FANUC伺服驱动系统故障分析诊断
FANUCαi系列进给伺服驱动系统典型故障诊断与维修

第 8卷 第 2期
20 0 8年 6月
南 京 工 业 职 业 技 术 学 院 学 报
Junl f aj gIst eo I ut eh ooy ora o N ni ntu f n syT c nl n it d r g
的任务就是要完 成各 坐标轴 运 动的 位置控 制 及速 度控 制。 数控 机 床 进 给 伺 服 系统 的组 成 框 图 如 图 l 示 , 是 一 个 双 所 它 闭 环 系统 , 环是 速 度 环 , 环 是 位 置环 。 内 外
础 上 作 了性 能 改 进 。 产 品通 过 特 殊 的磁 路 设 计 与 精 密 的 电
伺 服 系统 是 数 控 机 床 的 主要 部 分 , 一 台数 控 机 床 中一 在 般 有 多 套 。 由于 它 和 机 械部 分 有 联 接 , 以 出现 故 障 的 机 会 所
1 F UC o AN q系列进 给 伺 服 驱 动装 置 的控 制 原 理 与 连接
1 1 控 制原 理 .
制 系统 。 1 2 F U q系 列进 给 伺 服驱 动 装 置 的 连接 . AN C o 系 列 伺 服 模 块 连 接 图 如 图 2所 示 。x 轴 模 块 上 P N 、
到位置控制指令 , 同时 , 置检测装 置将实 际位 置检测信 号 位
反馈 给数 控 系 统 , 成 全 闭环 或 半 闭 环 的 位 置 控 制 。经 位 置 构 比较后 , 数控 系 统 输 出 速 度 控 制 指 令 至 各 坐 标 轴 的 驱 动 装 置 , 速 度控 制 单 元 驱 动 伺 服 电 动 机 , 动 滚 珠 丝 杠 传 动 进 经 带 行 进 给运 动 , 成 位 置 环 控制 。伺 服 电 动 机 上 的 测 速 装 置 将 完 电 动机 转 速 信 号 与速 度 控 制 指 令 比较 , 成 速 度 环 控 制 。 因 构
FANUC伺服报警与故障处理
Pulse error (separate)
分离型编码器脉冲错误
3.3.7(2)
384
Soft phase alarm (separate)
相位错误
3.3.7(2)
385
Serial data error (separate)
分离型编码器串行数据错误
3.3.7(3)
386
Data transfer error (separate)
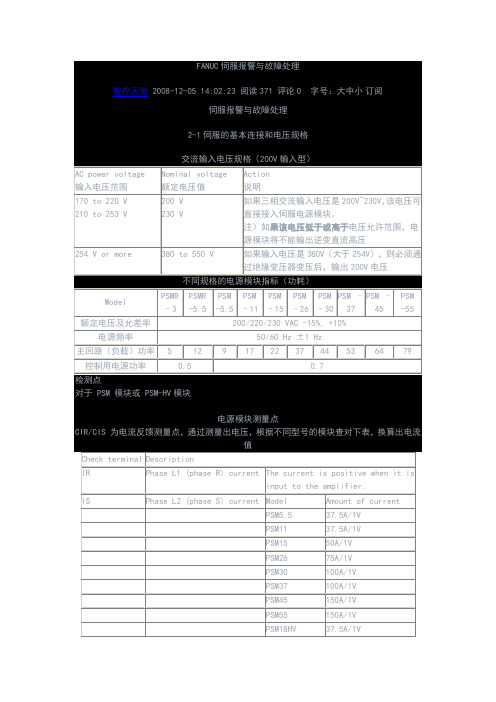
200 V
230 V
如果三相交流输入电压是200V~230V,该电压可直接接入伺服电源模块。
注)如果该电压低于或高于电压允许范围,电源模块将不能输出逆变直流高压
254 V or more
380 to 550 V
如果输入电压是380V(大于254V),则必须通过绝缘变压器变压后,输出200V电压
不同规格的电源模块指标(功耗)
驱动器 控制电压欠电压
3.2
435
5
Inverter: DC link undervoltage
驱动器直流环欠电压
3.2
436
Soft thermal (OVC)
软过热(过电流)
3.3.3
437
01
Converter: input circuit overcurrent
逆变器输入回路过电流
3.1
438
53
64
79
控制用电源功率
0.5
0.7
检测点
对于 PSM 模块或 PSM-HV模块
电源模块测量点
CIR/CIS 为电流反馈测量点,通过测量出电压,根据不同型号的模块查对下表,换算出电流值
Check terminal
FANUC数控系统故障现象分析与处理

FANUC数控系统故障现象分析及处理1.FS6系列,第一机床厂的CK6140数控车床(系统:system-3TD31-05。
CNC主板型号:A20B-0008-0200.211。
主轴伺服控制板型号:A350-0008-T372/04。
)例1 车床主轴无论正、反转,运转约5min后,按停止按钮,主轴旋转不能立即停止(无制动),若再启动机床主轴(不论方向如何)时,机床CRT无显示报警号,主轴驱动器控制板上的LED3灯亮,机床不能运行。
分析排除:该车床为直流主轴驱动,LED3灯亮的原因是直流电机输入电源相序不正确或缺相造成,由于机床已使用过,接线未动,不可能是相序不正确,应是缺相造成。
缺相原因可能是某个晶闸管损坏或驱动器未触发其晶闸管工作转换(逆变)。
因主轴开始能运行一段时间,只要不是热稳定性差应是未触发晶闸管工作转换(逆变)所致。
速度反馈回路、电流反馈回路及其控制电路是造成未触发晶闸管工作转换(逆变)的主要原因。
故①查主轴编码器及其传动,传动无松动,编码器工作正常,说明速度反馈回路正常。
②更换主轴伺服控制板备用板,故障现象未改变(该板在另一台车床上试用正常),说明控制回路正常。
③在电流反馈回路上,因未检测到零电流,系统撤消了触发脉冲,出现逆变颠覆导致缺相报警,更换电流互感器后故障消除。
例2 用换刀指令开始找不到刀位号,经修理刀架又不能锁紧,但在所指定的刀位处刀架有停顿现象,然后刀架继续旋转。
分析排除:刀架找不到刀位号一般是接近开关无DC24V或8个接近开关中有损坏的。
刀架不能锁紧一般是刀架电机反转延时参数不对,或刀架夹紧到位限位开关不起作用,或锁紧机构有故障。
经关机后用手盘刀架电机,刀架锁紧正常,说明锁紧机构正常,用万用表查限位开关,动作和线路正常,说明不是限位开关不起作用。
