注塑部作业流程图资料
注塑生产工艺流程图完整版

[此文档可自行编辑修改,如有侵权请告知删除,感谢您的支持,我们会努力把内容做得更好]
注塑生产工艺流程图
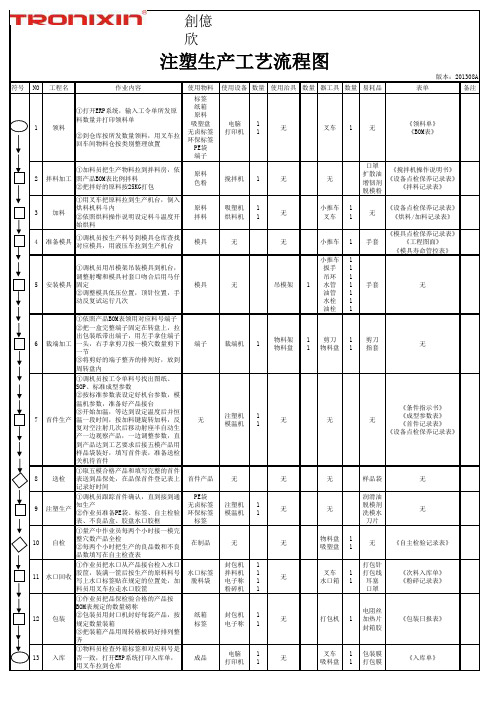
創億欣符号NO工程名作业内容使用物料使用设备数量使用治具数量器工具数量易耗品表单备注1领料①打开ERP系统,输入工令单所发原料数量并打印领料单②到仓库按所发数量领料,用叉车拉回车间物料仓按类别整理放置标签纸箱原料吸塑盘无卤标签环保标签PE袋端子电脑打印机11无叉车1无《领料单》《BOM表》2拌料加工①加料员把生产物料拉到拌料房,依照产品BOM表比例拌料②把拌好的原料按25KG打包原料色粉搅拌机1无无口罩扩散油增韧剂脱模粉《搅拌机操作说明书》《设备点检保养记录表》《拌料记录表》3加料①用叉车把原料拉到生产机台,倒入烘料机料斗内②依照烘料操作说明设定料斗温度开始烘料原料拌料吸塑机烘料机11无小推车叉车11无《设备点检保养记录表》《烘料/加料记录表》4准备模具①调机员按生产料号到模具仓库查找对应模具,用液压车拉到生产机台模具无无小推车1手套《模具点检保养记录表》《工程图面》《模具寿命管控表》5安装模具①调机员用吊模架吊装模具到机台,调整射嘴和模具衬套口吻合后用马仔固定②调整模具低压位置,顶针位置,手动反复试运行几次模具无吊模架1小推车扳手吊环水管油管水栓油栓1111111手套无6裁端加工①依照产品BOM表领用对应料号端子②把一盒完整端子固定在转盘上,拉出包装纸带出端子,用左手拿住端子一头,右手拿剪刀按一模穴数量剪下一节③将剪好的端子整齐的排列好,放到周转盘内端子裁端机1物料架物料盘11剪刀物料盘11剪刀指套无7首件生产①调机员按工令单料号找出图纸、SOP、标准成型参数②按标准参数表设定好机台参数,模温机参数,准备好产品接台③开始加温,等达到设定温度后并恒温一段时间,按加料键旋转加料,反复对空注射几次后移动射座半自动生产一边观察产品,一边调整参数,直到产品达到工艺要求后接五模产品用样品袋装好,填写首件表,准备送检关机待首件无注塑机模温机11无无无《条件指示书》《成型参数表》《首件记录表》《设备点检保养记录表》8送检①取五模合格产品和填写完整的首件表送到品保处,在品保首件登记表上记录好时间首件产品无无无样品袋无9注塑生产①调机员跟踪首件确认,直到接到通知生产②作业员准备PE袋、标签、自主检验表、不良品盒、胶盘水口胶框PE袋无卤标签环保标签标签注塑机模温机11无无润滑油脱模剂洗模水刀片无10自检①量产中作业员每两个小时接一模完整穴数产品全检②每两个小时把