电泳作业指导书范例
电泳线作业指导书

电泳线生产前准备工作一、检查槽液(是否达到工艺要求温度(加温过程约10小时),浓度及相关要求)。
工艺参数:二、检查各槽体循环泵工作是否正常。
三、开启整流柜,检查是否正常工作。
四、检查各自行小车程序及所在工位是否正确(监控中心触摸屏)。
五、开启阳极泵检查其工作是否正常。
六、检查烘干室热风炉及各风机无异常情况,即可升温,随即开启电泳线进行以下流程。
电泳线工艺流程一、工艺流程图:上件→预脱脂→脱脂→水洗1→酸洗→水洗2→中和→水洗3→水洗4→表调→磷化→水洗5→纯水洗1→阴极电泳→UF1水洗→UF2水洗→纯水洗→烘干→下件二、主要工艺流程:1 上件:处理方式:人工控制:手动操纵控制箱1.将所需电泳的工件装入工件篮。
注意:工件摆布尽量均匀合理,工件间隙不低于5CM,并使前后电动葫芦承重尽量平衡。
2.手动操作控制箱,使自行小车补位到发车位置。
3.手动操作控制箱操纵电动葫芦同降至工件篮,挂钩(人工)。
4.手动操作控制箱同升至运行高度。
注意:工件篮需平衡,前后左右不出现倾斜。
如不平衡需加配重。
并严格检查有无脱落挂钩挂在工件篮底,须及时摘除。
5.等待整个电泳线线后续流程完全达到工艺指标后,手动操作控制箱操纵发车。
进入预脱脂工艺步骤。
2 预脱脂:工艺目的:除去工件油渍处理方式:浸温度:60℃时间:7分钟处理液:自来水,脱脂剂A,脱脂剂B备注:循环泵控制:自动、人工均可预脱脂步骤主要由PLC程序自动控制,必要时也可人工辅助控制。
具体过程:自动控制,进入预脱脂工艺步骤。
第一阶段,工件篮行走至预脱脂工位,前后电动葫芦同降至设定高度(浸入槽体)浸泡工件。
浸泡时间240秒,前后电动葫芦同升至设定位置。
第二阶段,前后电动葫芦同降,二次浸泡。
浸泡时间180秒,然后同升至前后电动葫芦上限位置,自动进入下一工位。
此步骤结束后,检查工件是否达到工艺要求,如不符合工艺要求可人工控制继续浸泡,直至工件达到工艺要求。
预脱脂工艺结束,进入脱脂工艺步骤。
电泳涂装二线作业指导书(电泳工序操作规程)
1.6.1 生产前检查槽液液位、游离碱度、温度、压力是否合理。 1.6.2 在控制柜按启动按钮启动循环泵,打开溢流口阀门,调整溢流补水量 0.5-1L/min
1.6.3 生产中需定时点检液位、游离碱度、温度、过滤器压力差。压力差>0.05mpa 时需更换 滤袋。
1.6.4 参数调整 每添加 5kg 脱脂剂,游离碱度上升 1 个点,添加 50kg 自来水游离碱下降 1 个 点。
6.5.2 在控制柜按启动按钮启动循环泵,打开溢流口阀门,调整溢流补水量 1-2L/min
6.5.3 生产中需定时点检液位、压力、喷淋状况。
6.5.4 生产停止时需先关闭溢流补水阀门,关闭溢流阀门后再关闭循环泵。
6.6 工艺维护:
6.6.1 槽体 每周打开一次槽体排放口阀门,排空工作液,用自来水清洗槽体 1-2 次,关闭排放
5.5 工作液使用:
5.5.1 生产前检查槽液液位、全碱度、压力是否合理。
5.5.2 在控制柜按启动按钮启动循环泵,打开溢流口阀门,调整溢流补水量 1-2L/min
5.5.3 生产中需定时点检液位、压力、喷淋状况。
5.5.4 生产停止时需先关闭溢流补水阀门,关闭溢流阀门后再关闭循环泵。
第 4 页 共 10 页
全碱度 游离碱度
40-50pt 18-25pt
第 2 页 共 10 页
电泳涂装二线作业指导书
温度
45-55℃
时间
120s
压力
0.08-0.12mpa
2.5 药剂配槽:(比例 3-5%)
2.5.1 用自来水清洗槽内壁 1-2 次,清洗干净后补加自来水至 2/3 处,启动循环泵并加热。
2.5.2 准备好脱脂剂 150KG,用容器加热水搅拌均匀后倒入喷淋水回流口处。
