ABS伺服刀库零点设置
伺服参数设定

●伺服参数的初始设定1.按照下图设定“初始化设定位”。
#7 #6 #5 #4 #3 #2 #1 #0初始化设定位DGP#1:DGP 0:进行伺服参数的初始设定。
1:结束伺服参数的初始设定。
初始化设定完成后,第一位自动变为1。
这里,虽然发生000号报警,但是还不切断电源。
按下功能按键,找到伺服设定画面。
注意,请不要修改该参数的其他位参数。
2.按照下表设定“电机代码”。
读取伺服电机标签上的电机规格号(A06B-xxxx-Byyyy)的中间4位数字(xxxx)和电机型号名。
从下表中得到“电机代码”。
●αi s系列αis2/5000 0212 262αis2/6000 0234 284αis4/5000 0215 265αis8/6000 0240 240αi12/4000 0238 288αis22/4000 0265 315αis30/4000 0268 318αis40/4000 0272 322αis50/5000 0274 324 αis50/3000 FAN 0275-B□1□325αis100/2500 0285 335αis200/2500 0288 338αis300/2000 0292 342αis500/2000 0295 345 ●βi s系列βis 0.2/5000 0111 260βis 0.3/5000 0112 261βis 0.4/5000 0114 280βis 0.5/6000 0115 281βis 1/6000 0116 282βis 2/4000 0061 253βis 4/4000 0063 256βis 8/3000 0075 258βis 12/3000 0078 272βis 22/2000 0085 274所用伺服电机未列入此表中时,参见《伺服电机参数说明书》。
3.按照下表设定AMR 。
(电机的磁极对数设定) αis 电机 0 0 0 0 0 0 0 0 βis 电机4.利用CMR 使得CNC 的最小移动单位和伺服的检测单位相匹配。
零点标定操作流程

图9
出现提示是否进行MASTER,选择按F4 YES确认;
2.11、 将光标移到第6项CALIBRATE入力,
图10
出现提示是否进行设置传送,选择按F4YES;
2.12、按F5 DONE完成;
三、确认并进行电极修正、研磨
3.1、按F1TYPE可以看到第4项Master/cal消失,说明Master成功。
图11
此时按下POSN键可以看到现在枪的位置值为0.000;
图12
3.2、按下DATA键,进入参数方面的设置,按下F1选择1Registers寄存器
图13图14
将R[99]=0置1
图15图16
3.3、调出Robot_home程序,示教机器人回原位,选择回到RSR0001主程序,速度调回100%;
3.4、在触摸屏(没有的为操作盘)上选择“电极头研磨模式”及对应启动的GUN后自动启动机器人,此时不研磨只是做TIP磨耗量确认;
点焊机器人伺服枪零点复归操作流程
一、当下列情况出现时,需对伺服枪进行零点复归:
1.1、在机器人没有提醒TIP更换时,强行或误换TIP时;
1.2、上,下电极组件因故变形或伺服枪与外围设备碰撞导致伺服枪机械零点变化时;
1.3、更换伺服枪编码器及编码器电缆时。
二、调整步骤:
2.1、解除机器人所有异常报警;
2.2、示教机器人到工作原点,可采用Robot_home程序,注意采用低速及避免障碍物碰撞;
2.3、操作员取用新的电极安装好,注ห้องสมุดไป่ตู้把电极敲紧;
2.4、 利用FCTN菜单的的第3项3 CHANGE GROUP切换到G2组;
图1
伺服系统参数设置

伺服系统参数设置
一、伺服系统稳态参数设置
1. 进入GSV22P系统设定环境双击图标
2.根据计算结果依次输入
(1)放大器型号:MR-J2S
规格:200B
(2)电动机型号:HS-SFS
规格:202
(3)细节设定,包括:
定位方式:相对(INC)
轴号设定:1
设定完毕后单击OK 按钮确认
并显示如下画面:
3. 仿照上述(1)~(3)步骤完成2号~5号轴的设定(如下图所示)
4. 固定参数设定
(1)双击伺服数据设定图标
(2)弹出伺服数据设定对话框
双击固定参数1#轴区域
(3)弹出固定参数设定对话框
设定以下参数:
●单位:脉冲(PULSE)
●负载轴每转的脉冲数:655360
●负载轴每转的行程:131072
●行程上、下限:0
(4)重复(2)~(3)步骤完成2号~5号轴的设定(如下图所示)
设定完毕后单击伺服参数按钮
进入伺服系统动态参数设置
二、伺服系统动态参数设置
1. 双击伺服参数1#轴区域
2. 弹出伺服参数1#轴对话框(1)基本参数
●反馈脉冲:131072(PLS)
●旋转方向:正向(CCW)
●增益调整:自动运行方式1
●响应等级:
(2)调整参数1
在此对话框下主要设定
以下参数:
●负载惯量比;
●位置增益1/2;
●速度增益1/2;
●积分常数等
(此处均采用缺省值)
(3)重复(1)~(2)步骤完成2号~5号轴的设定(如下图所示)。
伺服电机零位固定功能

