epp生产工艺流程
EPP生产方法范文
EPP生产方法范文EPP (Expanded Polypropylene)是一种轻质、耐用的高性能泡沫材料,广泛应用于汽车零部件、电子产品包装、体育器材等领域。
EPP产品的生产方法通常包括原料准备、模具设计、原料预热、模压成形、冷却固化、后处理等步骤。
下面我们将详细介绍EPP生产的具体方法。
首先,原料准备。
EPP的主要原料是聚丙烯树脂和发泡剂。
聚丙烯树脂是EPP的主体材料,发泡剂在模具中产生气泡,使产品呈现出轻质、空心的结构。
在生产之前,需要将聚丙烯树脂和发泡剂按一定的比例混合均匀,确保产品具有良好的发泡性能。
其次,模具设计。
模具设计是EPP生产中至关重要的一步,直接影响产品的成型质量和外观。
根据产品的形状、尺寸和结构特点,设计合适的模具。
通常情况下,EPP产品的模具分为上模和下模两部分,通过加热模具使原料熔化、发泡,然后进行成型。
然后,原料预热。
将混合均匀的聚丙烯树脂和发泡剂放入模具中,通过高温加热,使原料熔化、发泡。
预热的温度和时间需要严格控制,以确保原料充分融化和发泡。
接着,模压成形。
在原料预热结束后,关闭模具上下模,将原料进行模压成形。
在模压的过程中,发泡剂释放气体,使原料充分膨胀,填充整个模具腔体。
模压的压力、温度和时间需要进行合理调节,以保证产品成型的完整性和质量。
然后,冷却固化。
模压结束后,打开模具,取出成型的EPP产品。
待产品冷却后,会逐渐固化,形成坚固的结构。
冷却的速度和方式对产品质量有较大影响,通常需要采用自然冷却或者水冷却的方式。
最后,后处理。
成型的EPP产品需要进行修整、清洗、检验等后处理工序。
对于一些高要求的产品,还需要进行表面处理、涂装等工艺,以提高产品的外观和性能。
综上所述,EPP产品的生产方法包括原料准备、模具设计、原料预热、模压成形、冷却固化、后处理等多个环节。
通过科学合理的生产工艺流程,可以生产出质量稳定、外观精美的EPP产品,满足不同领域的需求。
在未来,随着科技的不断进步和工艺的不断改进,EPP生产方法也将不断完善,为各行业提供更加优质的产品和解决方案。
聚氨酯生产工艺流程
聚氨酯生产工艺流程聚氨酯是一种重要的高分子材料,广泛应用于建筑、汽车、航空航天等领域。
其生产工艺流程包括原料准备、预聚体制备、聚氨酯制备、成品处理等环节。
首先,原料准备是聚氨酯生产的第一步。
主要原料包括异氰酸酯、多元醇、催化剂、助剂等。
异氰酸酯是聚氨酯的主要原料,多元醇是与异氰酸酯反应生成聚氨酯的另一主要原料,催化剂和助剂则在反应过程中起到促进反应、调节性能等作用。
原料的质量和配比对产品的性能有重要影响,因此在生产过程中需要严格控制原料的质量和配比。
其次,预聚体制备是聚氨酯生产的关键环节之一。
预聚体是由异氰酸酯和多元醇在一定条件下反应制得的中间产物,其质量和结构对最终聚氨酯产品的性能有重要影响。
预聚体的制备条件包括温度、压力、反应时间等,需要严格控制以保证预聚体的质量。
接下来是聚氨酯制备环节。
在这一环节中,预聚体与助剂、催化剂等原料在一定条件下进行聚合反应,生成聚氨酯。
聚氨酯的制备条件包括反应温度、压力、时间、搅拌速度等,需要根据不同产品的要求进行调节。
在反应过程中,需要对反应温度、压力、物料流动等进行实时监控,确保反应进行顺利。
最后是成品处理环节。
在聚氨酯制备完成后,需要进行成品处理,包括产品的成型、固化、切割等工艺。
成品处理的工艺条件和操作方法对产品的成型质量和性能有重要影响,需要严格控制。
