纸箱水墨印刷常见问题原因及解决方法
纸箱印刷中常见问题、故障分析解除法

若压力辊的位置过高或过低,以致与瓦楞纸
板接触过紧或过松,也会出现脏版、糊版或局部 图文印迹不清情况,应调整压力辊至合适的位 置,使压力辊和辊筒之间的间隙与纸板的厚度相 适应,以确保印刷版面的部位,避免该故障现象 的产生。
4、色序不当引起的质量故障
如果将版面较满的图文排列在第一色组印 刷,当瓦楞纸板进入下一色组机构印刷的过程 中,由于纸板第一色组的印刷图文的着墨量大、
版面图文印刷位置不准或不稳定的质量问 题
1、瓦楞纸板曲翘引起的印刷位置不准
如果瓦楞纸板有曲翘不良情况发生,那么在 纸板定位和进纸过程中,容易出现滑移的现象, 甚至机器上的规矩接触不到纸边,造成纸板的印 刷位置不准或不稳定在对翘曲的瓦楞纸板进行 印刷时,尽量将相对比较平的纸边,作为进纸时 定位的规矩纸边。最重要的是质量源头的控制, 通过单面机操作工艺的合理掌控,使机器的速度 与预热温度,原纸含水率与预热面积处于相对协 调的状态;在配纸时注意将含水率比较接近的箱
1、机器压印关联部件不良引起的质量故障
当印版辊筒轴头、压印辊轴头、传动轴、齿 轮以及与压印相关联的重要部件出现磨损、松动 时,在压印过程中印版辊或压印辊会因此产生跳 动或滑动现象,由于压力不稳定,致使印版面与 纸板接触不正常,造成纸板印刷表面出现糊版或 局部图文印迹不清的问题。通过认真仔细的观察 和分析,查明故障的确切部位,采取相应的措施 进行处理,对磨损、松动的部件予以修复,消除 故障现象。
如果成形的瓦楞纸板表面有人为破坏的凹
均每天要睡 20 个小时。我的母亲一开始并不知道我得病了,她最近每天对我骂骂
陷痕迹时,凹陷部位的纸面也会出现印迹不清晰 的质量缺陷,对此如果采用全面加大印刷压力弥 补,容易使文字、线条版面出现起糊的质量问题。 为了避免版面起糊,瓦楞纸板在堆放、搬运过程 中,应注意轻搬、轻放、轻压(要控制好堆放高 度),切忌采用扔、砸、压等不良生产习惯进行 搬运。
水墨印刷常见故障及解决办法
水墨印刷常见故障及解决办法承印物粘结、蹭脏故障端由:1.水墨不干;2.复卷拉力太大;3.PVC胶盒储存安放印刷品的室温太高摈除方法:1.增长干燥温度;3.减低复卷拉力;4.印刷成品放在清凉处糊版、堵版故障端由:1.印版太浅;2.印刷压力太大;3.供墨量非常多;4.水墨粘度太高;5.水墨干燥速度过快;摈除方法:1.加大深度印版;2.调试印刷压力;3.减低供墨量;4.减低水墨的粘度;5.减低干燥温度叠色不好故障端由:1.多色套版印刷中印后面的颜色时,前一色未干;2.后印的颜色使前一色发生脱落现象;3.后印的色叠印不上去摈除方法:1.增长第1色干燥速度;2.减低后印泥墨的粘度或减低印刷压力;3.减低后一色的粘度或增长其黏着力印刷针孔故障端由:1.水墨在墨辊上干得太快,传墨不匀;摈除方法:1.怠慢水墨的干燥速度;颜色太浅故障端由:1.水墨的粘度太低;2.网纹辊网线太细;3网纹辊磨耗或未清洗整洁;4.上墨量太小摈除方法:1.增长水墨的粘度;2.掉换粗网线的网纹辊;3.换用新的网纹辊或对网纹辊施行彻底清洗;4.减低传墨辊或刮墨刀的压力或合适增加版滚筒压力(凹版),加快印刷速度(柔版)颜色太深故障端由:1.水墨的粘度太高;2.网纹辊太粗;3.水墨色达到最高限度度太高;4.上墨量太大摈除方法:1.加稀释剂减低粘度;2.换细网纹辊;3.加撤淡剂减低颜色深度 4.增长传墨辊或刮墨刀的压力或合适减低版滚筒压力(凹版)印刷品有斑点故障端由:1.分子化合物塑料薄膜厚薄翘棱均;2.水墨太密度小;3.水墨的粘性大;4.印版涂墨不匀摈除方法:1.掉换厚薄平均的薄膜;2.加新配的水墨;3.增加水墨的粘性;4.从水墨和供墨查缉传墨不匀的端由墨色不匀故障端由:1.印版不公平整;2.承印物厚度翘棱均;3.传墨不匀,如网纹辊磨耗;4.网纹辊网线数太低摈除方法:1.印版身后研磨,或贴胶纸校对;2.掉换厚薄平均的的承印物;3.改易网纹辊线条边缘发毛故障端由:1.