伺服电机零位固定功能下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help yousolve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts,other materials and so on, want to know different data formats and writing methods, please pay attention!随着科学技术的快速发展,伺服电机已广泛应用于各个领域,如机械制造、航空航天、医疗设备等。
伺服同期双驱数控系统设定绝对值原点的实用方法

数控??数显——伺服同期双驱数控系统设定绝对值原点的实用方法机床电器伺服同期双驱数控系统设定绝对值原点的实用方法黄风武汉兴东机电设备工程公司摘要本文通过比较相对值检测系统和绝对值检测系统的差异叙述了三菱数控系统建立绝对值检测系统的原理和实用操作方法并重点介绍了在伺服同期双驱龙门铣床中建立绝对值检测系统的关键技术。
关键词绝对值检测系统运动设定伺服同期双驱系统中图分类号文献标识码文章编号一—前言某数控龙门铣床应用三菱数控系统。
采用了数控系统的“伺服同期双驱功能”即用两伺服电机同时驱动龙门刀架运行。
数控龙门铣床最初使用时其系统采用相对值检测系统即每次上电时都需要执行“回零”操作由于长时间工作两伺服同期轴经常出现“同期误差过大”的报警。
于是要求对两伺服同期轴采用“绝对值检测系统”希望两伺服轴有一共同不变化的“原点”以减少由于原点的漂移影响两伺服轴的同期运行误差。
同时希望在执行回零后能消除两伺服轴的位置误差。
常规数控系统建立绝对值检测系统的过程与常用的相对值检测系统不同。
而伺服同期双驱动轴建立绝对值检测系统的过程更是复杂。
由于绝对值检测系统有诸多优点越来越多的设备要求采用绝对值检测系统。
笔者总结了在数控系统调试过程中建立绝对值检测系统遇到的问题和解决方法分析比较了相对值检测系统与绝对值检测系统原点设定的过程和区别。
整定了实用的绝对值检测系统原点设定操作方法以期对调试工程师有所帮助。
相对值检测系统与绝对值检测系统的区别数控系统的工作实质就是位置控制而进行位置控制的基础就是必须以某一点为“基准点”以此“基准点”建立坐标系在坐标系建立之后才能进行位置控制运动。
所以在数控系统的调试和操作中有一项很重要的工作就是“回原点”也就是建立工作机械“基本坐标系原点”“基本坐标系原点”也称为“基准点”和“参考点”“零点”。
本文统一将“基本坐标系原点”简称为“原点”。
‟数控系统的建立和保持原点有两种方式一种是相对值检测系统一种是绝对值检测系统。
如何设置数控机床的零点(原点)

如何设置数控机床的零点(原点)数控机床的机械零点是机床上的⼀个固定点,由安装在机床上的⾏程开关或接近开关决定(国产系统),通常情况下,这个开关安装在X向或Z向正⽅向的最⼤⾏程附近处。
⼀般数控机床的机械零点与机床的参考点重合(由⼀些参数决定),所以回机械零点就是回参考点。
执⾏了回机械零点操作,机床就回到了参考点,通常在这个位置进⾏换⼑和设定编程的机械零点。
机械零点(参考点)的设定⽅法有两种:⼀种为有挡块零点的设置;另⼀种为⽆挡块零点的设置。
加⼯中⼼请选择伯特利数控⼀、有挡块零点的设置⼀般数控系统都必须安装机械零点撞块,我们常⽤的是⽤⾏程开关检测伺服电机的⼀转信号,⽤⾏程开关时,我们以⼴数980TD系统为例说明,要使机械零点与机床参考点重合,需将参数机械零点的偏移数据No.114、No.115均设为0。
1、机械回零⽰意图1-1图1-1钻攻中⼼请选择伯特利数控注意:挡块安装在机床的滑板上,挡块的长度必须⼤于或等于25mm。
2、⼴数系统回零⽅式我们常⽤的⼴数系统回零⽅式有两种:⽅式B和⽅式C,当No.006号参数的第0位和第1位均设为0时,回零为⽅式B,状态参数No.005号参数的第5位为0时,减速信号低电平有效。
⽅式B时回零动作时序如下图1-3:CNC加⼯中⼼请选择伯特利数控⽅式B回机械零点的过程:a. 选择操作⽅式为回零⽅式,按⼿动正向或负向(回机械零点⽅向由系统参数决定,不同的系统参数不同,我们常⽤的⼴数980TD系统由No.183号参数决定)进给键,则相应轴以快速移动速度向机械零点⽅向运动,运⾏⾄压上减速开关,减速触点断开时,进给速度⽴即下降,以固定的低速继续运⾏。
b. 当减速开关释放后,减速信号触点重新闭合,CNC开始检测编码器的⼀转信号,如该信号电平跳变,则运动停⽌,同时操作⾯板上相应轴的回零结束指⽰灯亮,机械回零操作结束。
当No.6号参数的第0位和第1位均设为1时,状态参数No.005号参数的第5位为0时,减速信号低电平有效,为⽅式C回零,⽅式C回机械零点时序图如下1-4:⾼速加⼯中⼼请选择伯特利数控⽅式C回机械零点的过程:a. 选择操作⽅式为回零⽅式,按⼿动正向或负向(回机械零点⽅向由系统参数决定,我们常⽤的⼴数980TD系统⽤No.183号参数决定)进给键,则相应轴以快速移动速度向机械零点⽅向运动。
数控机床-伺服参数设置
(5)关断电源,然后再打开电源. (6)进给齿轮比N/M(F.FG).
