变换催化剂
耐硫变换催化剂

耐硫变换催化剂一、概述耐硫变换催化剂是一种用于去除燃料中硫元素的催化剂。
由于燃料中含有硫元素,其在燃烧过程中会释放出二氧化硫等有害物质,对环境和人体健康造成危害。
因此,为了保护环境和人类健康,需要使用耐硫变换催化剂来净化燃料。
二、工作原理耐硫变换催化剂的工作原理是将燃料中的硫元素转化为无害物质。
在催化剂表面上,硫元素与氢气反应生成H2S,并被进一步氧化为SO2和水蒸气。
SO2会被吸附在催化剂表面上,并与NOx等其他有害物质反应生成无害的物质。
三、分类根据不同的应用场景和工艺要求,耐硫变换催化剂可以分为不同的类型。
其中常见的包括:1. 低温SCR(Selective Catalytic Reduction)催化剂:适用于低温条件下去除NOx和SOx等有害物质。
2. 高温SCR催化剂:适用于高温条件下去除NOx和SOx等有害物质。
3. 脱硝催化剂:适用于烟气中的NOx去除,可以分为V2O5-WO3/TiO2、V2O5-MoO3/TiO2等不同类型。
4. 脱硫催化剂:适用于燃料中的硫元素去除,可以分为Co-Mo/Al2O3、Ni-Mo/Al2O3等不同类型。
四、性能指标耐硫变换催化剂的性能指标包括以下几个方面:1. 活性:即在一定条件下,催化剂对目标物质的转化效率。
活性越高,转化效率越好。
2. 选择性:即在一定条件下,催化剂对目标物质与其他物质的选择反应。
选择性越好,对有害物质的去除效果越好。
3. 稳定性:即催化剂在长期使用过程中的稳定性能。
稳定性越好,使用寿命越长。
4. 耐腐蚀性:即催化剂在高温高压等恶劣环境下的耐受能力。
耐腐蚀性越好,使用寿命越长。
五、应用领域耐硫变换催化剂广泛应用于以下领域:1. 石油化工行业:用于石油加氢、裂化等过程中的脱硫、脱氮等处理。
2. 电力行业:用于火力发电厂烟气中的NOx和SOx去除。
3. 汽车尾气净化:用于汽车尾气中的有害物质去除,如NOx、CO等。
4. 钢铁冶金行业:用于高炉煤气、焦炉煤气等废气中的脱硫、脱硝。
浅谈变换催化剂和变换炉的选择

浅谈变换催化剂和变换炉的选择摘要:变换工艺根据所选用的催化剂是否耐硫,将变换工艺分为耐硫变换和非耐硫变换工艺。
变换反应的顺利进行主要取决于两方面的因素,催化剂和变换炉。
本文通过介绍不同类型变换催化剂和变换炉的发展、应用及优缺点,为广大化工同行在变换催化剂和变换炉的选择上提供帮助。
关键词:变换工艺;变换催化剂;变换炉1变换催化剂的选择通常使用的催化剂有高温变换催化剂、低温变换催化剂和宽温耐硫变换催化剂。
1.1高温变换催化剂高温变换催化剂其活性相是由Fe2O3部分还原得到的Fe3O4。
在实际应用过程中,高温烧结导致Fe3O4表面积下降,引起活性的急剧下降,造成纯Fe3O4的活性温区很窄,耐热性很差。
因此常加入结构助剂提高其耐热性,防止烧结引起的活性下降。
由于铁铬系高温变换催化剂中铬是剧毒物质,造成在生产、使用和处理过程中对人员和环境的污染及毒害,但工业化与应用业绩较少。
高温变换催化剂的粉化是它的一个主要问题。
催化剂的更换往往不是由于活性丧失,而是由于粉化造成过大的压差。
部分催化剂的粉化,引起气流不均匀,也将导致转化率下降。
蒸汽消耗较高,有最低水气比要求,要求变换入口水气比在1.4以上,变换后的水气比应大于0.8,导致过剩蒸汽冷凝量过多、能耗增加,不宜选用。
1.2低温变换催化剂低变催化剂的最大特点就是活性温度低,在200~260℃的范围内,变换反应就能迅速进行。
低变催化剂对硫化物极为敏感,由于生成铜盐而永久性中毒。
氯或氯离子也引起永久性中毒,这是由于催化剂发生结晶而引起的。
另外,原料气中的不饱和烃可能在催化剂表面析炭或结焦。
1.3宽温耐硫变换催化剂钴钼系耐硫宽温变换催化剂具有很高的低温活性,它比铁系高温变换催化剂起活温度低100~150℃,甚至在160℃就显示出优异的活性,与铜系低温变换催化剂相当,且其耐热性能与铁铬系高温变换催化剂相当,因此具有很宽的活性温区,几乎覆盖了铁系高温变换催化剂和铜系低温变换催化剂整个活性温区。
中温变换催化剂的升温还原及生产维

中温变换催化剂的升温还原及生产维修过程分析中温变换催化剂(TWHR)是一种广泛应用于工业生产中的催化剂。
其在一定温度范围内具有高效活性,能够催化有机物的氧化或还原反应。
在工业领域中,TWHR常用于催化剂的升温还原和生产维修过程。
一、TWHR的升温还原过程升温还原是指将催化剂经过一定时间的加热,使其达到还原状态的过程。
TWHR的升温还原过程主要包括以下几个步骤:1. 温度升高:在还原过程中,首先需要将催化剂的温度逐渐提高。
这需要控制加热速度,以避免因温度升高过快而造成的催化剂热分解或其它不可逆变化。
适当的加热速度可以保证催化剂内的活性组分得到最佳还原效果。
2. 活性组分的还原:随着温度的升高,催化剂中的活性组分逐渐得到还原。
在还原过程中,一些氧化物会被逐步还原为更活性的金属或金属氧化物。
这些还原过程往往需要在特定温度范围内进行,以保证最佳的还原效果。
3. 温度保持:在TWHR的升温还原过程中,通常需要在一定温度范围内保持一段时间,以使还原反应达到平衡。
这个温度范围是根据具体催化剂的特性和还原反应的需求来确定的。
在这个过程中,一些反应产生的不稳定中间产物会进一步转化为较稳定的物种,从而提高催化剂的还原效果。
二、TWHR的生产维修过程生产维修是指对已经使用一段时间的催化剂进行维护和修复的工序。
TWHR的生产维修主要包括以下几个步骤:1. 催化剂的取下:首先需要将催化剂从反应器中取下。
在这个过程中,需要避免催化剂的损坏,以免影响后续的修复和再利用。
2. 清洗和预处理:在取下催化剂后,需要对催化剂进行清洗和预处理。
清洗可以去除催化剂表面的积垢和污染物,预处理可以进一步恢复催化剂的性能和活性。
3. 检查和修复:清洗和预处理完成后,需要对催化剂进行检查和修复。