水墨干燥速度太快;2.压力不匀,压力调节透明胶盒不合适;3.背景尘土的影响摈除方法:1.减低水墨的干燥速度;2.调试印版与网纹辊之间的压力;3.减损背景尘土套版印刷不准故障端由:1.收、放料拉力翘棱均;2.薄膜有荷叶边;3.薄膜接头不公平;4.前一色压力太大,使图象变型摈除方法:1.调节收、放料拉力;2.调试拉力、改易薄膜;3.从新接头;4.调节印刷压力印刷牢度差故障端由:1.分子化合物塑料薄膜电晕处置不充足;2..分子化合物塑料薄膜印刷适性极差;3.墨的粘贴力不够摈除方法:1.分子化合物塑料薄膜从新处置,要求外表拉力处置到40达因以上;2.改易分子化合物塑料薄膜;3.向本企业提出改进要求颜色不定故障端由:1.粘度或PH值有变动;2.操作过程有误;3.配墨过程有误摈除方法:1.查缉粘度和PH值与上次印刷时有所变动;2.查缉操作手续;3.向企业反响品质意外起泡故障端由:1.印刷速度太快;2.参加过多稀释剂或透明胶盒硬度高的从来水摈除方法:1.参加消泡剂干燥速度太快故障端由:1.印刷速度太慢;2.打开安放时间过久;3.墨干燥速度过快;4.干燥温度太高摈除方法:1.增长印刷速度;2.添加稀释剂;3.参加慢干剂调节;4.减低干燥温度,甚至于不必干燥系统干燥速度太慢故障端由:1.印刷速度太快;2.墨干燥速度太慢;3.干燥温度低摈除方法:1.减低印刷速度;2.添加慢干剂;3.增长干燥温度注:本文来自广州爱堡官方网站,转载请注明!。
纸箱水墨印刷常见问题原因及解决方法分析共29页

26、要使整个人生都过得舒适、愉快,这是不可能的,因为人类必须具备一种能应付逆境的态度。——卢梭
▪
27、只有把抱怨环境的心情,化为上进的力量,才是成功的保证。——罗曼·罗兰
▪
28、知之者不如好之者,好之者不如乐之者。——孔子
▪
29、勇猛、大胆和坚定的决心能够抵得上武器的精良。——达·芬奇
▪
30、意志是一个强壮的盲人,倚靠在明眼的跛子肩上。——叔本华
Байду номын сангаас
谢谢!
29
纸箱水墨印刷常见问题原因及解决方法 分析
56、死去何所道,托体同山阿。 57、春秋多佳日,登高赋新诗。 58、种豆南山下,草盛豆苗稀。晨兴 理荒秽 ,带月 荷锄归 。道狭 草木长 ,夕露 沾我衣 。衣沾 不足惜 ,但使 愿无违 。 59、相见无杂言,但道桑麻长。 60、迢迢新秋夕,亭亭月将圆。
▪
纸箱产品色差的原因分析和控制方法

定 。但在实际 ES 过程 中 油 墨黏度下 降是不可避 I'  ̄J 免的 ,往往刚开印的 印品墨色较浓 随后便逐渐淡 化 ,这样可通过适当调整传墨铁辊的转动角度 ,逐
品出现 粘脏 的质量 问题 。所 以 防止纸 箱产 品印刷 色 差的产生 应把握好 印刷 三平 ”的基本条件
并采 用均匀而又恒定的压 力进行 印刷 。如果是 用凸
洁 度 如何 ,很 大程 度 上 又决 定 了 印 品的 墨 色 质 量 。
要注重给墨和润版系统的调整实现控制色差
当墨斗铁辊 圆心度 差或存在磨损变形情况 ,墨
斗钢板也 出现磨损变形 ,以及控制墨斗辊转动的机
构 存 在缺 陷 ,使 印刷 过 程 输 墨量 不 稳 定 也 会 引 起
若 着 墨辊 的 弹性 差 黏 性 不 足 、辊 体 偏 心 、胶体 过
经常用墨刀去搅 拌墨斗 中的油 墨。此外 ,印刷过程 中由于墨斗中墨量明显减少后 容易使墨斗钢片与 传墨铁辊 间隙变小而使 油墨输 出量减少 ,使印品墨 色变淡。为避免这种情况发生 ,生产 中还应注意常 给 墨斗加墨 ,使 墨斗 中始终保持一定量的油墨 。为 防止油墨黏稠度 变异过于厉害而影响 印品墨色的均
时 ,必 须 充 分 考 虑 到 这 些 因 素 ,要 根 据气 候 温度 状 况 和 印刷 机 器 特 点 调 整 合 适 的油 墨 浓度 ,以减 少 印刷 中产 生 色 差 的机 会 ,使 印刷 墨 色 获得 相 对 的稳
细微的凹凸状及厚 薄不均 情况 若印刷压 力不足 或 不均 匀时 ,印刷 墨层就容 易出现 浓淡不均现 象。理