设定半闭环α脉冲编码器 (注1) F.FG分子(≤32767) F.FG分母(≤32767) = 电机每转所需的 位置反馈脉冲 1,000,000 (注2) (不能约分小数)
(7)移动方向
(8)速度脉冲数,位置脉冲数 ①串行αi脉冲编码器或串行α脉冲编码器时:
(10)FSSB显示和设定画面 通过一个高速串行总线(FANUC 串行伺服总线,或FSSB)连接CNC控制单 元到伺服放大器,只用用一根光缆,可显著减少机床电气的电缆使用量. 轴设定会根据轴和放大器内部之间关系自动计算并输入到FSSB设定画面.参 数1023,1905,1910-1919,1936和1937会按计算结果自动定义. ●显示 FSSB画面显示基于FSSB的放大器和轴 的信息 这个信息也可以通过操作指定. 1.按功能键 SYSTEM . 连续按向右软键几次,直到显示[FSSB]. FSSB设定画面包括:AMP SET,AXIS SET,和AMP MAINTENANCE. 按软键[AMP],则能显示AMP SET画面. 按软键[AXIS],则能显示AXIS SET画面. 按软键[MAINTE],则能显示AMP MAINTENANCE画面. 1.放大器设定画面 放大器设定画面包括两个部分:第一部分是显示通道号信息,第二部分显示脉冲 模块的信息.
�
SVS (#0)=1 (显示伺服画面)
伺服画面中的报警,对应相应的诊断画面如下表所示:
5.1 伺服参数的 初始化始设定数字伺服参数进行说明. 1.在紧急停状态,接通电源. 2.设定显示伺服设定调整画面的参数.
#0(SVS) 0:不显示伺服调整画面. 1:显示伺服调整画面. 3.暂时切断电源,再次开通电源. 4.按下面顺序,显示伺服参数的设定画面.按
精工机床刀库手动回零的办法(含改参数)

精工机床刀库手动回零的办法(含改参数)
若机床出现以下报警:
表示机床需要执行刀库手动回零操作,方法如下:
1、在归零模式下选择第五个轴。
2、打开刀库电源开关。
3、按刀库反转,一般都能回到零点。
4、要是还回不到的话可以改个参数,k20.4把1改为零。
5、最后再确认一下刀号。
若大家做到第三步还是不行,就要报修了,第四步只能维修人员才能做的,夜班可以让当班的班组长弄一下(操作办法如下)。
注意报警消除后要确认下刀号,看是否乱刀,这个尤其重要。
如何辨别乱刀及乱刀如何处理之前已教过各位了。
机床刀库改参数回零的设定办法
1、在MDI方式下把:设定,参数写入把0改成1:
2、、在系统SYSTEM里找到PMC点击进入:
、再进入PMCRM:
4、找到KEEPRL键,进入:
5、找到K20项,把从左面第四位的1改成0报警就会消失,参数设定里的1改回0就可以了,详见第一步。
(由于图片是后来才拍的,左第四已经被改为0)
6、最后核对刀号,因为是修改改机床参数,所以要千万小心,核对两把刀以上再离开。
金加工
2014-11-28。
FANUC 0IBC伺服参数调整
OiMB/C 伺服参数调整在系统连接并通电运行后,首先要进行伺服参数的调整,包括基本伺服参数的设定以及按机床的机械特性和加工要求进行的优化调整,如果是全闭环,要先按半闭环设定(参数1815#1,伺服参数画面的N/M,位置反馈脉冲数,参考计数器容量),调整正常后再设定全闭环参数,重新进行调整。
以下就这几个方面进行介绍。
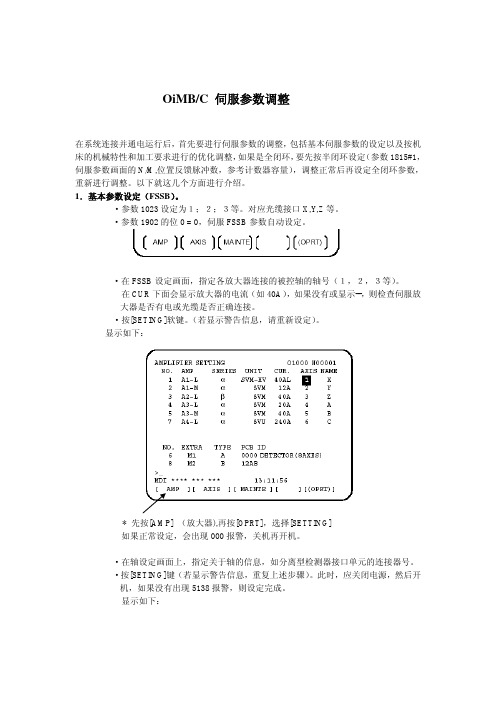
1.基本参数设定(FSSB)。
·参数1023设定为1;2;3等。
对应光缆接口X,Y,Z等。
·参数1902的位0 = 0,伺服FSSB参数自动设定。
·在FSSB设定画面,指定各放大器连接的被控轴的轴号(1,2,3等)。
在CUR下面会显示放大器的电流(如40A),如果没有或显示--,则检查伺服放大器是否有电或光缆是否正确连接。
·按[SETING]软键。
(若显示警告信息,请重新设定)。
显示如下:* 先按[AMP] (放大器),再按[OPRT],选择[SETTING]如果正常设定,会出现000报警,关机再开机。
·在轴设定画面上,指定关于轴的信息,如分离型检测器接口单元的连接器号。