检查可以发现催化剂中的损坏和老化情况,修复可以修补损坏的活性组分或替换已经失效的部分。
4. 再利用或更换:修复完成后,可以将催化剂重新安装到反应器中,继续使用。
耐硫变换催化剂的硫化反应方程式
耐硫变换催化剂的硫化反应方程式
1变换催化剂的硫化反应
变换催化剂的硫化反应是一种化学反应,它通过硫来生成一种光和热敏感的产物。
这种反应常用来生产烃、醛、醚和酮等物质,例如用于制造医药和分子生物学工作的新物质。
变换催化剂的硫化反应可用以下方程式表示:
R-X + 2S → R-S-S-X
其中,R代表烃基,X代表定位基,S代表硫。
变换催化剂的硫化反应可以分为三个阶段:催化剂反应,催化剂形成,催化剂催化的产物形成。
在催化剂反应阶段,一部分被硫化的变换催化剂与原料烃发生反应,一部分变换催化剂不参与反应。
在催化剂形成阶段,未参与反应的变换催化剂与原料烃再次反应,形成活性变换催化剂。
最后,在催化剂催化的产物形成阶段,活性变换催化剂与硫反应,生成所需要的产物。
变换催化剂的硫化反应需要高温高压,除金属表面上的氧以外,反应中还有其他杂质,如不共存的轻烃物质。
所以,需要用精确的操作方法来防止反应副反应,确保硫化反应的高选择性。
总之,变换催化剂的硫化反应是一种反应,可以用来生产烃、醛、醚和酮等物质,是一种技术性的反应,需要用精确的操作方法才能得
到期望的产物。
耐硫变换催化剂的介绍

耐硫变换催化剂的介绍1. 耐硫变换催化剂的介绍耐硫变换催化剂(hydrodesulfurization catalyst)是一类用于石油加工中的重要催化剂,其主要功能是去除石油中的硫化物。
在石油炼制过程中,硫化物是一种常见的杂质,不仅对环境造成污染,还会对燃料的使用和储存带来很大的问题。
耐硫变换催化剂的研发和应用对于石油工业具有重要的意义。
2. 硫化物的危害和需求硫化物是一种存在于石油中的有害杂质,它不仅会对人类健康和环境造成危害,还会对燃料的使用带来不利影响。
硫化物是一种有毒物质,在燃烧过程中会产生硫气和硫氧化物,对空气质量和生态环境造成污染。
硫化物会影响石油产品的质量和性能,例如汽车尾气中的硫氧化物会导致汽车排放超标。
减少硫化物含量是石油工业中的一项重要任务。
3. 耐硫变换催化剂的原理耐硫变换催化剂的工作原理是通过催化剂的表面上存在的活性金属位点,将硫化物中的硫分解为硫氢化物,然后再将硫氢化物转化为无毒的硫化氢。
这样,就能实现对石油中硫的去除,从而达到净化石油的目的。
4. 耐硫变换催化剂的组成和结构耐硫变换催化剂的基本组成是载体和活性金属。
载体的选择是非常重要的,常见的载体材料包括氧化铝、硅铝酸酯和氧化钛等。
而活性金属主要是镍(Ni)、钼(Mo)、钴(Co)等。
载体和活性金属的选择会影响催化剂的催化性能和耐硫性能。
5. 催化剂的耐硫性能评价催化剂的耐硫性能直接影响催化剂的寿命和催化效率,因此对催化剂的耐硫性能进行评价是非常重要的。
常见的评价方法包括硫负荷量、硫损失率和活性金属的表面积等。
通过这些评价指标,可以评估催化剂在实际应用中的耐硫性能。
6. 耐硫变换催化剂的应用前景随着环保意识的提高和对能源质量的要求越来越高,耐硫变换催化剂在石油工业中的应用前景非常广阔。
不仅可以用于石油炼制中的脱硫处理,还可以应用于煤化工、化肥等领域。
随着石油资源的日益稀缺和世界能源结构的变化,对于耐硫变换催化剂的研发和应用将越来越重要。
co变换反应原理与催化剂

co变换反应原理与催化剂
答案:
CO变换反应是一种重要的化学反应,主要涉及一氧化碳(CO)与水蒸气在催化剂的作用下反应生成氢气(H2)和二氧化碳(CO2)。
这一反应在化工生产中具有广泛的应用,特别是在合成氨和尿素的生产过程中。
反应的化学方程式为:
CO+H2O→H2+CO2
这个反应是可逆的,意味着在一定的条件下,二氧化碳和氢气也可以逆向反应生成一氧化碳和水。
同时,这个反应是放热的,即在反应过程中会释放出热量。
由于这个反应在较高温度下进行时速度较慢,因此需要使用催化剂来加快反应速度。
在实际应用中,使用的催化剂包括铁铬系、铜锌系和钴钼系等,这些催化剂能够显著提高反应速率,使得一氧化碳能够更有效地转化为氢气和二氧化碳。
CO变换反应在工业生产中的应用非常广泛,特别是在合成氨的生产过程中。
由于一氧化碳不是合成氨的直接原料,而且能够使氨合成催化剂中毒,因此在送往合成工序之前,必须将一氧化碳脱除。
通过CO变换反应,可以将大部分一氧化碳转化为二氧化碳和氢气,从而满足合成氨等化工过程的需求。
此外,CO变换反应还在冶金工业和化学工业中用于处理含有一氧化碳的废气,通过加水变换的方式,利用催化剂将一氧化碳转化为无害的二氧化碳,从而达到环保和处理污染的目的。
总的来说,CO变换反应原理及其使用的催化剂在化工生产和环境保护中扮演着重要的角色,通过这一反应,可以有效处理含有一氧化碳的废气,同时为化工过程提供必要的原料气体。
变换催化剂K8-11G使用说明书
青島庄信恒瑞催化剂有限公司K8-11G耐硫变换催化剂使用说明书青島庄信恒瑞催化剂有限公司HERO目录1 简介 (1)2 主要物化性质 (1)2.1 物理性质 (1)2.2 化学性质 (1)3 反应原理 (2)4 催化剂的使用条件 (3)5 储存与运输 (4)6 催化剂的使用 (5)6.1 催化剂的装填 (5)6.2 开车 (5)6.3 正常运转 (9)6.4 停车 (9)6.5 使用过的催化剂开车 (9)6.6 催化剂的氧化和再生 (10)1 简介K8-11G催化剂是含有新型组份和特殊助剂的新一代钴钼系一氧化碳耐硫变换催化剂,适用于以重油、渣油、沥青、煤渣、煤为原料造气的含硫气体的变换工艺,是一种宽温(200~500℃)、宽硫(工艺气硫含量≥0.02(V/V))和宽水气比(~1.6)的钴钼系CO耐硫变换催化剂。
该催化剂活性稳定性及强度稳定性高,工业应用表明其综合性能优于国内外同类产品。
催化剂中活性组份钴、钼以氧化钴、氧化钼的形式存在,使用时首先进行硫化,使活性金属氧化物转变为硫化物,可以用含硫工艺气体硫化,也可用硫化剂单独硫化。
