备料工艺卡
装配工艺卡
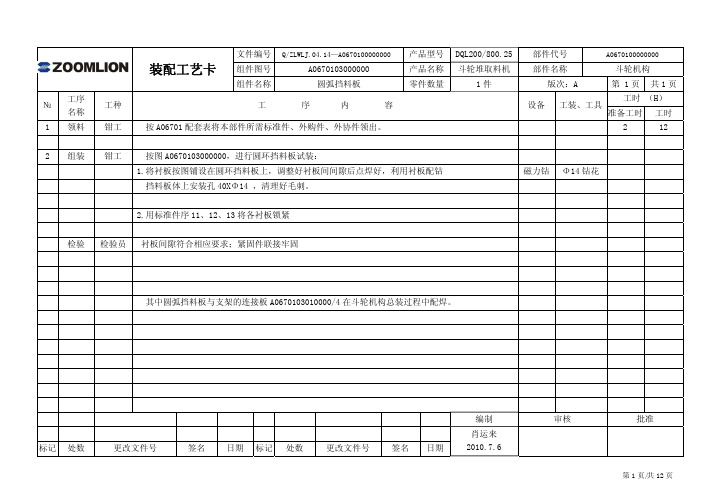
部件代号
A0670100000000
部件名称
斗轮机构
版次:A
第 1页 共1页
工时 (H) 设备 工装、工具
准备工时 工时
检:螺栓件连接紧固。 减速机、电机的温升、噪声及传动平稳性达相关规定要求。
标记 处数
更改文件号
签名 日期 标记 处数
更改文件号
签名 日期
编制 肖运来 2010.7.6
审核
批准
第 5 页/共 12 页
5.装配前检测并计算尺寸链,确定两端红纸板的厚度,并用厌氧型平面密封胶涂红纸板两面, 并先粘在透盖组件上。根据实际测量的尺寸保证轴承两端与透盖的间隙各为 1mm,在此情 况下在透盖与轴承座之间加红纸板,另一套间隙为 0.15mm。
6.将斗轮轴用支架置稳,按图先将左侧透盖组件套入轴上靠台阶面(左侧轴承两端与透盖的间隙 各为 1mm),然后将件 13 轴承装配到位,然后吊轴承座套入轴承,最后用左边的透盖组件装配好, 间隙合适后用标准件 19、20 将透盖与轴承座固定好;类似方法装好另一侧的轴承座组合。 轴承装配时内注满润滑油脂。
DQL200/800.25 斗轮堆取料机
1件
部件代号
A0670100000000
部件名称
斗轮机构
版次:A
第 1页 共1页
工时 (H) 设备 工装、工具
准备工时 工时
4
8
2.参考图纸制作一下橡胶板: A0670105000019 橡胶挡板 1 1 件 / A0670105000022 橡胶挡板 2 1 件 A0670105000025 橡胶挡板 3 1 件
标记 处数
更改文件号
签名 日期 标记 处数
更改文件号
签名 日期
焊装工艺流程卡

用气吹吹净内腔的铁屑;
码放整齐后对所有切口涂防锈油(按计划在两天内使用的可不刷);
4) 自检:方钢规格、长度尺寸符合图纸要求;
检查杆件直线度,不得有明显弯曲和扭曲变形;
断口整齐,无毛刺;
5) 材料堆放:下好的料应有序的堆放在指定的地方,并注明车型。
8) 侧窗止口焊接:根据图纸要求,在腰梁上沿点焊侧窗止口,内侧间距为100~200mm,外侧80~120mm,保证所有止口上端平直,止口两段必须焊接牢固,同时点焊侧围处包角与骨架固定,对所有焊点涂防锈漆;
9) 打磨:用角磨机把高于工作表面焊瘤磨平,并在焊接部位刷涂防锈漆;
10) 自检:腰梁上下直线度±3mm,任意1米内上下凹凸小于3mm;窗框尺寸符合图纸要求,长度公差为±3mm,高度公差为0~2mm,对角线偏差小于3mm,侧舱门框符合图纸设计尺寸要求,对角线误差小于3mm;
8. 侧后封板焊装
1) 备料:查阅生产计划表及车辆配置状态表确认车辆配置要求,取来相应侧后封板,检查有无凹凸不平,带进气口封板是否正确;
2) 试装:把侧后封板试装入两侧带弧杆件的进气孔洞外表面,封板后端折边处与侧围后立柱断面相平,最底端与蒙皮上止口处相平,前端弧形止口(折边)与侧围弧杆件距离控制在30~35mm间(部分车型用样板定位),并保持均匀,取下封板并休整相干涉部位;
8) 打磨:用角磨机把高于工作表面焊瘤磨平,并涂防锈漆;
9) 自检:重新检查所有焊接材料的安装尺寸,并标车型、车号。总长度公差±5mm,对角线差小于5mm;天窗换气扇孔、空调进出风口孔洞长宽公差1~2mm,对角线差不大于2mm,空调蒸发器冷凝器支架尺寸符合空调安装尺寸,预埋板位置应符合图纸设计要求,焊接应牢固;
工艺卡、工序卡(拨叉)2023
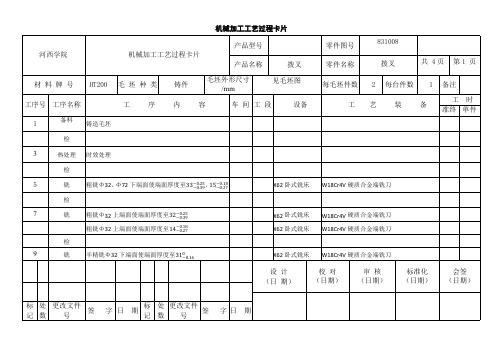
半精镗Φ480+0.16孔至Φ49.70+0.10
