刀库换刀点调整。
FANUC 发那科刀库调试方法及步骤【干货】
一、刀库功能运转调试K7.0=1(刀库使用功能打开)用到的信号(X9.5刀库原点信号,X9.4刀库计数信号,X0.1回刀开关信号,X0.2倒刀开关信号,X8.5ATC刹车,X8.6ATC扣刀,X8.7ATC原点,Y3.1刀库正转输出,Y3.2刀库反转输出,,Y3.3刀臂正转输出,Y1.0刀套上电磁阀,Y1.1刀套下电磁阀)。
只有X0.1信号有效时,刀库才可以转动。
如果刀库正转不到位,计数不成功则需要把刀库计数的常开常闭点切换K2.3=1(刀库计数切换)将刀库运转到1号到注意检查刀套的1号刀位置是否正位(X9.5是否有效)。
二、主轴定向调试以及第二参考点调试M代码指令:M19(主轴定向)。
按操作面板的主轴定向或者在自动或录入方式输入M19,主轴定向输出,系统接收到主轴定向完成信号后运行结束。
按操作面板的主轴定向或者复位键取消定向输出。
主轴装上刀具将刀臂摇动到换刀点选取合适的位置将定位角度和第二参考点输入到系统参数中。
三、倒刀回刀调试用到的M代码:M81:倒刀M82:回刀用到的信号(X0.0倒刀磁开关信号,X0.1回刀磁开关信号,X8.7手臂原点信号,Y1.0刀套上电磁阀,Y1.1刀套下电磁阀)。
倒刀输出:在自动方式(需X0.1回刀开关有效)或录入方式,当Z轴回到第二参考点时且无扣刀确认信号(X8.6=0),输入M81,倒刀输出,接受到倒刀开关信号X0.0后结束。
回刀输出:在自动方式(自动方式需X0.0有效)或录入方式,当机械手臂在原点位置(X8.7=1)时,输入M82,回刀输出,接受到回刀磁开关信号X0.1后结束。
四、主轴松拉刀控制用到的M代码:M83, 松刀M84: 紧刀用到的信号(X8.2刀具放松到位,X8.1刀具夹紧到位,X8.6扣刀确认信号,X8.0松拉刀开关信号,Y0.7刀具放松)。
松拉刀条件:主轴在停止状态松刀(自动方式)要求机械手在扣刀位置,有紧刀到位信号X8.1。
紧刀(自动方式)有松刀到位信号X8.2。
加工中心刀库操作方法
加工中心刀库操作方法
加工中心刀库操作方法大致如下:
1. 打开机床电源,启动机床。
2. 进入加工中心的控制界面,在界面中选择“刀具管理”等相关功能选项。
3. 选择对应的刀具库,进入刀具库管理界面。
4. 在刀具库管理界面中,可以进行切削工具的添加、修改、删除等操作。
例如添加工具,需先选择加工类型,输入工具型号、长度、直径等参数,并进行检查确认。
5. 完成切削工具的添加后,可以通过查询和浏览方式进行工具的选择和使用。
6. 需要更换刀具时,先停止机床运行,然后选择相应的工具进行更换。
注意安全操作,防止误操作和事故发生。
7. 在操作完毕后,关闭刀具库管理界面,然后关闭机床电源。
总之,加工中心刀库操作需要严格按照操作规程进行,保障安全、稳定和高效的加工质量。
刀库的动作顺序说明
自制刀库动作顺序:(定点换刀)一.选刀动作(TXX)选刀动作分为两个步骤:第一步骤: 选择新刀具到刀库换刀位置.初始状态1:机械手臂在原始位置----直接选新刀具到换刀位置.初始状态2:机械手臂在等待位置----先将等待位置的刀具号所在的刀套转到换刀位置.把机械手上的刀具送回到刀库中.然后再选新刀具所在的刀套到换刀位置.刀链转的动作:1.刀套定位缩回2.刀链正转或刀链反转3.到目标位的前一个刀套, 刀链慢速4.到目标位后刀套定位伸出5.伸出到位后,刀链正转或反转,慢速断电.等待位的刀具送回刀库的动作:条件1.刀套定位伸出2.刀链计数开关在位3.刀套检测开关为04.刀链正转或反转及慢速断电动作顺序1.机械手臂拔刀2. 机械手臂转向刀库3.机械手臂插刀4. 机械手臂右移第二步骤: 将换刀位置的新刀具取到等待位.条件1.刀套定位伸出2.刀套在位,3.刀套检测开关为0,4.刀链正转或反转及慢速继电器断电。
动作顺序1.机械手臂左移刀库2.机械手臂拔刀3.机械手臂转向等待位4.机械手臂插刀二.换刀动作(M06)换刀动作分为两个步骤:第一步骤: 把机械手上的刀具换到主轴上初始状态:在等待位1.刀库门开2.坐标回换刀位置(和1步同时进行)3.主轴定向4. 机械手臂转向主轴5.机械手臂右移6.主轴松刀7.机械手臂拔刀8..机械手臂180度或0度旋转9..机械手臂插刀10.主轴夹刀11机械手臂左移12机械手臂转向等待位13刀库门关(关门后即可以进行加工)第二步骤: 将等待位的刀具送回刀库1.机械手臂拔刀2.机械手臂左移3.机械手臂插刀4.机械手臂右移(整个换刀动作结束)注意:如果选择的刀具在主轴上,则继续执行下面的程序。
