电镀银工艺规范
电镀件工艺技术规范

电镀件工艺技术规范(总10页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除电镀件工艺技术规范1 主题内容与适用范围本规范规定了零部件电镀层的选择和各镀种及化学处理的标注方法。
本规范适用于产品零部件设计时电镀层种类的选择、厚度和标注方法。
2 引用标准GB1238-76JB/288-753 电镀层的主要目的3.1保护金属零件表面,防止腐蚀。
3.2装饰零件外表,使外表美观。
3.3提高零件的工作性能。
如提高表面硬度、耐磨性、导电性、导磁性、耐热性、钎焊性、反光能力;节约及代替有色金属或贵金属;提高轴承使用寿命;修复磨损零件;热处理时的局部保护以及其它特殊性能。
4 决定电镀层种类和厚度的因素a.零件的工作环境;b.被镀零件的种类、材料和性质;c.电镀层的性质和用途;d.零件的结构、形状和尺寸的公差;e.镀层与其互相接触金属的材料、性质;f.零件的要求使用期限。
5 镀层使用条件的分类从保护金属零件使它不受腐蚀的观点出发,必须根据零件在使用时的工作环境来选择镀层的种类和厚度。
镀层的使用条件,按照气候环境的严重程度分为以下三类。
第一类腐蚀性比较严重的工作环境:大气中含有较多的工业气体、燃料废气、灰尘和盐分以及相对湿度较大的地区。
例如工业城市、离海较近的地区和湿热带地区等。
或具有大量燃料废气和二氧化硫的室内,以及经常接触手汗的工作条件。
第二类腐蚀性中等的工作环境:大气中含有少量的工业气体、燃料废气、灰尘和盐分以及相对湿度中等的地区。
例如离海较远的一般城市和一般室内环境。
第三类腐蚀性轻微的工作环境:大气中工业气体、燃料废气、灰尘和盐分的含量很少,而且气候比较干燥。
例如干热带地区、密封良好的设备的内部。
从防腐蚀的要求来看,有些金属在腐蚀性轻微的条件下可以不加保护层而应用。
在比较严重的工作环境下,大部分金属要求有一定形式的防护,而有些金属则不能使用。
从保护基体金属免受腐蚀的要求来看,一般可考虑:a.贵金属(金、铂)、含铬18%以上的不锈钢、轧制的磁性合金材料、以及镍铜合金等,一般不需再加防护层。
电镀银工艺流程

电镀银工艺流程
1. 去污处理:首先,需要对银制品表面进行去油、去污处理。
可以使用化学油脂去除剂、陶瓷珠清洗设备等进行清洗。
2. 酸洗:然后进行酸洗处理,使用浓硫酸或盐酸浸泡片刻,清除表面的杂质。
3. 水洗:用清水将银制品表面清洗干净,摆放在烘干架上自然晾干。
4. 镀铜:在银制品表面镀上一层铜。
首先将银制品浸入一种含铜盐的电解液中,再经过电流作用,铜离子会沉积在银表面,形成一层薄膜。
5. 镀镍:在已镀铜的银制品表面,再镀上一层镍。
将银制品浸入含有镍盐的电解液中,再通入电流,镍离子会沉积在银表面。
6. 镀银:最后以镀银为最后一道工序,将银制品完美地涂上一层光亮的银层。
将已镀好镍的银制品浸泡在含有银盐的电解液中,再通入电流,银离子会沉积在表面,形成一层亮银。
7. 抛光:经过电镀银后,银制品的表面可能会出现不光滑的瑕疵,需要进行抛光处理,使银制品表面更加光滑、亮丽。
8. 清洗:最后再进行清洗和烘干处理,确保银制品表面干净、无尘、无水痕,完成电镀银工艺流程。
国标镀银工艺流程

国标镀银工艺流程
《国标镀银工艺流程》
国标镀银工艺是一种常用的金属表面处理技术,在许多领域都有广泛的应用。
它可以提高金属产品的耐腐蚀性能,增强产品的观赏性,并且有着良好的导电性能。
国标镀银工艺流程主要包括预处理、镀银、后处理三个阶段。
首先是预处理阶段。
在这个阶段,主要是对要镀银的工件进行清洗和磷化处理,以确保银层能够牢固地附着在金属表面上。