生产的良品数和不良品数填写在自主检查表在制品无无物料盘吸塑盘11无《自主检验记录表》11水口回收①作业员把水口从产品接台检入水口胶筐,装满一筐后按生产的原料料号写上水口标签贴在规定的位置处,加料员用叉车拉走水口胶筐水口标签脱料袋封包机拌料机电子称粉碎机1111无叉车水口箱11打包针打包线耳塞口罩《次料入库单》《粉碎记录表》12包装①作业员把品保检验合格的产品按BOM表规定的数量磅称②包装员用封口机封好每袋产品,按规定数量装箱③把装箱产品用周转格板码好排列整齐纸箱标签封包机电子称11无打包机1电阻丝加热片封箱胶《包装日报表》13入库①物料员检查外箱标签和对应料号是否一致,打开ERP系统打印入库单,用叉车拉到仓库成品电脑打印机11无叉车吸料盘11包装膜打包膜《入库单》版本:201308A 注塑生产工艺流程图。
注塑成型工艺流程图
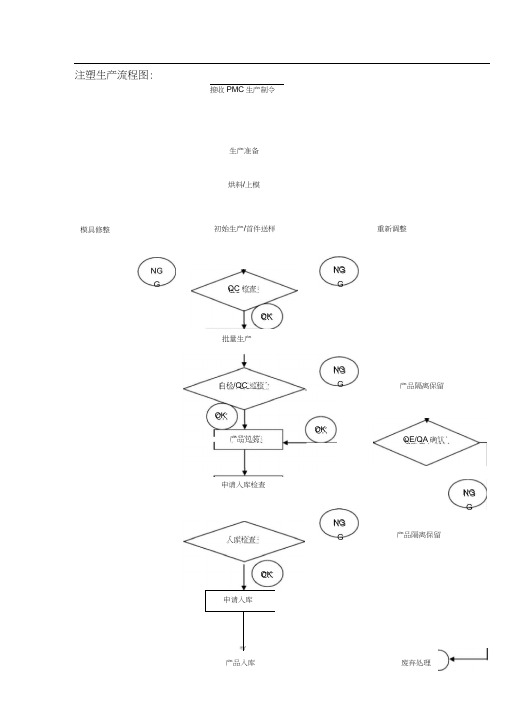
注塑生产流程图:
接收PMC 生产制令
生产准备
烘料/上模
模具修整 初始生产/首件送样 重新调整
QC 检查
OK
批量生产
NG
OK
OK
申请入库检查
自检/QC 巡检
NG
产品隔离保留
产品包装
QE/QA 确认
OK
入库检查
NG
NG
产品隔离保留
申请入库
理 f
产品入库
废弃处理
材料使用记录 材料干燥记录 成型条件参数表 模具状态票 模具装卸记录 样品送样单 成型条件日常点检表 设备日常点检表 注塑生产记录 构成 LOT NO 如:
06 (年) 04(月) 10(日) 112(机器) 01(编号) 入
库记录表
入库反检记录表 产品废弃记录表
用到的表格有
001。
注塑生产标准流程图

开工令
第一章 生产作业流程
成型
品管
原料
原料检验
配料
发料 入库
入库
领料
烘料
上模
调机
大量生产 加工装配
包装
OK
OK
初件 确认 NG
OK
巡回 NG 检查
NG 入库检验
1
第二章 试模作业流程
制工
企划
成型
模具项目负 责 人或模具厂
制工
1.试模申清单 2.领料单 3.模具提供 4.试模资料样品
1.生管排配机台 2.原料仓备料
第三章 注塑成型循环程序流程
启动
慢速闭模
N
限位到? Y
快速闭模
N
限位到? Y
低压,低速
限位到?
Y
N
高压锁模
N
限位到? Y
注射
顶出
N
时间或位置到?
Y
保压
N 位置到?
Y 退回
时间到? Y
N Y
位置到?
N 位置到? Y
N 报警
冷却定型
计量Leabharlann N 计时到?Y报警
N 时间到?
Y
位置到? Y
N
开模
启模
N 位置到?