·按[SETING]键(若显示警告信息,重复上述步骤)。
此时,应关闭电源,然后开机,如果没有出现5138报警,则设定完成。
显示如下:* 按[AXIS](轴)上述的M1,M2表示全闭环的接口所连接的插座对应的轴,比如:M1的JF101连接X轴位置反馈,则在上面的X行的M1处设定为1。
2.伺服参数初始化设定·首先把3111#0 SVS设定为1显现伺服设定和伺服调整画面。
翻到伺服参数设定画面,如下图示,设定各项(如果是全闭环,先按半闭环设定)。
注:1).第一项(初始化位)设定为0,第二项为电机代码。
由电机代码表查出,第三项不设定,第四项CMR=2,(车床的X轴为1)。
2).柔性齿轮比N/M按以下公式计算:3.方向:标准设111,如果需要设定相反的方向,设-111。
伺服零位校准原理

伺服零位校准原理详解概述伺服零位校准是指通过一系列的操作和算法,将伺服系统的零位(也称为原点位置)精确地确定并校准,从而确保系统在工作过程中的准确性和可靠性。
伺服系统通常由伺服驱动器和伺服电机组成,其主要功能是将输入信号转换为精确的输出运动。
在伺服系统中,零位校准是非常重要的,它直接影响到系统的精度和稳定性。
如果零位校准不准确,系统可能会出现误差累积、位置偏移等问题,导致工作结果不可靠甚至损坏设备。
伺服系统基本原理为了更好地理解伺服零位校准原理,首先需要了解伺服系统的基本原理。
伺服系统由控制器、传感器和执行器组成。
控制器负责接收输入信号并进行处理,传感器用于测量实际位置和速度信息,执行器则根据控制器的指令进行运动。
伺服系统的基本工作原理可以简单概括为以下几个步骤:1.接收输入信号:控制器接收输入信号,通常是指令位置或速度信号。
2.误差计算:控制器将测量到的实际位置和输入信号进行比较,计算出误差值。
3.控制算法:控制器使用控制算法根据误差值计算出校正信号。
4.输出信号:控制器将校正信号发送给执行器,执行器根据信号进行运动。
5.反馈控制:传感器实时测量执行器的位置和速度信息,并将反馈信号发送给控制器。
6.循环控制:控制器根据反馈信号不断调整校正信号,使得误差逐渐减小,直到达到设定的精度要求。
伺服零位校准原理伺服零位校准是伺服系统中的一个重要环节,它的目的是将伺服系统的零位精确地确定并校准,从而确保系统在工作过程中的准确性和可靠性。
伺服零位校准通常包括以下几个步骤:1.初始位置设定:在进行零位校准之前,需要将伺服系统的位置设定到一个已知的初始位置。
这可以通过手动调整或其他方式实现。
2.零位搜索:伺服系统在初始位置设定后,通过控制器发送指令,使执行器进行搜索运动,直到找到一个特定的位置,该位置被定义为零位。
3.零位判定:在搜索过程中,传感器实时测量执行器的位置,并与设定的零位进行比较。
当两者相等或误差在一定范围内时,判定为找到了准确的零位。
FANUC伺服参数调整
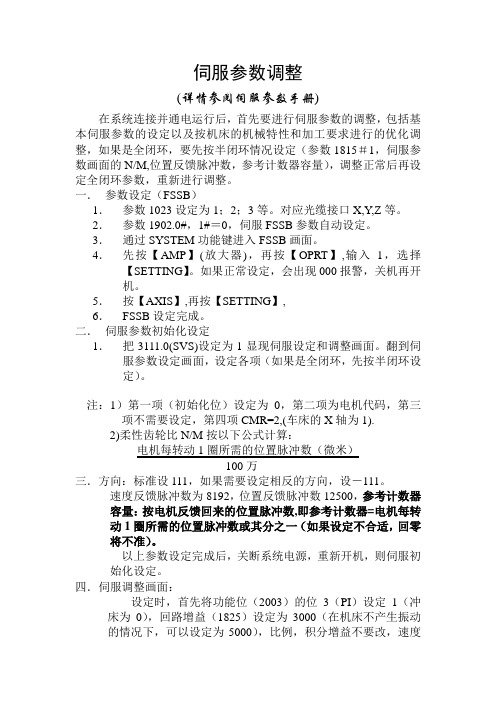
伺服参数调整(详情参阅伺服参数手册)在系统连接并通电运行后,首先要进行伺服参数的调整,包括基本伺服参数的设定以及按机床的机械特性和加工要求进行的优化调整,如果是全闭环,要先按半闭环情况设定(参数1815#1,伺服参数画面的N/M,位置反馈脉冲数,参考计数器容量),调整正常后再设定全闭环参数,重新进行调整。
一.参数设定(FSSB)1.参数1023设定为1;2;3等。
对应光缆接口X,Y,Z等。
2.参数1902.0#,1#=0,伺服FSSB参数自动设定。
3.通过SYSTEM功能键进入FSSB画面。
4.先按【AMP】(放大器),再按【OPRT】,输入1,选择【SETTING】。
如果正常设定,会出现000报警,关机再开机。
5.按【AXIS】,再按【SETTING】,6.FSSB设定完成。
二.伺服参数初始化设定1.把3111.0(SVS)设定为1显现伺服设定和调整画面。
翻到伺服参数设定画面,设定各项(如果是全闭环,先按半闭环设定)。