交换站动作顺序M60(任意交换) M601(指定1号台) M602(指定2号台) 动作顺序:1.B轴回零.2.X轴回到换台位置.3.换台门开4.1号台(或2号台)快出5.台板松开(浮起)6.1号台(或2号台)慢回7.180度或0度旋转8.2号台(或1号台)慢出9.台板夹紧10.2号台(或1号台)快回11.换台门关。
发那科维修案例(发那科刀库调试步骤)
发那科维修案例(发那科刀库调试步骤)以下为某种梯形图为例(注:不同的梯形图的K参数定义和信号点会有所不同)1 刀库功能运转调试K7.0=1(刀库使用功能打开)①用到的信号(X9.5刀库原点信号,X9.4刀库计数信号,X0.1回刀开关信号,X0.2倒刀开关信号,X8.5ATC刹车,X8.6ATC扣刀,X8.7ATC原点,Y3.1刀库正转输出,Y3.2刀库反转输出,,Y3.3刀臂正转输出,Y1.0刀套上电磁阀,Y1.1刀套下电磁阀)。
②只有X0.1信号有效时,刀库才可以转动。
③如果刀库正转不到位,计数不成功则需要把刀库计数的常开常闭点切换K2.3=1(刀库计数切换)④将刀库运转到1号到注意检查刀套的1号刀位置是否正位(X9.5是否有效)。
2 主轴定向调试以及第二参考点调试①M代码指令:M19(主轴定向)。
②按操作面板的主轴定向或者在自动或录入方式输入M19,主轴定向输出,系统接收到主轴定向完成信号后运行结束。
③按操作面板的主轴定向或者复位键取消定向输出。
④主轴装上刀具将刀臂摇动到换刀点选取合适的位置将定位角度和第二参考点输入到系统参数中。
3 倒刀回刀调试①用到的M代码:M81:倒刀M82:回刀②用到的信号(X0.0倒刀磁开关信号,X0.1回刀磁开关信号,X8.7手臂原点信号,Y1.0刀套上电磁阀,Y1.1刀套下电磁阀)。
③倒刀输出:在自动方式(需X0.1回刀开关有效)或录入方式,当Z轴回到第二参考点时且无扣刀确认信号(X8.6=0),输入M81,倒刀输出,接受到倒刀开关信号X0.0后结束。
④回刀输出:在自动方式(自动方式需X0.0有效)或录入方式,当机械手臂在原点位置(X8.7=1)时,输入M82,回刀输出,接受到回刀磁开关信号X0.1后结束。
4 主轴松拉刀控制①用到的M代码:M83, 松刀M84: 紧刀②用到的信号(X8.2刀具放松到位,X8.1刀具夹紧到位,X8.6扣刀确认信号,X8.0松拉刀开关信号,Y0.7刀具放松)。
新代系统斗笠式刀库换刀规划

2019/3/18
斗笠式刀库换刀动作故障及排除方法
根据以上的分析,可以总结换刀故障的处理思路
T1 刀 盘
打刀缸
Z+
抬刀点 Pr3409
主
T2
轴
换刀点 Pr2803
主轴刀号: 1
2019/3/18
1 1
0 1
0 2
2 2
6
刀盘刀号: 2
斗笠式刀库换刀动作异常中断 斗笠式刀库换刀流程小结
1.换刀流程由十二个动作组成 2.每个动作按照固定的顺序依次执行 3.每个动作相互制约和限制
4.每个动作的执行都必须满足相关的约束条件
主轴定位解除m05中断斗笠式刀库换刀动作异常中断进入jog模式按键退回刀库进入刀表编辑画面根据实际主轴刀号修改刀表上的数据如果主轴无刀可设定主轴刀号为0进入jog模式按键退回刀库进入刀表编辑画面根据实际主轴刀号修改刀表上的数据如果主轴无刀可设定主轴刀号为0进入jog模式按键退回刀库进入刀表编辑画面根据实际主轴刀号修改刀表上的数据如果主轴无刀可设定主轴刀号为0202011手动初始化刀库系统斗笠式刀库换刀动作异常中断的处理进入手动模式jog退回刀盘按键aux7或者复位按键取下主轴上的刀具如果无法松刀则修改刀表中的主轴刀号为1取下刀盘一号刀爪上的刀具参数3407手动调整刀库0
5
刀盘刀号: 2
一.主轴停止(M05) 二.刀盘旋转至主轴目前刀号 三.主轴定位(M19)
加工中心刀库乱刀处理办法

1加工中心自动换刀方式及乱刀简介(1)换刀方式简介加工中心自动换刀系统的控制主要分为两部分:刀库选刀控制(T 指令)和刀具交换控制(M06指令)。
目前刀库选刀控制最常见的方式主要有刀套编码方式和计算机记忆随机换刀。
刀套编码方式是对刀库各刀座预先编码,每把刀具放入相应刀座之后,就具有了相应刀座的编码,即刀具在刀库中的位置是固定的,斗笠式刀库便是此种控制方式。