清洗的目的是去除工件表面的油污、污垢和其他杂质,常用的清洗方法包括酸洗、碱洗和电解清洗等。
磷化处理则是为了在金属表面形成一层磷化物膜,增强镀银层的附着力和耐腐蚀性。
接着是镀银阶段。
在这个阶段,清洗好的金属工件被浸入镀银槽中,通过电化学反应将银离子还原成纯银沉积在金属表面上。
镀银过程中需要严格控制镀液的温度和电流密度,以确保镀银层的均匀性和质量。
另外,在镀银之前通常还会进行一层镍层的镀涂,增加银层的光亮度和耐腐蚀性。
最后是后处理阶段。
镀银完成后,通常需要对工件进行清洗、抛光和保护处理,以保证银层的质量和外观。
清洗可以去除镀银过程中残留的镀液和杂质,抛光则可以提高银层的光泽和平整度,保护处理可以增加银层的耐腐蚀性和使用寿命。
总的来说,国标镀银工艺流程是一个严格的工艺流程,需要严
密的工艺控制和质量管理。
只有加强对每个环节的控制,才能保证镀银工艺能够为金属产品提供优质的表面保护和修饰。
镀层工艺质量要求

技术规范Technical Specification金属镀层工艺质量要求Requirements for Metal Plating 2015年10月26日发布2015年10月30日实施Released on Oct.26, 2015 Implemented on Oct. 30, 2015版权所有侵权必究All rights reserved金属镀层工艺质量要求Requirements for Metal Plating范围:本规范规定了XXXX有限公司(以下简称“XXXX”)产品中各种金属镀层(包括各种镀覆工艺)的工艺要求及其质量要求。
本规范适用于金属镀层的工艺鉴定、首样鉴定和批生产质量检验。
可用于指导产品设计、采购和生产,以及用于生产者在零件生产处理过程中的质量检验。
XXXX公司对来料的质量检验方法可参考本规范执行。
简介:本文涉及了XXXX产品中所用到的所有金属镀层工艺,包括电镀、化学镀、热浸镀等。
本文分别说明了每种工艺的鉴定要求和批生产情况下各种零件类型的质量标准及其检验方法。
引用文件:下列文件中的条款通过本规范的引用而成为本规范的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。
凡是不术语和定义:1 综述1.1. XXXX文件等级说明XXXX产品生产执行的技术文件有:图纸、企业标准规范、通信设备行业标准、中国国家标准、国际标准。
这些标准的优先级别从高到低依次为:图纸——企业标准规范——通信设备行业标准——中国国家标准——国际标准如果各级文件之间有不一致的地方、应按其中最高级别的文件执行。
在XXXX企业标准规范中,产品专用质量要求优先于通用工艺技术质量要求。
1.2. 质量等级说明本规范中的每一种电镀工艺都可能会根据适用场景而划分出有不同要求的质量等级。
当有区分质量等级时,各等级所对应的XXXX图纸要求如下:等级1——指表面处理代码中有后缀“_1”的质量等级。
电镀银工艺规范

电镀银工艺规范公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]电镀银工艺规范编号:山东泰开电器有限公司二 五年五月一日一、及铜合金工件表面镀银1.金属清洗剂除油:将工件在50~90℃的金属清洗剂溶液中浸泡30分钟以上,油污严重或溶液温度低可适当延长时间,必要时可用抹布蘸取金属清洗剂液擦拭;2.水洗:在热水槽中洗净工件上残存的清洗液;3.化学除油:采用碱性化学除油,将工件在70~90°的除油液中浸泡30分钟以上,油污严重者可适当延长,除尽油为原则;(注:工件有厚氧化皮且油污极少时,可先在20%左右的稀硫酸中浸泡30~60分钟以松动氧化皮然后除油水洗)4.