经典课件:冲孔落料级进模模具图
图解五金冲压模具

冲压模具图例(示图) 常闭触头级进模具
滑片级进模产品图
滑片级进模具产品装配图
冲孔、落料级进模(一)
冲孔、落料级进模(二)
定转子片硬质合金级进模模具装配图
磁轭片硬质合金级进模
动触座级进模具装配图
动触座级进模具装配图二
接触板级进模具装配图
压簧级进自动模
压簧级进自动模产品图
二轮压簧级进模
铆接成形级进模具装配图
钩式送料连续拉深模
钩式送料连续拉深模产品图二
滚轴式送料切断、压弯级进模产品图
滚轴式送料切断、压弯级进模产品图二
插销式送料压弯、切断级进模具装配图
定转子硬质合金级进模
双切口连续拉深模具装配图
整带料自动连续拉深模具装配图
整带料自动连续拉深模具产品图
对向凹模
汽车车门齿板模具装配图
汽车车门齿板产品图
汽车散热器罩修边冲孔模
精密冲裁模(一)
精密冲裁模(二)
精密冲裁模(三)
正装-倒装复合模
子冲片复合模模具装配图
磁极片复合模模具装配图
转子冲槽复合模模具装配图
斜楔式冲孔模
调焦导向盘侧向模具装配图
槽钢产品图
剖切模-管件切槽模模具产品装配图
外缘-内缘-整修模-筒壁切舌模
自行车花盘冷挤模
管子冲孔、扩口模模具装配图
装配模模具装配图
液压胀形模产品图
通用切断模产品图
汽车前围外板拉深模
变薄-旋转变薄模具装配图
液压拉深模产品图
大型件弯曲模
V形件-U形件-W形件弯曲模
Z形件-圆形件弯曲模产品图 卷圆模产品图
压圈弯曲模模具装配图
螺旋弯曲模模具装配图
其它形状件弯曲模产品图。
典型冲裁模具图形库

典型冲裁模具图形库:
[1]无导向固定卸料式落料[2]导板式冲裁模[3]导柱式落料模[4]挡料销和导正销定位的级进模[5]侧刃定距的级进模
[6]正装式复合模[7]倒装式复合模[8]开式简单冲裁模[9]导柱式落料模[10]用导正销定距的冲孔落料模
[11]双侧刃定距的冲孔落料级进模[12]侧刃定距的弹压导板级进模[13]倒装式复合模[14]垫圈复合冲裁模[15]对向凹模复合模[16]活动凸模式复合精冲模[17]固定凸模式复合精冲模[18]简易精冲落料模[19]导柱式单工序落料模[20]导柱式冲孔模
零件名称
1 模柄
2 凸模
3 固定卸料板
4 凹模
5 下模座 6
回带式挡料销
零件名称
1 凸模固定板
2 凸模
3 限位柱
4 导板
5 导料板
6 凹模
7 下模座。
落料冲孔模、级进模以及切边模设计

本科毕业设计(论文)落料冲孔模、级进模以及切边模设计本科毕业设计(论文)落料冲孔模、级进模以及切边模设计学院:专业:学生姓名:学号:指导教师:答辩日期: 2011年6月燕山大学毕业设计(论文)任务书摘要金属板料冲压是汽车覆盖件和零部件大量生产的主要生产过程,注塑模具在塑料成型加工中占有非常重要的地位。
这篇说明主要关于三套模具的设计(1)冲孔落料模(2)拉深、冲孔、落料模(3)切边模这篇说明介绍了三套模具的结构设计和凹凸模的精度设计关键词复合模级进模切边模燕山大学本科生毕业设计(论文)AbstractSheet metal stamping is a primary manufacturing process for high volume production of automatic panels and components. This chaptis mainly about the desish for three dies.(1)blank piere die(2)drawing piere. Blank progressive die(3)Triming dieThis chapt duces constructive desish for the three dies.Key wordsCompound die Triming die Progressive die目录摘要 (III)Abstract ................................................................................................................ I I 第1章落料冲孔模设计 (1)1.1工件图(见图1) (1)1.2工艺分析 (1)1.3排样图(见图2) (1)1.4凸凹模工作尺寸计算 (4)1.5冲裁工艺力计算 (8)1.6卸料及顶件装置设计 (10)1.7导向机构的设计 (13)1.8模架技术要求 (14)1.9装配技术要求 (14)第2章级进模设计 (15)2.1工件图见图1 (15)2.2工艺分析 (15)2.3工件排样图 (16)2.4定位形式的选择与设计 (19)2.5凸凹模工作部分尺寸的计算 (20)2.6工艺力计算部分 (29)2.7弹性卸料部分设计 (34)2.8压力中心的设计 (37)2.9模架的技术要求 (40)第3章切边模设计 (41)3.1工件图 (41)3.2斜楔机构 (42)3.2斜楔机构 (43)3.4弹性卸料装置的设计 (43)结论 (46)参考文献 (47)致谢 (48)附录1 开题报告 (49)附录2 文献综述 (53)附录3 翻译 (61)第1章落料冲孔模设计1.1 工件图(见图1)1.2 工艺分析零件由冲孔和落料两道工序加工完成,由于零件的形状比较简单,故采用复合模加工,并且可以得到比较高的定位精度。
机械课程设计-冲孔落料级进模
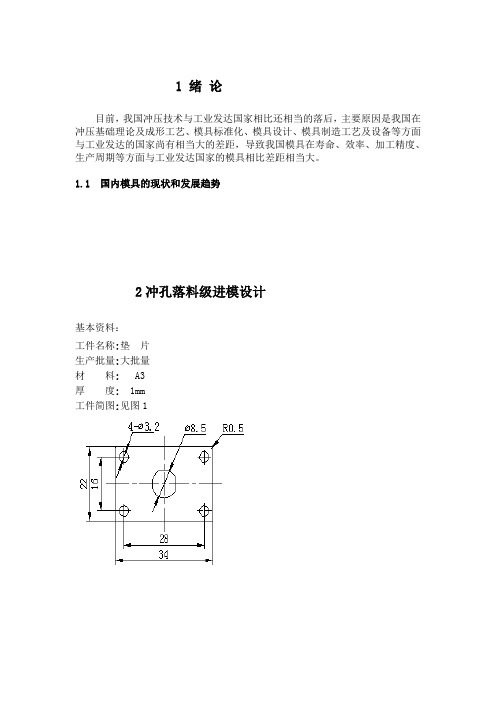
xx大学课程设计题目:冲孔落料级进模课程设计班级:模具姓名:XXX指导教师:XXX完成日期:XXX一、设计题目如图1所示的冲件为大批量生产,材料为45钢,材料厚度为1.5mm,设计冲裁模。
二、原始资料(1) 被加工零件的零件图(草图)1张(2) 生产类型:中批或大批大量生产三、上交材料(1) 被加工工件的零件图1张(2) 模具装配图(A0或A1,结合具体零件决定)1张(3) 模具主要零件图,具体情况结合设计内容,由指导老师指定(4) 课程设计说明书(包含方案选择、设计计算等内容,8000字左右) 1份四、进度安排(参考)(1) 熟悉零件,画零件图2天(2) 选择方案,确定模具类型及结构草图3天(3) 计算分析,画模具装配图及主要模具零件图7天(4))编写说明书2天(5) 准备答辩1天五、指导教师评语该生设计的全过程表现,设计内容反映的基本概念综合运用知识和分析解决问题能力,说明书书写,工程绘图图纸表达,外语水平。