注:1)第一项(初始化位)设定为0,第二项为电机代码,第三项不需要设定,第四项CMR=2,(车床的X轴为1).2)柔性齿轮比N/M按以下公式计算:电机每转动1圈所需的位置脉冲数(微米)100万三.方向:标准设111,如果需要设定相反的方向,设-111。
速度反馈脉冲数为8192,位置反馈脉冲数12500,参考计数器容量:按电机反馈回来的位置脉冲数,即参考计数器=电机每转动1圈所需的位置脉冲数或其分之一(如果设定不合适,回零将不准)。
以上参数设定完成后,关断系统电源,重新开机,则伺服初始化设定。
四.伺服调整画面:设定时,首先将功能位(2003)的位3(PI)设定1(冲床为0),回路增益(1825)设定为3000(在机床不产生振动的情况下,可以设定为5000),比例,积分增益不要改,速度增益从200增加,每增加100后,用JOG方式分别以慢速和最快速移动坐标,看是否振动。
调整原则是:尽量提高设定值,但是调整的最终结果,都要保证在手动快速,手动慢速,进给等各种情况都不能有振动。
安川伺服系统零点的设置

当安川伺服系统使用绝对编码器时,以下场合就要重新设置原点:
1、当第一次安装电机或驱动器;
2、当出现编码器报警,如A81,A82报警;
3、当关电的时候拆过编码器电缆。
使用面板进行设定的操作方法如下:
1. 按下MODE/SET 键,选择辅助功能执行模式。
2. 按下UP 键或者DOWN 键,选择用户常数Fn008。
3. 请持续按下DATA/SHIFT 键1 秒钟以上显示变为如下。
4. 按下UP 键后,显示发生如下变化。
请持续按下UP 键,直到显示出“PGCL5”。
如果在中途发生键操作错误,则“nO_OP”闪烁1 秒钟,然后返回辅助功能执行模
式的显示。
再次返回上述的3 的步骤,重新操作。
5. 显示“PGCL5”后,请按下MODE/SET 键。
显示发生如下的变化,执行绝对值编码器的多匝数据的清除动作。
6. 请持续按下DATA/SHIFT 键1 秒钟以上。
返回辅助功能执行模式。
至此,绝对值编码器的设定操作结束。
在OFF 电源之后,重新ON 电源。
Pn002.2的设定内容
0将绝对值编码器作为绝对值编码器使用
1将绝对值编码器作为增量式编码器使用
Pn002.2即参数Pn002从右数往左的第三位,变更该参数后驱动器要重启动才生效。
ABSODEX操作步骤
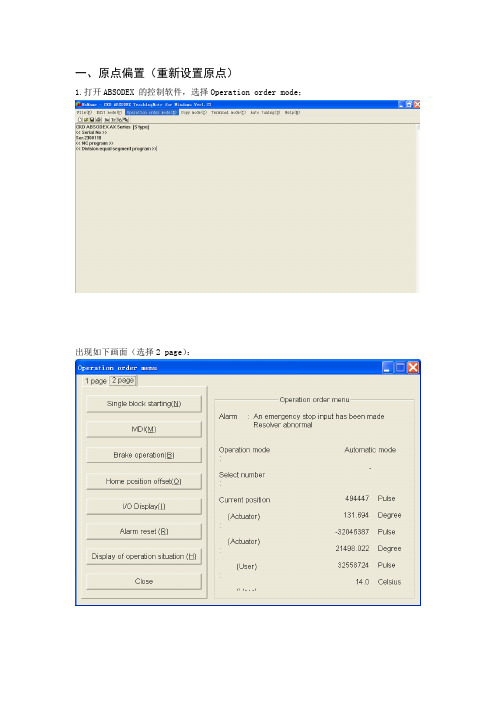
一、原点偏置(重新设置原点)
1.打开ABSODEX 的控制软件,选择Operation order mode;
出现如下画面(选择2 page):
2.选择Home position offset 并出现:
单击“确定”;
单击“是”,关闭伺服;
手动调整回转工作台本体至新原点后单击“确定”;
确定此为新原点,单击“是”;
3.关闭ABSODEX 控制器的电源,待控制器完全失电后重新上电,原点偏置即完成。
二、修改扭矩限制
1.选择 Edit mode→Parameter setting;
2.单击“下一步”;
修改第39项“Torque limit”中的数值;单击“完成”;
3. 选择 Edit mode→Storage(ABSODEX) →Program and Parameter 保存参数;
三、取消报警
1.选择Operation Order Mode;
2.单击“Alarm reset”即可取消报警。
四、编写程序
1. 选择 Edit mode→NC program setting;
在Program number 中填入程序号,在Memo 中可写入相关说明(不填亦可),单击“OK”;
2.在NC program 框内编写程序;
编写完成后单击“Close”;
单击“确定”;
显示区内出现刚刚编写的程序;
3.选择 Edit mode→Storage(ABSODEX) →Only Program 保存程序;。
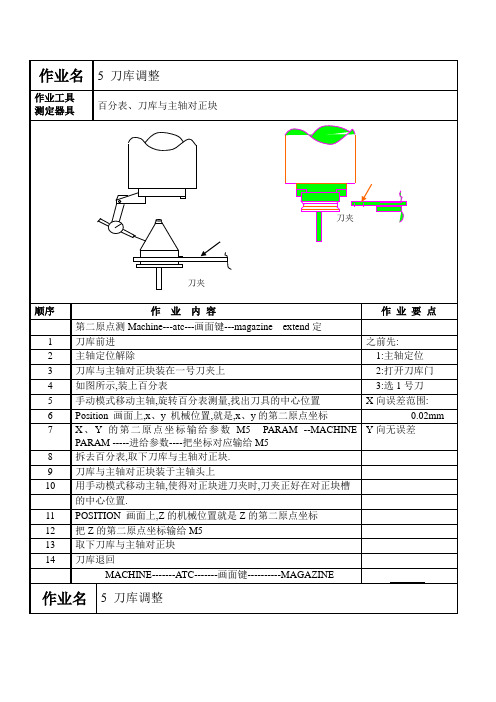
刀库第二原点调整
6
Position画面上,x、y机械位置,就是,x、y的第二原点坐标
0标输给参数M5 PARAM --MACHINE PARAM -----进给参数----把坐标对应输给M5