精镗Φ49.70+0.10孔至Φ500+0.039
Z550 立式钻床 高速钢麻花钻 Z550 立式钻床 硬质合金扩孔钻 Z550 立式钻床 硬质合金铰刀 Z550 立式钻床 硬质合金铰刀
T68 卧式镗床 T68 卧式镗床 T68 卧式镗床
硬质合金镗刀 硬质合金镗刀 硬质合金镗刀
设计 (日 期)
校对 (日期)
审核 (日期)
标准化
会签
(日期) (日期)
标 处 更改文件
标 处 更改文件
签 字日 期
签 字日 期
记数 号
记数 号
河西学院
机械加工工艺过程卡片(续)
机械加工工艺过程卡片
产品型号 产品名称
拨叉
零件图号 零件名称
831008 拨叉
共 4页 第 3 页
材 料 牌 号 HT200 毛 坯 种 类
mm
机动 辅助
1.7 0.85
1 4.8s 1 5.2s
0.15
1 2s
设计 (日 期)
校对 (日期)
审核 (日期)
标准化 (日期)
会签 (日期)
标 处 更改文件
标 处 更改文件
签 字 日期
签 字日 期
记数 号
记数 号
SB408
高速钢机动丝锥 W18Cr4V
设计 (日 期)
校对 (日期)
审核 (日期)
标准化
会签
(日期) (日期)
标 处 更改文件
标 处 更改文件
签 字日 期
签 字日 期
记数 号
记数 号
河西学院
机械加工工艺过程卡片(续)
工艺卡的制作技巧
工艺卡的制作技巧1.为什么要制作工艺卡?因为我们公司已经得到ISO9002的认证,正常生产的工艺条件需要以文件的形式固定下来,工艺卡就是这样的一个文件,所以要有工艺卡.2.没有工艺卡行不行?按我们的现行制度:如果没有正式的工艺卡,在生产时,由相应机台班长写出一份试用工艺卡交与机手进行正常生产,从这一角度考虑,没有工艺卡是可行的;但工艺卡作为一份记录生产工艺的文件,是ISO9002的一部分,而我们公司是一个得到ISO9002认证机构认证的公司,所以没有它是不行的.3.工艺卡的目的1>它是ISO9002的一部分.2>给机手在生产前领取眼模和印字轮及在生产中设定温度提供参考.3>对线材的押出方式提供参考.4.工艺卡上眼模的确定.1>缘押出(芯线押出)内模的确定:芯线押出所用的内眼模与导体的线径大小(单根或绞合)及结构有很大的关系,通常为:A.铜箔丝: 眼模值比线径大0.14B.7根软铜丝绞合, 因为此种结构比较圆整, 眼模比线径大0.07~0.1左右;C.7/11根直放导体:因为其直放, 结构松散, 眼模值比线径大0.1~0.15左右,若间隙过小, 会很容易刮断导体, 造成小导体或断线现象.而线材出外眼模后会有振动现象(300M/MIN左右), 从而造成偏心及线径不稳定等不良.D.17根以上的铜丝绞合, 因为其线径比较大, 所以眼模比线径大0.12~0.2左右.E.单根导体: 其正负公差是很小的, 所以眼模比线径大0.08~0.12左右.F.有纤维丝的导体: 因其绞合不是很紧密, 若眼模过小则很难穿过眼模以及很容易刮断导体, 所以眼模比线径大0.2~0.25左右.G.镀绞镀及裸绞镀的导体:眼模比线径大0.1左右;H.9#机的多芯2468排线眼模为标准免对配套眼模,制作工艺卡时按照眼模写入即可;I.对于7/0.10镀锡绞合软铜线的导体,其内模药用0。
38的环钻石眼模,如果用其它环钨钢眼模,很容易刮掉锡粉堵塞眼模,造成断线;2>绝缘押出(芯线押出)外模确定芯线的押出方式通常是采用挤压式押出,眼模的大小与线径大小及绝缘材料有关,还与机头有关:A.PVC胶料:眼模与芯线直径一样大即可,对于SR-PVC类的半硬料,眼模比线材直径大0.1;B.HD-PE料:眼模比线材直径大0.1~0.3即可。