综合评定成绩:指导教师日期摘要冷冲压模具在模具中占有相当重要的地位,产品波及范围大,约占模具总数的一半,所以受到各方面的高度重视,而冲压件的质量好坏在很大程度上取决与模具设计、制造的技术水平。
本设计要求的制件材料为45钢,且厚度为1.5mm,大批量生产,涉及落料、冲孔,所以采用级进模是非常适合的。
设计的级进模采用弹性卸料,、挡料,导柱、导套配合导向,通过冲孔凸模、落料凸模和凹模共同作用,完成冲制过程。
在滑块的一次行程内,完成所有冲压要求,从而大大的提高了生产效率。
冲压模具设计的全过程:1. 经工艺分析工艺计算,间隙值的选择,确定了该设计工艺流程及冲模结构形式。
2. 同时对所设计的模具分别进行了分析说明,3. 对压力机做出了合理的选择,4. 整个过程采用AutoCAD软件绘制模具的二维装配图和个别零件图。
关键词:冲孔;落料;模具设计;级进模;生产效率AbstractCold stamping mould in mould occupies an important position, product scope affected big, accounts for about half of the total number of mould, so by every aspect highly, and stamping quality stand or fall depends greatly on and mold design and manufacturing technology level. This design requirement of stamping materials for 45 steel, and the thickness of 1.5 mm, mass production, involving blanking, punching, so using progressive die is very suitable. Design of progressive die using elastic and unloading, and block material, guide pin, guide set with guidance, through the punching the punch, blanking the punch and dies, the joint action, complete blunt system process. The slide block within the trip, complete all stamping requirements, thus greatly improve the efficiency. Stamping mould design process of:1. The process analysis process calculation, inner-space value choice, to determine the design process and die structure.2 at the same time the design of mold respectively were analyzed and explained,3. To press a reasonable choice,4. The whole process using AutoCAD software rendering mould 2d drawings and individual detail drawings.Key words: Punching, Blanking, Mould design, Progressive die, Production efficiency目录前言 (1)1冲压基础知识 (2)1.1冲压的概念、特点及应用 (2)1.2冲压的基本工序及模具 (3)1.3冲压技术的现状及发展方向 (3)2冲压件工艺性分析 (5)2.1材料 (5)2.2结构与尺寸 (5)2.3精度与冲裁件断面质量 (6)3冲裁工艺方案的确定 (6)4选择模具总体结构形式 (6)4.1确定模架类型及导向方式 (6)4.2送料定位机构设计 (7)4.3卸料出件方式的选择 (7)5必要的工艺计算 (7)5.1排样设计与计算 (7)5.1.1搭边 (7)5.1.2材料利用率 (8)5.2计算冲压力 (8)5.3计算模具压力中心 (9)5.4计算凹凸模工作部分尺寸并确定其制造公差 (10)6冲裁模主要零部件设计 (11)6.1工作零件的结构设计 (11)6.1.1凹模 (11)6.1.2垫板 (11)6.1.3凸模固定板 (12)6.1.4卸料方式 (12)6.1.5冲孔凸模与异形凸模结构尺寸确定 (13)6.1.6导料板的设计 (13)6.1.7模架与其他零部件设计 (13)7参考文献 (15)前言随着现代化大工业的飞速发展,加上用模具加工成型产品具有生产效率高、产品质量稳定、互换性好、材料利用率高、操作简单、安全性好、工人劳动强度低、适用范围大、产品成本低等诸多优点,在电子、电器,仪表、仪器,航空、航天,汽车、摩托车、船舶制造,家用电器,文化用品、娱乐用品,医疗器械,日常生活用品及各种产品包装等生产行业中,均得到了非常广泛的应用。
冲孔落料级进模设计ppt资料
设计题目: 冲孔落料级进模设计
合作者: 指导教师:
模具设计与制造
设计时间: 2013年12 月
黎明职业大学
完成图示冲孔模具设计
运筹
设计要求
壹·
对工件进行工艺分析,工艺计算,制定冲压工
艺方案,确定模具结构尺寸和选择压力机;
贰·
使用Pro/E软件设计三维零件图及总装爆炸图,
CAD绘制冲模二维总装图和部分主要零件图
2.4 其他计算-----压力中心f的计算
• 零件是一个对称的零件,所以零件的压力中心如下计算。
2.4 其他计算----工作零件刃口尺寸计 算
•
2.4 其他计算----弹簧的设计
• 根据模具安装位置,选用六个弹簧 • 结合模具安装尺寸,初选弹簧25×4×65。 • 弹簧预压缩量:H预=15%Ho =15%×65=9.75mm • 弹簧安装高度H安=Ho-H预=55.25mm.