计算机记忆随机换刀方式的特点是刀具号和刀座号对应地记忆在计算机的存储器或可编程控制器的存储器中,不论刀具放在哪个地址,都始终记忆着它的踪迹,这样刀具可以任意取出,任意送回,圆盘凸轮机械手刀库便是此种控制方式。
(2)乱刀简介乱刀是指换刀指令刀号与刀库刀座号不一致现象。
例如:程序指定M06 T03,而换刀机械手在换刀时却抓取了5号刀座的刀具称为乱刀现象。
2乱刀原因分析加工中心出现乱刀故障可能由以下几种原因引起:(1)在正常换刀时由于换刀气压不足,导致换刀过程卡住,在手动刀库复位后可能产生刀库亂刀。
(2)由于机床机械结构损坏,或者数控系统参数丢失导致刀库乱刀。
(3)机械手在换刀过程中,由于操作人员按下机床复位键或者急停键,导致换刀意外终止,可能产生刀库错乱。
3、刀库乱刀现象的解决方法(1)斗笠式刀库乱刀解决方法①打开机床电控柜,机床上电②在MDI方式输入换刀指令M06 Txx,观察电控柜中的哪个继电器动作,刀库的正反转是由两个继电器控制,如果此时刀库是顺时针旋转,再输入一个换刀指令,使刀库逆时针旋转,观察电控柜中的哪个交流接触器动作③使机床数控系统断电,拿一根绝缘棒手动按下控制刀库旋转的交流接触器,如顺时针方向乱刀,则按下控制刀库逆时针方向旋转的交流接触器;如逆时针方向乱刀,则按下控制刀库顺时针方向旋转的交流接触器,直到刀库转到与输入的换刀刀号一致的位置注意的问题:1)开机后取下主轴和刀库所有的刀具,避免调整后换刀时发生主轴与刀库中刀具相撞的危险2)注意使用绝缘棒,避免触电的危险3)调整时要有人帮助观察刀库转动的位置是否到达换刀指令指定的刀具号位置4)调整好后输入一个换刀指令,观察刀盘前进与主轴松刀动作时主轴卡刀槽是否与刀库卡刀槽位置一致,否则会发生主轴刀具与刀库相撞的危险(2)圆盘凸轮机械手刀库乱刀现象的解决方法在出现刀号混乱的情况下应立即进行刀具的整理操作,具体步骤如下所示:①取出刀库中的全部刀具,将刀具按刀具表中相对应的关系重新插入刀库中或按刀库中刀具的实际状态修改刀具表(需打开参数开关,参数开关在数控系统CPU板上)。
FANUC刀库换刀——详解.
加工中心机床圆盘式刀库发那科系统PMC的编程技术安庆长谷川数控机床有限公司 雷晓鹏北京发那科机电有限公司 胡 年自动换刀机构(ATC)是数控机床易发生故障的地方。
本文介绍PMC的编程思路和方法,供大家讨论。
此程序自2004年始已在数百台加工中心运用。
一、基本规则1、刀具在D0000到D0032登录。
D0000登录主轴刀具号,D0001到D0032登录刀套内刀具号,在此假定刀库容量为32把刀。
2、执行T码时,刀库中T码刀具旋转到换刀口位置,在刀库旋转过程中,程序自动加工运行不中断,称之为预选刀。
3、M6执行换刀过程,执行前,Z轴必须回第一参考点,即 G91 G28 Z0或 M19 G91 G28 Z0。
4、允许的大径刀(如面铣刀)直径不容许超过普通刀具(以下简称:小径刀)最大直径的二倍,否则大径刀之间随机交换会撞刀。
刀具重量不能超过刀库容许重量。
大径刀刀具号设定规则:大径刀的相临两侧刀套内必须为空,空刀套的刀具号自动设定为99(也可设定其他数字,PMC识别为空刀)。
D100内设定大径刀个数,小径刀刀具号必须大于大径刀个数乘2加1。
初始设定主轴刀具号D0000必须是小径刀刀具号。
5、大径刀具交换规则:小径刀可放进大径刀刀套内,大径刀不可放进小径刀刀套内。
主轴小径刀与刀库小径刀交换,一次性换刀;主轴大径刀与刀库大径刀交换,一次性换刀;主轴小径刀与刀库大径刀交换,一次性换刀,小径刀放进大径刀刀杯套内;主轴大径刀与刀库小径刀交换, 第一次将原大径刀刀套内的小径刀换到主轴上,第二次再进行小径刀之间的交换。
以上交换规则PMC自动识别换刀。
6、在刀库运行中发生停电等故障,具备中断点记忆和用按键操作恢复功能。
有完善的电机保护和报警操作提示。
7、以上自动刀具交换(ATC)动作本文介绍的都用PMC完成,读者也可用宏程序和PMC结合编程实现。
二、PMC程序框图三、详细介绍刀库盘旋转部分PMC程序和说明1、准备工作自动换刀部分反馈信号:R30.0=1 主轴抓刀反馈;R30.1=1 主轴松刀反馈,延迟0.2秒是消除信号反馈传感器安装误差,其它信号反馈延迟道理相同;R30.2=1 刀杯上(水平位置)信号反馈;R30.3=1 刀杯下(刀具垂直向下位置)信号反馈。
加工中心刀库调试方法
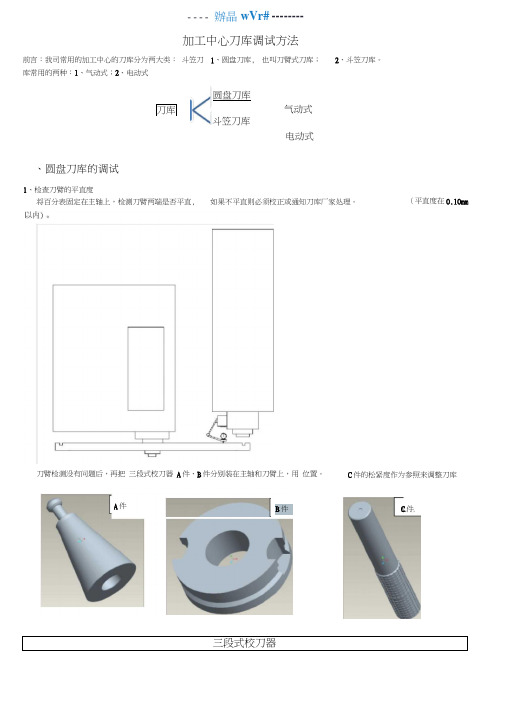