生产工艺和工艺流程卡
生产工艺和工艺流程卡生产工艺和工艺流程卡是生产过程中必不可少的两个工具,它们对于提高生产效率、保证产品质量以及监控生产进度具有重要意义。
本文将对生产工艺和工艺流程卡进行详细介绍和分析。
一、生产工艺概述生产工艺是指将原材料经过一系列变化和加工过程,最终转化为成品的过程。
它包括了原材料的准备、加工工序的安排和设备的操作等。
正确的生产工艺能够确保产品质量符合标准要求,并最大限度地提高生产效率。
二、生产工艺的要素1. 原材料准备:原材料准备是生产工艺的起始步骤,它包括原材料的选择、收集、储存和预处理等。
合理的原材料准备可以保证后续生产工艺的顺利进行。
2. 加工工序的安排:在生产过程中,不同的加工工序需要按照一定的顺序进行,以确保每个工序的顺利进行和相互配合。
加工工序的安排需要考虑到设备的利用率、人员的安排以及工序之间的依赖关系等因素。
3. 设备的操作:设备的操作是生产工艺中非常关键的一环,它直接关系到产品的质量和生产效率。
操作人员需要熟悉设备的使用方法,正确操作设备,并根据实际情况进行调整和修正。
三、工艺流程卡的作用工艺流程卡是一种用于记录和传达工艺信息的文档。
它包括了每个加工工序的具体要求、工艺参数和注意事项等,以及相关的检测要求和工序之间的依赖关系。
工艺流程卡的作用主要有以下几个方面:1. 规范化生产:工艺流程卡可以统一工艺操作,确保每个工序按照标准要求进行。
这有助于提高产品的质量稳定性,减少人为操作失误和产品变异。
2. 提高效率:工艺流程卡详细记录了每个工序的要求和参数,操作人员能够准确了解工艺和设备要求,从而提高生产效率和资源利用率。
3. 有利于质量控制:工艺流程卡中包含了检测要求和工序之间的依赖关系,可以帮助人员及时发现和解决生产中可能出现的问题,从而保证产品质量符合标准要求。
4. 提供生产数据支持:工艺流程卡中记录了每个工序的操作和参数,这些数据对于生产过程的监控和分析具有重要意义。
它们可以作为质量改进和生产优化的参考依据。
工艺卡(喷印)
STD:FM-A091-1.0(3/3)本文件及其内容为本公司之财产,未经授权不得复制。
作
业
指
导
书
深圳市XXX实业有限公司
文件编号:
WI – SPT – 06
批准
审核
制作
版本号:
V1.0
喷印工艺卡(丝印全检作业)
修改状态:
A
页码:
6/ 8
生效日期:
2002年6月25日
效期。
4.贮存条件:保持调油房整洁,通风、照明良好,防火、
防湿、防电等保护措施适当。
5.专人专管:一切责任由调油工担当,特别是油质的验
收,不合格油料判定及处理,重大问题必须报喷油部
主管处理,并对处理结果跟踪和验证。
STD:FM-A091-1.0(3/3)本文件及其内容为本公司之财产,未经授权不得复制。
作
业
指
导
书
深圳市XXX实业有限公司
文件编号:
WI – SPT – 06
批准
审核
制作
版本号:
V1.0
喷印工艺卡(喷油作业)
修改状态:
A
页码:
3/ 8
生效日期:
2002年6月25日
作业要求
1.依《喷油工日生产计划表》作业。
2.辅助工备好物料,并核对数量、型号,并记录《喷油工日生产计划表》的完
全情况。喷油工检验油枪、油柜、气压等是否运行良好,核对用油编号,并
1.工程PE依客户要求,结合工模、注塑、喷印等实际情况,及时合理打样,必要时同客户沟通。
2.样办经客户确认,保存客供资料、图纸,及时发放丝印图纸给相关部门、班组、人员。样办交品管部保存。
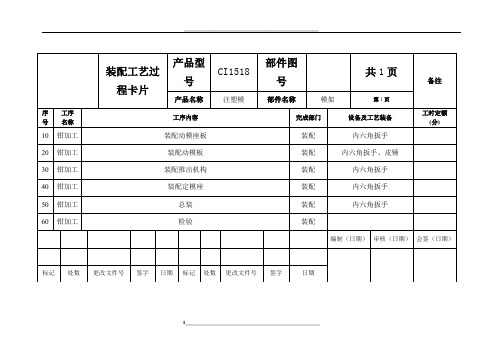