电泳涂装作业指导书

电泳涂装作业指导书电泳涂装作业指导书一.目的:对电泳涂装作业进行规范,确保泳涂后的产品满足规定的要求。
二.适用范围:适用于钢铁件的电泳涂装作业三.操作3.1卸笼卸笼时,操作人员检查好零件的质量,对前处理后的工件进行检查,检查零件是否可以立即泳涂,如发现异常上报班长。
确保泳涂零件上无油、绣;磷化膜均匀致密;边角无毛刺;焊道符合要求;规格型号与图纸相符。
3.2上件上件时,挂钩的位置要均衡,预防行车行程时吊具倾斜。
工件的方向要有利于流淌药液。
要根据工件的大小确定是否空钩,是空一钩还是二钩等等。
对工件出现的油、锈、粉等,要挑出退回前处理或进行修磨。
同时要对挂钩进行检查,看挂具是否导电良好或是否被拉直,或容易掉件,如发现以上不良现象,则要对挂具进行更换,以免零件掉在电泳槽内。
按产品要求,对工件的不涂泳部位(如螺栓外螺纹、丝孔或图纸指定)上件同时加装有效的遮挡用具。
保证不涂泳部位的配合精度。
要保证吊装负载时,整体均衡水平,不得倾斜,预防卡擦槽体及或循环系统。
3.3泳涂检查各线路是否正常,各挂具接触点是否导电性良好。
槽液液位是否符合要求等等。
时间设定需调整至3-6分钟;电压调整一般在150-180V左右。
漆槽液温度一般保持28-32℃.一般情况下电泳工件1200-1500件后,需要调节漆的浓度,一般每次需加4-5Kg 色浆V-524CP和24-30Kg阴极电泳漆V-691BCR,即色浆与电泳漆比列为1:6.3.4检查及下件品管员仔细检查工件的质量,检查有无针孔、挂花、气腔等不良现象,对产品零件要做到100%的全检,专人负责,不合格品遵循《不合格品控制程序》的规定,合格品上炉烘干。
所下工件,整齐地摆放在一起或挂在专用挂具上,摆放时注意摆放的方式,工件不得被划伤,碰伤;应确实保证工件在运输的过程中安全稳固,不碰伤,不散落。
3.5温度的控制温度一般控制在165-200℃之间,如遇零件的材料厚度超过2.0 mm,则适当调整线速,确保工件干燥彻底(待工件冷却后,用白布条沾丙酮反复擦拭10次,以布条不变黑为标准)。
GT-WI-GY-HZ-013-电泳孔检查作业指导书20180807(1)

U形孔与圆孔在相同面焊接在整车上面的所有矩管,如果矩管平放则开孔面应该朝向整车的XY面(向下);如矩管垂直于整车的XY面(竖放),或者与XY面有夹角(斜放),需要确认其两端的U形孔是否在钢管的最高和最低位置。
对需要补孔的矩管,平放矩管开制在矩管的上下面,竖放或者斜放的矩管中部圆孔开制以避免蒙皮和封板为原则,U形孔开制保证在其最高和最低处。
修编制(日期)校对(日期)审核(日期)侧围横梁上下面交错开孔,同面孔距L=400mm,上下相邻孔距L=200mm。
侧围斜撑U 形孔在两端的最高点和最低点, 圆孔上下面交错,同面孔距编制(日期)校对(日期)标记处数签名日期罗世鹏2018/8/7开孔应开在弧度内侧面,间距400mm编制(日期)校对(日期) 审核(日期)序号标 记处 数签 名期罗世鹏 2018/8/7 喻巧 2018/8/7 赵辉 2018/8/7 顶盖边梁堵住了顶盖边梁的漏液孔,需使用手电钻沿侧围上横梁的开孔位置打通至顶盖边梁通孔开制在轮拱弯弧面4.2.3.2顶盖骨架直杆件中间圆孔开制在整车X轴方向(前后方),开错位孔。
开制间距见下图。
对于有过线孔的矩管只需开U行孔,U形孔开孔沿Z轴方向,矩管上下平面。
编制(日期)校对(日期)记处数签名日期罗世鹏2018/8/7 2018/8/7 下方开制一个圆孔U型孔开制在下部,上方30mm开制圆孔通孔下方开制一个圆孔U形孔与圆孔均开制在上下面,开制通孔编制(日期)校对(日期)审核(日期)处数签名罗世鹏2018/8/7喻巧2018/8/7 2018/8/7 U形孔只开下平面,大于500mm中间开漏液孔堵头开孔编制(日期)数签名日期高处开排气孔低处开漏水孔对于需要整车电泳的外协骨架,需在合拼前检验开孔位置是否符合要求,不符合要求的需按照《电泳。