2.5 模具总体设计
• 模具类型的选择 :由冲压工艺分析可知,采用级进冲压,所以模具 类型为级进模。
• 定位方式的选择:因为该模具采用的是有侧压装置,控制条料的送进 方向采用导料销,控制条料的送进步距采用导正销来定位。
• 卸料、出件方式的选择:由于工件料厚为t=1mm,相对较薄,卸料力 也比较小,故可采用弹性卸料。考虑到模具是级进模生产,所以采 用下出件比较便于操作与提高生产效率。
• 卸料板的周边尺寸与凹模的周边尺寸相同,厚度为16mm, 在其四个边角钻四个深度为3mm的φ26孔。卸料板采用45 钢制造,淬火硬度为40~45HRC。
淡然
2.6 主要零部件设计
• 2.6.3.3卸料螺钉的选用
• 卸料板上设置4个卸料螺钉,选用M6×63mm JB/T 7650.6— 2008
垫片冲孔落料级进模具设计

垫片冲孔落料级进模具设计介绍在制造业中,模具设计是一个关键的环节。
模具的设计质量直接影响产品的生产效率和产品质量。
垫片冲孔落料级进模具是一种常见的模具设计,它主要用于自动化生产流程中冲孔和落料操作。
本文将深入探讨垫片冲孔落料级进模具的设计原理和注意事项。
设计原理垫片冲孔落料级进模具是用于冲压工艺中的一种特殊模具。
它主要由以下几个部分组成:1.垫片冲孔模具:用于对垫片进行冲孔的模具部分;2.落料级进模具:用于将冲孔后的垫片进行落料和级进的模具部分;垫片冲孔模具设计垫片冲孔模具的设计需要考虑以下几个因素:1.冲孔位置:根据产品要求和冲孔工艺的特点确定冲孔位置;2.冲孔形状和尺寸:根据产品要求和冲孔工艺的特点确定冲孔的形状和尺寸;3.冲孔材料选择:根据产品要求和冲孔工艺的特点选择合适的材料;4.冲孔模具结构设计:根据冲孔工艺的特点设计合理的模具结构,包括模具材料选择、模具加工工艺等;落料级进模具设计落料级进模具的设计也需要考虑以下几个因素:1.落料位置和方式:根据产品要求和落料工艺的特点确定落料的位置和方式;2.级进量和级进步径:根据产品要求和级进工艺的特点确定级进量和级进步径;3.落料模具结构设计:根据落料工艺的特点设计合理的模具结构,包括模具材料选择、模具加工工艺等;注意事项在设计垫片冲孔落料级进模具时,需要注意以下几个事项:1.合理选择材料:根据冲孔和落料工艺的要求选择合适的模具材料,考虑材料的硬度、耐磨性和冲击性等因素;2.模具结构设计:合理设计模具结构,确保冲孔和落料的准确度和稳定性;3.模具加工工艺:选择合适的加工工艺,确保模具的精度和表面质量;4.模具的使用和维护:模具使用过程中要进行定期维护和保养,确保模具的使用寿命和工作效率;结论垫片冲孔落料级进模具设计是一个复杂而重要的工作,它直接影响产品的生产效率和产品质量。
本文介绍了垫片冲孔落料级进模具的设计原理和注意事项。
通过合理的模具设计和制造工艺,可以提高产品的工艺水平,降低生产成本,提高产品竞争力。
冷冲模的典型结构图例

图24导柱式落料模
1—导料钉 2—挡料钉 3 一下模座4一顶杆 5—落 料凹模垫板 6一顶块 7—弹压卸料板8—弹簧 9—内六角螺钉 10一凸 模固定板 12一上模 座 13一模柄 14—销钉 15—防转销钉 16—卸料 螺钉 17—导套 18—落料 凸模19—导柱20—落料 凹模2l—双头螺杆22—顶 板23—橡胶块24—固定 螺母
冷冲模的典型结构图例
图2-2敞开式落料模
1-凸模固定板 2-橡胶块 3-凸模 4-下模座 5-凹模 6-固定挡料销
图20导板式落料模 1一模柄 2、17一出动锁 3一上模座 4、8一内六角螺钉 5一凸横6—垫板 7一凸模固定板 9一导板l0—导料板 11一承料板12一螺钉 13一凹模14一圆柱销 15一下模座 16一圈定挡科销 18一限位销 19—弹簧 20一始用挡料块
图2-10 (落料、冲孔) 正装复合模
l一凹模 2、7一顶板 3、4一凸模 5、6、11一顶杆 8一推杆9一凸凹模 l0一卸料板 12一挡料铺 13一 边复合模 1—推杆2—顶板 3—顶杆4—推块 5—冲孔凸模 6—废料顶杆 7—固定卸料板 8、9—凸凹模 l0—压边圈 11—落料凹模 12—弹顶装置 13—挡料销
图2-9 (落料、冲孔)倒 装复合模 1一上模座2一导套3一凹 模4一凸模固定板5、11、 17一螺钉6、16一销钉 7—模柄8—推杆9—推板 10一凸模 12一推销 13一垫板 14一推件块 15一导料销 18一凸凹模 19、22一弹簧 20一活动挡料销 2l一卸料螺钉23一卸料板 24-导柱25一下模座
用导正销定距的冲孔落料级进模

在传统的工业生产中,工人生产的劳动强度大、劳动量大,严重影响生产效率的提高。
随着当今科技的发展,工业生产中冲压模具的使用已经越来越引起人们的重视,而被大量应用到工业生产中来。
冲压模具的自动送料技术也投入到实际的生产中,冲压模具可以大大的提高劳动生产效率,减轻工人负担,具有重要的技术进步意义和经济价值。
本文介绍了级进模冷冲压成形过程,并且简要分析了坯料形状、尺寸,排样、裁板方案,冲压工序性质、数目和顺序的确定。
进行了工艺力、压力中心、模具工作部分尺寸及公差的计算,并设计出模具。
还具体分析了模具的主要零部件(如凸凹模、卸料装置、垫板、凸模固定板等)的设计与制造,冲压设备的选用,凸凹模间隙调整和编制一个重要零件的加工工艺过程。
列出了模具所需零件的详细清单,并给出了合理的装配图。
通过充分利用现代模具制造技术对传统机械零件进行结构改进、优化设计、优化工艺方法能大幅度提高生产效率,这种方法对类似产品具有一定的借鉴作用。