水洗:在水洗槽中洗净工件上残存的除油液,水洗槽中的水要根据洗件的数量经常更换以保持清洁;5.酸洗:在酸洗槽中浸泡酸洗3~10秒,使用新酸时或洗薄壁铜件时时间要短(酸洗时间1~3秒),以免工件过腐蚀;6.水洗:工件由酸洗槽出来后应立即在水洗槽中洗净工件上残存的酸液,水洗槽中的水要根据洗件的数量经常更换以保持清洁;7.二次酸洗:在酸洗槽中浸泡酸洗1~3秒,使用新酸时或洗薄壁铜件时时间要短,以免工件过腐蚀;(注:在当酸洗一次经水洗后工件表面已光洁无污点时,可省略第二次酸洗)8.水洗:工件由酸洗槽出来后应立即在水洗槽中洗净工件上残存的酸液,水洗槽中的水要根据洗件的数量经常更换以保持清洁;9.钝化:根据钝化效果在钝化槽中钝化5~25秒,一般新配钝化液钝化时间短,反之略长。
钝化前一定要清洗干净,不可把上道工序残存液带入钝化液中。
10.水洗:在水洗槽中洗净工件上残存的钝化液。
11.烫干:在50~70℃的热水槽中浸烫10秒,取出晾干;12.局部保护:需局部电镀而保护的工件干燥后施与保护,缠胶带或涂可剥漆,若涂可剥漆等干后再进行下道工序;(注:若工件表面全部镀则不进行烫干和局部保护直接进入下道工序—漂洗)13.漂洗:在漂洗槽中浸泡漂洗3~15秒,除去钝化膜;14.水洗:在水洗槽中彻底洗净工件上残存的漂洗液酸液,水洗槽中的水要经常更换以保持清洁;15.浸银:在浸银槽中浸泡浸银1~2分钟,必要时可稍摇动以使工件表面浸银颜色均匀呈银白色,若出现蓝灰色应酸洗掉重新进行处理;16.水洗:在水洗槽中彻底洗净工件上残存的浸银液,水洗槽中的水要经常更换以保持清洁,严防杂质带入镀槽;17.予镀:清洗后的工件尽快的挂入予镀槽进行予镀,一定要带电入槽(即挂入的同时要导电);电流密度:10~35℃时,~dm2,温度低时电流密度稍低,予镀时间:5~30秒;18.电镀:根据工件的类型进行挂镀或滚镀挂镀:将予镀后水洗干净的工件尽快的挂入镀槽且挂入的同时要导电。
铝型材电镀银工艺简介
铝型材电镀银工艺简介信息来源:全球铝业网/铝型材镀金属工艺,包括选材、抛光、化学除油、清水冲洗、活化、真空镀钛工艺步骤,其特征在于它还包括:a、预镀工艺,该工艺是将活化后并经清水冲洗的钛金铝型材置于由食盐、盐酸和水组成的液体中进行化学处理,处理温度为常温,处理时间至液体发生激烈化学反应为止。
b、电镀工艺,该工艺中镀液成份包括硫酸镍、氯化镍、硼酸、十二烷基硫酸钠、糖精、光亮剂,工艺条件:电流3-4A /dm2阴极移动、5-7A/dm2空气搅拌,镀液温度50-60℃,PH 值3.9-4.2,电镀时间15分钟。
一、铝及铝合金镀银工艺铝或铝合金的镀银比一般铜件镀银要困难得多,工艺过程也比较复杂。
主要原因是铝及铝合金本身的性能与其他金属不一样,铝是属于两性金属,与酸和碱都起反应,前处理稍有不当,就会造成表面过腐蚀。
而且铝及其合金无论是在空气中还是在溶液中都极易产生氧化膜,这层氧化膜如果不去除干净,将影响镀层的结合力。
铝及其合金镀银最关键的是镀层与基体金属结合力的问题。
因此,必须采取特殊的处理方法,才能在铝基体上得到结合强度良好的银镀层。
采用浸锌的方法能较好地解决这个难点。
浸锌是利用铝的电位较负,在电解质溶液中容易发生置换的原理,置换出一层较薄的锌层。
这层锌层夹在基体金属与银镀层之间,起到增强镀层与基体金属的结合强度的作用。
在铝及其合金镀银过程中,还要注意以下几点:1)无论是脱脂还是碱洗,NaOH的含量都不要太高,时间也不要太长,以免表面出现过腐蚀。
2)浸锌这道工序是能否得到满意镀层的关键。