总的来说,聚氨酯的生产工艺流程包括原料准备、预聚体制备、聚氨酯制备、成品处理等环节,每个环节都需要严格控制条件和操作方法,以保证产品的质量和性能。
同时,生产过程中需要注重安全生产,做好环保工作,确保生产过程安全、环保、高效。
epp发泡工艺技术
epp发泡工艺技术EPP(EPP Expanded Polypropylene)发泡工艺技术,是一种通过特定的工艺将聚丙烯材料发泡获得高性能材料的技术。
EPP是一种具有轻质、高强度、隔热隔音、抗冲击等优良性能的发泡材料,其广泛应用于汽车工业、电子工业、环保包装等领域。
EPP发泡工艺技术是将聚丙烯经过加热、融化,并在一定的压力下注入发泡剂的混合物中,通过控制温度、压力和发泡剂的选择,使其在特定的条件下发生发泡反应,形成均匀、致密的泡沫结构。
EPP发泡工艺技术的具体步骤如下:1. 准备材料:选择合适的聚丙烯原料,并根据需要添加适当的添加剂,如抗静电剂、阻燃剂等。
2. 熔融:将聚丙烯原料加热至熔点,使其变得黏稠,达到可注入状态。
3. 注入发泡剂:在熔融的聚丙烯中注入发泡剂,一般为液体或气体形式,通过控制注入量和注入速度,使发泡剂均匀分布在聚丙烯中。
4. 发泡反应:在一定的温度和压力下,发泡剂与聚丙烯发生反应,产生大量气体,使聚丙烯膨胀,形成泡沫结构。
5. 冷却:通过降低温度,使泡沫结构冷却凝固,固化为坚固的EPP材料。
6. 尺寸修整:根据需要,对固化后的EPP材料进行尺寸修整,如剪裁、打磨等。
7. 检验质量:对成品进行检验,以确保其质量符合要求。
EPP发泡工艺技术具有以下优势:1. 轻质高强:EPP材料具有轻质、高强度的特点,可大幅度减轻产品重量,提高运输效率。
2. 耐冲击:EPP泡沫结构具有良好的抗冲击性能,能有效吸收和分散外力冲击,使产品具有更高的安全性。
3. 隔热隔音:EPP具有优秀的隔热、隔音性能,可用于制造保温隔音材料,提高产品的舒适性和节能性。
4. 良好的表面质量:EPP发泡技术可制造出光滑、致密的表面结构,具有较高的装饰性。
5. 可回收利用:EPP材料可进行回收再利用,符合环保要求。
总之,EPP发泡工艺技术是一种高效、可持续发展的材料加工技术。
随着对环保性能和轻质化要求的不断提高,EPP材料的应用将会越来越广泛。
epp发泡工艺流程
epp发泡工艺流程EPP发泡工艺流程是指在EPP(Expanded Polypropylene,扩展聚丙烯)制造过程中所使用的发泡工艺。
EPP是一种新型的细胞闭孔泡沫塑料,其具有低密度、轻盈、耐冲击、隔热保温等特点。
下面将详细介绍EPP发泡工艺的流程。
首先,准备原材料。
EPP的原料主要是聚丙烯树脂颗粒,通过高温熔融和添加剂的混合制成。
这些原材料需要进行充分的搅拌和熔融,以确保混合均匀。
接下来是模具制备。
根据产品的设计要求,制作相应的模具。
模具可以根据产品的形状、尺寸和结构来设计,以保证最终产品的质量和功能。
然后是模具预热。
在发泡过程中,模具需要在一定的温度范围内进行加热,以确保EPP材料可以均匀地填充到模具中。
预热温度一般在80°C左右。
接下来是模具开合。
将已经预热好的模具打开,将原材料注入到模具中。
模具要保持在一定的温度范围内,以保证EPP材料的均匀性。
然后是模具闭合。
将模具合上,并施加一定的压力。
这样可以确保EPP材料填充到模具的每一个角落,并排除内部可能产生的空气。
紧接着是发泡。
将已经注入模具中的原材料进行发泡。
发泡过程中,原材料会膨胀并填充整个模具空腔。
发泡可以通过热气、热水或蒸汽等方式进行。
然后是冷却。
经过一定的发泡时间后,EPP材料开始固化。