装配工艺过程卡和工序卡
共2页
产品名称
注塑模
部件名称
动模板
第2页
车间
装配
装配部分
动模板、型芯1、型芯2、导柱
工序号
20
工序名称
装配动模板
1-M8 22螺栓2-型芯13-动模板4-导柱5-型芯2
装配工艺卡片
产品型号
CI1518
部件图号
J30-1
共2页
产品名称
注塑模
部件名称
推出机构
第1页
车间
装配
装配部分
推杆固定板、推板、推杆、拉料杆、复位杆
装配工艺附图
产品型号
CI1518
部件图号
J50-1
共2页
产品名称
注塑模
部件名称
模架
第2页
车间
总装
装配部分
定模座、动模板、推出机构、动模座
工序号
50
工序名称
总装模架
工序号
30
工序名称
装配推出机构
工
序
号
工步内容
工艺装备及辅助材料
作业
时间
准备
时间
名称规格或编号
名称规格或编号
31
清理、去毛刺
棉纱、机油、锯条
32
找正
33
将6根φ6的推杆,1根拉料杆放入动模板上相应的推杆孔内。
(保证推杆、拉料杆与推杆固定板的垂直度,垂直精度为0.02)
34
将4根复位杆放入推杆固定板上的4个相应的孔。(保证复位杆与推杆固定板的垂直度,垂直精度为0.02,复位杆与推杆固定板为φ12F7/h6过渡配合)
装配工艺过程卡片
产品型号
CI1518
部件图号
铜合金铸造、锻造、加工工艺卡
检 验 包
卡尺 深度尺 千分尺 着色 UT探伤 硬度计 光谱 依照图纸、检验标准 木箱 托架 试棒 ==发货单 生效日期: 合格证 检验报告
备 注: 按铸造类型参照相应的铸造作业指导书 编制: 核对: 审核:
备 注: 操作方法参照机加工作业指导书 会签:
装 批准:
¢
锻造设备:
空 气 锤 扩 ℃ ℃ 孔 铣床 依照图纸 CNC
扩孔设备: 毛坯规格: 模具规格: 过程温度: 尺寸误差: 检测设备: 检验依据: 包装方式: 附件清单: 上模
扩Hale Waihona Puke 孔 机 下模 ℃浇锻造规格: 始锻温度: 终锻温度: 打 厚度误差: 参照端环锻造作业指导书 机 加 工 加工设备: 设备型号: 成品尺寸: 车床
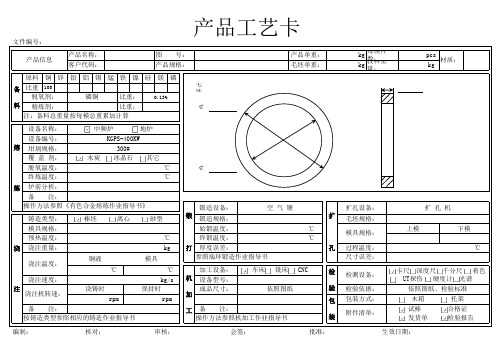
产品工艺卡
文件编号: 产品信息 产品名称: 客户代码: 图 号: 产品单重: 毛坯单重: 毛坯示意图 ¢ kg 每模件数: kg 投料重量: pcs kg 材质: 产品规格: 原料 铜 锌 铅 铝 锡 锰 铁 镍 硅 镁 磷 备 比重 100 0.13% 脱氧剂: 磷铜 比重: 料 精炼剂: 比重: 注:备料总重量按每模总重累加计算 设备名称: 中频炉 地炉 设备编号: KGPS-400KW 熔 坩埚规格: 300# 覆 盖 剂: 木炭 冰晶石 其它 脱氧温度: ℃ 终炼温度: ℃ 炼 炉前分析: 备 注: 操作方法参照《有色合金熔炼作业指导书》 铸造类型: 模具规格: 预热温度: 浇注重量: 浇注温度: 浇注速度: 注 浇注机转速: 浇铸时 rpm 棒坯 离心 砂型 ℃ kg 铜液 ℃ 模具 ℃ kg/s 保持时 rpm 锻
生产工艺卡(3篇)