故①查接近开关无DC24V,系电源线端脱焊所致。
②焊好脱线后,刀架能在指定刀位有停顿现象,但刀架未锁紧,说明刀架PLC输入输出信号正常,进一步检查系夹紧延时参数不对所致,调整后故障排除。
发那克(FANUC)故障与维修经验总结1

fanuc伺服驱动器的常见故障(1)
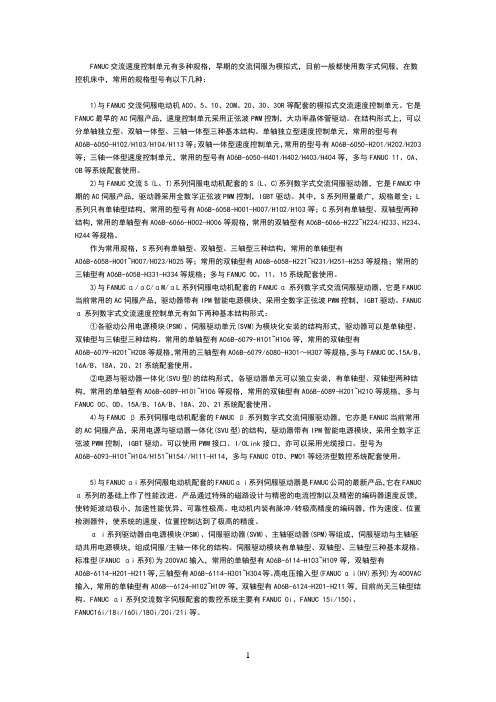
FANUC交流速度控制单元有多种规格,早期的交流伺服为模拟式,目前一般都使用数字式伺服,在数控机床中,常用的规格型号有以下几种:1)与FANUC交流伺服电动机AC0、5、10、20M、20、30、30R等配套的模拟式交流速度控制单元。
它是FANUC最早的AC伺服产品,速度控制单元采用正弦波PWM控制,大功率晶体管驱动。
在结构形式上,可以分单轴独立型、双轴一体型、三轴一体型三种基本结构。
单轴独立型速度控制单元,常用的型号有A06B-6050-H102/H103/H104/H113等;双轴一体型速度控制单元,常用的型号有A06B-6050-H201/H202/H203等;三轴一体型速度控制单元,常用的型号有A06B-6050-H401/H402/H403/H404等,多与FANUC 11、0A、0B等系统配套使用。
2)与FANUC交流S (L、T)系列伺服电动机配套的S (L、C)系列数字式交流伺服驱动器,它是FANUC中期的AC伺服产品,驱动器采用全数字正弦波PWM控制,IGBT驱动。
其中,S系列用量最广,规格最全;L 系列只有单轴型结构,常用的型号有A06B-6058-H001-H007/H102/H103等;C系列有单轴型、双轴型两种结构,常用的单轴型有A06B-6066-H002-H006等规格,常用的双轴型有A06B-6066-H222~H224/H233、H234、H244等规格。
作为常用规格,S系列有单轴型、双轴型、三轴型三种结构,常用的单轴型有A06B-6058-H001~H007/H023/H025等;常用的双轴型有A06B-6058-H221~H231/H251-H253等规格;常用的三轴型有A06B-6058-H331-H334等规格;多与FANUC 0C、11、15系统配套使用。
3)与FANUC α/αC/αM/αL系列伺服电动机配套的FANUC α系列数字式交流伺服驱动器,它是FANUC 当前常用的AC伺服产品,驱动器带有IPM智能电源模块,采用全数字正弦波PWM控制,IGBT驱动。
FANUC常见伺服报警及解决方法
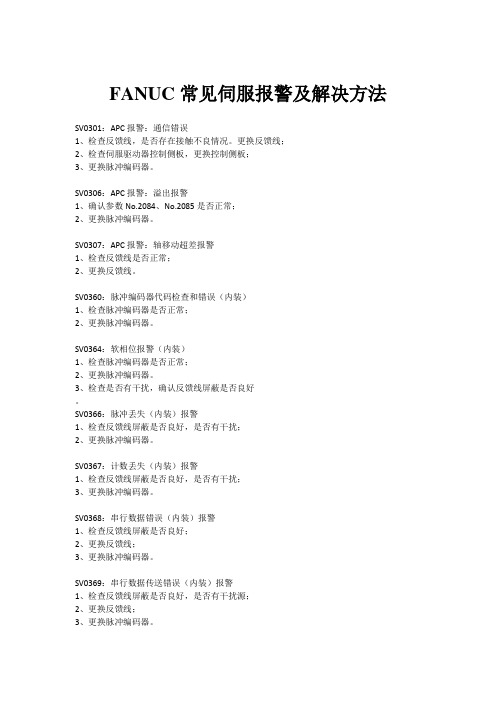
FANUC常见伺服报警及解决方法SV0301:APC报警:通信错误1、检查反馈线,是否存在接触不良情况。
更换反馈线;2、检查伺服驱动器控制侧板,更换控制侧板;3、更换脉冲编码器。
SV0306:APC报警:溢出报警1、确认参数No.2084、No.2085是否正常;2、更换脉冲编码器。
SV0307:APC报警:轴移动超差报警1、检查反馈线是否正常;2、更换反馈线。
SV0360:脉冲编码器代码检查和错误(内装)1、检查脉冲编码器是否正常;2、更换脉冲编码器。
SV0364:软相位报警(内装)1、检查脉冲编码器是否正常;2、更换脉冲编码器。
3、检查是否有干扰,确认反馈线屏蔽是否良好。
SV0366:脉冲丢失(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰;2、更换脉冲编码器。
SV0367:计数丢失(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰;3、更换脉冲编码器。
SV0368:串行数据错误(内装)报警1、检查反馈线屏蔽是否良好;2、更换反馈线;3、更换脉冲编码器。
SV0369:串行数据传送错误(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰源;2、更换反馈线;3、更换脉冲编码器。
SV0380:分离型检查器LED异常(外置)报警1、检查分离型接口单元SDU是否正常上电;2、更换分离型接口单元SDU。
SV0385:串行数据错误(外置)报警1、检查分离型接口单元SDU是否正常;2、检查光栅至SDU之间的反馈线;3、检查光栅尺。
SV0386:数据传送错误(外置)1、检查分离型接口单元SDU是否正常;2、检查光栅至SDU之间的反馈线;3、检查光栅尺。
SV0401:伺服准备就绪信号断开1、查看诊断No.358,根据No.358的内容转换成二进制数值,进一步确认401报警的故障点。
2、检查MCC回路;3、检查EMG急停回路;4、检查驱动器之间的信号电缆接插是否正常;5、更电源单元。
同步控制中SV0407:误差过大报警1、检查同步控制位置偏差值;2、检查同步控制是否正常。
FANUC进给伺服系统故障诊断与案例分析(2)

第三章FANUC进给伺服系统故障诊断与案例分析在日常的数控机床故障维修中,除了外围的系统报警外,我们还会遇到伺服类报警、编码器报警和通信类报警。
FANUC系统为故障的检查和分析提供了许多报警号码和LED报警代码显示。
通过这些报警号码和LED显示的代码,我们就可以从中分析故障的原因,从而采取合理的手段排除故障。
3.1 伺服模块LED报警代码内容分析当伺服单元出现故障时,系统会出现“4# #”报警。