在这个阶段,需要进行冷却处理。
冷却可以通过冷风、凉水或冷却剂等方式进行。
冷却时间一般在10-15分钟左右。
最后是脱模。
当EPP材料彻底冷却后,可以将模具打开,将已经发泡和固化的产品从模具中取出。
由于EPP材料的柔软性和弹性,产品可以轻松地从模具中脱离。
以上就是EPP发泡工艺流程的基本步骤。
需要注意的是,每个步骤都需要严格控制参数和操作流程,以保证最终产品的质量和性能。
EPP发泡工艺具有高效、灵活和可控性强的特点,可以满足各种不同形状和尺寸的产品需求。
聚丙烯生产工艺流程

聚丙烯生产工艺流程
聚丙烯是一种重要的热塑性树脂,广泛应用于塑料制品、纺织品、包装材料等领域。
聚丙烯的生产工艺流程主要包括原料准备、聚合反应、聚合物后处理等环节。
下面将详细介绍聚丙烯的生产工艺流程。
首先,原料准备是聚丙烯生产的第一步。
聚丙烯的主要原料是丙烯,通常是通过石油炼制或天然气提炼获得。
在生产过程中,还需要添加催化剂、稳定剂、抗氧化剂等辅助原料,以提高聚丙烯的性能和稳定性。
其次,聚合反应是聚丙烯生产的核心环节。
聚丙烯的聚合反应通常采用热聚合或均相聚合的方法进行。
在聚合反应过程中,丙烯单体经过引发剂的作用,发生聚合反应,形成线性或支化的聚合物结构。
聚合反应的条件包括温度、压力、引发剂种类和用量等,对聚丙烯的性能和产率有重要影响。
然后,聚合物后处理是聚丙烯生产的最后环节。
在聚合物后处理过程中,需要进行分离、洗涤、干燥、造粒等工艺步骤,以获得符合要求的聚丙烯产品。
在这一过程中,需要控制温度、湿度、流
速等参数,确保产品的质量和稳定性。
总的来说,聚丙烯的生产工艺流程包括原料准备、聚合反应和
聚合物后处理三个主要环节。
在实际生产中,需要严格控制各个环
节的工艺参数,确保产品的质量和产率。
同时,还需要关注能源消耗、环境排放等方面的问题,推动聚丙烯生产工艺的节能减排和可
持续发展。
希望通过不断的技术创新和工艺改进,能够提高聚丙烯
生产的效率和品质,满足市场对高性能、环保型聚丙烯产品的需求。
聚苯乙烯泡沫板生产工艺流程
聚苯乙烯泡沫板生产工艺流程
工艺流程及配方
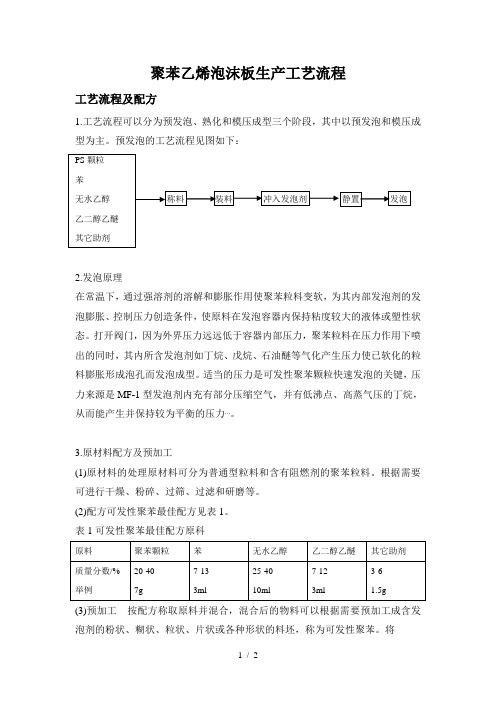
1.工艺流程可以分为预发泡、熟化和模压成型三个阶段,其中以预发泡和模压成型为主。
预发泡的工艺流程见图如下:
2.发泡原理
在常温下,通过强溶剂的溶解和膨胀作用使聚苯粒料变软,为其内部发泡剂的发泡膨胀、控制压力创造条件,使原料在发泡容器内保持粘度较大的液体或塑性状态。
打开阀门,因为外界压力远远低于容器内部压力,聚苯粒料在压力作用下喷出的同时,其内所含发泡剂如丁烷、戊烷、石油醚等气化产生压力使已软化的粒料膨胀形成泡孔而发泡成型。
适当的压力是可发性聚苯颗粒快速发泡的关键,压力来源是MF-1型发泡剂内充有部分压缩空气,并有低沸点、高蒸气压的丁烷,从而能产生并保持较为平衡的压力⋯。
3.原材料配方及预加工
(1)原材料的处理原材料可分为普通型粒料和含有阻燃剂的聚苯粒料。
根据需要可进行干燥、粉碎、过筛、过滤和研磨等。
(2)配方可发性聚苯最佳配方见表1。
表1可发性聚苯最佳配方原科
(3)预加工按配方称取原料并混合,混合后的物料可以根据需要预加工成含发泡剂的粉状、糊状、粒状、片状或各种形状的料坯,称为可发性聚苯。
将
可发性聚苯直接放人压模发泡成型称为一步法,目前建筑和包装行业广泛采用的就是一步法高发泡成型。
将可发性聚苯进一步预发泡制成预发泡粒料或料坯,然后再放人模具模压发泡成型,称为二步法。
珠海epp生产工艺