浸锌要进行两次,因为第一次浸锌后,锌层比较粗糙。
用1:1的HN0,将其退除后,进行第二次浸锌,第二次浸锌后,只有得到均匀、细密、与基体结合力良好的锌层时,才能进入下道工序。
3)浸锌过程中要注意摆动,防止零件互相重叠而造成局部无锌层。
4)若发现浸锌质量不好,用1:1的HN0,退除后再重新浸锌。
5)浸锌后的零件在进入氰化镀铜溶液时要带电人槽,并用大电流冲击镀2min后,再回到正常电流。
电镀锡银合金工艺规范

和无铅污染而成为主要的代锡铅合金镀层,已得到较广 泛的工业应用。从经济角度考虑,宜采用低银(≦20% Ag)的锡银合金镀层。表8-18列出了几种无氰电镀锡银 合金工艺规范。
1
表 8-18 锡ห้องสมุดไป่ตู้银 合 金 电 镀 工 艺 规 范
成分及操作条件
硫硫焦酸酸磷亚银酸锡钾AgSKSb4OPS42OO/g47/·gL/g·-L·1L-1-1 磺化钾KI /g·L-1 三乙醇铵/g·L-1 2氯甲基氯化铵与水杨醛反应物/g·L-1 氯氯化化亚银锡AgSCnlC/gl2··L2-H1 2O /g·L-1 柠单檬乙酸醇钠胺与Na邻3C香6H草5O醛7 /反g·L应-1物/g·L-1 焦磷酸锡/g·L-1 焦磷酸银/g·L-1 N-甲基乙醇胺与水杨醛反应物/g·L-1 表面活性剂/g·L-1 抗坏血栓/g·L-1 硝酸银AgNO3(以Ag+计) /g·L-1 硫代苹果酸/g·L-1 50%D-葡萄糖酸溶液/mL·L-1 甲烷磺酸锡Sn(CH3SO3)2 /g·L-1 甲甲壬烷烷酚磺磺醚酸酸(银含CHA132SgmCOLH3H环3S/氧Og·3乙L/g-1烷·L)-1 /g·L-1 PH值
温度/℃ 阴极电流密度/A·dm-2
配
方
1
2
3
4
5
43
1.6
264
249 249
60
22
2.0
34
0.4
275
4
4.5 4.5
25
25
2.0
2.0
99 332
43
123
30
30
0.1
10
10
镀银工艺流程
镀银工艺流程镀银是一种将金属表面涂上一层银的工艺,广泛应用于家居装饰、珠宝首饰、电子元器件等领域。
以下是镀银工艺的详细流程:1.准备工作首先需要准备好需要进行镀银的物品,同时准备好银颗粒、硝酸银、硝酸等化学品、电解槽、电源等设备。
此外,还需要准备好手套、护目镜、防护服等个人防护用品。
2.清洗将待镀银的物品先用清洁剂洗净,并用水清洗干净,确保表面不含油污、灰尘、氧化物等杂物,以保证镀银的质量。
3.活化将清洗干净的物品放入电解槽中,在电解槽中加入活化液进行活化。
活化液可以采用酸性清洗剂和泡沫清洗剂,可以有效地去除物品表面的氧化层和杂质,并为下一步的电镀制造适宜的表面状态。
4.镀银将准备好的银颗粒和硝酸银加入电解槽中,启动电源,通过电解作用将银颗粒沉积到待镀物品表面,形成一层均匀、致密的银镀层。
镀银的时间和电流密度等参数需要根据不同物品的情况进行调整,以确保银镀层的厚度、平整度、附着力等指标符合要求。
经过镀银后,需要对物品进行清洗以去除电解液和残留的银颗粒,避免产生银腐蚀和失光等问题。
清洗过程中可以采用流动水冲洗、高压水冲洗和氢氧化钠清洗等方法。
6.烘干经过清洗后的物品需要进行烘干处理,以去除残留的水分。
通常采用烘箱或风干等方式进行烘干,保证物品的干燥程度。
7.光洁处理进行镀银后,待镀物品表面可能存在微小的凹凸、毛刺或瑕疵等问题,需要进行光洁处理。
光洁处理过程中可以采用机械研磨、化学抛光等方法,以达到高光泽度和光洁度的要求。
总的来说,镀银工艺的流程复杂,涉及多个环节,需要具备专业的技术和设备,以保证镀银质量的稳定性和可靠性。