匀的印刷墨层 ,才能较好地保证印品的墨色质量 . 并 有效 防 止 印刷 粘 脏故 障 的产生 。若 印刷 墨层 偏 厚 ,其黏度相应就增 加 ,由此容 易引起印刷中的纸
水墨印刷常见问题及解决方法
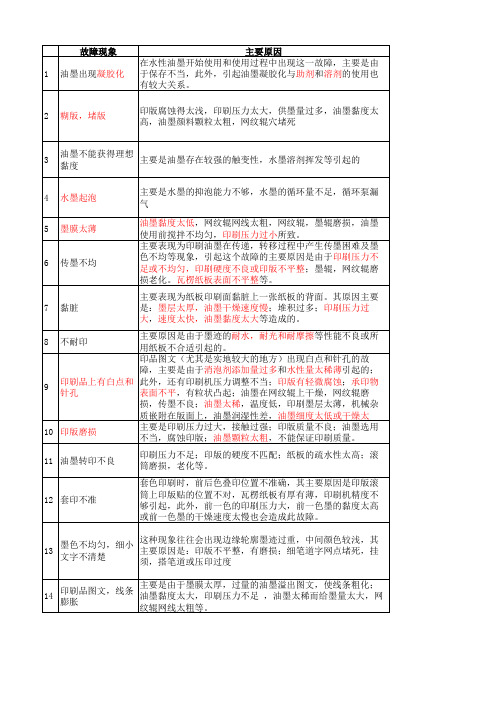
解决方法现象要注意将油墨密闭保存于阴凉通风的环境中,建议使用专门配套的助剂和溶剂,此外,还要检查是否漏入其他油墨,不同油墨使用前要严格确认。
油墨凝胶化重,则需要换新的油墨。
更换或加深印版;调整印刷压力;降低供墨量;降低油墨的黏度;更换油墨;清洗网纹辊水墨存在较强的触变性,则应使水墨充分循环后再测定黏度;注意检查水墨是否容易起泡,若是,则要添加清泡剂;检查水墨溶剂挥发情况,发现溶剂挥发严重时要实时添加专用溶剂。
实时添加适量的消泡剂,注意提高水性油墨的循环量,检查循环泵是否漏气,及时维修,防止泵露。
提高原墨黏度;更换网纹辊,墨辊,使用粗网线网纹辊;将油墨搅拌均匀;适当增大印刷压力。
调整印刷压力,检查印版硬度,调整印版,更换墨辊,网纹辊;调整瓦楞纸板。
注意观察分析具体原因,对症下药的排除,如使用快干墨,加快干燥速度;减少纸板堆积量;适当减轻印刷压力;降低印刷速度;适当加大网纹辊与墨斗辊之间的压力,延长油墨干燥时间,加水降低油墨粘性等。
要针对这些情况进行处理,即更换合适的油墨和配套的纸板。
要注意控制消泡剂的用量(根据经验一般以不超过总量的0.2%为宜),不可因不能获得理想黏度等原因而大量添加消泡剂,对不合格的稀墨,要根据纸板的特性,重新调整拼混原墨。
适当增加印刷压力,改善印刷质量,更换网纹辊,调整油量,增加粘稠度,调整墨层厚度;清除版面杂质。
加助剂改善油墨润湿性,增加油墨黏度和干性,提高室温。
降低湿度。
适当降低印刷压力,合理接触。
充分垫板或换新印版,更换细度小的油墨。
注意调整控制印刷压力;检查,核实印版的硬度,若硬度不匹配,则更换;使用疏水性匹配的水性油墨,检查印刷机的网纹辊的磨损情况,如有问题,应更换新的网纹辊。
重新调整印版位置,或更换瓦楞纸板,或调整印刷机精度,另可根据不同情况作出处理,如调整各色印刷的压力的相对大小,降低前一色墨的黏度,调整各色墨间的干燥速度,使之匹配。
调节金属网纹辊,印版,压印滚筒相互间的压力,将接触压力减小到最小;调节版面高度(垫板),包括版面研磨和背粘膜织带。
纸箱水墨印刷常见问题原因及解决方法29页PPT

6、最大的骄傲于最大的自卑都表示心灵的最软弱无力。——斯宾诺莎 7、自知之明是最难得的知识。——西班牙 8、勇气通往天堂,怯懦通往地狱。——塞内加 9、有时候读书是一种巧妙地避开思考的方法。——赫尔普斯 10、阅读一切好书如同和过去最杰出的人鼓一响,法律无声。——英国 2、任何法律的根本;不,不成文法本 身就是 讲道理 ……法 律,也 ----即 明示道 理。— —爱·科 克
3、法律是最保险的头盔。——爱·科 克 4、一个国家如果纲纪不正,其国风一 定颓败 。—— 塞内加 5、法律不能使人人平等,但是在法律 面前人 人是平 等的。 ——波 洛克
纸箱印刷常见故障及解决方案|太全面了

纸箱印刷常见故障及解决方案|太全面了现在中小型的包装,如啤酒、饮料、果品等食品纸箱,采用白板纸进行彩色印刷越来越多。
纸箱的这种预印工艺,比用楞纸板直接进行印刷的质量有较大提高,且版面印刷结构和印刷适应性也更广阔了。
但是,同其它印刷工艺一样,用胶印机或凸版印刷机印刷各种纸箱面纸或纸盒、袋产品,也不可避免遇到一些故障问题,影响产品质量。
所以,正确认识和了解印刷过程中若干故障现象,把好印刷操作和工艺技术关,才能更好地提高生产效率和产品质量。
一印刷压力不适引起的墨杠现象第一情况:当胶印滚筒轴承严重磨损时,由于过大的滚筒离让产生,使滚筒表面滑动摩擦而引起墨杠痕迹的出现;第二种情况:由于采用硬包衬,压印过程中因滑动现象的产生而引起墨杠;第三种情况:滚筒齿轮磨损严重,滚筒中心距过大,以致齿轮侧隙太大,使滚筒合压后齿轮产生颤动,滚筒表面发生滑动摩擦而引起墨杠;第四种情况:印版滚筒和橡皮布滚筒间的压力太大,以致橡皮布受挤压作用,形成较大的摩擦滑动,使版面网点纵向变形扩大而造成墨杠。