第1篇一、产品名称:XX产品二、产品规格:XX型号三、生产批量:XX批次四、生产日期:XXXX年XX月XX日五、生产部门:XX车间六、生产人员:XX七、工艺流程:1. 原材料准备2. 模具准备3. 注塑成型4. 产品检验5. 产品装配6. 产品包装八、原材料要求:1. 原材料名称:XX材料2. 原材料规格:XX型号3. 原材料性能:具有良好的强度、韧性、耐磨性、耐腐蚀性等4. 原材料质量要求:符合国家标准或企业标准九、模具准备:1. 模具名称:XX模具2. 模具规格:XX型号3. 模具材料:不锈钢、铝合金等4. 模具质量要求:无砂眼、裂纹、变形等缺陷十、注塑成型:1. 注塑机型号:XX型号2. 注塑温度:XX℃3. 注塑压力:XXMPa4. 注塑时间:XX秒5. 注塑速度:XXmm/s6. 注塑注意事项:a. 模具预热至设定温度b. 严格按照工艺参数进行注塑c. 注意注塑过程中的压力、温度、时间等参数的调整d. 注塑完成后,待产品冷却至室温十一、产品检验:1. 检验项目:外观、尺寸、性能等2. 检验标准:符合国家标准或企业标准3. 检验方法:a. 外观检验:目测、触摸、量具测量等b. 尺寸检验:卡尺、千分尺等c. 性能检验:拉伸试验机、冲击试验机等十二、产品装配:1. 装配件名称:XX部件2. 装配件规格:XX型号3. 装配顺序:先装配内部零件,再装配外部零件4. 装配方法:手工装配、机械装配等5. 装配注意事项:a. 严格按照装配图纸进行装配b. 注意装配过程中的对位、紧固等操作c. 避免装配过程中产生划痕、变形等缺陷十三、产品包装:1. 包装材料:纸箱、气泡袋、胶带等2. 包装规格:XX型号3. 包装方法:将产品放入纸箱,用气泡袋填充,封箱,贴上标签4. 包装注意事项:a. 包装过程中注意轻拿轻放,避免产品损坏b. 标签信息准确,包括产品名称、规格、生产日期、批次等c. 包装牢固,确保产品在运输过程中不受损坏十四、生产过程中应注意的问题:1. 原材料质量:确保原材料符合要求,避免因原材料质量导致产品不合格2. 模具质量:定期检查模具,发现异常及时处理3. 注塑成型:严格按照工艺参数进行注塑,避免产品出现变形、气泡等缺陷4. 产品检验:严格进行产品检验,确保产品合格率5. 产品装配:注意装配过程中的对位、紧固等操作,避免产品出现装配缺陷6. 产品包装:确保包装牢固,防止产品在运输过程中损坏十五、生产过程中异常处理:1. 原材料异常:发现原材料质量问题时,及时与供应商沟通,确保原材料质量2. 模具异常:发现模具异常时,立即停止生产,修复或更换模具3. 注塑成型异常:发现产品出现变形、气泡等缺陷时,调整注塑参数,重新注塑4. 产品检验异常:发现产品不合格时,及时通知相关部门,查找原因,进行处理5. 产品装配异常:发现装配过程中出现缺陷时,及时修正,确保产品合格6. 产品包装异常:发现包装过程中出现问题时,及时调整包装方法,确保产品安全运输本生产工艺卡适用于XX产品生产过程中的各个环节,各部门应严格按照本工艺卡执行,确保产品质量。
注塑工艺卡模板
时间(S)
20
4 / / 背压 8 8 8
开位置 200 165 105 / /
5
6
关位置 195 0 0 / /
中子/顶出
作业注意事项:
脱模方式 压力 速度
时间
(S)
中子B进 100 70 行程控制
中子B退 100 60
6.5
位置、设定
审核/日期:
批准/日期:
速度 50 75 55 42 / 18 / /
储料 75 75 75 40
开位置 130 140 265 125 380
压力 95 100 95 75 / 45 / /
100 100 100 50 关位置 0 0 0 0 160
位置 300 120 35
0 / / / / 位置 100 165 334 15 顺序阀 阀门6 阀门7 阀门8 阀门9 阀门10
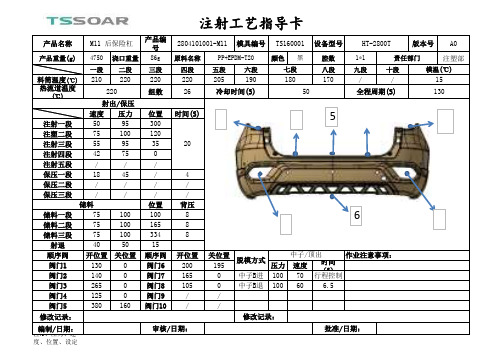
注射工艺指导卡
产品名称 产品重量(g)
M11 后保险杠
产品编 号
4750 浇口重量 86g
2804101001-M11 模具编号 TS160001