K8-11G催化剂组成简单,不含碱金属,不含对设备和人体有危害的物质,硫化时,只有少量水生成随工艺气排出,对硫化过程和设备无危害。
该催化剂的使用寿命与使用条件有关,一般为3~8年。
2 主要物化性能2.1物理性质外观:氧化态为淡绿色外形:条形或三叶形空心条形外形尺寸mm:Φ3.5~4.0 ⨯ 8~15 Φ3.7~4.7⨯1.0~2.0⨯8~15堆密度kg/m3: 850~900 700~800破碎强度N/cm:≥130(平均值)≥98(平均值)催化剂的形状和尺寸可根据用户需要进行调整。
2.2化学性质K8-11G催化剂以钴和钼为活性组份,其化学组成如下:表1 主要化学组成3 变换反应原理3.1反应方程式和热效应CO变换反应是一个可逆、等分子放热反应,随着温度升高,化学平衡不利于向产物方向移动;也就是说从热力学角度,温度越低,越有利于平衡向产物方向移动;从动力学角度,温度太低,反应速度太慢,综合二者,工业上一般选择160℃~500℃的温度。
一氧化碳变换催化剂的要求
非耐硫一氧化碳变换催化剂的要求
一、一氧化碳高温变换催化剂
应该具有高活性、高使用强度、低水汽比条件下能够较高的抑制碳化铁的生成能力、高抗水性能、低堆密度、低硫含量等主要技术特点:。
1、高活性;表现在CO变换率高。
2、高使用强度可确保运行周期长,床层阻力不增高。
3、低水汽比条件下能够较高的抑制碳化铁的生成能力。
4、高抗水性能可为客户节省时间,节省催化剂采购费用。
5、低堆密度。
6、低硫含量。
7、升温还原时间尽量要短。
而目前国内该类催化剂堆密度高,大约在1.6Kg/L左右。
通过改进制造工艺生产堆密度在1.25Kg/L左右的催化剂就能很好的的保证催化剂性能了。
另外,目前该类催化剂很少适合低水汽比。
在低水汽比情况下在大化肥装置中具有使用的业绩的厂家极少。
能保证催化剂可以在最低水汽比为0.35条件下运行就很理想了。
二、一氧化碳低温变换催化剂
应该具有先进的生产工艺、低温高活性、堆密度低、还原后的运行强度高、较高的选择性有效的抑制醇类的生成、最终成品中不含物理水等技术特点。
1、目前该类催化剂是采用世界上最先进的铜氨络合法工艺生产的
铜-锌-铝系产品。
2、目前大多数厂家采用的是湿的物料到烘箱里烘干,之后碾碎,加水和石墨打片。
通过改变制造工艺保证催化剂具有低的堆密度在1.2Kg/L左右。
3、较好的选择性,能够有效抑制醇类生成。
总之,国内大化肥项目的新一轮纷纷上马,为一氧化碳变换催化剂提供了广阔的市场,催化剂厂家应抓住这一有利时机,引用先进工艺,采用先进的制造原料,更好提高催化剂的性能是扩大市场的可行之策。
变换催化剂与变换工艺

H2S具有未共用的电子对(S元素最高可为+6价),
可以和催化剂活性组分中过渡金属的可共用电子
形成配价键而强烈地吸附在催化剂的表面上。从
而使表面的H2S浓度大大高于气相中的H2S浓度,
这方面不少学者作过研究,都证实了这一点。
我们进行实验与计算,发现催化剂的活性组分比例、 制备方法、硫化前的钴钼状态、添加剂的种类、 硫化工艺的不同,其H2S吸附能力相差较大,吸附 系数为1.5~4之间,正如不同的Fe-Cr中变催化剂 由于制备方法的不同其H2S吸附能力相差较大,从 而影响其耐硫性能一样。 研究中又发现催化剂表面吸附H2S能力越大,抗低硫 性能就越强,而其活性就越差,这可能是由于吸 附的H2S 覆盖了活性表面之故,所以不同的变换 工艺(中串低或全低变)所采用的催化剂的吸附H2S 能力也应有所差别。
1.2 H2S的问题
1.2.1 H2S与费-托副反应 当气体中无硫(如天然气造气)过度还原生成的铁 还发生下列反应: 3Fe+2CO→Fe3C+CO2 5Fe+4CO→Fe5C2+2CO2 也就是Fe3C、Fe5C2首先是由Fe3O4还原成Fe再与CO 反应而生成的。此时会可能有以下二种副反应生成: 析碳反应:CO→CO2 + C 费-托反应:CO+H2→CH4、C2H2、C2H6、C3H8… 上述反应是体积缩小反应,变换压力愈高,反应也 愈容易进行,这就是无硫变换气容易产生弗托反应 的原因,显然,压力愈高,弗托副反应也愈明显。
粉化原因:原料气中O2和H2S的波动,升、降压速 度太快,冷凝水 中毒原因:硫、氯、砷和磷
目前国内不少合成氨厂采用中低低变换流程,变换 汽气比及蒸汽添加量大幅度降低,节能效果显著, 但却普遍存在中变催化剂使用寿命短,阻力快速 增大的问题。 一般认为Fe-Cr系中变催化剂在低汽气比时,气体中 的CO会与中变催化剂中的Fe3O4反应,Fe3O4被过 度还原成金属铁,此时不仅会破坏中变催化剂的 物相结构,使强度下降,活性衰退,寿命缩短, 甚至会产生费—托副反应,使CO和H2发生反应生 成烃类,影响后工段及产品质量 。
变换催化剂硫化的原理

变换催化剂硫化的原理嘿,你知道变换催化剂硫化是咋回事不?这可是个超级神奇的过程呢!变换催化剂,那家伙,就像是化学反应中的超级英雄。
而硫化呢,就像是给这位超级英雄赋予特殊能力的神秘仪式。
咱先说说变换催化剂是干啥的。
它就像是一个神奇的魔法师,能把一种物质变成另一种物质。
在工业生产中,它的作用可大了去了。
它能让那些原本没啥用的气体,变成有用的宝贝。
比如说,能把一氧化碳变成二氧化碳,这可不是一般的厉害吧!那硫化又是咋回事呢?硫化就像是给这个魔法师穿上了一件魔法铠甲。
这件铠甲可不是随便就能穿上的,得有一套特殊的方法。
硫化的过程,就像是一场精心策划的魔法表演。
首先,得把催化剂准备好,就像魔法师要准备好自己的魔杖一样。
然后,把含有硫的物质加进去,这就像是给魔杖注入魔法力量。
接着,在一定的温度和压力下,让它们发生反应。
这个反应可不像普通的化学反应那么简单哦!它就像是一场神秘的魔法仪式,充满了各种奇妙的变化。
你想想看,这就好比是在打造一把绝世宝剑。
先要选好材料,然后经过高温煅烧、淬火等一系列复杂的工序,才能打造出一把锋利无比的宝剑。