一般伺服模块都有状态显示窗口(LED),则在显示窗口中显示相应的报警代码。
FANUC系统常用的伺服模块有α、αi、β、βi系列。
见图3-1(常用的FANUC伺服驱动装置)α系列伺服单元β系列伺服单元βi系列伺服单元α系列伺服模块αi系列伺服模块图3-1常用的FANUC伺服驱动装置FANUC系统伺服模块输入为交流三相200V,伺服模块电源是电源模块的直流电源300V,电动机的再生能量通过电源模块反馈到电网中,一般主轴驱动装置是串行数字控制装置时,进给轴驱动装置采用伺服模块。
下图3-2是一个标准数控车床驱动装置连接图片。
左边是电源模块,中间是双轴伺服模块,右边是串行数字主轴模块。
图3-3是一个标准数控加工中心驱动装置连接图片。
左边是电源模块,其次是串行数字主轴模块,其他是两块伺服模块。
图3-4是αi系列伺服模块连接原理图。
图3-2数控车床α系列伺服模块连接图3-3 数控加工中心αi系列伺服模块连接图3-4 αi系列伺服模块连接原理图稍微早期的α系列伺服模块和目前广泛使用的αi系列伺服模块的输入都是交流三相200V,伺服模块电源是电源模块的直流电源300V。
α系列伺服模块CNC与模块、模块之间的连接是电缆,而αi系列伺服模块与CNC、模块之间的连接是光缆,采用是FANUC伺服串行总线FSSB。
通过光缆连接取代了电缆连接,不仅保证了信号传输的速度,而且保证了传输的可靠性,并降低了故障率。
3.1.1交流α/αi系列SVM伺服单元故障与解决方法交流α系列SVM伺服单元连接见图3-5,交流αi系列伺服模块连接见图3-6。
FANUC系统故障分析

例 1: 伺服报警 414# 、 410#台湾省产FTC-30 数控车床在加工过程中出现 414# 、 410# 报警 , 动力停止。
关闭电源再开机 ,X 轴移动时机床振颤 , 后又出现报警并动力停止。
查系统维修手册 , 报警信息为伺服报警、检测到 X 轴位置偏差大。
根据现象分析 , 认为可能有以下原因 :(1) 伺服驱动器坏 ;(2)X 轴滚珠丝杠阻滞及导轨阻滞。
针对原因 (1), 调换同型号驱动器后试机 , 故障未能排除。
针对故障(2), 进入伺服运转监视画面 , 移动轴观察驱动器负载率 , 发现明显偏大 , 达到 250%-300%。
判断可能为机械故障。
拆开 X 轴防护罩 , 仔细检查滚珠丝杠和导轨均未发现异常现象。
机床 X 轴水平倾斜45º 安装 , 应有防止其下滑的平衡块或制动装置 , 检查中未发现平衡块 , 但机床说明书电器资料显示 PMC 确有 X 轴刹车释放输出接点 , 而对比同型机床该接点输出正常。
检查机床厂设置的 I/0 转接板 , 该点输出继电器工作正常 , 触点良好 , 可以输出 110V 制动释放电压。
据此可断定制动线圈或传输电缆有故障。
断电后 , 用万用表检测制动线圈直流电组及绝缘良好 , 两根使用的电缆中有一根已断掉。
更换新的电缆后开机试验 , 一切正常。
此故障虽然是有系统报警 , 但直接原因却是电缆断线。
这一故障并不常见机床厂家在安装整机时处理不当或电器件压接不牢靠通常却都能引起一些故障而此类故障分析查找原因较麻烦。
例 2: 系统制 # 报警1000 型加工中心在加工时出现 409# 报警 , 停机重开可继续加工 , 加工中故障重现。
发生故障时 , 主轴驱动放大器处于报警状态,显示56号报警。
维修手册说明为控制系统冷却风扇不转或故障。
拆下放大器检查 , 发现风扇油污较多 , 清洗后风干, 装上试机故障未排除。
拆下放大器打开检查 , 发现电路板油污严重, 且有金属粉尘附着。
数控铣床 FANUC 系统故障分析与排除
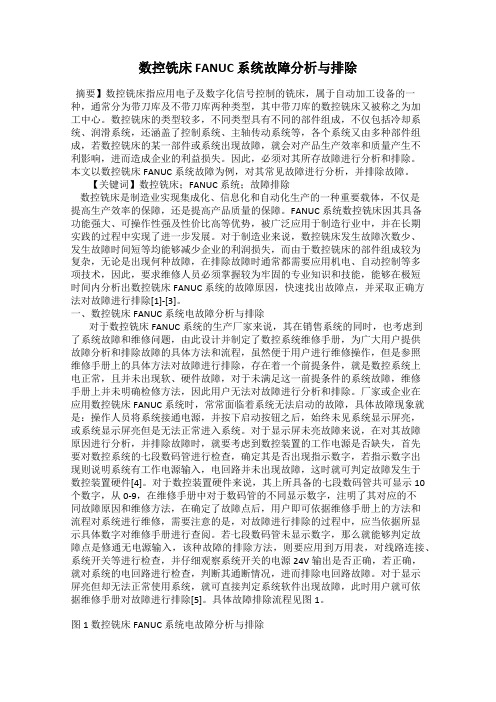
数控铣床 FANUC 系统故障分析与排除摘要】数控铣床指应用电子及数字化信号控制的铣床,属于自动加工设备的一种,通常分为带刀库及不带刀库两种类型,其中带刀库的数控铣床又被称之为加工中心。
数控铣床的类型较多,不同类型具有不同的部件组成,不仅包括冷却系统、润滑系统,还涵盖了控制系统、主轴传动系统等,各个系统又由多种部件组成,若数控铣床的某一部件或系统出现故障,就会对产品生产效率和质量产生不利影响,进而造成企业的利益损失。
因此,必须对其所存故障进行分析和排除。
本文以数控铣床FANUC系统故障为例,对其常见故障进行分析,并排除故障。
【关键词】数控铣床;FANUC系统;故障排除数控铣床是制造业实现集成化、信息化和自动化生产的一种重要载体,不仅是提高生产效率的保障,还是提高产品质量的保障。
FANUC系统数控铣床因其具备功能强大、可操作性强及性价比高等优势,被广泛应用于制造行业中,并在长期实践的过程中实现了进一步发展。
对于制造业来说,数控铣床发生故障次数少、发生故障时间短等均能够减少企业的利润损失,而由于数控铣床的部件组成较为复杂,无论是出现何种故障,在排除故障时通常都需要应用机电、自动控制等多项技术,因此,要求维修人员必须掌握较为牢固的专业知识和技能,能够在极短时间内分析出数控铣床FANUC系统的故障原因,快速找出故障点,并采取正确方法对故障进行排除[1]-[3]。