---- 辦晶wVr# --------加工中心刀库调试方法前言:我司常用的加工中心的刀库分为两大类: 斗笠刀库常用的两种:1、气动式;2、电动式刀臂检测没有问题后,再把 三段式校刀器 A 件、B 件分别装在主轴和刀臂上,用 位置。
三段式校刀器A 件B 件C 件1、圆盘刀库, 也叫刀臂式刀库;2、斗笠刀库。
刀库圆盘刀库气动式 斗笠刀库电动式、圆盘刀库的调试1、检查刀臂的平直度将百分表固定在主轴上,检测刀臂两端是否平直, 如果不平直则必须校正或通知刀库厂家处理。
(平直度在0.10mm C 件的松紧度作为参照来调整刀库2、大体校正刀库位置将刀臂摆到扣刀位置(即在主轴下面,注意观察位置是否已经到位:刀臂将有一段时间保持固定不动,就可以确认已到达扣刀位置),大体校正刀臂和主轴中心孔的位置。
3、调整刀库的水平度把百分表固定在工作台上,通过支架和刀库的调整块来校正刀臂前后、左右的水平度(水平度在0.15mm以内)4、准确校正刀库位置准确校正校正好刀臂和主轴中心孔的位置标准的位置应当是,C件可以轻松通过E件而进入A件的内孔。
注意:刀臂位置相对主轴要往前0.1mm-0.2mm,坚决不能往后,否则换刀时刀臂容易将主轴打坏。
5、再检查刀库水平度校正好刀臂和主轴中心孔的位置后,再检查刀臂前后、左右的水平度。
若水平度超差,则需要重新校正,如此重复第3和第4步,直到符合要求(水平度在0.15mm以内)。
6、检查刀盘电机和刀臂电机的旋转方向检查刀盘和刀臂的旋转方向是否正确。
刀盘正转正确的方向应当是刀套号在递增;刀臂正确的旋转方向应当是刀臂的缺口往前走(注意:刀臂没有反转)。
刀臂的正确旋转方向刀盘正转8检查刀套信号 用手按动刀套上下的电磁阀,检查刀套上检测到位、下检测到位的信号是否正确。
三菱系统:X20A (刀套上到位检测信号),X209 (刀套下到位检查信号) 发那科系统:X8.5 (刀套上到位检测信号),X8.6 (刀套下到位检查信号)9、检查刀臂信号用扳手旋转刀臂电机尾端,检查刀臂刹车信号、扣刀信号是否正确。
加工中心刀库调试方法
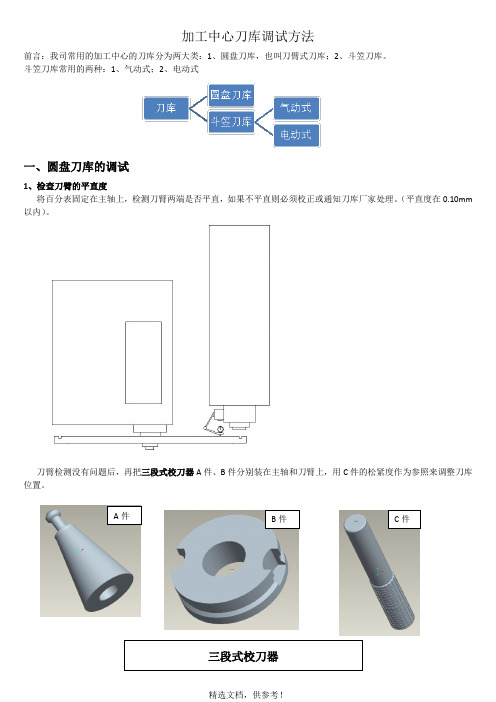
加工中心刀库调试方法前言:我司常用的加工中心的刀库分为两大类:1、圆盘刀库,也叫刀臂式刀库;2、斗笠刀库。
斗笠刀库常用的两种:1、气动式;2、电动式一、圆盘刀库的调试1、检查刀臂的平直度将百分表固定在主轴上,检测刀臂两端是否平直,如果不平直则必须校正或通知刀库厂家处理。
(平直度在0.10mm 以内)。
刀臂检测没有问题后,再把三段式校刀器A件、B件分别装在主轴和刀臂上,用C件的松紧度作为参照来调整刀库位置。
A件B件C件2、大体校正刀库位置将刀臂摆到扣刀位置(即在主轴下面,注意观察位置是否已经到位:刀臂将有一段时间保持固定不动,就可以确认已到达扣刀位置),大体校正刀臂和主轴中心孔的位置。
3、调整刀库的水平度把百分表固定在工作台上,通过支架和刀库的调整块来校正刀臂前后、左右的水平度(水平度在0.15mm以内)如果左右水平度超差,可以用铜箔垫在刀库支架底部来调整。
4、准确校正刀库位置准确校正校正好刀臂和主轴中心孔的位置标准的位置应当是,C件可以轻松通过B件而进入A件的内孔。
注意:刀臂位置相对主轴要往前0.1mm-0.2mm,坚决不能往后,否则换刀时刀臂容易将主轴打坏。
5、再检查刀库水平度校正好刀臂和主轴中心孔的位置后,再检查刀臂前后、左右的水平度。
若水平度超差,则需要重新校正,如此重复第3和第4步,直到符合要求(水平度在0.15mm以内)。
6、检查刀盘电机和刀臂电机的旋转方向检查刀盘和刀臂的旋转方向是否正确。
刀盘正转正确的方向应当是刀套号在递增;刀臂正确的旋转方向应当是刀臂的缺口往前走(注意:刀臂没有反转)。
刀盘正转刀臂的正确旋转方向A类刀臂B类刀臂8、检查刀套信号用手按动刀套上下的电磁阀,检查刀套上检测到位、下检测到位的信号是否正确。
三菱系统:X20A(刀套上到位检测信号),X209(刀套下到位检查信号)发那科系统:X8.5(刀套上到位检测信号),X8.6(刀套下到位检查信号)9、检查刀臂信号用扳手旋转刀臂电机尾端,检查刀臂刹车信号、扣刀信号是否正确。
加工中心不同刀库的换刀方法和指令

加工中心是拥有刀库和自动换刀装置的数控加工设备。
刀库的种类有很多种,换刀的方法及换刀指令的编写和执行也各不相同。