变换催化剂硫化也是一样,要经过一系列精心设计的步骤,才能让催化剂发挥出最大的作用。
在硫化的过程中,催化剂的表面会发生很多变化。
那些原本平平无奇的表面,会变得充满活力,就像被施了魔法一样。
硫会和催化剂中的金属元素结合,形成一种特殊的化合物。
这种化合物就像是魔法铠甲上的符文,赋予了催化剂强大的力量。
硫化后的催化剂,就像是脱胎换骨了一样。
它的性能会大大提高,能够更好地完成自己的使命。
它可以在更恶劣的环境下工作,也可以更高效地进行化学反应。
你说,这变换催化剂硫化是不是很神奇呢?它就像是一个隐藏在工业生产背后的魔法,默默地为我们的生活带来便利。
没有它,我们的生活可就没那么精彩了。
所以说,变换催化剂硫化是一个非常重要的过程。
它让那些看似普通的催化剂变得与众不同,为工业生产带来了巨大的贡献。
我们应该好好研究这个过程,让它发挥出更大的作用。
耐硫变换催化剂的原理

耐硫变换催化剂的原理耐硫变换催化剂是一种用于去除含硫污染物的催化剂,可用于炼油、煤化工以及其他化工行业中的脱硫工艺。
其原理基于硫化物对氧化铁(FeOx)进行氧化还原反应,使其失去氧化性能并生成含水和含硫氧化物。
以下是耐硫变换催化剂的原理详解。
一、硫化物的催化氧化作用有氧条件下,硫化物参与氧化还原反应,促使氧化铁失去氧化性,生成含水和含硫氧化物。
硫化物对氧化铁与氧分子发生反应,反应式如下:FeOx + H2S + ½O2 →FeSxOy + H2O反应前,氧化铁是本来是一种良好的催化剂,有较强的氧化能力。
而添加了一定量的硫化物之后,在有氧条件下引起了氧化还原反应,使得氧化铁被氧化,并失去了氧化性能。
反应生成的含硫氧化物会积聚在催化剂表面,从而降低催化剂的反应活性,形成了反应中的中毒现象。
因此,工业上需要选择耐硫性能好的催化剂。
二、耐硫变换催化剂对硫化物的选择性吸附这里的选择性吸附,是指在环境中,当有多种化学物质存在时,某一种化学物质被固体吸附剂表面吸附的能力相对较强。
选择性吸附是耐硫变换催化剂实现脱硫的第一步。
耐硫变换催化剂表面存在一些氧化铁分子,这些分子可对硫化物进行选择性吸附。
硫化物分子中的硫原子极性较大,具有强烈的亲电性,容易与氧化铁表面上的正电荷形成配位键。
当硫化物分子流经氧化铁表面时,硫化物中的硫原子与氧化铁分子的氧原子形成互相吸引的化学键,硫化物就会被吸附在氧化铁表面上。
硫化物与氧化铁形成的键是氧化还原反应的预试反应,并为该反应提供相关能量。
三、耐硫变换催化剂的再生在催化过程中,硫化物分子反应生成含硫氧化物后便被吸附在催化剂表面,导致催化剂的催化活性下降,引起中毒现象。
因此,需要对催化剂进行再生,恢复其催化活性。
1. 热氧化方法:将中毒的催化剂放入加热炉中,在氧气的作用下使得硫化物分子氧化还原,从而使得氧化铁分子被再生,恢复其催化活性。
2. 固态还原法:将含硫的催化剂与还原剂一起置于微波炉中进行再生。
变换催化剂B205-1说明书
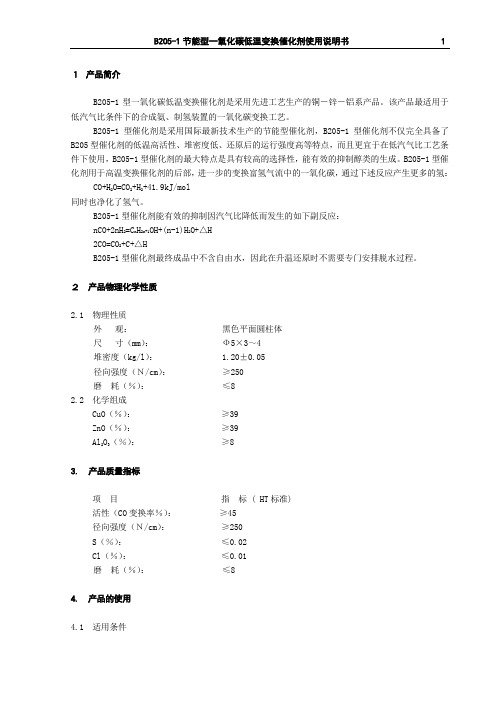
1产品简介B205-1型一氧化碳低温变换催化剂是采用先进工艺生产的铜-锌-铝系产品。
该产品最适用于低汽气比条件下的合成氨、制氢装置的一氧化碳变换工艺。
B205-1型催化剂是采用国际最新技术生产的节能型催化剂,B205-1型催化剂不仅完全具备了B205型催化剂的低温高活性、堆密度低、还原后的运行强度高等特点,而且更宜于在低汽气比工艺条件下使用,B205-1型催化剂的最大特点是具有较高的选择性,能有效的抑制醇类的生成。
B205-1型催化剂用于高温变换催化剂的后部,进一步的变换富氢气流中的一氧化碳,通过下述反应产生更多的氢:CO+H2O=CO2+H2+41.9kJ/mol同时也净化了氢气。
B205-1型催化剂能有效的抑制因汽气比降低而发生的如下副反应:nCO+2nH2=C n H2n+1OH+(n-1)H2O+△H2CO=CO2+C+△HB205-1型催化剂最终成品中不含自由水,因此在升温还原时不需要专门安排脱水过程。
2产品物理化学性质2.1 物理性质外观:黑色平面圆柱体尺寸(mm):Ф5×3~4堆密度(kg/l): 1.20±0.05径向强度(N/cm):≥250磨耗(%):≤82.2 化学组成CuO(%):≥39ZnO(%):≥39Al2O3(%):≥83.产品质量指标项目指标 ( HT标准)活性(CO变换率%):≥45径向强度(N/cm):≥250S(%):≤0.02Cl(%):≤0.01磨耗(%):≤84. 产品的使用4.1 适用条件操作温度(℃): 180~250操作压力(MPa): 0.1~5.0运行空速(h-1):≤5000蒸汽/干气:≥0.25预计使用寿命(a): 2~4B205-1型催化剂在操作温度170℃,蒸汽/干气0.24时,短期运行,活性不会有明显下降。
当操作温度高于260℃时,活性将受到影响。
为防止冷凝液占据孔隙,引起催化剂活性下降,操作温度应保持在比工艺气体的露点温度高15℃以上。
钴钼系耐硫变换催化剂

钴钼系耐硫变换催化剂哎呀,今天咱们聊聊钴钼系耐硫变换催化剂,听起来是不是有点儿拗口?但别担心,咱们就把它聊得轻松有趣,保证让你听得懂、记得住!首先呢,钴和钼这两位老兄可不是随便的人物,它们可是化学界的明星。
钴呢,大家可能知道,它常常出现在电池和合金里,而钼呢,那就是一位默默无闻的好帮手,常常被用来增强材料的耐热性。
两者结合在一起,那真是碰撞出火花,让我们能够对抗那些 pesky 硫元素。
说到硫,很多人一想到它就觉得有点恶心,那股味道,真的是让人反胃。
不过别小看了这位“臭小子”,在一些化工过程中,它可是个常客。
想象一下,在某个繁忙的工厂里,油气转化成更有价值的产品,这时候硫就开始捣乱了,真让人恼火。
可别担心,咱们有钴钼系耐硫变换催化剂来救场。
它们就像是工厂里的超级英雄,能在高温、高压的环境下,依然保持镇定,化解这些硫带来的麻烦。