一、数控铣床FANUC系统电故障分析与排除对于数控铣床FANUC系统的生产厂家来说,其在销售系统的同时,也考虑到了系统故障和维修问题,由此设计并制定了数控系统维修手册,为广大用户提供故障分析和排除故障的具体方法和流程,虽然便于用户进行维修操作,但是参照维修手册上的具体方法对故障进行排除,存在着一个前提条件,就是数控系统上电正常,且并未出现软、硬件故障,对于未满足这一前提条件的系统故障,维修手册上并未明确检修方法,因此用户无法对故障进行分析和排除。
FANUC交流伺服驱动系统故障维修举例

FANUC交流伺服驱动系统故障维修举例例244~245.加工过程中出现过热报警的故障维修例244.故障现象:某配套FANUC 0T MATE系统的数控车床,在加工过程中,经常出现伺服电动机过热报警。
分析与处理过程:本机床伺服驱动器采用的是FANUC S系列伺服驱动器,当报警时,触摸伺服电动机温度在正常的范围,实际电动机无过熟现象。
所以引起故障的原因应是伺服驱动器的温度检测电路故障或是过热检测热敏电阻的不良。
通过短接伺服电动机的过热检测热敏电阻触点,再次开机进行加工试验,经长时间运行,故障消失,证明电动机过热是由于过热检测热敏电阻不良引起的,在无替换元件的条件下,可以暂时将其触点短接,使其系统正常工作。
例245.故障现象:某配套FANUC 0T MATE系统的数控车床,在加工过程中,经常出现X轴伺服电动机过热报警。
分析与处理过程:故障分析过程同上例,经检查X轴伺服电动机外表温度过高,事实上存在过热现象。
测量伺服电动机空载工作电流,发现其值超过了正常的范围。
测量各电枢绕组的电阻,发现A相对地局部短路;拆开电动机检查发现,由于电动机的防护不当,在加工时冷却液进入了电动机,使电动机绕阻对地短路。
修理电动机后,机床恢复正常。
例246.驱动器出现OVC报警的故障维修故障现象:某配套FANUC 0T-C系统、采用FANUC S系列伺服驱动的数控车床,手动运动X轴时,伺服电动机不转,系统显示ALM414报警。
分析与处理过程:FANUC 0T-C出现ALM 414报警的含义是“X轴数字伺服报警”,通过检查系统诊断参数DGN720~723,发现其中DGN720 bit5=l,故可以确定本机床故障原因是X轴OVC(过电流)报警。
分析造成故障的原因很多,但维修时最常见的是伺服电动机的制动器未松开。
在本机床上,由于采用斜床身布局,所以X轴伺服电动机上带有制动器,以防止停电时的下滑。
经检查,本机床故障的原因确是制动器未松开:根据原理图和系统信号的状态诊断分析,故障是由于中间继电器的触点不良造成的,更换继电器后机床恢复正常。
伺服(反馈部分)故障

伺服(反馈部分)故障目录案例1(例308)B轴转动不能停止1案例2(例309)高速进给时出现振荡2案例3(例310)X轴出现“栽刀”现象3案例4(例311)位置偏差大于设定值4案例5(例312)加工尺寸无规律变化6案例6(例313)加工的工件全部报废7案例7(例314)移动尺寸偏离设置值8案例8(例315)工件表面出现周期性振纹9案例1(例308)B轴转动不能停止机床型号: BX-110P—Ⅱ型卧式加工中心。
数控系统: FANUC 11M。
故障现象:在自动加工过程中,B轴完成加工的尺寸后,仍然转动不停。
提示:这台加工中心共有X、Y、Z、W、B五个伺服轴,其中B轴为工作台的转轴。
分析原因是B轴的位置反愤元件有问题。
检查分析1)B轴的位置反馈元件是感应同步器,其定尺上有两组线圈—正弦绕组和余弦绕组。
用万用表进行测量,发现正弦绕组与机床外壳的阻值为零。
2)感应同步器是与旋转工作台装配在一起的,这个工作台的机械结构比较复杂,拆卸相当麻烦。
将保护感应同步器的铁质圆盘打开时,便有大量的机油流出。
用棉纱擦拭干净后,发现正弦绕组被紧密地包裹在铝箔内部,难以打开。
3)为了查找短路点,小心翼翼地揭开铝箔,发现正弦绕组是由直径细小的漆包线所绕成的。
为了保护线圈,绕组外部又浸了一层绝缘漆。
此时再测量,正弦绕组与机床外壳的阻值恢复到无穷大状态。
说明短路点是在正弦绕组中,原因是机油透过铝箔流进绕组,长期浸润后造成绝缘漆破坏,绕组与铝箔相碰,铝箔又与保护圆盘直接相连,形成电气短路。
故障处理:铝箔损坏后难以修复。
只能去掉铝箔,更换油封,采取措施防止机油滲入绕组线图中。
如此处理后,故障得以排除。
另有一台HC-800型卧式数控加工中心,出现B轴不旋转(有时旋转不到位)的故障,检查B轴的各个限位开关,发现其中一只因螺钉松动而发生位移,撞块未能将开关压上,有关信号无法传递。
调整开关位置,紧固螺钉后,机床恢复正常工作。
案例2(例309)高速进给时出现振荡机床型号: CINCINNATI型四坐标轴数控铣床。
发那科FANUC系统的PSMSPM故障分析及排除

2.如果是小电源模块,可能是主回路电路板故障。
11
PSM的LED无显示。
控制侧板的电源回路故障。
1.检查输入交流200V是否正常,如果没有,检查输入回路。
2.如果200V正常,则更换电源控制侧板。
2.αi系列电源模块PSMR
序号
故障症兆
原因分析
解决方法
1
PSMR显示--(两横),系统显示401,各轴显示DRDY OFF报警。
3.检查风扇的插座电源24V是否正常(红线+24V,黑线0V,黄线报警线,拔下有5V,如果电压不对,更换控制板。
3
PSMR显示04报警。
控制板检测到直流侧低电压报警。
1.检查主轴模块(PSM)或伺服模块(SVM)是否有短路故障。
2.检查三个IGBT导通压降是否正常,如果有异常的更换,并更换驱动板和坏的驱动电阻。
1.检查SVM是否有故障(按前面的所述方法)。