电泳操作指导书

一、除油:工件在除油槽中尽量浸泡半小时,并及时清除除油槽表面漂浮物,以确保工件出槽时被二次污染,及时添加除油剂,确保除油槽浓度正常,工件经清洗后工件表面水膜均匀、不挂水珠为除油干净。
二、磷化:电泳磷化膜厚度只需2-3微米,因此应严格控制磷化时间,正常磷化时间为6-10分钟,时间短则工件生锈,时间长则工件磷化膜太厚,影响工件电泳外观,磷化槽要定期除渣,严格控制磷化槽的总酸及游离酸度,以确保磷化质量。
三、电泳前纯水洗:由于工件磷化后经运输及上挂工件经过了二次污染,因此电泳前该道纯水洗尤为重要,定期检查喷嘴是否被杂物堵塞(2-3天)并进行及时的清理,电泳过程中必须保持此道纯水槽不断溢流(即把纯水阀及排水阀均开启),以保障尽可能少的把工件上遗留的杂质带入电泳槽中。
2-3天把该道纯水进行一次彻底更换,四、电泳:电泳槽温度正常控制在25-35度之间,否则电泳工件极易出现异常,温度低则漆膜上不去,温度高漆膜容易堆积。
施工电压视工件的大小及多少进行调整,以确保漆膜的厚度。
曼飞轮壳电泳电压控制在60v左右,电泳漆与蒸馏水混合后其浓度为10-15%,PH 值8-9,控制漆槽涂料固体份在正常范围内(比重计在25-30),如长时间不生产或者产量较低时应及时补加助溶剂,以确保漆膜流平,生产时必须同时开启阳极循环系统,发现有膜管破损及时关闭该膜管的循环,生产一周至十天排放一半左右阳极液,并补加纯水即可。
电泳槽原则上循环24小时不可停止,如槽液固体含量、溶剂含量及PH值正常可夜间停循环。
主副循环尽量交替使用,每月及时更换过滤袋。
五、电泳后水洗:将产品上面的一层附漆冲洗干净,以不再有异物附着为宜,否则烘干后会产生不良现象,如有异常问题应及时处理,千万不要放入烘箱内烘烤。
定期检查喷嘴堵塞情况(2-3天)并进行及时的清理,以确保工件表面浮漆清洗干净,后纯水洗槽每天生产后及时排放,第二天生产前注入纯水。
六、烘干:在烘干过程中视产品的厚薄及产品对光泽要求而定,铸铁薄壁件控制在180-200℃,保温25-30分钟;厚大件控制在控制在210-230℃,保温35-40分钟。
某涂装公司电泳作业指导书(doc 11页)

某涂装公司电泳作业指导书(doc 11页)MG212-5廊坊市普元涂装有限公司电泳作业指导书GY-KC0005(电泳工序操作规程)单袋过滤器2个膜组2组超滤液槽1.5 m31个反洗槽0.5m31个阳极液系统:阳极槽2m31个阳极液循环泵1台管式阳极120根裸阳极10根槽上喷淋装置:喷嘴28个置换系统:置换槽3m31个残液转移泵1个移动泵车1台排风系统:风机4台1.2、材料颜料浆立邦树脂立邦添加剂立邦添加剂立邦添加剂立邦杀菌剂立邦添加剂立邦杀菌剂立邦纯水:电导率<25μs/cm1.3、工艺参数固体份:18~23%颜基比:10~16%PH:5.4~6.1电导率:1000~1800μs/cm温度:28~35℃时间:2′电压:第一段150~200V超滤液:PH 5.2~5.9固体份<0.3%电导 600~1500μs/cm阳极液:电导率2200~5500μs/cmPH值:2.0~3.5浊度<1.0NTU槽上喷淋时间:15″槽上喷淋压力:0.05-0.1Mpa1.4、工作液的配制1.4.1、设备的清洗先后用自来水、纯水洗净电泳线各槽及管路系统;1.4.2、在电泳槽内加注1/5体积左右的纯水并使其处于循环状态;1.4.3、准备配槽用料颜料浆立邦:10500 kg树脂立邦:81000kg1.4.4、通过树脂加料系统将树脂缓缓打入电泳槽中;1.4.5、加颜料浆时,先搅拌均匀,再通过色浆加料系统将色浆打入电泳槽中;1.4.6、将适量的添加剂缓缓打入电泳槽中;1.4.7、用纯水清洗加料桶,清洗液打入电泳槽中;1.4.8 补加纯水至离槽口200mm左右,并填写《R 04-041电泳加料记录表》;1.4.9、循环熟化96小时。