Y
3
1 停电
第四章 生产故障处理流程
将设备电源开关切断
课/部级主管
停
电
知会生管单位
现场人员待命
连络机电单位
是否 N
长时间 停电
Y 工作现场整理
待命 生产
人员集合说明及解散
4
2 停水
课级主管
停水 连络机电维修
Y 停机
Y
注塑成型工艺流程图
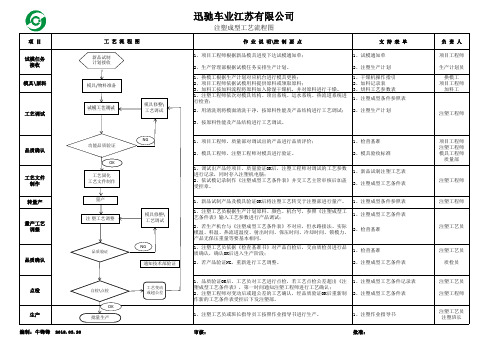
1、注塑工艺员根据生产计划原料、颜色、机台号,参照《注塑成型工 艺条件表》输入工艺参数进行产品调试;
1、注塑成型工艺条件表
2、若生产机台与《注塑成型工艺条件表》不对应,但水路接法、实际 模温、料温、热流道温度、射出时间、保压时间、冷却时间、锁模力、
2、检查基准
产品无保压重量等要基本相同。
1、注塑工艺员依据《检查基准书》对产品自检后,交由质检员进行品 质确认,确认OK后进入生产阶段;
项目 试模任务
接收 模具\原料
工艺调试
工艺流程图
新品试制 计划接收
模具/物料准备 试模工艺调试
模具修整\ 工艺调试
品质确认
工艺文件 制作 转量产
量产工艺 调整
品质确认
功能品质验证 OK
工艺固化 工艺文件制作
量产 注 塑工艺调整
品质验证
点检
自检\点检
生产
OK 批量生产
编制:牛锋锋 2018.03.20
1、检查基准
2、若产品验证NG,重新进行工艺调员对工艺进行点检,若工艺点检公差超出《注 塑成型工艺条件表》,第一时间通知注塑工程师进行工艺确认; 2、注塑工程师对变动后或超公差的工艺确认,经品质验证OK后重新制 作新的工艺条件表受控后下发注塑部。
1、注塑成型工艺条件记录表 2、注塑成型工艺条件表
NG
模具修整\ 工艺调试 NG 通知技术部验证 工艺变动 或超公差
迅驰车业江苏有限公司
注塑成型工艺流程图
作 业 说 明\控 制 要 点
支持表单
1、项目工程师根据新品模具进度下达试模通知单;
1、试模通知单
2、生产管理部根据试模任务安排生产计划。
2、注塑生产计划
1、换模工根据生产计划对应机台进行模具更换; 2、项目工程师依据试模用料提供原料或领取原料; 3、加料工按加料流程将原料加入除湿干燥机,并对原料进行干燥。 1、注塑工程师依次对模具结构、顶出系统、运水系统、热流道系统进 行检查;
注塑生产流程图
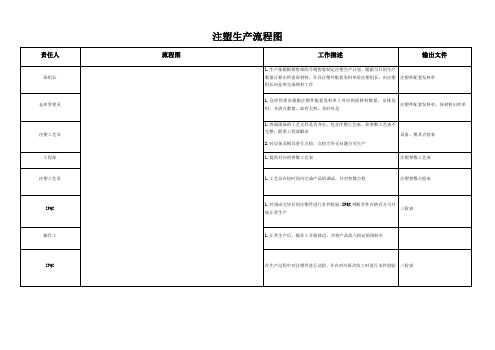
责任人
流程图
工作描述
输出文件
班组长
1.生产部根据销售部的月销售量制定注塑生产计划,根据当日的生产数量计算出所需原材料,开具注塑件配套发料单给注塑组长,由注塑组长向仓库完成领料工作
注塑件配套发料单
仓库管理员
1.仓库管理员根据注塑件配套发料单上对应的原材料数量,安排发料,并清点数量,如有欠料,及时补足
IPQC
1.对调试完毕后的注塑件进行首件检验,IPQC判断首件合格后方可开始正常生产
三检表
操作工
1.正常生产后,操作工开始修边,并将产品放入指定的周转车
IPQC
在生产过程中对注塑件进行巡检,并在对应班次收工时进行末件检验
三检表
仓库管理员
1.每个班次收工时,仓库管理员入库,并做相应记录
入库单
注塑件配套发料单,原材料出库单
注塑工员
1.查阅现场的工艺文件是否齐全,包含注塑工艺表,如参数工艺表不完整,联系工程部解决
2.对设备及模具进行点检,点检完毕无问题方可生产
设备、模具点检表
工程部
1.提供对应的参数工艺表
注塑参数工艺表
注塑工艺员
1.工艺员在短时间内完成产品的调试,并对参数点检
注塑参数点检表
注塑机台作业流程图