关键词:级进模具;冲压模具;模具设计;工艺In the traditional industrial production, the worker works very hard and there are too much work for them, so the efficiency is low. With the development of the science and technology nowadays, the use of punching die in the industrial production gain more attention, and be used in the industrial production more and more. Self-acting feed technology of punching die is also used in production, punching die could increase the efficiency of production and could alleviate the work burden,so it has significant meaning in technologic progress and economic value.This article describes the anti-theft lock picks cold stamping process ,and a brief analysis of the blank shape, size, layout, the Conference Board, stamping processes in nature, number and sequence determination. For the process, the center of pressure, the die size and the tolerance of the calculation, design mold. Also analyzes the mold of the main components (such as punch and die and dump devices, slates, Punch plate, etc.) design and manufacturing, stamping equipment selection, punch-gap adjustment and establishment of a vital parts machining process. Die requirements set out a detailed list of parts, and gives a reasonable assembly. By fully utilizing modern manufacturing technology to mold traditional mechanical parts for structural improvements, design optimization, Process optimization methods can greatly enhance production efficiency, the method of similar products have some reference.Key words: anti-theft lock picks;punching die;Mold design; process目录1 综论 (1)1.1 冲压的定义和特点 (1)1.2 冲压基本工序 (2)1.3 冲压模具 (3)1.3.1冲压模具的定义 (3)1.3.2冲压模具的分类 (4)1.4 我国冲压技术的现状 (4)1.5 冲压技术的发展趋势 (4)1.6 冲压模具的设计步骤 (6)1.6.1取得必要的资料 (6)1.6.2确定工艺方案及模具结构形式 (6)1.6.3进行必要的工艺计算 (6)1.6.4模具的总体设计 (7)1.6.5模具主要零部件的结构设计 (7)1.6.7选定冲压设备 (7)1.6.8绘制模具总图 (7)1.6.9绘制各非零件的零件图 (7)1.7.0填写模具记录卡和编写冲压工艺文件 (8)2冲压工艺设计 (8)2.1 冲压件的工艺性分析 (8)2.1.1结构工艺性 (8)2.1.2尺寸精度与粗糙度 (9)2.1.3冲裁件的材料 (9)2.2 工艺方案的确定 (9)3 冲压模具总体结构设计 (10)3.1 模具类型 (10)3.2 操作与定位方式 (10)3.3 卸料与出件方式 (10)3.4 模架类型及精度 (11)4 模具设计工艺计算 (12)4.1 排样设计与计算 (12)4.2 冲压力的计算 (12)4.3 压力中心的确定 (13)4.4 冲裁模间隙的确定 (13)4.5 刃口尺寸的计算 (14)4.5.1刃口尺寸计算的基本原则 (14)5 模具零件的设计 (16)5.1 工艺零件的结构设计 (16)5.1.1冲孔凸模的设计 (16)5.1.2卸料板的设计 (16)5.1.3导料板的设计 (18)5.1.4导正销 (18)5.2 辅助零件的结构设计 (18)5.2.1选择模架 (18)5.2.2模柄 (19)5.2.3模具的闭合高度 (19)6冲压工艺过程卡 (21)结论 (22)谢辞 (23)参考文献 (24)1.1 冲压的定义和特点冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。
冲孔_落料级进模-冲压工艺模具设计说明书
设计说明书院系机械工程班级095专业材控姓名杨山虎学号0901102B573指导教师谢老师评分日期目录第一章零件设计任务 (1)第二章冲裁件的工艺分析 (2)2.1工件材料 (2)2.2工件结构形状 (2)2.3工件尺寸精度 (2)第三章冲裁工艺方案 (3)第四章模具结构形式的选择 (4)4.1模具的类型的选择 (5)4.2卸料装置 (5)4.2.1.条料的卸除 (5)4.2.2卸料方式 (5)4.3定位装置 (5)4.3.1.送料形式 (5)4.3.2.定位零件: (5)4.4.模架类型及精度 (5)4.4.1.模架 (5)4.4.2.精度 (6)第五章冲压工艺计算: (7)5.1.排样 (7)5.1.1.排样方案分析 (7)5.1.2.计算条料宽度 (7)5.1.3.确定布距: (8)5.1.4.计算材料利用率 (8)5.2.冲压力计算 (9)5.2.1.冲裁力计算 (9)5.2.2.卸料力、顶件力的计算 (10)5.3.压力中心的计算 (11)5.4.模具工作部分尺寸及公差 (11)5.4.1.落料凸凹模尺寸 (11)5.4.2.冲孔凸凹模尺寸 (12)第六章主要零部件设计 (13)6.1.凹模的设计 (13)6.2.凸模的设计 (14)6.2.1.冲孔凸模: (15)6.2.2.落料凸模 (15)6.2.3.凸模的校核: (15)6.3.固定板的设计 (16)6.3.1.凸模固定板: (16)6.4.模架以及其他零部件的选用 (16)第7章校核模具闭合高度及压力机有关参数 (17)7.1 校核模具闭合高度 (17)7.2 冲压设备的选定 (17)第8章设计并绘制模具总装图及选取标准件 (18)第9章结论 (19)第一章零件设计任务零件简图:如图1-1 所示材料:10号钢材料厚度:1.2mm未标注尺寸按照IT10级处理.图1-1 垫片零件图第二章冲裁件的工艺分析2.1工件材料由图1-1分析知:10#钢为优质碳素结构钢,具有良好的塑性、焊接性以及压力加工性能,主要用于制作冲击件、紧固件,如垫片、垫圈等。