同时,在操作过程中需要严格控制每个环节的参数和质量,以保证最终的镀银效果符合要求。
镀银标准与规范文件
镀银标准与规范文件
镀银这事儿,说简单也简单,说复杂也复杂。
但不管咋样,都
得按照规矩来。
先得确保工作地方干净,不能有灰儿,要不镀出来的东西就坑
坑洼洼的,难看死了。
还得检查那镀银的溶液,看看浓度和温度都
合适不。
镀的时候,得注意电流和时间。
电流太大,镀层就粗糙;电流
太小,镀层又太薄。
所以得看着情况调整,让镀层既厚实又光亮。
镀完了还得查查看,镀层匀不匀、亮不亮,还得测测导电性和
耐腐蚀性。
这些都过了,那才算是真的镀好了。
当然了,安全永远是第一位的。
戴上手套、眼镜,穿上防护服,别让自己受伤。
设备也得定期检查,这样才能放心大胆地干活儿。
总的来说,镀银这事儿,得按规矩来,才能镀出好东西。
多上
点心,多琢磨琢磨,镀银这事儿也就不那么难了。
镀银工艺技术要求
镀银工艺技术要求镀银工艺技术是将银镀层均匀地镀在物体表面上的一种工艺,常用于金属制品的表面装饰和保护。
以下是镀银工艺技术的一些要求:1.物体表面清洁。
在镀银之前,必须对物体表面进行彻底的清洁,以确保镀银层能够牢固附着在物体表面上。
常用的清洁方法包括机械清洁、化学清洗和电解清洗等。
机械清洁可采用打磨、抛光等方法,化学清洗可用碱性、酸性或有机溶剂,电解清洗可通过电解池中的电解液清洗。
2.有良好的导电性。
银是良好的导电材料,因此镀银层必须具有良好的导电性能。
为了提高导电性,可在镀银层前进行一层导电层的镀覆(如镀铜),导电层能够增加银镀层与物体之间的接触面积,提高导电性能。
3.镀液的配制。
镀液是实现镀银的重要元素,必须严格按照要求进行配制。
镀液中主要包含硝酸银、氧化剂、络合剂等成分。
硝酸银提供银离子,氧化剂用于氧化还原反应,络合剂可与镀液中的杂质离子形成络合物,防止杂质对镀银层的影响。
4.适当的电压和电流密度。
电压和电流密度是控制镀银过程中的重要参数。
在选择电压时,应根据物体的材质和形状,以及所需镀银层的厚度等情况进行调整。
电流密度指单位面积上通过的电流量,过高的电流密度可能导致镀银层不均匀、起皱、放电等问题,因此在实际操作中应选择适当的电流密度。
5.合理的镀银时间。
镀银时间是影响镀银层厚度的重要因素。
在实际操作中,应根据镀银层的要求和物体的大小、形状等因素来确定合适的镀银时间。
镀银时间过长可能导致镀层厚度过厚,而过短可能导致镀层太薄。
6.注意镀银层的附着力。
良好的镀银层应能够牢固地附着在物体表面上,不易剥落。
为了增加镀银层的附着力,可以在镀银之前进行一些前处理,如机械粗糙化、化学活化处理等。
此外,镀银层的厚度也会影响附着力,一般镀银层的厚度应在5-10微米之间。
综上所述,镀银工艺技术要求物体表面清洁、镀液配制合理、良好的导电性能、适当的电压和电流密度、合理的镀银时间以及良好的附着力等。
这些要求的达成将有助于获得高质量的镀银层,提高物体的表面装饰性和保护性能。
电镀银工艺规范

电镀银工艺规范1主题内容及适用范围本规范规定了在金属零(部)件上镀装饰和功能性电镀银镀层的通用工艺方法。
本规范适用于装饰和功能性银电镀层。
进行处理前零(部)件表面状态应符合《金属零(部)件镀覆前质量控制要求》中相应规定。
2工艺过程2.1镀前的验收;2.2清理;2.3有机溶剂除油;2.4装挂;2.5化学除油;2.6 清洗;2.7电解除油;2.8清洗;2.9酸洗;2.10清洗;2.11汞齐化;2.12清洗;2.13弱浸蚀(1:1盐酸);2.14清洗;2.15电镀银;2.16清洗;2.17成膜;2.18清洗;2.19去膜;2.20清洗;2.21浸酸;2.22钝化;2.23清洗;2.24 干燥;2.25下挂具;2.26检验。
