Ni10不锈钢的影响主要体现在以下几个方面:1. 晶粒尺寸:热处理可以改变不锈钢的晶粒尺寸。
晶粒尺寸的增大会降低材料的强度和硬度,但有利于提高塑性和韧性。
相反,晶粒尺寸的减小会提高材料的强度和硬度,但可能降低其塑性和韧性。
2. 相组成:热处理可以影响022Cr19Ni10不锈钢中的相组成。
例如,在固溶处理过程中,不锈钢中的铁素体相会溶解,形成一个均匀的奥氏体相。
时效处理可以使奥氏体相中的碳化物析出,进而提高不锈钢的强度和硬度。
3. 组织结构:热处理可以改变022Cr19Ni10不锈钢的组织结构。
例如,在淬火处理过程中,不锈钢会形成马氏体组织,其具有高硬度和强度。
但马氏体组织也会降低材料的塑性和韧性。
因此,在实际应用中需要根据具体要求选择适当的热处理方式。
022Cr19Ni10不锈钢的热处理可以改变其晶粒尺寸、相组成和组织结构,进而影响材料的力学性能、耐腐蚀性和可焊性。
固溶处理标准规范要求

固溶处理标准规范要求
固溶处理作为一种常见的热处理工艺,在工业生产中起着至关重要的作用。
其通过改变材料的组织结构和性能,从而提高材料的力学性能、耐腐蚀性能和疲劳寿命。
为了确保固溶处理的效果,避免不必要的质量问题,制定了一系列标准和规范来指导工程师和操作人员进行固溶处理。
首先,固溶处理的温度和时间是至关重要的参数。
在进行固溶处理时,必须严格控制固溶温度和时间,以确保达到预期的固溶效果。
通常情况下,固溶温度应该高于合金的固溶温度范围,固溶时间则应根据具体材料和要求而定。
过高或过低的固溶温度和时间都会造成固溶效果不理想。
其次,冷却速度也是固溶处理中需要重点关注的参数之一。
合适的冷却速度可以帮助固溶处理后的材料获得理想的晶粒结构,并保持材料的优良性能。
通常情况下,固溶处理后的材料应采用适当的冷却速度进行冷却,以避免出现过快或过慢的冷却速度导致的问题。
此外,固溶处理前后的检测和验证也是固溶处理标准规范中必不可少的一环。
在进行固溶处理之前,需要对材料的组织结构和性能进行全面检测,以确保固溶处理的必要性和可行性。
而在固溶处理完成后,则需要对固溶效果进行验证和评估,确认固溶处理的效果是否符合要求。
总的来说,固溶处理是一项复杂而重要的工艺,在工程实践中需要严格按照标准规范要求进行操作。
只有通过合理的固溶温度和时间控制、适当的冷却速度以及全面的检测和验证,才能够确保固溶处理的效果达到预期,提高材料的性能和可靠性。
只有这样,固溶处理才能够发挥其应有的作用,为工业生产质量和效率提供保障。
1。
c276固溶工艺

c276固溶工艺
C276固溶工艺是指将C276合金加热至适当的温度,使其达到固溶状态,然后经过适当的冷却处理,使其获得所需的性能和组织。
C276合金是一种镍基合金,具有优异的耐腐蚀性能,在化工、石油、能源等领域得到广泛应用。
C276固溶工艺包括以下几个步骤:
1. 加热:将C276合金加热至适当的温度,通常为1050-1150摄氏度。
加热时间取决于材料的厚度和尺寸。
2. 保温:保持材料在固溶温度下一定时间,以保证合金中的合金元素均匀溶解在基体中。
3. 冷却:将加热保温后的材料迅速冷却至室温。
冷却速度对于C276合金的性能和组织具有重要影响。
4. 固溶处理:冷却后的材料经过固溶处理,通常是在800-1150摄氏度下进行一段时间的加热保温,以进一步提高合金的性能。
5. 冷却:将固溶处理后的材料迅速冷却至室温。
冷却速度对于最终的性能和组织具有重要影响。
C276固溶工艺的主要目的是使C276合金中的合金元素均匀溶解在基体中,以提高合金的性能和耐腐蚀性能。
固溶处理后的C276合金具有良好的耐腐蚀性、高温强度和耐磨性,适用于各种恶劣环境
下的使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
C:≤0.08;Si:≤1.00;Cr:18.00~20.00;Mn:≤2.00;P:≤0.035;S≤0.030
Ni:8.00~11.00;
固溶处理后性能要求:
机械性能:
抗拉强度≥520N/mm2;延伸强度≥205N/mm2;伸长率≥35%;
硬度HB≤170;
工艺参数D:材料直径和厚度
序
号
工序
内容
设备
装炉温度℃
加热温度℃
加热时间min
保温时间min
出炉温度℃
冷却
介质
1
淬火加热
箱式炉
≤500
1010-1150
>60
(1.4-1.8)D水槽
水
3
抽查硬度
硬度计
4
热处理工艺曲线
≤500(1.4-1.8)D
水淬
受控状态:编号:QW/ZJ-⑤-06
固溶处理工艺
编制:
审核:
日期:
发布日期:2017年03月01日实施日期:2017年03月01日
浙江xxx有限公司指导文件
编号
QW/ZJ-⑤-06
版本
A/0
固溶处理工艺
页码
第1页共1页
产品名称
棒材
材料规格
Φ20 ~Φ159钢管
执行标准:GB/T14976-2012 GB/T12459-2005