2.检查PSM的*ESP是否断开,正常情况是短路的。如果开路,查外部*ESP电气回路。
3.用万用表检查MCC进线的三相200V(也有380V的高压类型的)是否有缺相。
4.检查MCC的触点和线圈是否有故障。
5.观察MCC是否吸合后马上断开,如果根本没有吸合,再仔细听PSM的小继电器是否有一下响声,如果有,则证明PSM本身是好的,更换继电器,或检查MCC输出线以及MCC的交流电源。
2.如果更换IPM模块后还有报警,将SPM单元送FANUC修理。
3
PSM-15,PSM-26,PAM-30的LED显示01报警
检测到主回路电流异常。
1.用万用表检查主回路的U、V、W对+,-的导通压降,如果有异常,更换IGBT模块。同时更换驱动板A20B-2902-0390,并检查主回路底板上的六组驱动电阻,6.2欧和10k欧,如果有阻值不对的,更换。
FANUC常见伺服报警及解决方法
FANUC常见伺服报警及解决方法SV0301:APC报警:通信错误1、检查反馈线,是否存在接触不良情况。
更换反馈线;2、检查伺服驱动器控制侧板,更换控制侧板;3、更换脉冲编码器。
SV0306:APC报警:溢出报警1、确认参数No.2084、No.2085是否正常;2、更换脉冲编码器。
SV0307:APC报警:轴移动超差报警1、检查反馈线是否正常;2、更换反馈线。
SV0360:脉冲编码器代码检查和错误(内装)1、检查脉冲编码器是否正常;2、更换脉冲编码器。
SV0364:软相位报警(内装)1、检查脉冲编码器是否正常;2、更换脉冲编码器。
3、检查是否有干扰,确认反馈线屏蔽是否良好。
SV0366:脉冲丢失(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰;2、更换脉冲编码器。
SV0367:计数丢失(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰;3、更换脉冲编码器。
SV0368:串行数据错误(内装)报警1、检查反馈线屏蔽是否良好;2、更换反馈线;3、更换脉冲编码器。
SV0369:串行数据传送错误(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰源;2、更换反馈线;3、更换脉冲编码器。
SV0380:分离型检查器LED异常(外置)报警1、检查分离型接口单元SDU是否正常上电;2、更换分离型接口单元SDU。
SV0385:串行数据错误(外置)报警1、检查分离型接口单元SDU是否正常;2、检查光栅至SDU之间的反馈线;3、检查光栅尺。
SV0386:数据传送错误(外置)1、检查分离型接口单元SDU是否正常;2、检查光栅至SDU之间的反馈线;3、检查光栅尺。
SV0401:伺服准备就绪信号断开1、查看诊断No.358,根据No.358的内容转换成二进制数值,进一步确认401报警的故障点。
2、检查MCC回路;3、检查EMG急停回路;4、检查驱动器之间的信号电缆接插是否正常;5、更电源单元。
同步控制中SV0407:误差过大报警1、检查同步控制位置偏差值;2、检查同步控制是否正常。
FANUC伺服系统的故障诊断与维修

FANUC伺服系统的故障诊断与维修阅读:586伺服系统的故障诊断,虽然由于伺服驱动系统生产厂家的不同,在具体做法上可能有所区别,但其基本检查方法与诊断原理却是一致的。
诊断伺服系统的故障,一般可利用状态指示灯诊断法、数控系统报警显示的诊断法、系统诊断信号的检查法、原理分析法等等。
FANUC伺服驱动系统与FANUC数控系统一样,是数控机床中使用最广泛的伺服驱动系统之一。
从总体上说,FANUC伺服驱动系统可以分为直流驱动与交流驱动两大类。
如前所述,直流驱动又有SCR速度控制单元与PWM速度控制单元两种形式;交流驱动分模拟式交流速度控制单元与数字式交流速度控制单元两种形式。
在1985年以前生产的数控机床上,一般都采用直流伺服驱动,其配套的控制系统有FANUC的FS5、FS6、FS7系统等。
随后生产的数控机床上,一般都采用交流伺服驱动,其配套的控制系统有FANUC 的FS0、FSll、FSl5/16系统等。
5.2.1 FANUC直流伺服系统的故障诊断与维修直流伺服系统一般用于20世纪80年代中期以前生产的数控机床上,这些数控机床虽然距今已经有二十多年,但由于当时数控系统的价格十分昂贵,通常只有在高、精、尖设备中才采用数控,因此,其机床的刚性、可靠性等各方面性能通常都较好,即使在今天,很多设备还是作为企业的关键设备在使用中,故直流伺服系统的维修仍然是今天数控机床维修的重要内容。
1.SCR速度控制单元的常见故障与维修SCR速度控制单元的主要故障与可能的原因,常见的有以下几种。
(1)速度控制单元熔断器熔断造成速度控制单元熔断器烧断的原因有下述几种:1)机械故障造成负载过大。
如:滑动面摩擦系数太大;齿轮啮合不良;工件干涉、碰撞;机械锁紧等。
以上故障可通过测量电动机电流来判断确认。
2)切削条件不合适。
如:机床切削量过大,连续重切削等。
3)控制单元故障。
如:控制单元的元器件损坏,控制板上设定端设定错误,电位器调整不当等。
数控机床(报警)FANUC系统的疑难故障分析及排除 作者:李汉宝
FANUC系统的疑难故障分析及排除
作者:李汉宝
(一)0 系统故障
(二)16系统类故障
(三)10/11/12/15 系统故障
FANUC10/11/12系统在一般情况下出现报警时,显示器屏幕上会显示报警号和报警内容。