1.5、电泳工作液的使用及调整1.5.1、为防止颜料的沉淀,电泳槽工作液应保持24小时不间断循环状态;1.5.2、为保证电泳槽工作液的温度,热交换系统应24小时处于工作状态;1.5.3、超滤系统24小时处于工作状态,以防止超滤膜的堵塞;1.5.4、每班生产前,检查电泳槽液位,不足部分补加纯水到位。
084 免疫固定电泳技术---检验科作业指导书

检验科 作业指导书
免疫固定电泳技术
文件编号: 版本: 生效日期: 页码: 第 1 页共 3 页
1 实验原理
标本于琼脂糖凝胶介质上经电泳分离后,应用固定剂和各型免疫球蛋白及其轻链抗血清,通常选用 抗 IgG、A、M 和κ、λ轻链抗血清,加于凝胶表面的泳道上,参考泳道则加蛋白质固定剂,用于区带对 照。经孵育让固定剂和抗血清在凝胶内渗透并扩散后,若有对应的抗原存在,则在适当位置形成抗原抗 体复合物并沉淀下来。电泳凝胶在洗脱液中漂洗,以除去未结合的蛋白质,仅保留贮存在凝胶内的抗原 抗体复合物。经染色后蛋白质电泳参考泳道和抗原抗体沉淀区带被氨基黑着色,根据电泳移动距离分离 出单克隆组分,并可对各类免疫球蛋白及其轻链进行分型。已列入临床实验室的常规检测工作。
3 用途
免疫固定电泳是一种包括琼脂糖凝胶蛋白电泳和免疫沉淀两个过程的操作。检测标本可以是血清、 尿、脑脊液或其它体液。已在医学研究、法医学、基因诊断和临床实验室操作中得到了广泛的应用。 3.1 血清 M 蛋白的分型与鉴定实验。 3.1.1 存在单克隆成份 通过抗 IgG、A、M 重链和抗κ、抗λ轻链抗血清检出单克隆条带。 3.1.2 存在两种以上的单克隆成份 通过免疫固定电泳检出两种或两种以上的单克隆条带。可能是双克 隆丙种球蛋白血症,或是寡克隆丙种球蛋白血症(图 6- 21)。现已列入临床实验室的常规检测工作。 3.2 尿液本周蛋白的分型与鉴定 本周氏蛋白是没有与免疫球蛋白分子中重链结合的轻链,分为κ或λ 型两种轻链。本周氏蛋白存在于下例两种类型中:①伴随存在于典型的单克隆丙种球蛋白血症;②游离 轻链病。IFE 可用于血清和尿液标本κ和λ轻链型的鉴别。特别是对具肾脏病理改变者,从良性的肾小 管性蛋白尿发展为急性肾衰或淀粉样变性,进行性的肾脏损害影响了分解代谢的重吸收,导致游离轻链 出现在尿液和血清中,必须予以检测和鉴别。IFE 中,游离轻链往往与其中一型的抗血清起反应,在 β-γ 区附近形成一条致密的弓形沉淀线。有时轻链还含有其他蛋白,要注意识别。如多克隆免疫球蛋白常同 时与 κ 和 λ 两型抗轻链血清形成沉淀线,而单克隆免疫球蛋白(M 蛋白)虽只与其中一型抗轻链血清 反应,但也与某一型重链抗血清产生一位置相同的沉淀线,通过观察分析可作出正确判断(图 6- 22)。
电泳作业指导书
生产前4
管理内容
涂装材料
管理项目指标频次名称
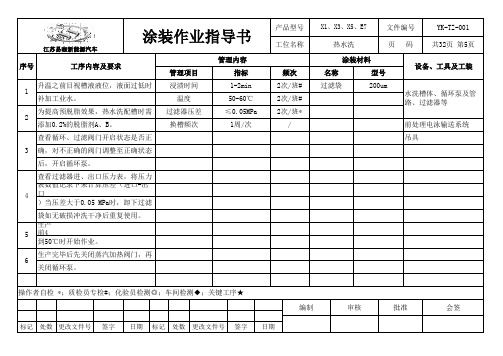
型号升温之前目视槽液液位,液面过低时浸渍时间1-2min 2次/班#过滤袋
200um
补加工业水。
温度50-60℃2次/班#为提高预脱脂效果,热水洗配槽时需过滤器压差≤0.05MPa 2次/班*吊具
添加0.2%的脱脂剂A、B。
换槽频次
1周/次
/
前处理电泳输送系统查看循环、过滤阀门开启状态是否正
后,开启循环泵。
确,对不正确的阀门调整至正确状态查看过滤器进、出口压力表,将压力表数值记录下来计算压差(进口-出口
袋如无破损冲洗干净后重复使用。