3 主要工艺材料电镀金-锑合金所需主要工艺材料要求见表1表1 主要工艺用材料4配方及工艺条件4.1电镀银电镀银工艺条件见表2表2电镀银工艺条件4.2汞齐化汞齐化工艺条件见表3表3汞齐化工艺条件4.3成膜成膜液的工艺条件见表44.4去膜去膜溶液的工艺条件见表5表5去膜溶液的工艺条件4.5钝化钝化溶液的工艺条件表6表6钝化溶液的工艺条件5电镀液的配制4.1将所需的氰化钾溶解在1/3欲配溶液体积的蒸馏水中;4.2在不断搅拌下,将氯化银加到氰化钾溶液中去;4.3将碳酸钾溶于少量蒸馏水,加入镀槽中,电解2~3h(电流密度为0.2~0.3 A/dm2),试镀合格,即可生产。
6不合格镀层的退除浓硫酸950mL浓硝酸50mL温度50℃~80℃时间退尽为止注:操作时应避免带入水份,以防基体过腐蚀。
镀银标准中对银层厚度的规定

镀银标准中对银层厚度的规定电子产品中对电和波的传导最常用的镀层是镀银。
由于镀银是贵金属电镀,金属银和银盐的消耗是需要加以控制的指标.其中对镀层厚度的控制是一个重要的指标。
我国电子行业军用标准《电子设备的金属镀覆与化学处理》(SJ 20818--2002)对铜上镀银的厚度要求分为室内、室外两种,室内规定为8μm,室外规定为15μm。
对铝和铝合金上、塑料上的银镀层的厚度要求和铜基的一样,只是对底镀层的要求,根据不同的基体材料和所处的使用环境而有所不同。
这种要求与国际上对镀银厚度的规定是基本一致的。
在日本工业标准(JIS)H0411《镀银层检验方法》中,将镀层厚度分为七个等级,我们的规定相当于其中的第四类和第五类E3]。
镀银层厚度的分级参数见表。
镀银层厚度的分级参数①耐磨性试验采用落砂法,让40目左右的砂粒从管径为5mm 的漏斗落到以45°角放置的镀层试片上,露出底层为终点.落砂量为450g,落下距离为l000mm,测量所用的时间。
测量第l、2类镀层时,所用管径为4mm,落砂量为1l0g,落下距离为200mm。
美国对镀银层厚度的规定大致相当于以上分类中从第三类起到第七类,是以8μm为基准厚度,其他类与基准成倍数关系。
比它低一级的厚度为基准的0.5倍为4/μm,比基准商一级的是它的1倍,为16μm,再高一级是其2倍,为24μm,最高为3倍,32μm。
我国对镀银层厚度的规定根据原电子工业部早期标准是给出了一定的范围的,即室内或良好环境,银层厚为7~10μm,室外或不良环境为15一20μm。
同时,所有国家或地区的标准都允许在特别需要时还可以指定更厚的镀层。
从这些标准和我们了解到的实际情况来看,镀银的厚度每增加一个级别,其银的用量都是成倍增加的。
从理论上说,ltzm/dm2的银用量约为0.1g。
考虑到电镀过程中的工艺损耗,实际耗银量还要增加。
当受镀面积比较大、镀层厚度增加时,成本的增加是很明显的。
而微波器件中相当一部分的表面积是比较大的,因此,镀银层厚度的选择直接关系到产品的成本控制。
电镀工艺规范0913

Suzhou Victory Precision Manufacture Co., Ltd.
电镀:利用电解的方法使金属或合金沉积在工件表面,以形成均匀、致密、结 合力良好的金属层的过程。
电镀原理 电镀是指在含有欲镀金属的盐类溶液中,以被镀基体金属为阴极,通过电解作 用,使镀液中欲镀金属的阳离子在基体金属表面沉积出来,形成镀层的一种表 面加工方法。镀层性能不同于基体金属,具有新的特征。根据镀层的功能分为 防护性镀层,装饰性镀层及其它功能性镀层。
Suzhou Victory Precision Manufacture Co., Ltd.