对上述情况应通过更换滚筒轴承、调整包衬垫料特性、缩小滚筒中心距,使齿轮的啮合侧隙小于0.1mm;按设备的规范要求,定好衬垫厚度,避免压力过大情况的出现,以防止墨杠现象的产生。
二滚筒咬牙不良引起的套印不准故障故障问题:当滚筒咬牙的牙面出现磨损、变形,咬牙压力存在不均匀、不足情况时,印张进入咬牙后在压印中容易产生滑移现象,造成产品套印不准,尤其是印刷版面受墨面积大,油墨粘度也大的情况下,更容易出现套印不准现象。
解决办法:将磨损厉害的咬牙拆下更换上新的咬牙,将咬纸压力不均、不足的咬牙,进行调整校正使它的整个牙面紧咬纸边;对油墨粘稠度过大的,采用助剂进行适度的稀释调整,降低油墨的粘度;对印刷专色油墨可通过将油墨色相适当调深一点,使印刷墨层减薄一点,这样既可降低油墨粘性,又能达到符合印刷色相·的要求。
此外,还可适当减轻印刷压力,防止印张在压印中因滑移而造成套印不准。
水墨印刷常见的故障及解决方案

水墨印刷常见的故障及解决方案-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII第二讲:水墨印刷常见的故障及解决方案柔性版印刷工艺流程主要包括制版和印刷两大步骤,制版过程一般为:原稿—菲林(正阴图)—背曝光—主曝光—显影冲洗—干燥—后处理—后曝光—贴版供上机印刷。
印刷过程一般如下:承印材料—印刷(包括反正印刷)—上光油或者覆膜等—模切—切断—检验—入库生产注意事项1.根据原稿和客户要求,选定合适的印刷色数、色序、幅面及相应的版辊(齿数、网线数等)。
目前,柔性版印刷的原稿有许多是由上胶印转过来的,这两种印刷工艺之前有着很大的区别,因此不能够照抄照搬胶印的工艺(尤其是分色制版工艺),要根据柔性版印刷工艺自身的特点,结合本公司柔版印刷机的性能来处理原稿,并同客户协调好。
2.印刷压力、印刷速度以及各部分张力的调整要适当。
因为柔性版是由一层较硬的聚酯版基和高弹性的感光材料构成的,因此其最明显的特点就是具有弹性。
在印刷过程中又需要施加一定的印刷压力,尽管在柔性版印刷中采用轻压印刷,但是,印刷压力的轻微变化也会引起色彩和层次复制的变化,导致印刷品上图像网点的扩大,则网点扩大越严重。
印刷速度要结合具体的生产情况来定,机器启动时从低速开始,调整各个色组印刷版滚筒的位置,达到套准之后再逐渐提高机器速度,并要同油墨的干燥性能相适应,同时还要注意机器速度不能过快,以防发生油墨,造成不必要的浪费,甚至影响生产。
3.印刷过程中,要随时检查油墨的粘度、PH值和干燥性能。
对于柔性版印刷油墨的控制,主要就是这三个方面。
在生产过程中,由于水分和溶剂的挥发,油墨的性能变得不稳定,粘度升高,PH值降低,影响印刷适性。
因此,在印刷过程中,每隔一定的时间,要加入适量的PH值稳定剂或者相应的溶剂(要结合具体的印刷速度和油墨干燥情况),调节油墨的PH值和粘度。
同时,由于柔性版是短工位印刷,色与色之间行程比较短,如果油墨中溶剂干燥不彻底,就会导致叠色不良或者粘连。
印刷机水墨系统常见故障及排除

印刷机水墨系统常见故障及排除• 1.出墨辊有划痕(1)顶墨螺丝旋得太紧,顶墨螺钉出头墨刀片顶着出墨辊。
将给墨螺丝退出些;(2)墨刀片前口边缘有异物或毛刺等划伤出墨辊外圆,清除或修理边口异物及毛刺。
2.墨斗出墨辊不转动(1)出墨辊轴棘轮定位销钉变松,棘爪无法带动轴转动;(2)棘爪摆杆断裂或损坏,无法带动棘爪摆动,应更换棘爪摆杆;(3)棘爪头断裂,无法卡入棘轮内;(4)出墨辊两端卡死,检查出墨辊轴两端并修复。
3.供墨不均匀(1)出墨辊与墨刀片间隙没调匀,应校正出墨辊与墨刀片间隙;(2)出墨辊传动面抱闸制动力太小,调整出墨辊传动面抱闸压簧压力;(3)传墨辊外圆变形与出墨辊接触不均匀,应更换传墨辊;(4)传墨辊与出墨辊接触压力调节不当,可重新调整传墨辊与出墨辊接触压力。