但当显示器屏幕没有显示时,可根据主板的LED显示内容来判断故障所在。
对于FANUC 15A与FANUC 15B相比较而言,在硬件结构设计上,相差很大。
在FANUC 15B 的印刷板的制造中,元器件采用大规模集成电路。
系统的整体结构采用槽式,在每一个槽中分别插上电源、PMC控制板、Main 板、OPT1 板、RISC板等。
而对于15A/E 而言,一般由底板、电源、轴控制板、BASE0、BASE1、BASE2、REMOTE BUFFER板、分离型位置检测板等。
不论是15A/E 或15B ,当系统出现故障时,每一个板上都有报警灯和故障灯显示,因为有故障,系统的显示器不能显示,此时只有根据系统的报警灯和故障灯显示情况来判断故障位置并加以排除,状态灯为绿色,报警灯为红色。
对于15A/E 而言,其报警灯和故障灯的排列方式如下:
对于FANUC 15B ,其报警灯和状态灯的排列方式是:
上边一排是状态显示灯,绿色;下面一排为报警灯,红色。
以下45--57项是关于15A/E 的常见故障的说明。
(四)Power Mate系列故障
Power Mate系列有A、B、C、D、E、F,以下是它们的一些区别:。
发那科系统故障常见案列维修分析
发那科系统故障常见案列维修分析数控系统硬件故障维修28例,判断故障,一步到位!例3-15一台数控车床开机后系统死机口数控系统:FANUC OTC系统。
口故障现象:这台机床通电开机后,系统死机,不能进行任何操作。
口故障分析与检查:对FANUC OTC系统数控装置进行检查,发现CPU底板L4报警灯亮,伺服控制模块的WDA灯亮,如图3-36所示。
CPU底板L4报警灯亮指示伺服控制模块(轴卡)故障(接触不良、脱落或软件版本不符)或者主CPU底板故障。
因为伺服控制模块的报警灯也亮,所以首先与其他机床互换伺服控制模块,但这台机床故障依旧。
与其他机床更换系统CPU底板C A20B-2000-0175/08B,故障转移到其他机床,说明系统CPU底板损坏。
口故障处理:更换系统CPU底板后,机床恢复正常运行。
例3-16一台数控车床工作时出现报警'930 CPU INTERRUPT' (CPU中断)口数控系统:FANUC OTC系统。
口故障现象:这台机床工作2-3小时后,出现930号报警,关机一会儿再开还可以工作。
口故障分析与检查:观察故障现象,系统除了出现930号报警外,有时还出现报警'920WATCH DOG TIMER'(看门狗时),检查系统发现CPU主板上L2和L4报警灯亮(参考图3-36 ) L2报警灯亮指示NC有故障,L4灯亮指示轴控制模块故障(接触不良、脱落、软件版本不符)、主电路板故障等。
因为是工作一段时问后才出现报警,首先与其他机床互换电源模块,这台机床故障依旧。
与其他机床互换CPU主板,还是原来的机床报警。
与另一台机床互换伺服轴控制模块A 16B-2200-039后,故障报警转移到另一台机床上,说明是系统伺服车由控制模块出现问题。
口故障处理:更换数控系统伺服轴控制模块后,机床恢复稳定运行。
例3-17一台数控车床开机出现报警'408 SERVO ALARM:(SERIAL NOT RDY )'(伺服报警:串行主轴没有准备好)'409 SERVO ALARM: ( SERIAL ERR )'(伺服报警:串行主轴错误)口数控系统:FANUC OTC系统。
FANUC数控机床常见电气故障诊断及维修

FANUC数控机床常见电气故障诊断及维修摘要:数控机床在进行生产工作时,参数的选择非常重要,它直接关系到设备能否正常工作,以及后续维护工作的顺利进行。
FANUC数控系统是一个非常可靠的控制系统,在机械加工行业有着广泛的应用。
CNC系统FANUC CNC Variables 的维护参数对系统的正常运行有积极的影响。
基于此,本文对FANUC 数控系统参数及维修操作进行分析,探讨具体参数在维修操作中的应用,为后续操作提供支持和参考。
关键词:FANUC数控系统;机械维修;系统参数;机械故障引言现代数控机床技术含量不断提高,系统配置不断完善,故障报警和检测功能成为系统的基本配置,自动采集错误参数,为后续维护保养提供数据支持,能够有效提高FANUC数控系统的可靠性。
数控系统出现故障后,可根据系统相关参数的变化进行维修,确定故障位置及原因,提高故障诊断的准确性,保证系统安全稳定运行。
FANUC数控系统维修及参数等综合分析研究,促进维修经验的积累,指导后续相关操作的高效开展。
1数控机床的特点1.1高灵活性数控机床加工零件的关键是操作者,不需要像普通机床那样经常调整机床。
数控机床的这些优点使其更适用于单件、小批量生产和新产品开发等频繁零件更换。
这样可以有效缩短生产准备周期,降低工艺设备成本。
1.2加工精度高数控机床的加工精度一般可以达到0.005mm~0.1mm,数控机床是以数字信号的形式进行控制的,每当数控装置输出一个脉冲信号时,机床运动部分运动的脉冲当量值。
反之,机器进给链的间隙和螺距是平均的。
也可以通过数控设备有效地补偿误差。
1.3加工质量稳定可靠加工同一批零件,在相同的加工条件下使用相同的刀具和加工工艺,刀具具有相同的切削路径,因此零件更一致,质量更稳定,更可靠。