冲孔落料级进模设计
F—落料或冲孔的冲裁力,N
—模座材料许用压应力,MPa
凸模固定板端面压力超过了 80~90MPa,为此应在凸模顶端与模座之间加一 个淬硬的垫板。矩形垫板材料可用 45 钢,结构形式和尺寸规格见手册﹝2﹞表 查得 100×100×6
③凹模 凹模采用整体式凹模,安排凹模在模架上的位置时,要依据计算压力中心的数
正销的结构形式,结构设计,尺寸精度,材料的热处理等可参照 JB/T7647.1—94 和 JB/T7647.2—94 选定。
QQ332554595 有删减 有 CAD 图
图 10 导正销的结构形式
冲裁φ6.5mm 孔的导正销 查表得 h=0.6t 2a=0.06mm
D=d-2a=6.68-0.06=6.62mm
据,将压力中心与模柄重合。其轮廓尺寸计算如下: 凹模高度 H=Kb=0.40×34=13.6mm 按表取标准值 15mm 凹模壁厚 c=(1.5~2)H = 22.5~30mm 取凹模厚度为 30mm, 凹模宽度 B=b+2c=(34+2×30)=94mm,
凹模长度 L 取 45mm,
图 5 整体式凹模的局部结构
证最小双面合理间隙值 Zmin=0.10mm。
图 3 凹模部分刃口尺寸
4.1.2 卸料橡胶的设计
卸料橡胶的设计计算见下表。选用的 4 块橡胶板的厚度务必一致,不然会造 成受力不均匀,运动产生歪斜,影响模具的正常工作。
表二
项目
公式
卸料板工作行 程h工
h 工=h1+t+h2
橡胶工作行程 H
工
橡胶自由高度 H
图 6 凹模上的螺孔设计与选用
d 为螺孔的距离由于凹模厚度为 10mm,所以根据表 2.4﹝2)查得螺孔选用 4× M5 的螺钉固定在下模座。故选用如图 6:
冲孔落料级进模设计
目录摘要 (1)关键词 (1)前言 (2)1.1模具在国民经济中的地位 (2)1.2各种模具的分类和占有量 (3)1.3我国模具工业的现状 (4)1.4我国模具技术的发展趋势 (5)2 冲压模具三维CAD设计 (6)2.1工件的三维CAD设计 (6)2.2工艺结构零件的三维CAD设计 (7)2.2.1工作零件的三维CAD设计 (7)2.2.2定位零件的三维CAD设计 (9)2.2.3卸料件的三维CAD设计 (9)2.3辅助结构零件的三维CAD设计 (10)2.3.1导向零件的三维CAD设计 (10)2.3.2固定零件的三维CAD设计 (11)2.3.3紧固零件的三维CAD设计 (11)2.4冲孔落料模的装配过程三维CAD设计 (13)2.5生成爆炸图 (16)3 冲裁件的工艺分析 (17)3.2工件结构形状 (17)3.3工件尺寸精度 (17)4冲裁工艺方案 (17)5模具结构形式的选择 (18)5.1模具的类型的选择 (18)5.2卸料装置 (19)5.2.1条料的卸除 (19)5.2.2卸料方式 (19)5.3定位装置 (19)5.3.1送料形式 (19)5.3.2定位零件 (19)5.4模架类型 (19)6冲压工艺计算 (19)6.1排样 (19)6.2冲压力计算 (20)6.3冲裁间隙的计算 (21)6.4压力中心的计算 (21)6.5模具工作部分尺寸与公差 (22)6.5.1切断凸模尺寸 (23)6.5.2冲孔凸凹模尺寸 (23)7主要零部件设计 (24)7.2凸模的设计 (25)7.3凸模固定板的设计 (26)7.4垫板的设计 (27)7.5卸料橡胶的计算 (28)8 设计并绘制模具总装图与选取标准件 (28)8.1模具总体设计与压力机的选型 (28)8.2模具装配图 (29)9 结论 (30)参考文献......................................................................................................30致谢 (31)客车车门垫板级进模设计学生:李灿指导老师:周光永(湖南农业大学工学院,长沙410128)摘要:该论文是对客车车门垫板零件冲孔、落料的级进模设计。
用导正销定距的冲孔落料级进模
倒装
倒装式复合模
1-下模座 2-导柱 3、20-弹簧 4-卸料板 5-活动挡料销 6-导套 7-上模座 8-凸模固定板 9-推件块 10-连接推杆 11-推板 12-打杆 13-模柄 14、16-冲孔凸模 15-垫板 17-落料凹模 18-凸凹模 19-固定板 21-卸料螺钉 22-导料销
正、倒装复合模的特点比较
动作过程
用导正销定距的冲孔落料级进模
1-模柄 2-螺钉 3-冲孔凸模 4-落料凸模 5-导正销 6-固定导料销 7-始用导料销
用导正销定距的冲孔落料级进模
双侧刃定距的冲孔落料级进模
1-内六角螺钉 2-销钉 3-模柄 4-卸料螺钉 5-垫板 6-上模座 7-凸模固定板 8、9、10-凸 模 11-导料板 12-承料板 13-卸料板 14-凹模 15-下模座 16-侧刃 17-侧刃挡块
3.复杂形状零件模具压力中心的确定
1)按比例将冲裁工件的冲裁轮廓画出。
2)建立直角坐标系xoy。
3)将冲裁件的冲裁轮廓分解为若干直线段和
圆弧段L1、L2、L3……Ln等基本线段。因为冲裁
力与轮廓线长度成正比关系,故可用线段长度 代替冲裁力进行压力中心计算。
4)计算各基本线段的长度
复合冲裁模
压力机在一次行程中,板料同时完成落料与冲 孔等多个工序的冲裁
结构上有一个既为落料凸模又为冲孔凹模的凸 凹模
复合冲裁模
1挡料销 2 下模座 3、 19、21螺钉 4 凸凹模 5凸 凹模固定板 6、 12橡皮 7卸料 板 8导柱 9 凹模 10导套 11推件板