下面,就为大家总结一下几种常见刀库的换刀方式及其指令。
斗笠式刀库的换刀:斗笠式刀库大多采用固定地址换刀方式,刀具号与刀座号存在一一对应的关系。
斗笠式刀库的换刀动作是依靠刀库的横向移动与主轴的上下移动来实现的,这种方式简称为主轴换刀方式。
由于没有换刀机械手,所以选刀动作不能在换刀动作之前预选,而是将换刀指令与选刀指令编写在同一个程序段中,其指令格式为M06 TXX。
执行这个指令时,刀库首先找到指令中主轴上需要换下的刀号所对应的刀座,并将其转到换刀位置,使主轴上的刀具换回到刀座中。
接下来,刀库再找到指令中需要换上的刀具,将其转到换刀位置,并换上主轴。
因为不能预选刀具,这个指令如果将Tx x放在M06之前就是无效的,最终选刀的动作还是在执行M06时执行,如果M06后面没有Tx x,系统就会报错。
圆盘式和链式刀库的换刀:圆盘式刀库和链式刀库一般会采用随机地址的换刀方式,刀具号与刀座号并不是一一对应,而是随机的,但数控系统能够记忆其对应关系。
圆盘式和链式刀库采用机械手进行换刀,换刀前可以对新换上的刀具进行预选。
刀具指令Tx x控制刀库旋转,并将选中的刀具转至换刀工作位置,而换刀指令M06控制换刀机械手的动作,实现主轴刀具与刀库换刀位置处新旧两把刀具的交换。
圆盘式和链式刀库的选刀指令与换刀指令可以编写在同一个程序段,也可以分在不同程序段编写,因此选刀与换刀动作也可以一起执行或分开执行,其指令格式为TXXM06。
执行这个指令时,刀库首先将指令中要换上的刀具转到换刀位置,然后机械手将刀库刀具与主轴刀具交换。
了解了以上两种换刀方式,我们可以对比一下哪种更好。
结果显而易见,第二种换刀方法将选刀动作与加工动作重叠在一起,这样换刀时就不必选刀而直接换刀,使加工效率得到了提高。
不同机床厂家的不同规定:不同的机床生产厂家对于换刀方法、换刀指令及其执行方式也有不同的规定。
加工中心的刀库形式与自动换刀程序的调试
加工中心的刀库形式与自动换刀程序的调试————————————————————————————————作者:————————————————————————————————日期:ﻩ加工中心的刀库形式与自动换刀程序的调试一、实训目的( 1 )了解加工中心的各种刀库形式;( 2 )了解机械手换刀的基本动作组成;( 3 )掌握加工中心自动换刀程序的编写与调试运行;二、预习要求认真阅读加工中心组成、换刀装置、自动换刀程序的编写等章节内容。
三、实训理论基础1 .加工中心的刀库形式加工中心刀库的形式很多,结构各异。
常用的刀库有鼓轮式和链式刀库两种。
图 11-1鼓轮式刀库( a )径向取刀形式( b )轴向取刀形式 ( c )径向布置形式( d )角度布置形式鼓轮式刀库结构简单,紧凑,应用较多。
一般存放刀具不超过32 把。
见图 11-1。
径向取刀形式( a )多用于使用斗笠式刀库的立式加工中心和使用角度布置的机械手换刀装置的加工中心;形式( b )应用比较广泛,可用于立式和卧式加工中心,换刀可用机械手或直接主轴移动式换刀。
由于从布局设计方面的考虑,鼓轮式刀库一般都采用侧向安装的结构形式,若用于机械手平行布置的加工中心时,刀库中的刀袋(座)通常在换刀工作位可作90 o 翻转。
形式( c )多用于小型钻削中心;形式( d )一般用于专用加工中心。
链式刀库多为轴向取刀,适于要求刀库容量较大的加工中心。
见图11-2 。
图 11-2 链式刀库2 .自动换刀装置及其动作分解斗笠式刀库换刀装置我们已经在实训 4 中接触过,在此就不再赘述。
对于刀库侧向布置、机械手平行布置的加工中心,其换刀动作分解见图11-3。
换刀时,Txx指令的选刀动作和M6指令的换刀动作可分开使用。
图 11-3平行布置机械手的换刀过程图11-4 角度布置机械手的换刀过程对于刀库侧向布置、机械手角度布置的加工中心,其换刀动作分解见图 11-4 。
机械手换刀装置的自动换刀动作如下:(1)主轴端: 主轴箱回到最高处( Z 坐标零点),同时实现“主轴准停”。
精密刀库机械手换刀位置调整工具
achieve the goal of high-speed,high-precision and
high
tools-changing
precision-easier operation,clearer parameter indication,shorter
adjusting
time
I
and higher reliability.