2数控机床诊断技术分析2.1 数控机床的错误处理过程一是对数控机床的缺陷进行调查分析,收集和提取缺陷相关信息;二是根据收集到的伦理信息进行缺陷诊断,去除一些干扰信息和不必要的信息,最后对缺陷进行总结和记录故障排除过程,供日后参考经验。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANU(交流伺服驱动系统故障维修举例例244〜245 .加工过程中出现过热报警的故障维修例244.故障现象:某配套FANUC 0T MATE系统的数控车床,在加工过程中,经常出现伺服电动机过热报警。
分析与处理过程:本机床伺服驱动器采用的是FANUC S系列伺服驱动器,当报警时,触摸伺服电动机温度在正常的围,实际电动机无过熟现象。
所以引起故障的原因应是伺服驱动器的温度检测电路故障或是过热检测热敏电阻的不良。
通过短接伺服电动机的过热检测热敏电阻触点,再次开机进行加工试验,经长时间运行,故障消失,证明电动机过热是由于过热检测热敏电阻不良引起的,在无替换元件的条件下,可以暂时将其触点短接,使其系统正常工作。
例245.故障现象:某配套FANUC 0T MATE系统的数控车床,在加工过程中,经常出现X轴伺服电动机过热报警。
分析与处理过程:故障分析过程同上例,经检查X轴伺服电动机外表温度过高,事实上存在过热现象。
测量伺服电动机空载工作电流,发现其值超过了正常的围。
测量各电枢绕组的电阻,发现A相对地局部短路;拆开电动机检查发现,由于电动机的防护不当,在加工时冷却液进入了电动机,使电动机绕阻对地短路。
修理电动机后,机床恢复正常。
例246 .驱动器出现OVC报警的故障维修故障现象:某配套FANUG3T-C系统、采用FANUCS系列伺服驱动的数控车床,手动运动X轴时,伺服电动机不转,系统显示ALM414报警。
分析与处理过程:FANUC 0T-C出现ALM 414报警的含义是“X轴数字伺服报警”,通过检查系统诊断参数DGN720〜723发现其中DGN720 bit5=l,故可以确定本机床故障原因是X轴OVC过电流)报警。
分析造成故障的原因很多,但维修时最常见的是伺服电动机的制动器未松开。
在本机床上,由于采用斜床身布局,所以X轴伺服电动机上带有制动器,以防止停电时的下滑。
经检查,本机床故障的原因确是制动器未松开:根据原理图和系统信号的状态诊断分析,故障是由于中间继电器的触点不良造成的,更换继电器后机床恢复正常。
例247~例248 .参数设定错误引起的故障维修例247 .故障现象:某配套FANUC 0TD^统的二手数控车床,配套FANU(子a系列数字伺服,开机后,系统显示ALM417 427报警。
分析与处理过程:FANUC 0TD出现ALM 417、427报警的含义是“数字伺服参数设定错误”。
由于机床为二手设备,调试时发现系统的电池已经遗失,因此,系统的参数都在不同程度上存在错误。
进一步检查系统主板,发现主板上的报警指示灯L1、L2亮,驱动器显示“-”,表明驱动器未准备好。
根据系统报警ALM417 427可以确定,引起报警可能的原因有:1)电动机型号参数8*20设定错误。
2)电动机的转向参数8*22设定错误。
3)速度反馈脉冲参数8*23设定错误。
4)位置反馈脉冲参数8*24设定错误。
5)位置反馈脉冲分辨率PRM037bit7设定错误,等等。
通过数字伺服设定页面,在正确设定以上参数以及系统的PRM900〜PRM91参数后,通过数字伺服的初始化操作,报警消失,主板上的报警指示灯L1、L2灭,驱动器显示“ 0”,表明驱动器已经准备好,本故障排除。
科沃一CNC司服维修专家.gzkowoc nc.例248 .故障现象:一台配套FANUOTD系统aC伺服驱动的二手数控车床,开机后系统显示ALM401报警。
分析与处理过程:FANUC 0TD系统出现ALM401报警的原因是驱动器未准备好,(DRDY)信号未接通。
检查驱动器状态,发现7段数码管显示为“一”,表明驱动器未准备好。
由于机床为二手设备,停机时间已较长,并经过了多次转手,因此,系统参数丢失的可能性较大。
维修时,通过检查机床上使用的电动机型号、编码器类型、丝杠螺距与减速比等相关参数后,重新对数字伺服系统进行了初始化处理(初始化的方法详见第5章第5.2.6节)后,起动机床,驱动器显示“ 0”,CNC 报警消失,通过操作试验,机床X、Z轴可以正常工作。
例249〜例250.加工工件尺寸出现无规律的变化的故障维修例249 .故障现象:某配套FANUCPM的数控车床,在工作过程中,发现加工工件的X向尺寸出现无规律的变化。
分析与处理过程:数控机床的加工尺寸不稳定通常与机械传动系统的安装、连接与精度,以及伺服进给系统的设定与调整有关。
在本机床上利用百分表仔细测量X轴的定位精度,发现丝杠每移动一个螺距,X向的实际尺寸总是要增加几十微米,而且此误差不断积累。
根据以上现象分析,故障原因似乎与系统的“齿轮比”、参考计数器容量、编码器脉冲数等参数的设定有关,但经检查,以上参数的设定均正确无误,排除了参数设定不当引起故障的原因。
为了进一步判定故障部位,维修时拆下X轴伺服电动机,并在电动机轴端通过划线作上标记,利用手动增量进给方式移动X轴,检查发现X轴每次增量移动一个螺距时,电动机轴转动均大于360o。
同时,在以上检测过程中发现伺服电动机每次转动到某一固定的角度上时,均岀现“突跳”现象,且在无“突跳”区域,运动距离与电动机轴转过的角度基本相符(无法精确测量,依靠观察确定)。
根据以上试验可以判定故障是由于X轴的位置检测系统不良引起的,考虑到“突跳”仅在某一固定的角度产生,且在无“突跳”区域,运动距离与电动机轴转过的角度基本相符。