镀锌 锌易溶于酸,也能溶于碱,故称它为两性金属。锌在干燥的空气中几乎不 发生变化。在潮湿的空气中,锌表面会生成碱式碳酸锌膜。在含二氧化硫、硫 化氢以及海洋性气氛中,锌的耐蚀性较差,尤其在高温高湿含有机酸的气氛里, 锌镀层极易被腐蚀。 锌的标准电极电位为-0.76V,对钢铁基体来说,锌镀层属于阳极性镀层, 它主要用于防止钢铁的腐蚀,其防护性能的优劣与镀层厚度关系甚大。 锌镀层经钝化处理、染色或涂覆护光剂后,能显著提高其防护性和装饰性。 近年来,随着镀锌工艺的发展,高性能镀锌光亮剂的采用,镀锌已从单纯的防 护目的进入防护-装饰性应用。 镀锌溶液有氰化物镀液和无氰镀液两类。氰化物镀液中分微氰、低氰、中 氰、和高氰几类。无氰镀液有碱性锌酸盐镀液、铵盐镀液、硫酸盐镀液及无氨 氯化物镀液等。氰化镀锌溶液均镀能力好,得到的镀层光滑细致,在生产中被 长期采用。但由于氰化物剧毒,对环境污染严重,近年来已趋向于采用低氰、 微氰、无氰镀锌溶液。
Suzhou Victory Precision Manufacture Co., Ltd.
Suzhou Victory Precision Manufacture Co., Ltd.
镀银一般要求

UNIVERSE 1.所有要鍍銀的錶殼、錶帶或其他零件須先電鍍一層鎳。
2.鍍銀層的厚度為5Microns,可容忍誤差±10%。
3.鍍銀後,要再鍍上一層薄薄的銠金屬,用以防止銀層氧化。
任何有機塗層或亮漆皆一概不能使用。
4.所有已電鍍表面皆不能出現褪色、污點、不均勻、水泡或小沙孔等現象。
5.合格測試程序:在正式生產前,必先呈交6塊已鍍銀樣本作測試,測試合格者方可開始生產。
a.人工汗測試將樣本浸入人工汗夜裏,保持在室溫情況下浸15分鐘,取出後要沒有變色或變暗才算合格。
b.膠貼測試將一片黏貼膠紙牢牢地貼在已鍍銀的表面上,然後把它撕去,表層的銀沒有被扯出才算合格。
c.磨損測試所有樣本必須通過磨損測試(請參考磨損測試規格說明),才算合格。
UNIVERSE 6.生產品質控制:在生產途中,要抽檢樣本測試,以確定其鍍銀質素達到所訂的規格要求,與合格樣本無異。
A. 將被抽檢樣本中的十分一在車間內即場作人工汗測試。
B.鍍銀層的厚度要隨機地抽樣量度。
电镀银质量要求

HUAWEI TECHNICAL SPECIFICATION华为技术有限公司技术说明书DKBA0.450.0028 REV.1.0电镀银质量要求REQUIREMENTS FOR SILVER PLATING2005年07月10日发布 2005年07月10日实施华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved修订声明Revision declaration本规范拟制与解释部门:结构造型设计部本规范的相关系列规范或文件:无相关国际规范或文件一致性:无替代或作废的其它规范或文件:无相关规范或文件的相互关系:无本规范版本升级更改主要内容:第一版,无升级更改信息本规范主要起草专家:结构造型设计部:郑玲15593本规范主要评审专家:结构造型设计部:侯树栋10084,张和庆16219,李浩25479,潘耕禾9830 单板工艺设计部: 李松林35182,工艺技术管理部:习炳涛19898工艺基础研究部:陈普养2611物料品质部:刘向阳18988TQC:张强4684,王敬维16318本规范历次修订情况:修订记录目录Table of Contents1工艺或外购件鉴定要求 (5)1.1总则 (5)1.2工艺设计要求 (5)1.3鉴定程序 (5)1.4试验及试样要求 (5)1.4.1试样要求 (5)1.4.2试验项目及试样数量 (6)1.5试验方法及质量指标 (6)1.5.1镀层中银的含量 (6)1.5.2外观 (6)1.5.3镀层厚度 (7)1.5.4结合强度 (7)1.5.5抗变色能力..................................................................................... 错误!未定义书签。