4.出墨辊无法关闭出墨辊棘爪控制挡板位置不当或已磨损,可调整位置或更换挡板。
5.传墨/水无法停止(1)传墨杠杆撞块被卡住,无法弹回,应检查并修复撞块;(2)传墨部件电路故障,检查并修复电路;(3)传墨电磁块故障,拆下检查,使其正常工作。
6.匀墨不良(1)匀墨辊老化或油墨质量不好等引起表面磨损,应更换匀墨辊;(2)匀墨辊之间压力调整不当或变形,应调整压力或更换匀墨辊。
7.印版上墨不一致(1)匀墨不良;(2)靠版墨辊与串墨辊及印版滚筒接触压力不当,应重新调整其压力;(3)靠版墨辊轴承损坏,查出损坏轴承并更换;(4)印版上水不均匀,检查着水胶辊部分,使印版上水均匀;(5)出墨不均匀,调整出墨部分;(6)传墨不均匀,检查传墨辊、串墨辊及出墨辊的接触压力,检查传墨辊有无变形磨损或老化现象。
8.印品前深后淡或前淡后深(1)着墨辊与印版及串墨辊接触力不正确,调整接触力;•(2)更换橡皮布或包衬;(3)印版厚薄不均匀,平整度差,更换合格的印版;(4)滚筒轴承磨损,离让值大,检查并更换轴承;(5)串墨辊换向位置不正确,一般换向在滚筒进入空档时进行;(6)墨辊轴承损坏,更换其轴承;(7)出墨调节不适,供墨不足或过多,重新调整供墨系统;(8)油墨调配不当,黏度大,重新调整油墨特性。
水墨的故障原因及排除方法

体系抑泡剂不良. 油墨的循环量不足 . 水量太大 , 泵循 环量
太大, 管子漏气 . 墨太 稀。解决 方法是 适当加入消 泡剂 水
维普资讯
・
水墨的故障原 因及排除方法
・ 水墨贮存和 印刷过程的基本常识
舀哟 噜艰回羼船一
关键词: 水墨贮存, 障, 故 排除
文/U 支 家聚
4 廓模糊、 . 轮 印品高调部 分图文模糊 、 网点发虚及调子
丢失、 印版 质量 不高、 印版和墨辊接触过 紧、 油墨 的黏度大
形成胶粒大小 的集聚体 ) 与其他种类油墨混合 , 存不合 , 贮 适, 油墨中用错 着色 剂, 油墨日久老化 。 解决方法是使 用溶 解性好的溶剂 ,  ̄2 添 J %左右 的硅胶或0 %T 2 0N 剂, D . M一0 { 联 3 密封保存 , 适量添 加带有活性的辅助剂, 更换油墨。 1. 粘脏 、 2糊版 印刷 过程粘连 打脏和印后堆叠 蹭脏 , 传 送杆 上生摩擦 而剥膜产生 污损 , 油墨干燥 速度过 慢 , 印刷 速度过快 , 通风给热不当, 墨性太软。 解决 方法是 加大风 吹 力度 , 更换墨性较硬 的水 墨, 加入挥发快的溶剂 ( 乙醇或丙 酮) 减慢印刷速度 , , 加大给风量 。 1. 3 油墨褪 色, 在印刷或堆放中油墨颜色褪 掉, 水墨体系
6( 溶解度 ) 到平衡 , 墨印刷时黏度尽可能高一点, 达 水 超出
计 算 值 1℃ -2 ℃ 。 8 5
1. 6耐性不 良, 耐水 、 耐光 、 磨、 碱不 良。 决方法 耐 耐 解 是使用适当油墨 ( 固墨膜形成后其p 坚 H值应控制在7 7 之 - . 5
包装印刷中几个问题的解决方法

包装印刷中几个问题的解决方法影响水性油墨质量及应注意的几个问题1.由于水墨为纯水性体系,不要将水墨与醇性墨和溶剂型油墨混合使用或在墨中加入有机溶剂,以免导致印刷质量问题。
2.水墨宜存在室内,室温在5℃—50℃摄氏度。
3.使用时,应用搅拌棒将水墨在桶中搅匀,测量其粘度后倒人墨槽。
粘度若过高或过低,可以加稀释剂或增稠剂进行调节。
4.印刷过程中由于水的挥发作用,会导致水墨粘度升高和PH值下降,PH值应控制在8.5—9.5之间,若超出此范围,可用PH稳定剂进行调节,保持粘度和PH值的稳定。
5.一般情况下,水墨极适于高速印刷,低速印刷时若遇到干燥速度太快或印刷效果不佳的情况,可添加一定比例的慢干剂。
6.印刷完毕后应将剩余水墨收集回相应的原装桶中或将墨槽的盖子盖严,以备下次使用,谨防由于水的挥发导致水墨表面结膜、变稠甚至变干。
7;印刷后残留在印刷设置上的墨在其未完全干燥前可用清水冲洗,无法用清水洗净的墨可用清洗剂进行清洗。