因此,可以进一步确认故障与测量系统的电缆连接、系统的接口电路无关,原因是编码器本身的不良。
通过更换编码器试验,确认故障是由于编码器不良引起的,更换编码器后,机床恢复正常。
例250 .故障现象:某配套FANUC 0T系统的数控车床,在工作运行中,被加工零件的Z轴尺寸逐渐变小,而且每次的变化量与机床的切削力有关,当切削力增加时,变化量也会随之变大。
分析与处理过程:根据故障现象分析,产生故障的原因应在伺服电动机与滚珠丝杠之间的机械连接上。
由于本机床采用的是联轴器直接联接的结构形式,当伺服电动机与滚珠丝杠之间的弹性联轴器未能锁紧时,丝杠与电动机之间将产生相对滑移,造成Z轴进给尺寸逐渐变小。
解决联轴器不能正常锁紧的方法是压紧锥形套,增加摩擦力。
如果联轴器与丝杠、电动机之间配合不良,依靠联轴器本身的锁紧螺钉无法保证锁紧时,通常的解决方法是将每组锥形弹性套中的其中一个开一条0.5mm左右的缝,以增加锥形弹性套的收缩量,这样可以解决联轴器与丝杠、电动机之间配合不良引起的松动。
例251 .实际移动量与理论值不符的故障维修故障现象:某配套FANUOT的数控车床,用户在加工过程中,发现X、Z轴的实际移动尺寸与理论值不符。
分析与处理过程:由于本机床X、Z轴工作正常,故障仅是移动的实际值与理论值不符,因此可以判定机床系统、驱动器等部件均无故障,引起问题的原因在于机械传动系统参数与控制系统的参数匹配不当。
机械传动系统与控制系统匹配的参数在不同的系统中有所不同,通常有电子齿轮比、指令倍乘系数、检测倍乘系数、编码器脉冲数、丝杠螺距等。
以上参数必须统一设定,才能保证系统的指令值与实际移动值相符。
在本机床中,通过检查系统设定参数发现,X Z轴伺服电动机的编码器脉冲数与系统设定不一致。
在机床上, X、Z轴的电动机的型号相同,但装式编码器分别为每转2000脉冲与2500脉冲,而系统的设定值正好与此相反。
据了解,故障原因是用户在进行机床大修时,曾经拆下X、Z轴伺服电动机进行清理,但安装时未注意到编码器的区别,从而引起了以上问题。
对X、Z电动机进行交换后,机床恢复正常工作。
例252 . FANUC 0TD系统ALM416报警的维修故障现象:一台配套FANUOTD系统aC伺服驱动的二手数控车床,开机后系统显示ALM401 ALM416报警分析与处理过程:FANUOTD系统出现ALM401报警的含义同前述,ALM416报警的含义是“位置测量系统连接不良”。
检查系统的诊断参数,DGN202 bit4=l,证明故障原因是电动机装式串行脉冲编码器断线。
根据报警提示,检查X、Z轴编码器连接电缆,发现X轴位置编码器连接电缆存在部分断线。
重新连接,更换编码器电缆后,报警排除,机床X、Z轴恢复正常工作。
例253 . FANUCll系统发生SV023报警的维修变频器维修培训---科沃工控咨询:梁工故障现象:一台配套FANUC llM系统的加工中心,开机时,发生SV023和SV009报警。
分析与处理过程:FANUCM发生SV023报警的含义是“伺服驱动系统过载”,SV009报警的含义是“在移动过程中,位置跟随误差超差”。
在这两个报警中,如驱动器发生SV023报警,必然会引起驱动器的停止,从而产生SV009报警。
因此,SV023是本机床故障的主要原因。
产生SV023报警可能的原因有:1)电动机负载太大。
2)速度控制单元上的热继电器动作。
3)伺服变压器热敏开关动作。
4)驱动器再生反馈的能量过大。
5)速度控制单元的设定错误或调整不当。
对于以上故障,可以通过如下方法进行检查、判别:1)电动机负载太大:可在机床运行时,通过测定电动机电流,判断它是否超过额定值。
2)速度控制单元上的热继电器动作:可以通过检查热继电器的电流设定值是否小于电动机额定电流、并观察热继电器是否动作进行判定。
3)伺服变压器热敏开关动作:可以通过触摸变压器表面温度进行判断。
如变压器表面温度低于60o C时,热敏开关动作,则说明此开关不良;否则,属于变压器过热。
4)再生反馈的能量过大:可以检查电动机的加、减频率是否过高:垂直轴的平衡是否合适等。
5)速度控制单元的设定错误或调整不当:可以通过检查设定端、信号动态波形等进行确认。
根据以上分析,经测试机床空运时的电动机电流,发现电流值已经超过电动机的额定电流。
将伺服电动机拆下后,在电动机不通电的情况下,用手转动电动机输岀轴,结果发现轴的转动困难。
由于该电动机不带制动器,因此,可以判定电动机存在问题,经进一步检查发现,电动机输岀轴轴承损坏,维修后机床恢复正常。
例254 . FANUC 15系统偶尔出现SV013报警的维修故障现象:一台配套FANUC5MA数控系统的龙门加工中心,在正常加工过程中,系统偶尔出现SV013报警。
分析与处理过程:FANUC 15M廉统出现SV013报警的含义是“Y轴伺服驱动器的V-READY信号断开(YAXIS IMPROPER VREADYOFF)。
检查伺服驱动器,发现Y轴伺服驱动上的VRDY发光二极管不亮。
由于FANU(交流伺服驱动的VRDY信号是在伺服驱动器的主接触器MC(吸合、伺服驱动器主回路接通后,如驱动器工作正常(即驱动器无过电流、过电压、过热、测速反馈等报警),MCC就保持吸合,信号VRDY为“ 1”。
本故障的实质是主接触器MCC未能正常吸合、保持或触点接触不良,根据本章前述,其可能的原因有:1)伺服驱动器故障。