on
analysis of the disadvantages of the central facility for tool magazine and principal
can
axis tools-changing.After re-design,we -efficiency with higher
(收稿日期:2010—09一09) 文章编号:101232 如果您想发表对本文的看法。请将文章编号填入读者意见调查表中的相应位置。
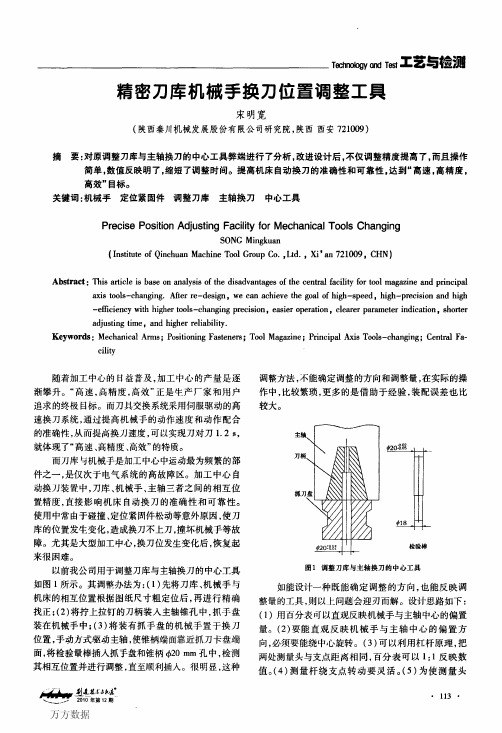
1一端盏;2一单列向心球轴承;3--定位链;4一刀座 5、6一螺钉;7一拉紧弹簧;8一表座;9—套;lO一 桂销;1l一测量杆;12--测量头。
图2改进后的调整工具
调整方法如下:此调整工具整体装在机械手上,机 械手置于换刀位置,使调整工具端面靠近主轴端面。 由于拉紧弹簧的作用,使测量头12触及主轴的锥孔内 壁,此时调整百分表的零位。用手转动螺钉5,带动套
nology of how
to
improve the quality of NC programs for your reference.
Keywords:High-speed Milling;Die Processing;NC Programming
高速铣削一般采用高的铣削速度,适当的进给量, 小的径向和轴向铣削深度。一般情况下,高速铣削的 铣削速度要比常规速度高出5~10倍,其材料去除率 紧贴锥孔,必须用拉紧弹簧拉紧。故最终设计如图2 所示的调整工具。
立式加工中心常见故障

序号
现象
可能产生的原因
排除方法
1
加工孔时出现孔距尺寸超差
1、滚珠丝杆反向间隙过大。
2、X、Y、Z导轨镶条失调。
3、丝杆轴承损坏或锁紧螺母松动。
1、编程序对丝杆的正反间隙实际值进行测量,然后修改参数进行补偿。
2、调整镶条。
3、更换轴承或检查丝杆传动链是否松动。
2
铣圆时出现椭圆度超差;
机床多轴联动走斜线时误差过大。
1、机床的几何精度超差。
2、X、Y、Z导轨镶条失调。
3、丝杆轴承损坏或锁紧螺母松动。
4、系统伺服参数的设置。
5、滚珠丝杆反向间隙过大。
1、调整机床水平,检查各轴之间的垂直度、主轴回转轴线对工作台面的垂直度。
2、调整镶条。
3、更换轴承或检查丝杆传动链是否松动。
4、进行伺服参数优化。
2、斗笠式刀库进行刀号修改,圆盘式刀库进行回零操作。
9、
刀库在换刀过程中停在某一位置不动
1、刀库机械故障。
2、刀库检测开关故障。
1、检查故障位置各相关部件有无损坏,比如打刀缸、刀库电机、刀库气缸等。
2、检查故障位置各相关部件上的检测开关。
10
换刀过程中出现换刀不顺畅,刀盘损坏或机械手臂损坏、掉刀。
1、刀库换刀点调整。
2、主电机皮带轮安装位置。
3、主轴轴承损坏。
1、更换主轴同步齿形带或调整皮带松紧。
2、因主电机垂直安装,调整皮带轮在电机轴的上下位置与主轴皮带轮等高。
3、更换主轴轴承。
12
无法实现RS232通讯
1、操作。
2、参数。
3、传输电缆。
4、系统故障。
1、查看各相关系统操作说明书。
加工中心刀库乱刀处理方法

V C 60立 式 加 M L0 工 中心 为 例 介 绍
一
下 刀 库 回零 的
操作 ( 附图 ) 见 。
刀 库 规 格 说 明:本 座 刀 库 是
圆盘 刀 库,刀 位
换 刀点 换 刀机械 臂
表中的表 内值 为 0~1 ,不重复 且排序无 章 ,0~1 6 6一 个都不少 。如发现某个数值 重复或缺失 ,即可判定刀具 换刀过程有误。刀具乱刀或者在换刀 时没有 调出预先的
加工时依次换刀进行零件的加工 ,如 果机床乱刀 ,直接
查 刀 表: 击M I 板上的SS M ' m 看 具 点 D面 t T F, VE 4
导致换错刀加工 ( 零件报废 ) ,或者撞 刀 、撞机床。
1 产生乱刀原因的分析 .