珠海epp生产工艺珠海EPP生产工艺EPP(可扩展聚丙烯)是一种轻质、高性能的发泡塑料,广泛应用于汽车、运动器材、电子产品和包装等领域。
珠海作为中国的制造业中心之一,拥有先进的EPP生产工艺,并在该领域处于领先地位。
珠海的EPP生产工艺可以分为四个主要步骤:原料准备、发泡、成型和后处理。
第一步是原料准备。
EPP的基础原料是聚丙烯颗粒,这些颗粒先经过真空干燥处理,以去除含水量。
接下来,颗粒被放入一个高温高压的发泡器中,与发泡剂混合。
这样,原料就准备好用于发泡的步骤了。
第二步是发泡。
在发泡器中,聚丙烯颗粒与发泡剂混合并受到高温高压的作用,从而形成微小的气泡结构。
这些气泡会使EPP具有轻质、高回弹和吸能等特性。
同时,发泡还可以根据产品需要控制气泡的大小和分布。
第三步是成型。
在发泡后,EPP颗粒会被吹入模具中,经过加热和挤压,使其在模具中形成所需的形状。
EPP的成型可以采用两种主要的方法:顶出成型和真空热压成型。
顶出成型是在模具上方施加一定的压力,使EPP颗粒顶出模具,并形成所需的形状。
真空热压成型是在模具中施加真空和高温,使EPP 颗粒在模具内膨胀,形成所需的形状。
第四步是后处理。
成型后的EPP产品在此阶段将进行修整、去毛刺、打磨等处理。
此外,根据实际需要,还可以对EPP产品进行染色和覆膜等表面处理。
最后,通过质量检验和包装,EPP产品就可以出厂了。
珠海的EPP生产工艺具有以下优势:首先,珠海的EPP生产工艺采用先进的生产设备和技术,确保产品质量和生产效率。
珠海的EPP生产线配备了自动化控制系统,可以对生产过程进行精确控制,提高生产效率和产品一致性。
其次,珠海的EPP生产工艺注重环境保护。
在原料准备和发泡过程中,采用的发泡剂和辅助材料都是环保型材料,不会对环境造成污染。
此外,珠海的EPP生产工艺还通过回收利用废料和废水,减少了对环境的影响。
最后,珠海的EPP生产工艺积极与各领域的科研机构和企业合作,不断推动EPP技术的创新和应用。
epp生产工艺

epp生产工艺
EPP,全称为可扩展聚丙烯,是一种高性能的泡沫塑料材料。
EPP的生产工艺主要分为原料配制、发泡、成型和后处理等几个步骤。
首先是原料配制。
EPP的主要原料为聚丙烯树脂和发泡剂。
原料要经过严格的筛选和配比,以保证产品的质量和性能。
同时,可以根据产品需要添加不同的添加剂,如增韧剂、抗静电剂等。
接下来是发泡。
将经过配制的原料加入发泡机中,根据预设的温度、压力和时间等参数进行发泡。
通过热能输入和机械搅拌,聚丙烯树脂中的发泡剂逐渐释放气体,从而形成大量的气泡。
这些气泡使得EPP具有较轻的质量和良好的吸能性能。
然后是成型。
发泡后的EPP坯体经过成型机进行形状加工。
成型机通常有热压成型、热冷压成型和真空成型等多种方式。
其中,热压成型是最常用的一种方法。
在热压成型中,EPP坯体被放置在成型模具中,经过热板的加热和压力的作用下,形成所需的产品形状。
成型过程中需要控制温度、压力和时间等参数,以确保产品的一致性和质量。
最后是后处理。
成型后的EPP产品需要进行去毛刺、修整、
打磨等工艺。
还可以根据具体需求进行热处理、涂覆和组装等工艺。
这些后处理工艺可以进一步提高产品的表面质量和机械性能。
总的来说,EPP的生产工艺包括原料配制、发泡、成型和后处
理等多个步骤。
每个步骤都需要严格控制工艺参数,以确保产品的质量和性能。
通过合理的工艺流程和精细的操作,可以生产出具有优异性能的EPP制品。
EPS、EPP成型

EPS/EPP成型工艺本周主要在生产部EPS/EPP生产车间实习,了解EPS/EPP成型的工艺过程。