动作过程
复合冲裁模
全长导向结构的小孔冲模
超短凸模的小孔冲模
1、9-定位板 2、3、4-小凸模 5-冲击块 7-小压板 8-大压板 10-侧压块
垫圈冲孔落料级进模具设计(带全套cad图)

垫圈冲孔落料级进模设计目录1 冲压件的工艺分析 (1)1.1 零件工艺性分析 (1)1.2 冲裁工艺方案的确定 (2)1.3 零件工艺计算 (2)1.3.1 排样计算 (2)1.3.2 冲压力计算 (3)1.3.3 压力中心计算 (4)1.4 冲压设备的选用 (5)2 模具结构的设计 (6)2.1 模具零部件结构的设计 (6)2.1.1 标准模架的选用 (6)2.1.2 卸料装置的设计 (7)2.1.3 其他零部件结构的设计 (8)2.2 冲模刃口尺寸及公差的计算 (9)2.2.1 冲孔部分 (9)2.2.2 落料部分 (10)2.3 确定各主要零件结构设计及尺寸计算 (11)2.3.1 凹模结构的设计 (11)2.3.3 凸模的结构设计及尺寸计算 (12)2 冲压件的工艺分析2.1 零件工艺性分析工件垫圈为图2-1所示的落料冲孔件,材料为Q235钢,材料厚度为2mm,生产批量为大批量。
图2-1 垫圈工件图工艺性分析内容如下:(1)材料分析对于冷冲压所用的材料,不仅要满足设计的技术要求标准,还应当满足冲压的工艺要求。
主要应该具备一下几点:①应当有良好的可塑性。
②应该具备抗压失稳起皱的能力。
③应该具备光洁、平整、无缺陷损伤的表面状态。
④材料的厚度公差和外形尺寸公差应该符合国家标准。
Q235为普通碳素结构钢,抗剪强度为300Mpa,具有较好的冲裁成形性能。
(2)结构分析零件形状简单、对称,由圆弧和直线组成,对冲裁加工较为有利。
但孔边距较小,故不适合精度要求高的冲压工序。
(3)精度分析一般冲裁件内外所能达到的经济精度为IT14,该孔中心与边缘距离尺寸公差为±0.2mm。
将以上精度和零件简图中所标注的尺寸公差相比较,可认为该零件的精度要求能够在冲裁加工中得到保证。
由以上分析可知,该零件可以用普通冲裁的加工方法制得。
三个孔的中心在同一条直线上的位置精度满足形位公差要求。
2.2 冲裁工艺方案的确定零件为一落料冲孔件,可提出的加工方案如下:方案一:先落料,后冲孔,采用两套单工序模生产。
课程设计---垫圈冲孔落料级进模设计

课程设计---垫圈冲孔落料级进模设计垫圈冲孔落料级进模设计摘要本设计进⾏了冲孔落料级进模的设计。
⽂中简要概述了冲压模具⽬前的发展状况和趋势。
对产品进⾏了详细⼯艺分析和⼯艺⽅案的确定。
按照冲压模具设计的⼀般步骤,计算并设计了本套模具上的主要零部件,如:凸模、凹模、凸模固定板、卸料板、挡料销、导正销等。
模架采⽤标准模架,选⽤了合适的冲压设备。
设计中对⼯作零件和压⼒机规格均进⾏了必要的校核计算。
此外,本模具采⽤始⽤挡料销和固定挡料销。
落料凸模内装有导正销,保证了⼯件上孔和外形的相对位置准确,提⾼加⼯精度。
如此设计出的结构可确保模具⼯作运⾏可靠和冲压产品⼤批量⽣产的要求。
关键词:级进模;校核;冲孔;落料IAbstractThe design of the banking and punching progressive modulus design.This paper briefly outlined the Stamping Die current development status and trends.The product of a detailed analysis and the identification process.Stamping die design in accordance with the general steps to calculate and design the sets on the main mold parts,such as:punch and die.Punch plate,feet behind the sales,marketking and other derivative is.Die-standard model planes,to choose a suitable stamping equipment.Dsign work on the parts and specifications will press for the necessary checking caculation.In addition,the die block used only with marketing materials and immovable the marketing materials.Blanking punch contents is a derivative sales,and guarantee the workpiece and the shape of the holes in the relative position,imprve processing accuracy.So the structure is designed to ensure reliable operation of die stamping products and mass production requirements. Keywords: Progressive die ;Check ;Punching;BlankingII⽬录1 绪论 (1)1.1 毕业设计的研究背景 (1)1.2 我国模具⼯业和技术的发展⽅向 (1)1.3 课题研究的模具的主要特点 (3)1.4 课题研究的相关技术简介 (3)1.5 课题研究的主要内容及意义 (4)1.5.1 课题研究的主要内容 (4)1.5.2 课题研究的意义 (4)2 冲压件的⼯艺分析 (5)2.1 零件⼯艺性分析 (5)2.2 冲裁⼯艺⽅案的确定 (6)2.3 零件⼯艺计算 (6)2.3.1 排样计算 (6)2.3.2 冲压⼒计算 (7)2.3.3 压⼒中⼼计算 (8)2.4 冲压设备的选⽤ (9)3 模具结构的设计 (10)3.1 模具零部件结构的设计 (10)3.1.1 标准模架的选⽤ (10)3.1.2 卸料装置的设计 (11)3.1.3 其他零部件结构的设计 (12)3.2 冲模刃⼝尺⼨及公差的计算 (13)3.2.1 冲孔部分 (13)3.2.2 落料部分 (14)3.3 确定各主要零件结构设计及尺⼨计算 (15)3.3.1 凹模结构的设计 (15)3.3.3 凸模的结构设计及尺⼨计算 (16)4 压⼒机相关参数的校核 (19)5 结论 (20)III致谢 ················································································错误!未定义书签。