)当压差大于0.05 MPa时,卸下过滤到50℃时开始作业。
生产完毕后先关闭蒸汽加热阀门,再关闭循环泵。
操作者自检 *;质检员专检#;化验员检测◎;车间检测◆;关键工序★
编制
审核批准序号1
2
34
5
6
会签
设备、工具及工装
水洗槽体、循环泵及管路、过滤器等工位名称
热水洗页 码
共32页 第5页
工序内容及要求
江苏易咖新能源汽车
附图:热水洗
江苏易咖新能源汽车
编制
审核批准会签
工位名称
热水洗
页 码
共32页 第6页
图15:车身进入热水洗槽前确保水温升到50℃,各阀门已开启并正常运转
图16:液面要保证漫过车顶20CM 以上,液位过低时补加工业水
图17:车身在槽内浸渍时间1-2min。
电泳作业指导书范例

2 水洗1→水洗2→表调→磷化→水洗3→纯水洗→电泳→
UF1 水洗→UF2 水洗→纯水洗→烘烤,使各设备进行启动。
使用起吊机,将产品吊起到合适位置,工装挂钩放入产品 3
孔内,并与链条挂钩相扣,2个挂钩不允许任何一个脱落。
4 产品按照流水线经过各工序进行处理,热水洗→预脱脂→
5 主脱脂→水洗1→水洗2→表调→磷化→水洗3→纯水洗→
页面
1月1日
品质要求
1
各工序符合《电泳工序卡》 要求
起吊机吊起产品
2 首件必须进行检验
3 膜厚:25~35 um
生产物料
序 号
物料名称
规格
1
2
用量
3
4
5
6
7 放置工装挂钩
8
9
10 关键特殊要求
☆ 磷化酸度 20~30
☆ 电泳PH值 5.6~6.4 ☆ 烘烤温度210~230℃ 放置工装挂钩 ☆ 膜厚25~35 um ★ 附着力1mm画格无脱落
6 电泳→UF1 水洗→UF2 水洗→纯水洗→烘烤。
7 以上工序均完成后,产品流转到下件区内,进行取件作业。
使用起吊设备,将产品吊起到合适位置,取下工装挂钩, 8
将产品放入器具内,整齐摆放。
9 首件进行检查合格后放入首件台,并记录。
10
将物料及工装工具摆放回放置区,确认无任何异常后工作结束 。
注意事项
1 各工序时间通过链条速度进行控制,范围10-16HZ。
பைடு நூலகம்
2
电泳工序,电泳泵需要24H开启,防止槽内电泳液沉淀固 化。
3
热水洗控制柜按键 进行水洗各工序
烘烤结束
编制/日期:
审核/日期:
电泳工艺指导书
操作要点:
1)维持正确的烘烤区温度。
2)工件在电泳和烘烤后应检查其表观,固化程度,有无赃物。
3)对电泳工件每班至少检查三次膜厚。
4)烘道在升温或停止升温时,烘道内不应停留或行走工件,避免发生过烘或欠烘。
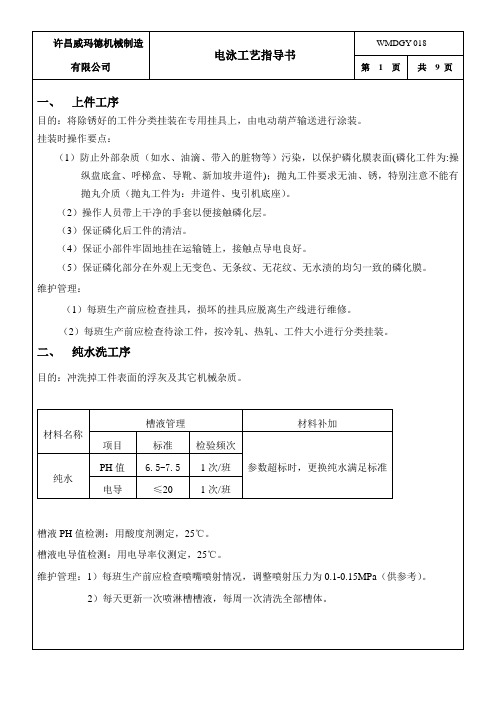
许昌威玛德机械制造有限公司
电泳工艺指导书
300~1000
1次/日
电导仪25℃
超
滤
液
流量L/h·m2
30~35
2次/班
PH值
6.0~6.5
1次/日
电导仪25℃
操作要点:
1、加料
1)漆料补加
在正常施工条件下,电泳槽中的固体份,溶剂和其它添加物被带出电泳槽,靠添加原漆来维持最佳工作状态,每100KG原漆固含量大约上升1%。
许昌威玛德机械制造有限公司
排放后槽液电导率=(槽液电导率值*3.8-UF排放体积*UF电导率)/3.8
2)阳极液排放
槽液PH值控制在5.8-6.5,过高则排放阳极液,过低则补加中和剂。
3、电泳操作要点
(1)保证给每个工件提供一个充分的电泳时间。
(2)记录槽液分析、添加、系统检查和操作数据。
(3)控制槽子的操作参数。
(4)制定维护标准和槽液补充方法以缩短设备停产周期。
电导率uS/cm
1200±400
1次/日
电导仪25℃
颜基比P/B
0.06~0.12
1次/月
槽液温度℃
28±2
1次/班
温度计
沉积电压V
120~250
根据工件调整
漆膜硬度H
≥2H
1次/日