一名合格的包装设计师只有在熟悉了解生产工艺的基础上,才能将创意付诸现实;反之,纸上谈兵的设计一定会在后续的生产过程中遇到这样那样的问题,不能满足客户及时交付、成本控制、精细质量等等要求,那么这个设计一定是失败的。
EPS成型涉及原料选择、管道工艺及模具工艺,最终体现在成型工艺等方面内容。
我司EPS成型依次分为以下几个步骤:预发→装模→成型→整理→烘干→包装→入库。
一、预发预发工艺原料珠粒(BSF原料)在预发机料桶内被蒸汽加热至90℃以上时软化,发泡剂挥发逸散,粒子体积膨胀为所需倍率或克重。
在允许发泡速度内,通过调整预发温度、蒸汽压力、进料量等获取后续缓冲设计所需的发泡倍率。
我们可以根据客户的需求生产所需的发泡倍率也就是指定克重的EPS原材料。
我司常用EPS原材料类型如下:刚发好的泡粒因发泡剂蒸发和残留发泡剂冷凝,内部呈真空状态而显软而没有弹性,因此必须有充分时间让空气进入泡粒内部微孔使之内外压力平衡而富弹性,一般需4小时左右。
圆熟工艺在用网状防静电纱布制成的圆熟仓内完成,以使附着的泡粒水分散发和消除泡粒摩擦时自然积留的静电,发泡机与圆熟仓通过固定管道相连。
预发工艺示意二、装模根据成型机(主要是装夹尺寸等其他性能参数)及产品的需要不同,EPS模具也不尽相同。
为了实现模具的标准化和系列化,便于模具的装拆和减少加工量,提高生产率,将模具分成模架和型腔两部。
1模具的安装与型腔的更换都固化为标准动作。
我司成型机均为一体机,凹模架的高度为适应不同产品的需要,一般做成几种特定的规格呈现系列化,因此在凹模的后部装配有不同高度的支撑架,我司支撑架高度一般为200(或325)mm。
2,型腔由凹模、凸模面板和背板组成,更换模具时只需更换型腔,这样在制造和使用过程中会很方便。
(1)各种不同的成型机由于工作台面也不同,需要根据产品面积大小进行合理选择。
济源epp生产工艺
济源epp生产工艺济源EPP(expandable polypropylene)是一种新型的发泡塑料材料,具有轻质、高强度、优异的抗冲击性能和保温性能,广泛应用于汽车、电子、包装等领域。
下面是济源EPP生产工艺的简要介绍。
济源EPP生产工艺主要包括原料准备、发泡成型和后处理三个步骤。
1. 原料准备:首先需要准备好EPP的原料,即聚丙烯颗粒和发泡剂。
聚丙烯颗粒通常是颜色白色的颗粒状物质,发泡剂可以是物理发泡剂或化学发泡剂。
将合适比例的聚丙烯颗粒和发泡剂混合均匀,得到发泡料。
2. 发泡成型:将发泡料倒入发泡模具中,然后将模具放入预热好的热板中,热板的温度通常在100℃-150℃之间,使发泡料加热融化。
在融化的过程中,发泡剂被活化,形成大量气泡,使聚丙烯颗粒膨胀发泡。
发泡料在模具中的体积膨胀2-40倍不等,这取决于发泡剂的种类和比例。
3. 后处理:当发泡料完成膨胀后,取出模具,进行切割和修整。
首先将模具取出后,用机械设备将发泡材料从模具中取出,然后对其进行切割和修整,以得到所需的形状和尺寸。
切割可以采用热切或者是机械切割方式进行,根据产品要求进行选择。
修整主要是对产品表面进行修整,保证产品的平整度和外观质量。
济源EPP生产工艺相比传统的塑料加工工艺具有以下优势:1. 节能环保:EPP生产过程中不需要使用氯气、有害溶剂等化学物质,减少了环境污染和能源消耗,符合环保要求。
2. 外观质量好:EPP通过发泡成型可以得到平整、光滑的产品表面,还可以在其表面加上纹理或者涂上颜色,提高产品的外观质量和价值。