Y向无误差
8
拆去百分表,取下刀库与主轴对正块.
9
刀库与主轴对正块装于主轴头上
10
用手动模式移动主轴,使得对正块进刀夹时,刀夹正好在对正块槽
RETRACT
15
回原点
HOME -------按+X、+Y、+Z键
16
关机
17
关总电源
作业名
5刀库调整
作业工具
测定器具
百分表、刀库与主轴对正块
顺序
作业内容
作业要点
刀库试运转
1
选择200号程序
2
Diagnos monitor参数画面中M1184参数处FE40输入
3
MEMORY ------CYCLE START
为安全起见,可以先
按SINGLE BLOCK
4
如果程序能正常运行的话,则装上刀进行试运转
注意:先在工作台上放上树脂网格垫
的中心位置.
11
POSITION画面上,Z的机械位置就是Z的第二原点坐标
12
把Z的第二原点坐标输给M5
13
取下刀库与主轴对正块
14
刀库退回
MACHINE-------ATC-------画面键----------MAGAZINE
作业名
5刀库调整
作业工具
测定器具
百分表、刀库与主轴对正块
顺序
作业内容
作业要点
作业名
5刀库调整
伺服系统中的零偏校正和位置复位的方法

伺服系统中的零偏校正和位置复位的方法伺服系统中的零偏校正和位置复位是非常重要的技术手段,其对伺服系统的动态性能和精度具有关键影响。
本文将介绍伺服系统中常见的零偏校正和位置复位的方法。
一、零偏校正1. 原理伺服系统的位置反馈装置存在着不可避免的误差,如机械间隙、电子噪声等原因,它们都会导致伺服系统的位置偏差。
零偏校正就是通过调整系统中各个环节的参数,使得伺服系统在无负载或零位时输出为零,从而达到位置精度的要求。
2. 方法常规的零偏校正方法包括:硬件零偏校正和软件零偏校正。
硬件零偏校正是通过修改位置反馈装置或电机控制器的相关参数,使得零位输出为零。
这种方法需要根据具体硬件设备进行操作,需要较高的技术水平。
软件零偏校正是通过调整伺服系统的控制算法或者参数,实现对零位误差的补偿。
这种方法比较简单,但是需要根据不同的硬件设备,采用不同的控制算法和参数,进行调整。
二、位置复位1. 原理位置复位是指在伺服系统中,通过一定的方法将电机和位置反馈装置的差错积累清零,使得系统能够重新回到初始位置,并继续实现正常的控制操作。
2. 方法常见的位置复位方法包括光电门复位、机械复位和零速复位。
光电门复位是通过光电门来检测机械位置,并在信号发生改变时,对伺服系统进行位置复位。
这种方法对硬件要求比较高,但是可以实现较高的位置精度。
机械复位是通过机械开关或机械装置来实现位置复位。
这种方法可以被广泛应用,但是需要保证机械装置的稳定性和耐久性。
零速复位是通过减小电机的速度,将机械系统的动量减小到较小的范围,然后在到达指定零位时执行位置复位。
这种方法可以避免电机突然停转造成的机械冲击,但是需要根据实际情况进行应用。
总结零偏校正和位置复位是伺服系统中的重要技术手段,可以有效提高伺服系统的动态性能和精度。
通过本文的介绍,我们可以了解到常见的零偏校正和位置复位方法,同时也需要根据具体情况进行合理的选择和应用,以达到最优的控制效果。
沈阳精诚伺服刀架原点设置
Jeray 四川精锐机电有限公司
沈阳精诚伺服刀架原点设置
2021年7月3日
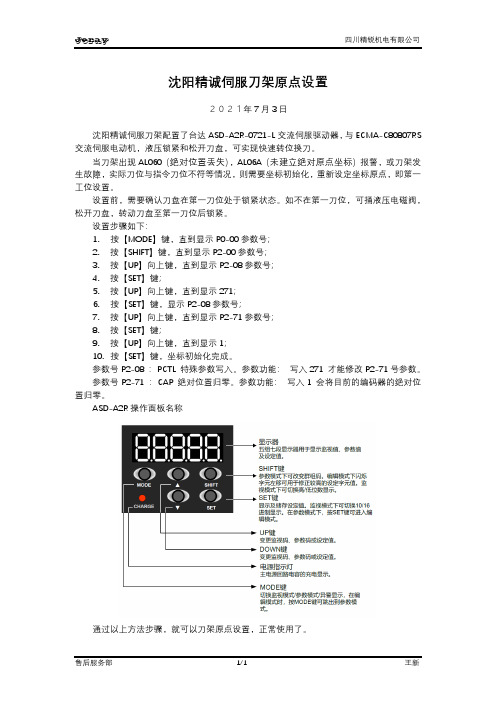
沈阳精诚伺服刀架配置了台达ASD-A2R-0721-L交流伺服驱动器,与ECMA-C80807RS 交流伺服电动机,液压锁紧和松开刀盘,可实现快速转位换刀。
当刀架出现AL060(绝对位置丢失),AL06A(未建立绝对原点坐标)报警,或刀架发生故障,实际刀位与指令刀位不符等情况,则需要坐标初始化,重新设定坐标原点,即第一工位设置。
设置前,需要确认刀盘在第一刀位处于锁紧状态。
如不在第一刀位,可捅液压电磁阀,松开刀盘,转动刀盘至第一刀位后锁紧。
设置步骤如下:
1.按【MODE】键,直到显示P0-00参数号;
2.按【SHIFT】键,直到显示P2-00参数号;