水墨助剂的使用方法水墨的印刷适性受印刷条件、承印物的表面特性、环境温湿度;水墨存放时间长短等客观条件的影响,因此在使用水墨时,需要用一些助剂对水墨做细微调整以获得最佳印刷效果。
1.色种:用于加深颜色。
用量在30%以内,超过30%将会使水墨中连接料的含量过低,导致其附着力和耐磨性下降。
2.冲淡剂:用于降低颜色的深度,用量不好。
加人大量冲淡剂可能导致水墨粘度略有上升,此时可同时加入少量稀释剂进行调节。
3.稀释剂:用于降低水墨的粘度。
用量在3%以内不会降低水墨的颜色深度,并可保持水墨的PH值不变,加入较多的稀释剂或使用硬度高的自来水稀释会导致气泡的产生,可同时加入消泡剂进行消泡。
稀释剂应边搅拌边缓慢加入,以防粘度过低。
4.慢干剂:用于降低水墨的干燥速度,用量在10%以内。
5.快干剂:用于加快水墨的干燥速度,用量在3%以内。
6.消泡剂:用于消除气泡,用量为1‰一2‰。
7.PH稳定剂:用于保持水墨的PH值,用量以使水墨的PH值维持在8.5—9.5为宜。
常见印刷问题及改善方法

剝紙
原因:1. 油墨過粘; 3. 紙面塗層不良; 2. 印刷壓力過大; 4. 印速太快。
改善方法: 1. 減低油墨粘著度; 2. 減低印刷壓力; 3. 更換紙張; 4. 使用快速釋放膠布; 5. 減慢印速。
版花
版花產生有多种原因: 1. 菲林花,曬版後留在印版上; 2. 拼版留下的一些不正常的輔助線、刀線、十字 線、菲林邊; 3. 曬版機玻璃不干凈; 4. 印版在搬運,裝版過程中造成的版面磨花; 5. 印版被折裂及印版有較深的傷痕;
膠布堆粉
原因:紙張表面的紙粉或噴粉吸附在膠 布表面,當過多時形成网點不光 潔。
改善方法:清洗膠布。
起紙粉
原因:紙質較差,紙張表面涂料層與紙基接 触不牢,由於印刷壓力較大,膠布及 墨的粘力將部分涂料層帶下,形成斑 點。
改善方法:1.更換紙張; 2.在前面加印一座透明或光油。
印版掉网(印刷中)
原因:結皮的油墨碎屑或其它碎屑跑到傳墨 輥或傳水輥等的某一部份,從而影響 這一部位的正常供墨或供水,於是在 印張的相應部位就會出現墨屎。
改善方法:及時清除。
重影現象
多色膠印是濕疊濕的方式,前色紙面上的濕网點 必然會在後色的膠布上留下印跡,正常情況下,後 色膠布上留有的前色网點印跡每一張都必須完全重 合。但實際印刷中由多种因素影響,不能保證前色 紙面上的网點在後色膠布上完全重合,而是在印件 上网點旁邊印出淡淡的虛形。
印面時擦花底
原因:1. 輸紙版上有異物或壓紙輪,毛刷較重; 2. 機內零件調節不當,印件與其接触; 3. 機尾吸紙風太大,印件與其摩擦過大; 4. 機尾吸紙風輪上有異物。
版尾色位不夠
原因:膠布底紙不夠大,當印最大尺寸 的印件時常出現這种現象。
胶印水墨失衡现象与解决方法

胶印水墨失衡现象与解决方法在胶印过程中,难免会出现水墨失衡的现象。
那么这种现象是如何造成的?对印刷结果有什么影响?我们该如何来解决这种问题呢?水墨失衡现象:在胶印过程中,润版液供量过小,会引起空白部分起脏,图文部分糊版,印品报废:供量过大,油墨乳化严重,也无法进行正常的印刷。
水墨失衡现象包括:①纸张在印刷过程中过量地吸收入润版液而卷曲绵软;②橡皮布拖梢处出现水滴,甚至集聚滴下,在印品表面形成水渍,沾湿印版滚筒或橡皮滚筒衬垫;③发生印刷中断时,其前后印张之间墨色有明显差异;④印张墨色偏淡,增加供墨量后也不能及时变深;⑤墨斗中有润版液液滴,匀墨辊剪切区域也可见到积聚后而离析出来的润版液滴。
1.水墨失衡对印刷的影响(1)水墨传递不正常。
油墨过量乳化后,由于水分过多,加上机械力的作用,细小的水珠颗粒就积聚在油墨表面,影响油墨的印刷适性,造成墨辊特别是串墨辊脱墨,水辊表面粘脏,水墨不能正常传递。
在多色机印刷时,过量的水分还会使纸张在与橡皮滚筒剥离时发生湿剥落(湿掉毛)现象,严重时甚至无法正常生产。
(2)印品墨色冲淡。
印刷过程中,过量的水分使油墨饱和度降低,墨色变浅,色泽变差,色彩产生陈旧感,而且使印版高调处变“花”,暗调处变“糊”,出现版面浮脏等现象。