漆膜厚度μm
15~25
电泳线作业指导书

电泳线生产前准备工作一、检查槽液(是否达到工艺要求温度(加温过程约10小时),浓度及相关要求)。
工艺参数:二、检查各槽体循环泵工作是否正常.三、开启整流柜,检查是否正常工作。
四、检查各自行小车程序及所在工位是否正确(监控中心触摸屏)。
五、开启阳极泵检查其工作是否正常。
六、检查烘干室热风炉及各风机无异常情况,即可升温,随即开启电泳线进行以下流程。
电泳线工艺流程一、工艺流程图:上件→预脱脂→脱脂→水洗1→酸洗→水洗2→中和→水洗3→水洗4→表调→磷化→水洗5→纯水洗1→阴极电泳→UF1水洗→UF2水洗→纯水洗→烘干→下件二、主要工艺流程:1 上件:处理方式:人工控制:手动操纵控制箱1.将所需电泳的工件装入工件篮。
注意:工件摆布尽量均匀合理,工件间隙不低于5CM,并使前后电动葫芦承重尽量平衡。
2.手动操作控制箱,使自行小车补位到发车位置.3.手动操作控制箱操纵电动葫芦同降至工件篮,挂钩(人工).4.手动操作控制箱同升至运行高度。
注意:工件篮需平衡,前后左右不出现倾斜.如不平衡需加配重。
并严格检查有无脱落挂钩挂在工件篮底,须及时摘除.5。
等待整个电泳线线后续流程完全达到工艺指标后,手动操作控制箱操纵发车。
进入预脱脂工艺步骤。
2 预脱脂:工艺目的:除去工件油渍处理方式:浸温度:60℃时间:7分钟处理液:自来水,脱脂剂A,脱脂剂B备注:循环泵控制:自动、人工均可预脱脂步骤主要由PLC程序自动控制,必要时也可人工辅助控制。
具体过程:自动控制,进入预脱脂工艺步骤。
第一阶段,工件篮行走至预脱脂工位,前后电动葫芦同降至设定高度(浸入槽体)浸泡工件。
浸泡时间240秒,前后电动葫芦同升至设定位置。
第二阶段,前后电动葫芦同降,二次浸泡。
浸泡时间180秒,然后同升至前后电动葫芦上限位置,自动进入下一工位。
此步骤结束后,检查工件是否达到工艺要求,如不符合工艺要求可人工控制继续浸泡,直至工件达到工艺要求.预脱脂工艺结束,进入脱脂工艺步骤。
电泳产品检验作业指导书
LOGO
XXXXXXXXX 有限公司
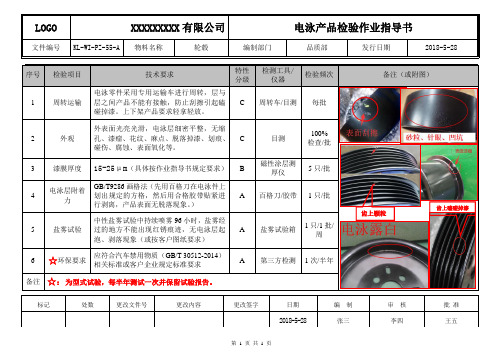
电泳产品检验作业指导书
文件编号
KL-WI-PZ-55-A
物料名称
轮毂
编制部门 品质部
发行日期
2018-5-28
第 1 页 共 1 页
序号 检验项目 技术要求
特性分级 检测工具/仪器 检验频次 备注(或附图)
1 周转运输 电泳零件采用专用运输车进行周转,层与层之间产品不能有接触,防止刮擦引起磕碰掉漆。
上下架产品要求轻拿轻放。
C
周转车/目测
每批
2 外观 外表面光亮光滑,电泳层细密平整,无缩孔、漆瘤、花纹、麻点、脱落掉漆、划痕、碰伤、腐蚀、表面氧化等。
C 目测 100% 检查/批
3 漆膜厚度 15-25μm (具体按作业指导书规定要求)
B 磁性涂层测
厚仪 5只/批
4 电泳层附着
力
GB/T9286画格法(先用百格刀在电泳件上划出规定的方格,然后用合格胶带贴紧进行剥离,产品表面无脱落现象。
) A 百格刀/胶带
1只/批
5 盐雾试验 中性盐雾试验中持续喷雾96小时,盐雾经过的地方不能出现红锈痕迹,无电泳层起泡、剥落现象(或按客户图纸要求) A 盐雾试验箱
1只/1批/
周
6 ☆环保要求
应符合汽车禁用物质(GB/T 30512-2014)相关标准或客户企业规定标准要求
A 第三方检测 1次/半年
备注
☆:为型式试验,每半年测试一次并保留试验报告。
标记 处数 更改文件号
更改内容
更改签字
日期
编 制 审 核 批 准
2018-5-28
张三
李四
王五
齿上颗粒 齿上磕碰掉漆。
血清蛋白电泳检查作业指导书

血清蛋白电泳检查作业指导书(电泳法)1. 实验原理血清电泳检查是临床实验室中一种常用的蛋白质分析技术。