3.按【UP】向上键,直到显示P2-08参数号;
4.按【SET】键;
5.按【UP】向上键,直到显示271;
6.按【SET】键,显示P2-08参数号;
7.按【UP】向上键,直到显示P2-71参数号;
8.按【SET】键;
9.按【UP】向上键,直到显示1;
10.按【SET】键,坐标初始化完成。
参数号P2-08 :PCTL 特殊参数写入。
参数功能:写入271 才能修改P2-71号参数。
参数号P2-71 :CAP 绝对位置归零。
参数功能:写入1 会将目前的编码器的绝对位置归零。
ASD-A2R操作面板名称
通过以上方法步骤,就可以刀架原点设置,正常使用了。
售后服务部 1/1 王新。
MAZAK刀库原点设定

Tool Magazine Home Position Adjustment(M640M) (刀库原点调整M640M 系统,)The magazine servomotor is controlled by MR-J2-CT driver which can adjust the zero point (PK1) position by changing the position data. The procedure below describes how to set it using the ORIGIN SET in the zero-point adjustment.(刀库伺服电机使是被通过改变位置数据能调整零点位置的MR-J2驱动器控制,下面描述的是在原点调整中怎样‘原点设定’)1. Set the PLC parameter R2107 bit F to "1", and turn off the power. (The magazine home return becomes validated.)(更改参数R2107 位F为‘1’,开关机两次)(刀库原点回归有效)2. Make sure that the tool shifter is either in the magazine side or the ATC side.(确认刀具转换机构位置,刀库侧或换刀手臂侧)3. Turn on the power and select the magazine pocket PK1.(选择‘1’号刀袋在换刀位置)4. Press the MACHINE MENU key while the CNC is in the manual mode to display the machine menu, and then press the MAGAZINE SET.MENU key in the machine menu.(手动模式按下MACHINE 菜单后选择MAGZINE SET. MENU)5. Press the ORIGIN MODE menu key while holding the MF1 key pressed.(同时按下MF1和ORIGI MODE 菜单)* This operation makes the magazine rotation slow when the FORWARD and REVERSE buttons on the magazine operation panel and the MAGAZINE JOG CW and MAGAZINE JOG CCW menu keys in the machine menu are used.(此操作可以使刀库用MAGAZIEN JOG CW/CCW菜单 和 FORWARD/REVERSE 按键缓慢旋转)6. By using the FORWARD/REVERSE button on the magazine operation panel and the MAGAZINE JOG CW/MAGAZINE JOG CCW menu key in the machine menu, turn the magazine in order to set the magazine PK1 to the correct ATC position.