原料名称
PP+EPDM-T20
颜色 黑
设备型号 腔数
HT-2800T
版本号 A0
1*1
责任部门
注塑部
一段 二段
三段
四段
五段
六段
料筒温度(℃) 210
220
220
220
热流道温度
(℃)
220
组数
26
射出/保压
205
190
冷却时间(S)
七段
八段
180
170
50
九段
十段
/
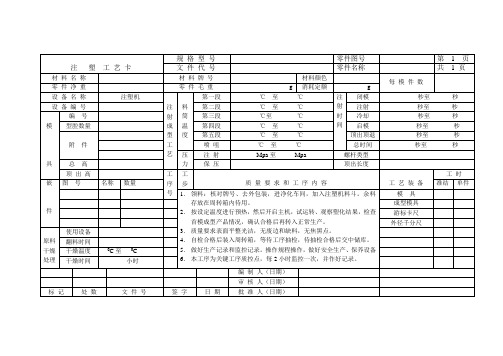
注 塑 工 艺 卡
总时间
秒至秒
压力
注射
Mpa至Mpa
螺杆类型
总高
保压
顶出长度
顶出高
工序号
工步
质量要求和工序内容
工艺装备
工时
嵌
件
图号
名称
数量
准结
单件
1.领料:核对牌号、去外包装,进净化车间,加入注塑机料斗。余料存放在周转箱内待用。
2.按设定温度进行预热,然后开启主机,试运转、观察塑化结果,检查首模成型产品情况,确认合格后再转入正常生产。
3.质量要求表面平整光洁,无废边和缺料,无焦黑点。
4.自检合格后装入周转箱,等待工序抽检,待抽检合格后交中储库。
5.做好生产记录和监控记录。操作规程操作,做好安全生产、保养设备
6.本工序为关键工序质控点,每2小时监控一次,并作好记录。
模具
成型模具
游标卡尺
外径千分尺
原料
干燥处理
使用设备
翻料时间
干燥温度
0C至0C
干燥时间
小时
编制人(日期)
审核人(日期)
标记
处数
文件号
签字
日期
批准人(日期)
注塑工艺卡
规格型号
零件图号
第1页
文件代号
零件名称
共1页
材料名称
材料牌号
材料颜色
每模件数
零件净重
零件毛重
消耗定额
g
设备名称
注塑机
注射成型工艺
料筒温度
第一段
℃至℃
注射时间
闭模
秒至秒
设备编号
第二段
℃至℃
注射
秒至秒
模
具
桥式起重机主梁焊接工艺
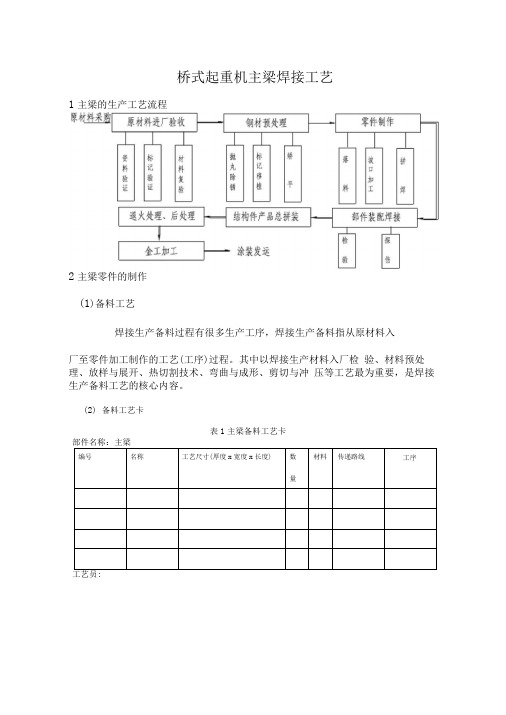
桥式起重机主梁焊接工艺1主梁的生产工艺流程2主梁零件的制作(1)备料工艺焊接生产备料过程有很多生产工序,焊接生产备料指从原材料入厂至零件加工制作的工艺(工序)过程。
其中以焊接生产材料入厂检验、材料预处理、放样与展开、热切割技术、弯曲与成形、剪切与冲压等工艺最为重要,是焊接生产备料工艺的核心内容。
(2)备料工艺卡表1主梁备料工艺卡(3)大型零件的拼接(盖板,腹板)要求:1画出拼接示意图,例如2焊接规范轮或碳弧气刨清根。
表2焊接工艺参数焊接层数 焊接方法 焊接设备型号(自己选)焊丝型号 电流(A ) 电压(V ) 焊接速度 mmK s 气体流量 L / min打底层其余层主梁的上下盖板和腹板拼接的对接焊缝均采用()坡口,自己定坡口,用砂(2)焊接工艺参数:(自己根据板厚确定层数)[-1 - -!■推荐参数参考表2 (根据自己确定的方法从表2选)表2焊接材料及焊接规范参数焊接方法焊接材料焊接规范备注电流/A 电压/V 焊接速度/cm/min自动埋弧焊焊丝:H08MnA焊剂:HJ431正面:500〜550反面:550~ 60030 〜34 30 〜42上、下翼缘板拼接自动埋弧焊焊丝:H08MnA焊剂:HJ431正面:520〜560反面:580〜62032 〜36 30 〜42主、副腹板拼接气体保护焊焊丝:ER50-6气体:80%A 叶20%CO封底:150〜160填充:260〜30020〜2326〜30—T型钢拼接自动埋弧焊焊丝:H08MnA焊剂:HJ431封底:480〜500填充:580〜60032 〜36 30 〜42主梁外侧腹板与翼缘板焊缝气体保护焊焊丝:ER50-6气体:80%A 叶20%CO封底:200〜250填充:260〜30024〜2628 〜34—其余角焊缝3主梁的装焊工艺(1)主梁的结构分析主梁上包括了上拱的起始点、跨距、跨距中心、轮架支承等桥架的基准点线。