铜片冲孔落料级进模
摘要本设计题目为铜片冲孔落料级进模模设计,体现了冲孔落料类零件的设计要求、内容及方向,有一定的设计意义。
通过对该零件模具的设计,进一步加强了设计者冲裁模设计的基础知识,为设计更复杂的冲裁模具做好了铺垫和吸取了更深刻的经验。
本设计运用冲压工艺及模具设计的基础知识,首先分析了工件的工艺要求,为选取排样的类型做好了准备;然后估算了板料的选取,便于导尺的宽度及确定排样的方法;最后分析了工件的特征,确定模具的设计参数、设计要点及自动漏料装置。
本工件为薄板的冲孔落料见,且工件的料厚较薄,所以在选取压力机是不宜过大,材料上说铜料的屈服强度也没有钢料的大,工件的尺寸较小设计时必须考虑设计一个能在冲孔落料时的剪切力小于材料的屈服强度以免冲裁力过大冲出废件。
关键词:冲裁模冲裁极限强度AbstractBlank and Prerce Grogressive DiesThis design topic hurtles bore to fall to anticipate class to enter a mold mold design for the copper, body now the blunt bore fall to anticipate a type of spare parts of design request, contents and direction, there is certain design meaning.Pass the design to the spare parts' molding tool, strengthened designed further blunt cut the foundation knowledge of[with] mold design, for design more complicated of blunt cut a molding tool to have done cushion and absorbed deeper experience.This design usage blunt press the foundation knowledge of craft and molding tool design, analyzed the craft of the work piece a request first, have done preparation for the type that the selection lines up kind;Then the selection estimating plank to anticipate, easy to lead the method of the width and assurance row kind of Chinese foot;Analyzed the characteristic of work pi ece finally, make sure the design parameter, design important point of molding tool and leak to anticipate device automatically.This work piece falls to anticipate to see for the blunt bore of lamella, and the work piece anticipate thick thinner, so Be selecting by examinations pressure machine is should not lead greatly, say on the material the copper anticipates accepts defeat strength to also have no steel to anticipate of big, the size of work piece is smaller to design have to consider to design 1can while hurtling the bore fall to anticipate of shearing and slicing the dint is small to accept defeat strength in the material in order to prevent blunt once cut dint to rush out to discard a piece greatly.Keyword:blanking die blanking ultimate目录摘要 (I)绪论 (4)第1章冲裁工艺规程的编制 (7)1.1工艺分析、排样设计 (7)1.2工艺方案的确定 (9)第2章冲压模结构设计 (10)2.1模具结构形式的选择与确定 (10)第3章模具设计的有关计算 (11)3.1冲压力与压力中心的计算,初选压力机 (11)3.2模具主要零件和主要工作机构的设计与标准化 (14)第4章绘制模具总装图 (28)4.1模具零件材料选用一览表 (28)结束语 (30)致谢 (31)参考文献 (32)国内模第一章冲裁工艺规程的编制1.1工艺分析、排样设计1.1.1冲压零件的工艺性分析原始资料:材料:QSn4-4-2.5厚度:0.3mm图1-1工件图图示零件材料为QSn4-4-2.5,能够进行一般的冲压加工,市场上也容易得到这种材料,价格适中。
空调垫片冲孔落料级进模具1.