(用刀库操作面板按键FORWARD/REVERSE 和MAGAZINE JOG CW/CCW 菜单旋转刀库使‘1’号刀袋到合适的换刀位置)* This position agrees with the center position of the tool shifter on the magazine side.(此位置与刀具转换机构在刀库侧的中心位置一致)7. Press the ORIGIN SET key while holding the MF1 key pressed. The menu begins blinking.(同时按下MF1和ORIGIN SET 菜单,ORIGIN SET 菜单开始闪烁)8. Hold the MAGAZINE JOG CW or MAGAZINE JOG CCW menu key pressed until the ORIGIN SET MENU key is highlighted.(持续按下MAGAZINE JOG CW OR MAGAZINE JOG CCW 菜单直到ORIGIN SET MENU 电亮)9. Turn off and on the power and check that the magazine stops at the correct position by rotating it. Note!! please wait 10sec to back on the main braker after turn it off.(关开机后按下MAGAZINE HOME RETURN 菜单,检查确认‘1’号刀袋在正确位置)(关机后再次开机请间隔时间超过10秒)10. Set the PLC parameter R2107 Bit F to "0". (This magazine home return becomes invalidated.)(更改参数R2107位F 为‘0’)。
伺服阀调零
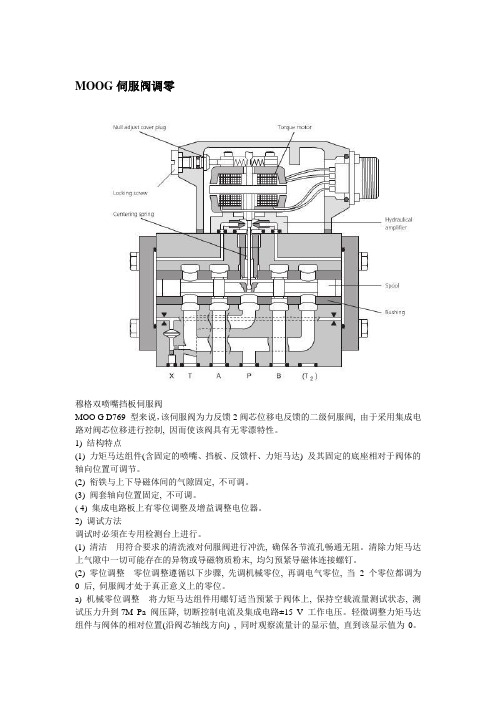
MOOG伺服阀调零穆格双喷嘴挡板伺服阀MOO G D769 型来说,该伺服阀为力反馈2阀芯位移电反馈的二级伺服阀, 由于采用集成电路对阀芯位移进行控制, 因而使该阀具有无零漂特性。
1) 结构特点(1) 力矩马达组件(含固定的喷嘴、挡板、反馈杆、力矩马达) 及其固定的底座相对于阀体的轴向位置可调节。
(2) 衔铁与上下导磁体间的气隙固定, 不可调。
(3) 阀套轴向位置固定, 不可调。
( 4) 集成电路板上有零位调整及增益调整电位器。
2) 调试方法调试时必须在专用检测台上进行。
(1) 清洁用符合要求的清洗液对伺服阀进行冲洗, 确保各节流孔畅通无阻。
清除力矩马达上气隙中一切可能存在的异物或导磁物质粉末, 均匀预紧导磁体连接螺钉。
(2) 零位调整零位调整遵循以下步骤, 先调机械零位, 再调电气零位, 当2 个零位都调为0 后, 伺服阀才处于真正意义上的零位。
a) 机械零位调整将力矩马达组件用螺钉适当预紧于阀体上, 保持空载流量测试状态, 测试压力升到7M Pa 阀压降, 切断控制电流及集成电路±15 V 工作电压。
轻微调整力矩马达组件与阀体的相对位置(沿阀芯轴线方向) , 同时观察流量计的显示值, 直到该显示值为0。
此时说明阀芯与阀套间的轴向位置已正确, 阀芯两端压差为0, 阀无液压信号输出, 机械零位已调好。
b) 电气零位调整保持空载流量测试状态, 切断控制电流, 接通集成电路±15 V 工作电源。
调节调零电位器直到流量计输出显示为0, 此时电气零位已调好。
(3) 测试伺服阀零位调好后, 对该阀的空载流量、压力增益、内泄漏、阀芯位移反馈电压曲线进行测试, 通过曲线可以精确地判断出该阀静态特性指标的好坏。
3) 小结以上调试方法均是建立在喷嘴轴向位置未遭到破坏, 力矩马达的4 个气隙的几何位置均正确的情况下进行的。
若喷嘴已偏离正确位置, 则需通过专用工具调整喷嘴轴向位置。
若衔铁不处于气隙中间位置, 则可通过更换厚度不同的导磁体垫片进行调整。