而桥架的技术参数,如桥架的水平度、对角线、主梁的上拱度、旁弯、大车轨距、小车轨距、轨道的偏心度、直线度以及同一断面差等都是以主梁头部的轮架中心为基准的。
工艺过程中的备料工艺
工艺过程中的备料工艺
备料工艺是指在工艺过程中,将所需原材料准备好并进行预处理的一系列工艺步骤。
备料工艺主要包括以下几个环节:
1. 确定原材料种类和数量:根据产品要求和工艺要求,确定需要的原材料种类和数量。
2. 原材料采购:根据需求计划,与供应商进行沟通和协调,购买所需原材料。
3. 原材料检验:对采购的原材料进行检验,包括外观检查、尺寸检查、质量检测等,确保原材料符合要求。
4. 原材料储存:将检验合格的原材料进行储存,要求对原材料进行分类、标记,防止混淆和污染。
5. 原材料准备:根据工艺要求,对原材料进行预处理,如挤压、切割、研磨等,以便于后续工艺操作。
6. 配料混合:将多种原材料按照一定比例混合,以获得符合产品配方要求的混合料。
7. 配料检验:对混合料进行检验,包括成分检测、比重检测等,确保混合料质
量符合要求。
8. 包装和标识:对备料好的原材料进行包装,并进行标识,以方便后续工艺使用和管理。
以上是一般工艺过程中的备料工艺环节,具体的备料工艺步骤和方法还会因不同行业和产品的不同而存在一定差异。
化学反应工艺过程及工序卡片模板
化学反应工艺过程及工序卡片模板
本文档介绍了化学反应工艺的基本过程,以及编制工序卡片的
模板。
工序卡片是记录化学反应工艺中各个步骤的关键信息的重要
工具,它能够帮助操作人员准确执行相关工序。
1. 工艺过程
化学反应工艺是指将原料通过一系列的反应步骤转化为目标产
物的过程。
下面是化学反应工艺的基本步骤:
1. 原料准备:准备所需的原料,包括化学试剂、溶剂等。
2. 反应步骤:按照预定的实验方案,将原料按照一定的比例加
入反应中进行反应。
反应过程中可能需要控制温度、pH值等条件。
3. 反应监控:监测反应过程中的关键参数,如温度、压力、反
应物消耗量等,以确保反应正常进行。
4. 反应终止:根据反应条件,合适的时机终止反应,并采取相
应的措施来停止反应。
5. 产物提取:从反应混合物中提取目标产物,可以通过过滤、
结晶、萃取等方法。
6. 产物处理:对提取得到的产物进行必要的处理,如干燥、洗
涤等。
7. 产品收集:收集处理后的产物,并进行包装、标识等操作。
2. 工序卡片模板
编制工序卡片是为了记录和传递化学反应工艺中各个步骤的关
键信息。
下面是一个工序卡片的模板:
工序卡片
在工序卡片中,每个工序都有对应的编号、工序名、工序目的、所需原料、操作步骤、关键参数和安全注意事项等信息。
通过填写工序卡片,操作人员可以清晰地了解每个工序的要求和注意事项,从而确保化学反应工艺的准确执行。
以上就是化学反应工艺过程及工序卡片模板的内容。
希望本文档对您有所帮助!。
加工工艺单模板

A
Operater
加工起止日期
不良品单号:NA
实际工时 Act. Time
S
F
数量 Qty
操作者 Operator
检验Inspect
加工工艺单 Part Fabrication Work Order 工艺单编号 Work order No:
订单编号Order No. 材料Material: 硬度Hardness: HRC58-60 客户Customer : 零件名称Part Name: 数量Qty.
图纸版本号No.