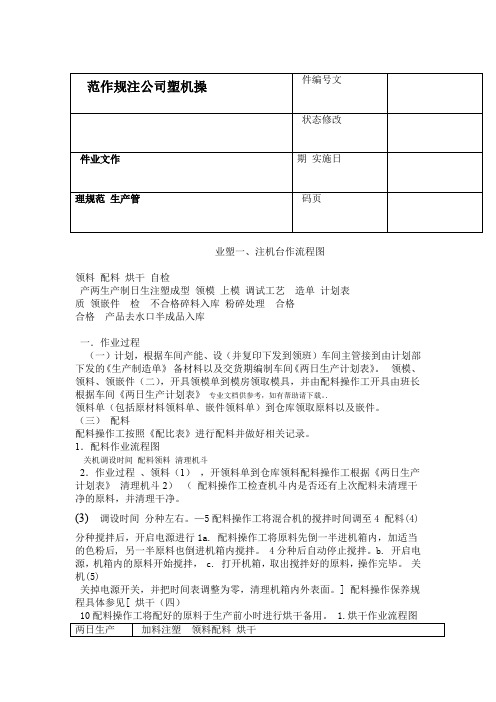
业塑一、注机台作流程图领料配料烘干自检产两生产制日生注塑成型领模上模调试工艺造单计划表质领嵌件检不合格碎料入库粉碎处理合格合格产品去水口半成品入库一.作业过程(一)计划,根据车间产能、设(并复印下发到领班)车间主管接到由计划部下发的《生产制造单》备材料以及交货期编制车间《两日生产计划表》。
领模、领料、领嵌件(二),开具领模单到模房领取模具,并由配料操作工开具由班长根据车间《两日生产计划表》专业文档供参考,如有帮助请下载。
.领料单(包括原材料领料单、嵌件领料单)到仓库领取原料以及嵌件。
(三)配料配料操作工按照《配比表》进行配料并做好相关记录。
1.配料作业流程图关机调设时间配料领料清理机斗2.作业过程、领料(1),开领料单到仓库领料配料操作工根据《两日生产计划表》清理机斗2)(配料操作工检查机斗内是否还有上次配料未清理干净的原料,并清理干净。
(3) 调设时间分种左右。
—5配料操作工将混合机的搅拌时间调至4 配料(4)分种搅拌后,开启电源进行1a. 配料操作工将原料先倒一半进机箱内,加适当的色粉后, 另一半原料也倒进机箱内搅拌。
4分种后自动停止搅拌。
b. 开启电源,机箱内的原料开始搅拌, c. 打开机箱,取出搅拌好的原料,操作完毕。
关机(5)关掉电源开关,并把时间表调整为零,清理机箱内外表面。
] 配料操作保养规程具体参见[ 烘干(四)作业过程2. (1). 计划注塑部班长将车间《两日生产计划表》以及相应的《制造订单》下发到配料操作工。
专业文档供参考,如有帮助请下载。
.(2).领料配料操作工根据《两日生产计划表》及《生产制造单》开领料单到仓库领取相应的原料。
(3). 配料配料操作工按照《配比表》的比例对原料进行配比。
(具体参见[配料作业指导书])(4). 烘干a. 配料操作工将烘干机温度表调至适用该种材料温度范围(80℃--125℃左右),并检查排风口是否正常。
配料操作工将烘干机上盖打开,把配比好的原料倒进机箱内,一次性加满即可盖上上盖。
注塑生产流程图

1.对调试完毕后的注塑件进行首件检验,IPQC判断首件合格后方可开始正常生产
三检表
操作工
1.正常生产后,操作工开始修边,并将产品放入指定的周转车
IPQC
1.IPQC在生产过程中对注塑件进行巡检,班次收工时,仓库管理员入库,并做相应记录
入库单
注塑件配套发料单,原材料出库单
注塑工艺员
1.查阅现场的工艺文件是否齐全,包含注塑工艺表,如参数工艺表不完整,联系工程部解决
2.对设备及模具进行点检,点检完毕无问题方可生产
设备、模具点检表
工程部
1.提供对应的参数工艺表
注塑参数工艺表
注塑工艺员
1.工艺员在短时间内完成产品的调试,并对参数点检
注塑参数点检表
注塑生产流程图
责任人
流程图
工作描述
输出文件
班组长
1.生产部根据销售部的月销售量制定注塑生产计划,根据当日的生产数量计算出所需原材料,开具注塑件配套发料单给注塑组长,由注塑组长向仓库完成领料工作
注塑件配套发料单
仓库管理员
1.仓库管理员根据注塑件配套发料单上对应的原材料数量,安排发料,并清点数量,如有欠料,及时补足
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《品管部检查记录表》
(2 年)
《品管部检查记录表》
(2 年)
《制程异常通知 单》
(2 年)
《不合格品处理 表》
(2 年)
精品文档
汇鸿塑胶五金制品(深圳)有限公司 塑胶品管部工作手册
题目:IPQC 系统流程图
流程
负责人