你可能会想,这催化剂到底是怎么运作的?这就好比是你厨房里的调料,一旦放对了,整道菜瞬间提升档次。
钴钼系催化剂在化学反应中,就像那小撮盐,让原本平淡无奇的反应变得活色生香。
它们通过降低反应的活化能,让反应更加顺畅,搞得硫也没办法对它们施加太大压力,真的是一绝。
还有一点很重要,咱们得知道,这钴钼系催化剂可不是一劳永逸的,使用久了,它们也会有些疲惫。
不过别怕,科学家们可不是吃干饭的,研究者们不断在这方面摸索,努力提高催化剂的稳定性和耐硫性能。
想象一下,经过精心设计的催化剂,能在恶劣环境下奋勇向前,真的是“马到成功”。
聊到这里,可能有的小伙伴就开始想,为什么我们不直接用其他材料,比如铂?铂虽然也是个好东西,但价格太高了,简直就是奢侈品啊!钴钼系催化剂的优势就在于,既能发挥出色的催化效果,又不至于让我们的钱包大出血。
想想看,能以较低的成本获得高效的催化,简直就是“物超所值”。
咱们还得提到环保问题。
现代社会越来越重视可持续发展,钴钼系催化剂在减少有害排放、提升资源利用效率方面也发挥了重要作用。
高温变换催化剂简介

B117-3型高温变换催化剂简介B117-3型高温变换催化剂为满足中、小型合成氨厂的需要而开发的。
该催化剂具有良好的活性、稳定性和抗毒能力,能满足中串低和中低低变换工艺的需要。
一、B117-3型高温变换催化剂的化学组成和物理性质1. 化学组成氧化铁含量(以Fe2O3计)65%~75%氧化铬含量(以Cr2O3计)4%~6%特种助剂0.5%~2.0%2.物理性质外观:具有金属光泽的棕褐色圆柱体规格:φ9mm⨯(7~9)mm堆比重: 1.4kg/L ~1.6kg/L比表面积:60m2/g ~80m2/g二、B117-3型高温变换催化剂的主要质量指标活性(按HG/T3544-1989检测,CO转化率)≥52%径向抗压碎力≥210N/cm烧失量≤10%三、B117-3型高温变换催化剂性能特点1.优异的低温活性。
变换炉入口温度280℃就能获得较高的转化率。
2.强度好。
B117-3型高温变换催化剂晶相以r-Fe2O3为主,确保了本产品具有更好的低温活性和高使用强度。
3.耐热稳定性好。
B117-3型高温变换催化剂提高了铬含量、分散均匀,且产品中基本不含六价铬,有效地提高了产品的耐热性能。
3.抗毒物能力强。
产品中添加了特殊的抗毒物助剂,提高了本产品的抗毒物能力。
4.易还原。
起始还原温度低,易还原,升温还原时间短,在200℃时就能开始还原。
B112、B112-2型高温变换催化剂简介B112-2型高温变换催化剂是一种新型铁铬系耐硫变换催化剂,该催化剂保持了B112型高温变换催化剂的优良耐硫性能,具有更高的活性和更好的稳定性。
B112、B112-2型高温变换催化剂适合于中小氮肥厂的中串低和中低低工艺,特别适用于煤制气中压变换工艺。
一、B112-2、112型高温变换催化剂的化学组成和物理性质1.化学组成氧化铁含量(以Fe2O3计)≥75%氧化铬含量(以Cr2O3计)≥6.0%总钼含量(以M O O3) 1%~2.2%特种助剂1%~2%2.物理性质外观:具有金属光泽的棕褐色圆柱体规格:φ9mm⨯(7~9)mm堆比重: 1.4kg/L ~1.6kg/L比表面积: 60m2/g ~80m2/g二、B112-2、B112型高温变换催化剂的主要质量指标活性(按HG/T3544-1989检测,CO转化率)≥52%平均径向抗压碎力≥210N/cm烧失量≤10%三、B112-2、B112型高温变换催化剂的性能特点1.由于采用了特殊的制备工艺,B112-2型高温变换催化剂以r-Fe2O3为主晶相,本催化剂具有较好的低温活性,催化剂投入运行后能保持较高的机械强度。
变换催化剂交流总结报告

耐硫变换催化剂技术交流总结报告变换催化剂近期准备招标,共有三个催化剂厂家到本公司进行技术交流,参加技术交流的人员主要有净化车间技术人员及领导,同时生产准备部和总工办的相关领导也参加了技术交流,交流的主要内容形成以下汇报:1、山东齐鲁科力化工研究院有限公司型号:QCS-01 宽温耐硫变换催化剂适用范围:QCS系列催化剂使用范围广,可用于变换以重油、渣油和煤为原料气化生成的含硫水煤气制取氨合成气、羰基合成气、氢气和城市煤气。
优缺点:容易硫化①QCS系列催化剂在室温下就具有较强的吸收H2S 的能力。
②同国外催化剂相比特别容易硫化,各种硫化剂均可使用,其中最常用的硫化剂是硫化氢和二硫化碳。
③最佳硫化温度为200~250℃。
采用含H2S的湿工艺气硫化时,变换活性高,不受水蒸气分压变化的影响。
变换活性高QCS系列催化剂起活温度低,变换活性高,尤其是低温变换活性和在低硫条件下的变换活性高。
稳定性好QCS系列催化剂的活性稳定性、强度稳定性好,即使在高温、高水气比下长时间的应用,频繁的装置开停车后,催化剂依然保持稳定的活性和较高的机械强度。
选择性好QCS系列催化剂对变换反应的选择性好,不产生其他副反应。
机械强度高,抗水合性能好性质与条件:活性组分MoO3、CoO,使用前经硫化形成硫化态载体TiO2-MgO-Al2O3 三元载体助剂混合稀土外观形状灰绿色,条形尺寸Φ3.5-4.0 mm破碎强度≥120 N/cm堆比重750~850kg/m3适用压力 1.0~10.0 Mpa适用温度范围200 ~500 ℃适应水/气 0.3~2.0 mol/mol工艺气硫含量200 ppm主要业绩:序号应用单位原料气化工艺时间1 中石油乌鲁木齐石化化肥厂低硫渣油德士古94.72 中石油宁夏化工总厂低硫渣油德士古95.53 渭河化肥厂水煤浆德士古96.104 大化公司合成氨厂低硫渣油德士古97.45 山西化肥厂碎煤鲁奇97.66 中石化镇海炼化公司化肥厂高硫渣油德士古99.57 上海焦化厂水煤浆德士古2003.8 9 哈尔滨煤气厂碎煤鲁奇98.1 10云南解放军化肥厂碎煤鲁奇2000.1 11 安徽淮化集团公司化肥厂水煤浆德士古2000.912吉林化学工业公司化肥厂低硫渣油德士古2003.4 