(3)油墨着色力降低。
由于油墨印刷适性破坏,着色力降低,如果此时盲目增加墨量,会使网点并、糊,层次不清,同时由于水大墨多的恶性循环,产生更为严重的油墨乳化。
(4)印迹干燥慢。
印迹干燥以油墨中连结料的氧化结膜为主要形式。
当油墨中含有一定量的酸性水溶液后,印迹表面氧化结膜时间延长,印迹干燥缓慢,造成印品粘脏、蹭脏,影响印后工序的生产。
(5)印品套印不准。
过量的水分经印版、橡皮布转移到纸张上,纸张纤维会因吸收过量水分而伸长,套印下一色或背面时,就会出现荷叶边现象,造成套印不准,甚至伴有打折现象。
由于纸张卷曲不平,收纸也不齐。
(6)产生条杠。
油墨过度乳化,其颜料颗粒堆积于版面、橡皮布及水辊上,使彼此间压力和摩擦力增大而产生水杠或墨杠。
纸箱面纸印刷常见故障分析(1)
纸箱面纸印刷常见故障分析(1)现在中小型的包装容器,如啤酒、饮料、果品等类食品纸箱,采用白板纸进行彩色印刷的产品越来越多,这是商品经济发展的趋势。
纸箱的这种预印工艺,比用瓦楞纸板直接进行印刷的质量有较大的提高,且版面印刷结构和印刷适应性也更广阔了。
但是,同其他印刷工艺一样,用胶印机或凸版印刷机印刷各种纸箱面纸或纸盒、纸带产品,也不可避免会遇到一些故障问题,影响产品的印刷质量。
所以正确认识和了解印刷过程中的若干故障现象,把好印刷操作和工艺技术关,才能较好的提高生产效率和产品质量。
一、印刷压力不适引起的墨杠现象当胶印滚筒周称磨损存在严重情况时,由于过大的辊筒离让产生,使辊筒表面滑动摩擦而引起墨杠痕迹出现,这是一种情况;第二种情况是,由于采用硬包衬,压印过大,以致齿轮侧隙太大,使辊筒合压后齿轮产生颤动,辊筒表面发生滑动摩擦而引起墨杠;第三种情况是,印版辊筒和橡皮布辊筒间的压力太大,以致橡皮布受挤压作用,形成较大的摩擦滑动,使版面网点纵向变形扩大而造成墨杠。
对上述情况应通过更换辊筒轴承;调整包衬垫料特性;缩小辊筒中心距,使齿轮的啮合侧隙小于0.1mm;按设备的规范要求,定好衬垫厚度,避免压力过大情况的出现,以防止墨杠现象的产生。
二、滚筒咬牙不良引起的套印不准故障当辊筒咬牙的牙面出现磨损、变形,咬牙压力存在不均匀、不足情况时,印张进入咬牙后在压印中容易产生滑移现象,造成产品套印不准,尤其使印刷版面受墨面积大,油墨粘度也大的情况下,更容易出现套印不准现象。
对此,解决办法是,将磨损厉害的咬牙拆下更换上新的咬牙,将咬纸压力不均、不足的咬牙,进行调整校正使它的整个牙面紧咬纸边;对油墨粘稠度过大的,采用助剂进行适度的稀释调整,降低油墨的粘度;对印刷专色油墨可通过将油墨色相适当调深一点,使印刷墨层减薄一点,这样既可降低油墨粘性,又能达到符合印刷色相的要求。
此外,还可适当减轻印刷压力,防止印张在压印中因滑移而造成套印不准。
瓦楞纸箱印刷中常见的几个问题分析
瓦楞纸箱印刷中常见的几个问题分析瓦楞纸箱作为一种常见的包装材料,其图案的印刷质量对于产品的外观和质量都具有重要的影响。
然而,在瓦楞纸箱印刷过程中,常常会遇到一些问题,影响印刷质量和产量。
本文将对瓦楞纸箱印刷中常见的几个问题进行分析,并提出相应的解决方案。
1. 印刷颜色不真实在瓦楞纸箱印刷中,有时会出现印刷颜色不够真实的情况。
这种问题的主要原因是印刷机的墨路设置不当。
当墨路不均衡或者墨量不适当时,就会导致印刷颜色变淡或者色差过大的情况。
解决方案:(1)调整墨路:对于印刷颜色不真实的情况,可以考虑调整墨路。
首先需要使用专业的测试仪器来测试各个墨路的墨量,找出墨量不均衡的原因。
然后可以通过调整辊道压力或者调整墨槽和刮刀的间距来解决问题。
(2)调整墨量:对于印刷颜色过淡或者过浓的情况,可以通过调整墨量来解决。
可以尝试减少或者增加墨量,或者调整墨盘的转速来改变墨量。
2. 印刷墨层不均匀瓦楞纸箱的印刷墨层不均匀是另一个常见的问题。
这种问题的主要原因是印刷机的墨路设置不当、印刷机的辊子表面磨损或者印版的质量不好。