章节号 版本 页次 总页数
参考文件
WI-009 1.5 3/3
17/36 记录
注塑部作业流程图
精品文档
汇鸿塑胶五金制品(深圳)有限公司 塑胶品管部工作手册
题目:注塑部作业流程图
1. 目的:
对制程品有效检验与试验,确保不良品不流入下工序。
2. 范围:
适用于公司塑胶部所有制程检查
3. 定义:
IPQC:制程检查员
4. 流程:
输入:
负责人:
输出:
目标:
流程
负责人
章节号 版本 页次 总页数
生产部填 写
文员
QA
生产部主 管/生产助 理
入库
NG
F
结束பைடு நூலகம்
生产部返 报废申请
工
单
生产主管,品质主管,
物控主管及副总确认
可
报
QC 确
废
OK
认
生产部安排报
可挑选
G
员工 生产主管 品质主管 物控主管 副总理
IPQC
生产主管 /助理
废
收集于网络,如有侵权请联系管理员删除
《品管部检查记录表》
(2 年)
《品管部检查记录表》
NG
签上盖
PASS 印
《制程异常通知
单》于生产部
生产部主管或主要责 任人确认改善方案
IPQC
生产部主 管/组长
隔离且贴红色不良品标
签,并开出《不合格品处
F
理表》
自行改
品质主 管
协助改
善 C
/助理确
认
D
E
善 通知相关人员协助改
善C
IPQC
品质主管 /助理
收集于网络,如有侵权请联系管理员删除
《品管部检查记录表》
(保存期限)
收集于网络,如有侵权请联系管理员删除
精品文档
D
E
返工
报废
特采
现场 QA 两小时 按 AQL 抽检
QA 在外箱标签上作 IPQC
通知生产部返工,并分 发《不合格品处理表》
判定检查结
NG
F
特采“△”标识并
盖 PASS 印 E
文员 IPQC
果
OK
盖 QA PASS 印,并 记录
通知生产部,并分发 《不合格品处理表》
(2 年)
《品管部检查记录表》
(2 年)
《制程异常通知 单》
(2 年)
《不合格品处理 表》
(2 年)
B
生产主管
QC 组长/ 技术员
《 IPQC 工 作 指 引》 《产品检验基准》
《受控图 纸》
《首检报 告》
(2 年)
QC 组长 /
技术员
QC 主管/ 主管助理
《 IPQC 工 作 指 引》 《产品检验基准》
《受控图纸》
QC 组长/ 技术员
生产部主 管
《首检报 告》 (2 年)
《首检报 告》 (2 年)
《首检报 告》 (2 年)
员工自检,IPQC 检验 员两小时取 3 啤或 5PCSA检查
IPQC
《品管部检查记录表》
(2 年)
汇鸿塑胶五金制品(深圳)有限公司 塑胶品管部工作手册
题目:IPQC 系统流程图
章节号 版本 页次 总页数
WI-009 1.5 2/3
16/36
流程
负责人
收集于网络,如有侵权请联系管理员删除
参考文件
记录 (保存期限)
精品文档
A
检验与测试
NG
IPQC
结果,并记录
OK
分离标识并通知
IPQC
包装工包装入 箱
生产部责任人
改生善产部改
C
满箱后 IPQC 两小时按 AQL 抽检
善 QC 确认并记
OK B
判定检查结
录 NG
OK
果
分离标识并开出
包装工 生产主管
IPQC IPQC IPQC IPQC
在外箱的标
工序
1.0 1/3 15/36
记录 (保存期
限)
收集于网络,如有侵权请联系管理员删除
开始 PME 生产计划
精品文档
准备相关资料如:1.产品检查基准,2.客户 确认之文件、样板,3.IPQC 工作指 引,4.图纸首件检查并记录
NG 确认检查结
果 OK
签回首件记录表并签发首件予生产
部
生产部依首件板量产