它可以对血清或其他体液中的异常蛋白质进行筛选。
它是以区带电泳为基础在一种合适的支持介质—琼脂糖上进行的电泳。
血清蛋白质在给定的PH条件下主要根据其所在带电荷数将其分离成各种片段,根据其支持介质不同,电泳技术已有很大发展。
选用琼脂糖作介质,其使用十分方便。
血清蛋白质由五个不同迁移区带组成:ALB,α1,α2,β和γ球蛋白。
每一区带含有一种或多种血清蛋白质。
2. 标本采集2.1 标本采集前病人准备:受检者应空腹。
2.2 标本种类:静脉血3. 标本储存:静脉血分离出血清,储存于2-8℃冰箱中,5天。
4. 标本运输:储存于2-8℃状态下的冰壶或泡沫箱密封运输。
5. 标本拒收标准:细菌污染、溶血或脂血标本不能作测定。
6. 试剂6.1试剂名称:血清蛋白电泳检查试剂6.2 试剂生产厂家:法国Sebia公司6.3 包装规格:150tests6.4 试剂盒组成琼脂糖凝胶10块缓冲液条带10包×2条氨基黑(浓缩液)1瓶×100ml 点样模具滤纸10条×1盒6.5 试剂储存条件及有效期:贮存于室温(15~30℃)或冰箱(2~8℃),不能冷冻。
有效期两年。
7. 仪器设备7.1 仪器名称:SEBIA电泳仪7.2 仪器厂家:法国Sebia公司7.3 仪器型号:HYDRASYS8. 操作步骤8.1 启动电泳仪8.2 将加样器放在一平板上,有数字的一端向上。
各加样孔加入10ul溶血的样品,2分钟内加样完毕。
将加样器放入保湿盒内,齿端向上(转运时用塑料齿保护架)。
等待5分钟,使样品扩散至齿端。
打开电泳仪盖,抬起电极和加样器支架。
8.3 使用HYDRAGEL 15 HEMOGLOBINCE时选择仪器的“PROTEIN”程序(位于链盘左侧)。
8.4 从包装袋内取出缓冲条,拿出末端的塑料片,将缓冲条两端塑料片固定在电极支架背侧的钉上,塑料片应紧贴支架。
电泳指导书(工序操作规程)

电泳指导书(工序操作规程)XXXX电泳作业指导书(电泳工序操作规程)批准:___________ 日期:____________ 审核:___________ 日期:____________ 校对:___________ 日期:____________ 制订:___________ 日期:____________2014年8月电泳工序操作规程1、电泳1.1、目的本工序为阴极电泳涂装,电泳槽内设置阳极管,工件为阴极,在直流电场作用下,漆液中带正电荷的树脂离子夹带颜料向阴极移动,并在阴极(即工件)上脱去正离子,沉积为不溶于水的电泳漆膜,在电泳槽出口处设置槽上喷淋装置,用后道工序喷淋槽内的超滤水喷洗工件,可将工件外表面的大部分浮漆冲洗下来,重新回到电泳槽。
1.2、设备电泳系统,主要包括:电泳槽(含副槽):30m3主循环系统:循环泵2台篮式过滤器2个袋式过滤器(六袋)1个搅拌喷嘴214个热交换系统:加热泵2台篮式过滤器2个袋式过滤器(六袋)2个板式换热器1个超滤器反洗系统:超滤泵1个单袋过滤器6个膜组8组超滤液槽1.5 m31个反洗槽0.5m31个阳极液系统:阳极槽2m31个阳极液循环泵1台管式阳极120根裸阳极10根加料系统:气动隔膜泵2台轴封系统:轴封槽0.5 m31个轴封泵1台槽上喷淋装置:喷嘴28个排风系统:风机4台1.2、材料成膜物质:系列改性的中分子量双酚酞A型环氧树脂胺化剂:乙醇胺固化剂:异氰酸酯中和剂:醋酸助溶剂:醇醚纯水:电导率<5μs/cm1.3、工艺参数固体份:18~20%PH:5.7~6.1电导率:1000~1800μs/cm温度:28~32℃时间:3′电压:60V-280V超滤液:PH 