1.冲压件的工艺性分析所要求冲压制件为空调垫片。
要求大批量生产,材料厚度为 2mm 。
此工件只有落料和冲孔两道工序,材料为纯铝,具有良好的冲压性能,适合冲裁。
工件结构简单对称,有一个Ф260 +0.24 的孔,孔与边缘之间的距离也满足要求,最小壁厚 9mm (Ф260 +0.24 的孔与边缘之间的壁厚),工件的尺寸精度较低,由公差表查出工件精度为IT12~IT13级,普通冲裁可以满足要求。
零件大端转角处的转角半径均给定为R=3mm,满足冲裁件结构要求,也不影响零件的使用性能。
零件小端为R=10的半圆,与直线为相切交接。
零件图2.冲压工艺方案的确定工件的完成需要冲压落料两道基本工序,可以有以下三种工艺方案。
方案一:先落料→后冲孔,采用单工序模具生产。
方案二:落料-冲孔复合冲压,采用复合模具生产。
方案三:冲孔-落料级进冲压,采用级进模具生产。
方案一模具结构简单,但需要两道工序两副模具,成本高而生产效率低,难以满足大批量生产的要求。
方案二只需要一套模具,工件精度及生产效率都较高,但模具制造难度大,并且冲压后成品件留在模具上,在清理模具上的物料时会影响冲压速度,操作也不方便。
方案三也只需要一套模具,生产效率高,操作也方便,工件精度也可以满足要求。
通过对上述三种方案的分析比较,该工件的冲压生产采用方案三为最佳。
(参考文献2)3.主要设计计算3.1,排样方式的确定及其计算(图1)(图2根据工件形状和尺寸,可有以下两种排样方式。
方式一:直排(见图1)方式二:直对排(见图2)排样的各种参数计算见下表:(参考文献3)通过对两种排样方法各种参数的对比,可见直对排的材料利用率比直排高,应采用直对排。
冲压设计成隔位冲压,可显著减少废料。
隔位冲压就是将第一遍冲压以后的条料水平方向旋转 180 0,再冲压第二遍,在第一次冲裁的间隔中冲出第二部分工件。
3.2,冲压力的计算模具采用的是级进模,拟选弹性卸料、下出件。
冲压力的各种计算见下表:(参考文献3)则冲压工艺的总冲裁力FF=P1+PT +PX +P2=36871.36 N3.3,压力中心的确定及相关计算按比例画出凹模型口的形状,如下图3设定坐标系X0Y ,将坐标原点建立在对称中心线上,将零件周边分成L 1、、L2、……L7基本线段,求各线段的重心位置。
冲孔落料级进模模具设计

目录摘要 .......................................................................................................................................................... - 1 - 第一章绪论....................................................................................................................................... - 2 - 第一节目的................................................................................................................................... - 2 - 第二节设计任务....................................................................................................................... - 2 -1. UG软件使用........................................................................................................................ - 2 -2. 零件冲压方案...................................................................................................................... - 2 -3. 模具结构设计...................................................................................................................... - 2 -第三节设计要求............................................................................................................................. - 2 - 第二章冲压工艺设计........................................................................................................................... - 3 - 第一节冲压件的工艺性分析及工艺方案................................................................................... - 3 -1. 冲压件的形状和尺寸.......................................................................................................... - 3 -2. 冲压件的尺寸精度.............................................................................................................. - 4 -3. 生产批量.............................................................................................................................. - 4 -4. 冲压工艺方案的制定.......................................................................................................... - 4 -第二节确定工艺方案及模具结构型式......................................................................................... - 5 -1. 模具结构形式的选择.......................................................................................................... - 5 -2. 工序与排样.......................................................................................................................... - 5 -3. 制件定位、导正方式.......................................................................................................... - 6 -4. 卸料装置.............................................................................................................................. - 6 -5. 模架选择.............................................................................................................................. - 6 -第三节工艺计算........................................................................................................................... - 7 -1. 毛坯的展开尺寸计算.......................................................................................................... - 7 -2. 凸模、凹模刃口尺寸的计算.............................................................................................. - 7 -3. 冲裁力计算.......................................................................................................................... - 8 -4.压力机公称压力的选取........................................................................................................ - 9 -5.压力中心计算........................................................................................................................ - 9 -第三节模具零件及结构的详细设计........................................................................................... - 10 -1.标准件的选取...................................................................................................................... - 10 -2.模具工作零部件详细设计.................................................................................................. - 11 -第四节模具结构的装配............................................................................................................... - 15 -1.模具装配二维工程图.......................................................................................................... - 15 -2.模具装配过程........................................................................................... 错误!未定义书签。