13山东华鲁恒升化工股份公司水煤浆四喷嘴2004.10 14湖北双环科技股份有限公司煤谢尔2004.10 15北大荒浩良河化肥厂水煤浆德士古2004.7 16山西晋城煤化工有限公司煤2004.6 17中石化金陵石化公司水煤浆德士古2005.6 18中石化洞庭氮肥厂粉煤谢尔2006.12 19中石化湖北化肥厂粉煤谢尔2006.12 20中石化安庆石化化肥厂粉煤谢尔2006.11 21陕西神木化学工业公司水煤浆德士古2005.10 22云南天安合成氨厂粉煤谢尔2008.8 23兖矿国宏化工有限责任公司水煤浆德士古2007.10 24南化化肥厂水煤浆德士古2006.12 25南京惠生水煤浆德士古2007.426中国神华煤制油有限公司粉煤SHELL 2008.528神华宁夏煤业公司水煤浆德士古2007.729 内蒙伊泰煤制油有限公司多元料浆四喷嘴2009.130 中石化齐鲁分公司水煤浆德士古2008.1031 兖矿榆林能化甲醇水煤浆德士古2008.1232 上海焦化厂水煤浆德士古2008.633天津碱厂粉煤谢尔2009.34 山西丰喜肥业临漪分公司水煤浆非熔渣-熔渣200935 贵州鑫晟化工有限公司多元料浆四喷嘴200936 晋煤集团煤制油有限公司粉煤灰熔聚200937 福建联合石油化工公司沥青谢尔2009.638 江苏灵谷化工有限公司水煤浆四喷嘴2009.639 重庆万盛化工有限公司多元料浆四喷嘴200940南京惠生(二期)水煤浆德士古200941久泰能源内蒙古有限公司多元料浆四喷嘴200942 陕西咸阳化学工业公司多元料浆四喷嘴20092、青岛联信化学有限公司型号:QDB-03系列耐硫变换催化剂介绍:QDB-03是一种以镁铝尖晶石为载体,不含碱金属助剂的CO耐硫变换催化剂。
耐硫变换催化剂

耐硫变换催化剂简介耐硫变换催化剂是一种用于石油化工领域的重要催化剂。
在石油加工过程中,石油中的硫化物会对催化剂产生不良影响,降低其催化效能。
耐硫变换催化剂的研发旨在提高催化剂对含硫化合物的稳定性和选择性,以实现高效、低成本的石油加工过程。
需求背景硫化物对催化剂的影响在石油加工过程中,石油中的硫化物会与催化剂中的活性组分发生反应,生成硫化物或硫酸盐等不活性化合物,导致催化剂失活。
石油中的硫化物包括有机硫化合物和无机硫化物,它们对催化剂的影响主要表现为:1.毒性作用:硫化物能够与催化剂中的活性组分结合形成不活性物质,降低催化剂的活性;2.竞争作用:硫化物能够竞争性地吸附在催化剂的活性位点上,减少反应物分子吸附的机会;3.结构破坏:硫化物会破坏催化剂的晶格结构,导致催化剂失活。
因此,为了提高石油加工过程中催化剂的稳定性和选择性,研发耐硫变换催化剂势在必行。
耐硫变换催化剂的实现催化剂配方优化选择合适基底耐硫变换催化剂的基底应具有较高的硫抵抗能力。
常用的基底材料包括氧化铝、二氧化硅、氧化钇等。
这些材料具有较高的高温稳定性和抗氧化性,能够降低硫化物对催化剂的毒性影响。
添加专用助剂为了进一步提高耐硫性能,可以向催化剂中添加一些专用助剂。
这些助剂能够与硫化物反应形成稳定的化合物,降低硫化物对催化剂的毒性影响。
常用的助剂包括氧化镍、氧化钼、氧化钴等。
这些助剂通过与硫化物反应生成不活性硫化物或硫酸盐,有效阻止硫化物与催化剂活性位点的反应。
催化剂结构优化催化剂载体改性改变催化剂的载体结构可以有效提高耐硫性能。
常用的载体改性方法包括:1.负载金属氧化物:将金属氧化物负载在催化剂载体上,形成活性金属-载体-氧化物三相界面。
这种结构可以提高催化剂活性位点的稳定性,降低硫化物对催化剂的毒性影响。
2.分子筛改性:将分子筛与催化剂载体配合使用,可以形成更加稳定的结构。
分子筛具有较高的表面积和孔径,可以增加催化剂活性位点的数量和分布情况,提高催化剂的活性和选择性。
变换催化剂B205-1说明书
1产品简介B205-1型一氧化碳低温变换催化剂是采用先进工艺生产的铜-锌-铝系产品。
该产品最适用于低汽气比条件下的合成氨、制氢装置的一氧化碳变换工艺。
B205-1型催化剂是采用国际最新技术生产的节能型催化剂,B205-1型催化剂不仅完全具备了B205型催化剂的低温高活性、堆密度低、还原后的运行强度高等特点,而且更宜于在低汽气比工艺条件下使用,B205-1型催化剂的最大特点是具有较高的选择性,能有效的抑制醇类的生成。
B205-1型催化剂用于高温变换催化剂的后部,进一步的变换富氢气流中的一氧化碳,通过下述反应产生更多的氢:CO+H2O=CO2+H2+41.9kJ/mol同时也净化了氢气。
B205-1型催化剂能有效的抑制因汽气比降低而发生的如下副反应:nCO+2nH2=C n H2n+1OH+(n-1)H2O+△H2CO=CO2+C+△HB205-1型催化剂最终成品中不含自由水,因此在升温还原时不需要专门安排脱水过程。
2产品物理化学性质2.1 物理性质外观:黑色平面圆柱体尺寸(mm):Ф5×3~4堆密度(kg/l): 1.20±0.05径向强度(N/cm):≥250磨耗(%):≤82.2 化学组成CuO(%):≥39ZnO(%):≥39Al2O3(%):≥83.产品质量指标项目指标 ( HT标准)活性(CO变换率%):≥45径向强度(N/cm):≥250S(%):≤0.02Cl(%):≤0.01磨耗(%):≤84. 产品的使用4.1 适用条件操作温度(℃): 180~250操作压力(MPa): 0.1~5.0运行空速(h-1):≤5000蒸汽/干气:≥0.25预计使用寿命(a): 2~4B205-1型催化剂在操作温度170℃,蒸汽/干气0.24时,短期运行,活性不会有明显下降。
当操作温度高于260℃时,活性将受到影响。
为防止冷凝液占据孔隙,引起催化剂活性下降,操作温度应保持在比工艺气体的露点温度高15℃以上。
变换催化剂知识

变换催化剂知识钴钼催化剂在使用一段时间后,由于重烃聚合而会产生结碳。
这不仅降低催化剂活性,而且会使催化剂床层阻力增加,产生压差,此时就应将催化剂烧碳以获得再生。