乱刀的产生原因大体有以下几个方面 :① 在正常换
刀时 由于换刀气压不足 ,导致换 刀过程卡住。在手动刀
刀库 回零 :由于刀库的种类 繁多 ,对应 的系统 繁多
0 0 0 3
0 0 0 4
DO H O0 3
DO 0 0 4
3
4
( F N C系统 、SE N 如 AU IME S系统等 ) ,机床生产厂 商的 不同,刀库回零操作可能不一样。 下面以采用某公司型号为 B 4 1D1 T 06 的圆盘式刀库 ,
CT 幕下 软键匦 , 次点 圃一匦 丽 R屏 的 圃 依 击匦
一
匦
一 叵
, 现 统 面 表1 示。 出系 界如 所
表 1 刀 具表
D T ( 内值) AA 表
『 0 l
2
库复位后可能产生 刀库乱刀。②在加工 中心机 械手换刀 时 ,由于操作人员按下 了 R S T复位键 ,或者急停键。 EE
斗笠式刀库位置的调整及参数的设定
斗笠式刀库位置的调整及参数的设定主要进行刀夹与主轴换刀的重合(机械位置)1检查刀盘平面与X-Y平面的平行度,分别原x和y方向检。
平行度小与0.30nm/全宽。
如超过此数值则需调整刀库支架与刀库。
2将主轴箱上移到z向最高点后将分体刀柄的上体锥丙部分装人主轴孔内并拉紧,同时在刀盘的刀卡内装入分体刀柄得下体3手动将刀库移到换刀位置4手动使主轴定向5下移主轴箱分体刀柄的上体锥丙部与刀卡上分体刀柄得下体之间得间的间隙约2cm6用调整装置调整刀库在x和y向的位置,同时用分体刀柄得中间轴检验分体刀柄的上下两体的中心是否重合,上下两体中心重合则刀卡与主轴的换刀点重合调整完毕7z轴回参考点。
8下移主轴箱,使分体刀柄的上体锥丙部与刀卡上分体刀柄的下体之间的间隙为0.15-0.25nm 之间。
(用塞尺测量)9记录此位置的z轴座标值,并输入到第二机械参考点中(参数1421)10当此位置z轴坐标值小于356nm或370nm则调整参考点挡块的位置。
当此位置的z轴坐标值在365nm到370nm之间则调整参考点网格偏移参数内数值,此参数单位为0.001.FANRC 系统的参数号为1850.参考点位置的调整及检查过程按“参考点及行程挡块设定”项目内的步骤进行。
参考点调整完毕后重复工步8和工步9的操作内容,保证当z向坐标值为365时,分体刀柄的上体锥丙部与刀卡上分刀柄的下体之间的间隙为0.015-0.025nm之间(用塞尺测量)11检查刀卡在主轴抓,松刀过程中的变形量将刀柄放在刀卡上,使到库移出,使百分表触头与换到位相邻的刀卡下部接触,调整好指示器。
主轴定向后进入松刀状态,下移主轴箱到换刀位置,检查此时指示器读数变化不得大于+0.3nm,手动进行主轴抓刀若超差则应重新调整换刀点和位置或打刀距离12检查换刀过程的准确性,以手动方式进行操作,检查刀库移出,退回,刀盘转位,主轴定向,主轴抓,松刀及换刀点位置设定是否正确。
重复多次确认所有动作无误后用换刀程序进行多数换刀主轴定向角度调整及参数设定1.确认能够进行主轴定向(8135#4=0、主轴使用mzi传感器)2.将参数3117#1=1(1、2两项设置完毕后需要断电)3.手动旋转主轴使主轴定位块与刀杯定位块(或者机械手定位块)互相重合4.通过诊断参数445确认主轴位置数据5.将诊断参数445中的位置数据输入到参数4077中6.设定参数6071=6(使用M6调用O9001换刀宏程序)注意,在设定第二机械参考点之前要回参考点;在设定主轴定向角度之前需要运行一次主轴然后进行M19定向,看是否有位置数据常用换刀宏程序%O9001N1IF[#1000EQ1]GOTO19N2#199=#4003N3#198=#4006N4IF[#1002EQ1]GOTO7N5G21G91G30P2Z0M19N6GOTO8N7G21G91G28Z0M19N8M50N9M52N10M53N11G91G28Z0N12IF[#1001EQ1]GOTO15N13M54N14G91G30P2Z0N15M55N16M56N17M51N18G#199G#198N19M99%。
卧式加工中心换刀臂原点设定步骤

卧式加工中心换刀臂原点设定步骤
做原点设定前以下条件请首先确认:
1)换刀区域门已经打开
2)等待刀杯是否已经在位置(90度确认)
3)取刀器已经在换刀侧
4)主轴已经定位
5)X轴和Y轴已经在第二原点(换刀点)
6)操作门已经关闭(YME标准的机床,操作门打开后马达断电)
第一步:设定PLC参数R2107 BIT F为1(断电2次,原点设定菜单显示)
第二步:按下MACHINE键,然后选择ATC MAINT 按键
打开ATC门
然后按住MF1键以及ATC READY键,并使A TC READY键点亮
(允许单步执行换刀动作)
第三步一起按住ORIGIN MODE键和MF1,并使ORIGIN MODE点亮(进入设定模式)。
此时需要确认ATC 手臂处在什么位置。