5.2~5.9固体份<0.3%电导600~1500μs/cm阳极液:电导率300-800μs/cmPH值:3-6槽上喷淋时间:15″槽上喷淋压力:0.05-0.1Mpa1.4、工作液的配制1.4.1、设备的清洗先后用自来水、纯水洗净电泳线各槽及管路系统;1.4.2、在电泳槽内加注1/5体积左右的纯水并使其处于循环状态;1.4.3、准备配槽用料色浆:3750 kg乳液:11250kg1.4.4、通过树脂加料系统将树脂缓缓打入电泳槽中;1.4.5、加颜料浆时,先搅拌均匀,再通过色浆加料系统将色浆打入电泳槽中;1.4.6、将适量的添加剂缓缓打入电泳槽中;1.4.7、用纯水清洗加料桶,清洗液打入电泳槽中;1.4.8 补加纯水至离槽口200mm左右,并填写《R 04-041电泳加料记录表》;1.4.9、循环熟化96小时。
制备电泳液作业指导书
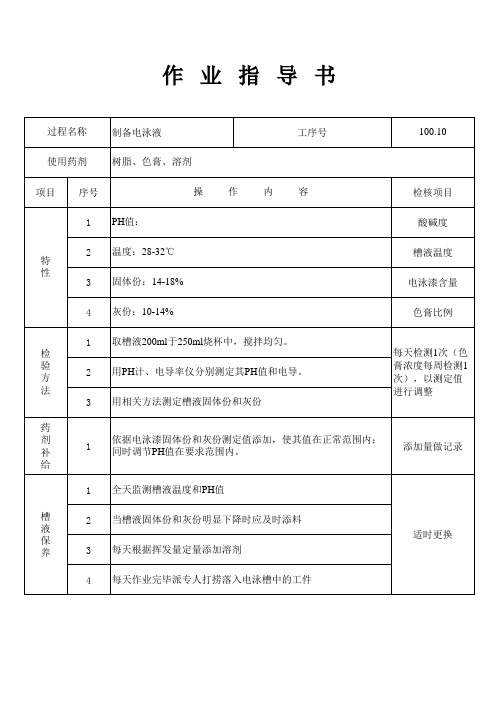
适时更换
4 每天作业完毕派专人打捞落入电泳槽中的工件
法
3 用相关方法测浓度每周检测1 次),以测定值 进行调整
药
剂 补
1
依据电泳漆固体份和灰份测定值添加,使其值在正常范围内; 同时调节PH值在要求范围内。
添加量做记录
给
1 全天监测槽液温度和PH值
槽
2 当槽液固体份和灰份明显下降时应及时添料
液
保
养
3 每天根据挥发量定量添加溶剂
作业指导书
过程名称 制备电泳液
工序号
100.10
使用药剂 树脂、色膏、溶剂
项目 序号
操作内容
检核项目
1 PH值:
酸碱度
2 温度:28-32℃ 特 性
3 固体份:14-18%
槽液温度 电泳漆含量
4 灰份:10-14%
色膏比例
1 取槽液200ml于250ml烧杯中,搅拌均匀。
检
验 方
2 用PH计、电导率仪分别测定其PH值和电导。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
使用起吊设备,将产品吊起到合适位置,取下工装挂钩, 8
将产品放入器具内,整齐摆放。
9 首件进行检查合格后放入首件台,并记录。
10
将物料及工装工具摆放回放置区,确认无任何异常后工作结束 。
注意事项
1 各工序时间通过链条速度进行控制,范围10-16HZ。
2
电泳工序,电泳泵需要24H开启,防止槽内电泳液沉淀固 化。
使用起吊机,将产品吊起到合适位置,工装挂钩放入产品 3
孔内,并与链条挂钩相扣,2个挂钩不允许任何一个脱落。
4 产品按照流水线经过各工序进行处理,热水洗→预脱脂→
5 主脱脂→水洗1→水洗2→表调→磷化→水洗3→纯水洗→
6 电泳→UF1 水洗→UF2 水洗→纯水洗→烘烤。
7 以上工序均完成后,产品流转到下件区内,进行取件作业。
序 号
物料名称
规格
1
2
用量
3
4
5
6
7 放置工装挂钩
8
9
10 关键特殊要求
☆ 磷化酸度 20~30
☆ 电泳PH值 5.6~6.4 ☆ 烘烤温度210~230℃ 放置工装挂钩 ☆ 膜厚25~35 um ★ 附着力1mm画格无脱落
文件编号 版本
工序名称
电泳 作业前准备
1 检查设备是否存在安全隐患;
2 物料、设备调整工具及测量工具是否齐全;Biblioteka 有无损坏。操作步骤
1 开启控制柜上按键,启动热水洗设备。
开启控制柜上各绿色按键开关步骤:预脱脂→主脱脂→
2 水洗1→水洗2→表调→磷化→水洗3→纯水洗→电泳→
UF1 水洗→UF2 水洗→纯水洗→烘烤,使各设备进行启动。
3
热水洗控制柜按键 进行水洗各工序
烘烤结束
编制/日期:
审核/日期:
作业指导书
控制柜按键1
控制柜按键2
进行电泳
进行各工序内
下件区域取件
放置器具车
批准/日期:
产品图番
产品名称 90牵引座总成
页面
1月1日
品质要求
1
各工序符合《电泳工序卡》 要求
起吊机吊起产品
2 首件必须进行检验
3 膜厚:25~35 um
生产物料