在粗煤气被切断,并加上了相应的盲板之后,把与触媒重量比为0.1-0.3:1的中压蒸汽与正常变换过程的相反流向,由反应器底部通入,自顶部排出,这样可将粉尘杂质吹出。
蒸汽以84℃/h的速度给催化剂床层升温,直到催化剂床层温度为350-450℃时为止(若超过500℃将会损害催化剂)然后继续通蒸汽,直到气流的冷凝液在取样中大致没有杂质为止。
之后通入工作空气,使蒸汽中含氧量为0.2-0.4%(即空气0.5%~2%),进行烧碳;观察床层温度,可以从床温的变化来观察床层含碳物质的燃烧情况,蒸汽中的空气决不能超过5%,通入的空气量可适量调节,以将床温控制在501℃以下。
压力对烧碳无大影响,但从气体分布均匀考虑,气体压力以1到3个大气压为宜。
在烧碳过程中也会将催化剂中的硫烧去,而使催化剂变成氧化态。
烧碳过程中应当密切观测床层温度,调节空气或氧的浓度来控制床层温度,当床层中不出现明显温升、燃烧前缘已经通过反应器,出口温度下降,气体中O2上升,就意味着烧碳结束。
适当提高氧浓度进一步烧碳。
若温度不出现明显上升,可连续提高氧浓度,最后用空气冷却到50℃以下。
烧碳之后的催化剂需重新硫化方能使用。
若需将催化剂卸出,由于使用过的催化剂在70℃以上有自燃性,因此应先在反应器内冷却至大气温度。
卸时准备水龙头喷水降温熄火。
除了一个卸出孔外,不要再特意开孔,以免因“烟囱效应”导致催化剂床层温度飞升。
正常生产中工艺气中一般含有0.3-0.6%的氧气,由于氧气的纯在,对催化剂有较大的危害,不仅会使钴钼催化剂硫酸盐化,而且还会与催化剂中的Cos和Mos2发生反应,生成SO2和无活性的单质Co、Mo使催化剂永久失活。
所以现在都在研究使用保护剂(也就是脱氧剂)。
处于硫化状态的钻钼系耐硫变换催化剂非常活泼.遇空气易于氧化.并放出大量的热,引起催化剂床层温度暴涨,反应方程式如下:(1)2MoS2+ 702—2Mo03+ 4SO2(2)2CoS+ 302—2Co0+ 2SO2使用Co-Mo耐硫变换催化剂的氮肥厂家,经常因催化剂床层出现问题(如偏流、结块及部分出现粉化等),需要重新装填处理;有些厂家需更换部分催化剂或需要卸出催化剂复活。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
DNB303Q 型低温耐硫变换催化剂的应用张同福王志武孟令杨刘宜堂杨万成(山东明水化工有限公司 250200 临朐大祥精细化工有限公司262600)摘要:简要介绍该公司“18.30”工程中采用中低低变换工艺的情况,重点介绍 DNB303Q 型催化剂升温还原及运行效果。
关键词: “18.30”工程中低低运行山东明水化工有限公司前身为济南明水化肥厂。
1958 年建厂,为全国最早的 13 家小氮肥企业之一,企业经过近 50 年的发展,2005 年已具备年产20×104t 合成氨,24×104t 尿素的生产能力2005 年改制并且和晋煤集团合作后,为进一步提高企业综合实力,决定对现有装置进行改造并新上一套“18.30”工程,工程投资约 5 亿元。
新装置经过十个月的建设,于 2007 年元月建成进入试开车阶段。
此套“8.30”工程全部为我公司自行设计安装,在设计上大量采用目前国内最先进的技术变换工段采用比较成熟的中低低变换技术,采用临朐大祥公司的 DNB303Q 型低温耐硫变换催化剂,经过近 10 个月的生产使用,该催化剂表现出良好的性能。
1 中低低变换系统概述(1)工艺流程(见图 1)(2)流程简述压缩机二段来气首先进入焦炭过滤器,吸附掉气体中杂质后进入饱和热水塔与热水泵来的热水在塔内填料层逆流接触换热,换热后的气体经添加蒸汽后进入一热交管内和低变来变换热气体换热后,进入二热交和中变来热气体换热后进中变炉反应,中变反应气体经二热交换热后进入低变炉上段反应,反应后的气体经段间换热器进入低变下段,低变下段出气经一热交后进入饱和塔热水段,与热水换热后经气水分离器后送压缩机三段。
(3)主要设备(见表 1)(4)低变炉催化剂装填情况根据低变炉生产负荷,上段催化剂装填40m3,下段催化剂装填 45m3,共计装填 85m3。
2 升温还原因为此装置是新上设备,且 DNB303Q 催化剂在我公司是第一次使用,为保证升温硫化顺利,制定了详细的升温硫化方案。
(1)硫化方法及流程低变催化剂使用前需硫化,本次硫化采用一次通过硫化法。
首先将液体CS2 加入储槽,然后用钢瓶中的氮气将储槽压力升至 0.2MPa 左右备用,半水煤气置换合格后(O2<0.5%),经静电除焦和焦炭过滤器后通入低变炉,开电加热器,使催化剂升温最低点至120℃以上后,开启 CS2 储槽出口阀,使 CS2 经转子流量计计量后,进入半水煤气管道经低变炉放空。
流程顺序如下。
罗茨风机→电加热炉→低变上段催化剂层→段间换热器→下段催化剂层→出口管放空。
(2)升温硫化前的准备1)煤气升温,备好 3 台大罗茨风机,理顺气体管线。
2)低变系统试气密、试压及安全检查合格,惰性气置换完成。
3)电炉的绝缘、电阻值及相关电器的检查合格。
4)硫化罐及氮气准备好,催化剂厂家指导人员到厂。
5)各压力表、测温表、记录仪等的检查合格。
6)各阀门开关密闭及隔绝盲板的位置情况检查落实。
7)DCS 运行正常并已联动运行,中变系统开车正常。
8)升温硫化操作记录表及升温曲线绘制完成。
(3)硫化操作1)拆除半水煤气进电炉管道上的盲板,联系脱硫岗位供气。
2)低变系统惰性气置换后,在开电炉前应先用半水煤气置换系统,期间严禁电炉送电。
3)升温,通入半水煤气排净大约半小时,成分合格后,即开电加热器,使两段催化剂层开始升温,当上段出口温度80℃以上时,开启段间换热器热水,并开上下段连通阀(段间换热器没加盲板)。
当两段催化剂层温度都达到220℃,最低点温度>150℃以上时,开始硫化。
开始时控制空速在 200~300h-1 左右。
计划用时 10h。