解决方案:(1)检查印刷机的墨路:如果墨路有问题,需要检查印刷机的墨路是否畅通无阻,然后做出相应的调整。
(2)检查印刷机的辊子表面:如果辊子表面磨损,可以考虑更换新的辊子表面或者使用适当的润滑剂来解决。
(3)检查印版的质量:如果印版的质量不好,可以更换新的印版。
3. 印刷机速度过慢在实际的印刷过程中,有时会出现印刷速度过慢的情况。
这种情况主要是因为印刷机的机械部分出现了问题。
解决方案:(1)检查印刷机的机械部分:在印刷机运行过程中,需要定期检查印刷机的机械部分是否出现了问题。
如果出现了问题,需要及时修理。
(2)使用质量更好的配件:使用质量更好的配件可以增强印刷机的稳定性和耐久性,从而避免发生故障。
总之,对于瓦楞纸箱印刷过程中出现的问题,我们需要及时检查,确定问题原因并采取相应的措施,从而确保印刷质量和生产效率。
影响印刷品质量的常见故障分析与排除
影响印刷品质量的常见故障分析与排除
一、颜色污染
1、原因分析:
(1)印版表面污染:污染物可能是抹布的污染,手污、走样水、油
墨残渣等;
(2)纸张污染:一般是污水、污泥等粘在纸张表面上而造成的污染;
(3)油墨污染:油墨污染主要是油墨残渣,油墨积聚,污染印版或
浸入纸张表面,也可能是油墨中的一些添加物残留而生成的污染。
2、排除措施:
(1)印版污染:清洁印版,更换抹布,使用专用的聚酯薄膜并定期
更换;
(2)纸张污染:更换纸张,添加控渣剂,及时调整抄送湿度;
(3)油墨污染:更换油墨,清洁印版,在印刷前检查油墨是否易于
开封,定期清洗印版,添加抗沉积剂,定期检查、清洗印刷机分切刀等。
二、走样
1、原因分析:
(1)报警器或印刷机的运行振动:运行振动会使印刷物料发生位移,导致图像走样;
(2)报警器或印刷机抄送的位移:抄送的位移也会导致图像走样;
(3)印刷温度:印刷时的温度过高或过低会使印刷介质发生变形,从而影响报警器或印刷机的印刷质量;
(4)报警器或印刷机分切刀的清洗:若不定期清洗设备的分切刀。
水墨印刷常见的故障及解决方案
第二讲:水墨印刷常见的故障及解决方案柔性版印刷工艺流程主要包括制版和印刷两大步骤,制版过程一般为:原稿—菲林(正阴图)—背曝光—主曝光—显影冲洗—干燥—后处理—后曝光—贴版供上机印刷。
印刷过程一般如下:承印材料—印刷(包括反正印刷)—上光油或者覆膜等—模切—切断—检验—入库生产注意事项1.根据原稿和客户要求,选定合适的印刷色数、色序、幅面及相应的版辊(齿数、网线数等)。
目前,柔性版印刷的原稿有许多是由上胶印转过来的,这两种印刷工艺之前有着很大的区别,因此不能够照抄照搬胶印的工艺(尤其是分色制版工艺),要根据柔性版印刷工艺自身的特点,结合本公司柔版印刷机的性能来处理原稿,并同客户协调好。
2.印刷压力、印刷速度以及各部分张力的调整要适当。
因为柔性版是由一层较硬的聚酯版基和高弹性的感光材料构成的,因此其最明显的特点就是具有弹性。
在印刷过程中又需要施加一定的印刷压力,尽管在柔性版印刷中采用轻压印刷,但是,印刷压力的轻微变化也会引起色彩和层次复制的变化,导致印刷品上图像网点的扩大,则网点扩大越严重。
印刷速度要结合具体的生产情况来定,机器启动时从低速开始,调整各个色组印刷版滚筒的位置,达到套准之后再逐渐提高机器速度,并要同油墨的干燥性能相适应,同时还要注意机器速度不能过快,以防发生油墨,造成不必要的浪费,甚至影响生产。
3.印刷过程中,要随时检查油墨的粘度、PH值和干燥性能。
对于柔性版印刷油墨的控制,主要就是这三个方面。
在生产过程中,由于水分和溶剂的挥发,油墨的性能变得不稳定,粘度升高,PH值降低,影响印刷适性。
因此,在印刷过程中,每隔一定的时间,要加入适量的PH值稳定剂或者相应的溶剂(要结合具体的印刷速度和油墨干燥情况),调节油墨的PH值和粘度。
同时,由于柔性版是短工位印刷,色与色之间行程比较短,如果油墨中溶剂干燥不彻底,就会导致叠色不良或者粘连。
水性印刷油墨的特性分析水基油墨被广泛应用于柔性版印刷中,特别是在瓦楞纸箱的印刷过程中。