SH-MOLEX 凸模 1
说明: MP__备料 L_车床 M_铣床 SG__平面磨 FG_成型磨 EDM__电火花 WEDM__慢走丝 PG__光曲磨 CNC_加工中心 SEDM_电穿孔 Jபைடு நூலகம்_坐标磨 HW/C_快走丝 D_钻床 ST_表面处理 E_外包 QA_成检
FRPE001-Rev.A
日期 Date 检验员 Checker
备注Remarks
备料 备料(退火状态):φ 20×50mm(材料T8A) 车 车台阶到尺寸,车安装及工作端到φ 11mm 使硬度达58—62 HRC
5 热处理 淬火 9 11
6 外圆磨 磨安装及工作端到尺寸 钳工 装配到凸模固定板后,磨尾部与凸模固定板平齐 钳工 总装配
of Drawing Version
签单日期Issue date: 预计完成日期Due date: 确认Check by :
工艺单版本号No.
补 单 类 型
什么是工艺规程过程卡工序卡
什么是工艺规程过程卡工序卡工艺规程过程卡,又称工序卡,是一种用于记录和传递产品加工工艺信息的重要文档。
它详细描述了产品的生产工艺流程、工艺参数、工艺要求等内容,以便操作工人能够正确、高效地完成产品的加工任务。
工艺规程过程卡在制造业中起着重要的作用,下面将从定义、作用、编制以及优化等方面进行阐述。
一、定义工艺规程过程卡是指在产品的生产加工过程中使用的一种文件,它描述了产品的工艺流程、工序要求、操作方法、工艺参数等信息。
它是生产计划和制造操作的依据和指导,也是传递工艺信息和质量要求的重要工具。
二、作用1. 指导生产操作:工艺规程过程卡详细描述了产品的加工流程和操作方法,使得操作工人能够明确了解每个工序的要求,从而正确地操作和控制每个环节,保证产品的质量和稳定性。
2. 保证产品质量:工艺规程过程卡中包含了产品的工艺要求和参数,操作工人按照规程进行操作,能够确保产品在生产过程中符合质量标准,并提供了产品质量追溯的依据。
3. 提高生产效率:工艺规程过程卡将生产流程和要求进行了系统化的规定,减少了操作工人在生产过程中的犹豫和纠结,提高了生产效率和生产线的整体协调性。
三、编制编制工艺规程过程卡需要考虑以下几个方面:1. 工艺流程:根据产品的加工要求,确定每个工序的顺序和关系。
2. 工艺参数:确定每个工序的加工参数,如温度、压力、时间等。
3. 工艺要求:根据产品的质量标准和设计要求,确定每个工序的工艺要求,如表面粗糙度、尺寸精度等。
4. 操作方法:详细描述每个工序的具体操作方法和注意事项。
5. 质量控制点:确定每个工序的关键质量控制点,并设立相应的检测和控制措施。
四、优化为了进一步提高工艺规程过程卡的效果和操作性,可以进行以下优化措施:1. 标准化:制定统一的编制标准和规范,使得所有的工艺规程过程卡具备相同的格式和内容要求。
2. 更新与修改:定期对工艺规程过程卡进行更新和修订,及时反映产品设计和工艺改进的要求。
工艺技术卡模板

工艺技术卡模板工艺技术卡模板技术卡编号:【填写技术卡编号】1. 产品信息产品名称:【填写产品名称】产品规格:【填写产品规格】产品材质:【填写产品材质】产品工艺:【填写产品工艺】制造厂家:【填写制造厂家】产品图片:【插入产品图片】2. 工艺流程【在此处填写详细的工艺流程,包括每个工艺步骤的具体操作步骤、所需设备及工艺参数等信息】3. 设备清单【在此处列出所有所需设备的清单,并包括设备名称、型号、数量及所需特殊配置等信息】4. 环境要求工艺温度:【填写工艺温度】工艺湿度:【填写工艺湿度】工艺压力:【填写工艺压力】5. 工艺参数【在此处列出所有工艺步骤的参数要求,包括温度、湿度、压力、速度等信息】6. 检验项目及标准检验项目:【填写检验项目】检验标准:【填写检验标准】7. 工艺控制点【在此处列出每个工艺步骤的关键控制点以及控制措施】8. 工艺关键点【在此处列出工艺中的关键点,以及对于每个关键点的特殊处理要求】9. 安全注意事项【在此处列出工艺操作过程中的安全注意事项,包括防护措施、防火防爆措施等信息】10. 质量控制【在此处列出对于产品质量控制的要求,包括尺寸精度、表面质量、力学性能等信息】11. 工艺改进意见【在此处列出对于现有工艺的改进意见和建议,包括提高工艺效率、降低成本、改善产品质量等方面的建议】备注:【在此处填写其他需要备注的信息,如特殊工艺用料、特殊工艺要求等】以上所列信息为对产品的工艺技术要求以及控制措施的记录,以确保产品在生产过程中达到预期质量标准和工艺要求。
技术卡应在生产过程中随时可查,以方便操作人员进行操作和工艺控制。
所有数据和参数应根据实际情况进行填写,并保持及时更新。