4)初期,将硫化罐加压至 0.2MPa,经电加热器后导入低变炉,流量40~80L/h,空速 200~300h-1,升温速率 10~15℃/h,温度控制在300℃以下,当出口H2S≥3.0g/m3时,认为穿透催化剂。
计划用时 18h。
5)主期,温度300 ̄400℃,CS2 流量 80~140L/h。
计划用时 16h。
6)末期,温度400 ̄430℃,CS2 流量 120~240L /h,在确保床层各点温度在 400~500℃情况下恒温 4h,出口硫化氢>15g/m3 时视硫化结束。
关闭低变进出口阀,静态硫化闷炉 8h。
7)降温排硫,CS2 加入量 20L/h,降温到300℃停加 CS2,当H2S<1.0g/m3 视排硫结束,并入系统。
8)催化剂升温速度控制(见表 2)(4)注意事项1)当催化剂层温升到 150~200℃后,可视催化剂层的温度情况,适当增加半水煤气的流量,从而使催化剂层上下温度拉开,此时半水煤气流量应控制在 1 500Nm3/ 左右(根据温度变化情况进行调节)。
2)低变炉下段进口加 CS2,下段的温度一定要在150℃以上加 CS2 的同时,一定要注意随着温度的变化,加减 CS2 量。
3)在硫化过程中,要求每小时分析一次低变炉进出口煤气总硫(H2S+CS)2的含量,至硫化主后期,要求增加至每半小时分析一次。
当低变炉进出口气体中总硫接近即告硫化结束。
4)低变催化剂价格昂贵,耐高温性能差,所以操作中一定要注意控制好催化剂层的温度,控制过程中要做到一慢,二看,三加量,切忌猛开猛关,严防烧坏催化剂或硫化不彻底。
5)CS2 是无色易燃液体,沸点,燃点都较低(沸点46.3℃,燃点112℃),有剧毒,因此操作中一定要小心谨慎,穿戴好必要的防护面具,严防发生安全事故,CS2 储罐远离热设备 10m。
6)整个硫化过程,要认真记录,按规定每半小时画好升温曲线,硫化结束后,交技术科存档。
(5)升温还原存在的问题此次升温硫化因为组织合理,升温硫化比较顺利,但因是新系统运行,升温过程中也出现了以下问题。
1)准备工作不充分,升温硫化过程中,因硫化流量计不合适和硫化胶管腐蚀损坏多次,从而影响硫化进度。
2)电炉不是可控硅控制,调控幅度不好控制,造成后期温度控制困难。
3)新装置测温点多次出现问题,使升温控制出现误差。
3 运行情况该装置至今已运行 10 个多月,目前各项指标运行稳定,出口 CO 控制在指标之内且容易控制,热点温度控制在合理范围内,为后工段的稳定运行提供了条件,运行数据见表 3。
说明:1)每天数据系根据记录表统计后的平均值。
2)低变后 CO 成分较高是因为后工段醇烃化需要,甲醇价格较高时,为多产甲醇,人为提高CO 含量。
3)下段催化剂温度较低,是因为装置初期不满量生产所致。
经过近几个月的调整,现在“18.30”工程已进入稳定运行期,开四台305m3/min、一台 180m3/min 压缩机,日产合成氨 600t,甲醇 160t。
已超过设计能力。
另外在联醇岗位使用了临朐大祥公司生产的 DC207 型甲醇催化剂,已使用 10 个多月,热点温度在230℃左右。
CO 转化率在 90%以上,使用效果良好。
在ⅢJDΦ2 000 合成塔使用该公司生产的 DNCA、A110 型合成催化剂,已使用 10 个多月,热点温度在465±5℃左右,压力19.5MPa,使用效果良好。
为了更好地发挥“18.30”工程的生产能力,我们又建设了一套变换系统,仍采用临朐大祥公司生产的 DNB303Q 催化剂,催化剂装填量 85m3,将于近期投入生产。
4 存在问题(1)段间换热器水管道水量自调阀调节幅度较大,下段进口温度较难控制。
(2)低变炉直径较大,生产量小时炉温控制较难,副线不好调节。
合成气变换催化剂归纳比较迄今为止,已开发出满足工业化合成气变换要求的催化剂有中变Fe—Cr系,低变Cu—Zn系,和耐硫低变Co—Mo系三大类。
(一)Fe—cr系催化剂在合成氨厂中,合成氨原料气中一氧化碳的变换通常是在铁-铬变换催化剂的存在下进行, 以铁为主的催化剂,由于其(300~450℃)活性高,价格低廉,几十年来一直被广泛用于一氧化碳和水蒸气的变换反应。
这种催化剂的缺点是水蒸气消耗高,在高硫气氛中,其变换活性低。
因此,几十年来合成氨的净化流程历来是先脱硫后变换再脱碳。
高温的粗煤气经降温脱硫,在升温补入水蒸气变换,这样就带来流程长,能耗高的缺点无论在什么工艺中,Fe—Cr系催化剂都会表现出以下突出的缺点:(1) 活性温度高(320~520℃).汽耗高,需较大换热面积的换热器来维持进口温度;(2) 耐硫能力差(低于lg/Nm3 ),变换率低(80~90%);(3) 低水碳比(<2.7)时,易发生费托反应,产生炔类化合物;(4) 易粉化,影响职工的身心健康,使换热器易结垢,降低换热效率;(5) Cr有剧毒,易致癌(6) 使用周期短。
相对耐硫催化剂而言,易粉化,易被硫等毒物中毒,使用寿命短。
(二)Cu—Zn系催化剂Cu—Zn系催化剂通常作为深度变换的催化剂,虽然活性高,但温域窄,对硫十分敏感,易产生醇等副产物,影响生产。
(三)Co—Mo系催化剂Co—Mo系列是九十年代研制开发的新型宽温域耐硫低变催化剂,在工业生产中已获得明显的经济效益和社会效益。
在国内,上海化工研究院开发的SB系列催化剂,湖北化学研究所开发出EB系列,齐鲁石化研究院开发出QCS系列,上虞化工厂与浙江大学联合开发出ZB-1Q型催化剂,湖北荆沙市催化剂厂开发的改性B117型耐硫催化剂[14]。
按其性能可分为两大类:一类为适用于高压和高水气比条件的中温变换催化剂(Co—Mo/A12O3—MgO);另一类为适用于低压的低温变换催化剂(Co—Mo—K/A12O3)。
Co—Mo系催化剂主要特点有:(1) 低温活性好,热交换面积小,节能,节电。
(2) 球形,气阻小,强度高,不易粉化。
(3) 使用寿命长(5年以上)。
(4) 变换率高(≥95% ),有机硫转化率高,抗氧性能好。
(5) 易硫化(15~20h),适合“中变串低变”工艺。