1.5.6可焊性............................................................................................ 错误!未定义书签。
滚镀、振动镀电镀银工艺
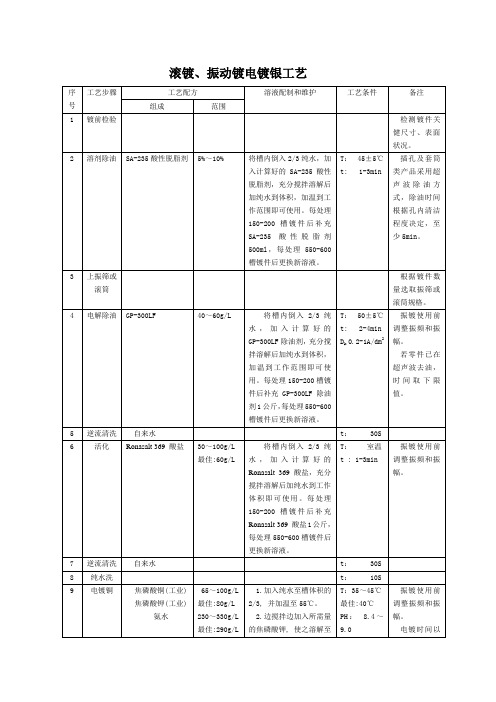
电镀时间设定参考计算出的数据,但出槽时间应以镀层厚度测试合格时为准。
19
回收清洗
t:0.5-1min
20
回收清洗
3.慢慢加入焦磷酸铜,充分搅拌使之完全溶解。
4.用焦磷酸来调整PH值(约2g/l),并加水至所需量过滤后即可使用。
T:35~45℃
最佳:40℃
PH:8.4~9.0
最佳为8.7
DK:0.3~0.6A/dm2
最佳为0.4 A/dm2
振镀使用前调整振频和振幅。
电镀时间以厚度测试为准或参考计算出的数据。
10
2、每班生产前应检查溶液温度、水位、PH。连续生产时应按分析周期分析主要成分含量,并调整到工艺范围。
T:50~60℃
最佳:55℃
PH:3.7~4.3
最佳为4.0
DK:0.1~0.5A/dm2
最佳为:0.2 A/dm2
振镀使用前调整振频和振幅
电镀时间以厚度测试为准或参考计算出的数据。
每次补充的化学材料应使用活性炭处理后方可加入镀槽。
回收清洗
纯水
t:15S
11
逆流清洗
自来水
t:30S
12
纯水洗
t:10S
13
电镀镍
氨磺酸镍Ni(SO3NH2)2.4H2O
氯化镍NiCl2.6H2O
硼酸
H3BO3
380~500g/L
2~10g/L
最佳:4 g/L
35~45 g/L
最佳:40 g/L
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电镀银工艺规范
1主题内容及适用范围
本规范规定了在金属零(部)件上镀装饰和功能性电镀银镀层的通用工艺方法。
本规范适用于装饰和功能性银电镀层。
进行处理前零(部)件表面状态应符合《金属零(部)件镀覆前质量控制要求》中相应规定。
2工艺过程
2.1镀前的验收;
2.2清理;
2.3有机溶剂除油;
2.4装挂;
2.5化学除油;
2.6 清洗;
2.7电解除油;
2.8清洗;
2.9酸洗;
2.10清洗;
2.11汞齐化;
2.12清洗;
2.13弱浸蚀(1:1盐酸);
2.14清洗;
2.15电镀银;
2.16清洗;
2.17成膜;
2.18清洗;
2.19去膜;
2.20清洗;
2.21浸酸;
2.22钝化;
2.23清洗;
2.24 干燥;
2.25下挂具;
2.26检验。
3 主要工艺材料
电镀金-锑合金所需主要工艺材料要求见表1
表1 主要工艺用材料
4配方及工艺条件
4.1电镀银
电镀银工艺条件见表2
表2电镀银工艺条件
4.2汞齐化
汞齐化工艺条件见表3
表3汞齐化工艺条件
4.3成膜
成膜液的工艺条件见表4
4.4去膜
去膜溶液的工艺条件见表5
表5去膜溶液的工艺条件
4.5钝化
钝化溶液的工艺条件表6
表6钝化溶液的工艺条件
5电镀液的配制
4.1将所需的氰化钾溶解在1/3欲配溶液体积的蒸馏水中;
4.2在不断搅拌下,将氯化银加到氰化钾溶液中去;
4.3将碳酸钾溶于少量蒸馏水,加入镀槽中,电解2~3h(电流密度为0.2~0.3 A/dm2),试
镀合格,即可生产。
6不合格镀层的退除
浓硫酸950mL
浓硝酸50mL
温度50℃~80℃
时间退尽为止
注:操作时应避免带入水份,以防基体过腐蚀。