第四步按住ATC ARM JOG CW或者A TC ARM JOG CC把换刀臂移动到正确的位置(原始位置)。
如果此时换刀臂不动作出现互锁的话把PLC 中间继电器M6800改为1。
第五步一起按住ORIGIN SET和MF1 ,此时ORIGIN出现闪烁(如果已经点亮则不需要执行本步余下之内容)。
此时再次按住ATC ARM JOG CW或者A TC ARM JOG CCW让换刀臂自动移动并停止,此时ORIGIN SET应该已经点亮。
第六步机床重关电并于10秒后重新启动,把换刀臂退回原点。
把R2107BIT F改回原始数据。
第七步结束。
宝鸡机床加工中心刀库调试方法
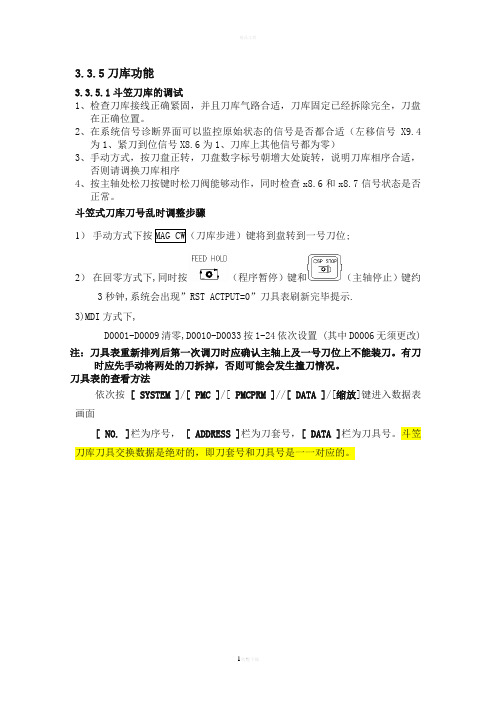
3.3.5刀库功能3.3.5.1斗笠刀库的调试1、检查刀库接线正确紧固,并且刀库气路合适,刀库固定已经拆除完全,刀盘在正确位置。
2、在系统信号诊断界面可以监控原始状态的信号是否都合适(左移信号X9.4为1、紧刀到位信号X8.6为1、刀库上其他信号都为零)3、手动方式,按刀盘正转,刀盘数字标号朝增大处旋转,说明刀库相序合适,否则请调换刀库相序4、按主轴处松刀按键时松刀阀能够动作,同时检查x8.6和x8.7信号状态是否正常。
斗笠式刀库刀号乱时调整步骤1)手动方式下按MAG CW(刀库步进)键将到盘转到一号刀位;2)在回零方式下,同时按(程序暂停)键和(主轴停止)键约3秒钟,系统会出现”RST ACTPUT=0”刀具表刷新完毕提示.3)MDI方式下,D0001-D0009清零,D0010-D0033按1-24依次设置 (其中D0006无须更改)注:刀具表重新排列后第一次调刀时应确认主轴上及一号刀位上不能装刀。
有刀时应先手动将两处的刀拆掉,否则可能会发生撞刀情况。
刀具表的查看方法依次按[ SYSTEM ]/[ PMC ]/[ PMCPRM ]//[ DATA ]/[缩放]键进入数据表画面[ NO. ]栏为序号, [ ADDRESS ]栏为刀套号,[ DATA ]栏为刀具号。
斗笠刀库刀具交换数据是绝对的,即刀套号和刀具号是一一对应的。
D0006为当前刀位号,D0009为当前主轴刀,D0010-0025/0029/0033为刀具状态表。
其中为0的表示为空刀位,该刀在主轴上。
注:DATA画面中的D0010-D0025/0029/0033中为0的序号有且只能有一个,否则必须重新设定其中的值。
斗笠刀库屏蔽方法:k5.1=1 k0.0=1斗笠刀库宏程序%O9001IF[#1005EQ1]GOTO100 #3003=1#3004=7M80#100=#4003G91N10IF[#1000EQ0]GOTO70 IF[#1001EQ0]GOTO60N20M85G30Z0M63M64M65G4X1.5G28Z0N30M83G4X0.3N40IF[#1003EQ0]GOTO80 IF[#1002EQ1]GOTO50G30Z0N50M70M66G4X0.3M86M67M68GOTO90N60G28Z0M73M74M75G4X0.5M84G30Z0M71M76G4X0.3M86M77M78GOTO90N70GOTO10N80GOTO40N90G#100M81#3003=0#3004=0N100G#100M99%NC参数NO.6071=6(调用o9001程序)NC参数NO.3202#4=1(o9001程序保护)3.3.5.2 圆盘刀库的调试1)分步调试a)在刀盘停止位置和刀臂停止位置(中间接近开关灯亮)正确,机床没有报警后,将z轴回到安全点,确保刀臂持刀时不会和主轴碰撞。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
刀库换刀点调整。
核对换刀点是否正确:
在 MDI 方式, 输入 G30 Z0 ;执行后, Z 轴应停止在换刀点的高度, 可以用手推入斗立式刀库(机械手可用手拧ATC电机)至刀柄处, 若高度不对, 轴移动至最上方,对Z轴重新设定【绝对】参考点,然后用MDI方式运行G28 Z0,将刀库推入主轴时,Z轴所处高度应碰不到拉钉为正确。然后再重新设定换刀高度。用MDI执行G30 Z0,将刀库推入时,核对Z轴高度应在换刀的高度。如果不对,用手轮将 Z 轴移动到换刀高度附近, 将斗笠刀库推入, 查看当前高度是不适合, 若不对, 再用手轮慢慢改变 Z 轴高度, 直到刀库的刀夹能顺利卡入主轴上的刀柄为止, 现在将当前的机械值抄下来。
再按 TOOL 键, 按屏幕下方的 [〉] 键, 按屏幕下方的 [准备] 键, 输入 Y, 按[确定 INPUT], 就进入了系统参数区,
按屏幕下方的 [轴] 键, 再继续按屏幕下方的 [〉] 键, 找到 #2038 #2 参数, 将抄下来的机械值输入到 第三个(即Z轴的)的括号内即可。