3. 物理性能优异:EPP的发泡结构能够有效吸收冲击能量,具有优异的抗冲击性能,可以保护产品免受外力的损坏。
同时,EPP还具有良好的保温性能,可以被广泛应用于保温包装和冷链物流等领域。
总而言之,济源EPP生产工艺是一个简单、高效、环保的生产过程,能够制造出具有优异性能和外观质量的发泡塑料制品。
随着技术的不断进步,EPP的应用领域将会越来越广泛。
epp零件发泡流程

epp零件发泡流程英文回答:The foaming process of EPP (Expanded Polypropylene)parts is a crucial step in their production. It involvesthe expansion of the raw material through the use of heat and pressure, resulting in a lightweight and durable foam structure. This process is used in various industries, including automotive, packaging, and construction.To begin the foaming process, the EPP beads are pre-expanded using steam or a chemical blowing agent. This pre-expansion step helps to increase the volume of the beadsand improve their flowability. The pre-expanded beads are then stored in silos or containers until they are ready to be molded.Next, the pre-expanded beads are fed into a mold cavity. The mold is typically made of aluminum and has the desired shape and size of the final part. The mold is then closed,and steam is injected into the mold cavity. The steamcauses the beads to expand further and fuse together, forming a solid foam structure. The pressure from the steam ensures that the foam fills the entire mold cavity andtakes on the desired shape.Once the foaming process is complete, the mold iscooled down, and the part is ejected. The cooling processis essential to ensure that the foam solidifies and retains its shape. After ejection, the parts may undergo additional processing steps, such as trimming or surface treatment, to achieve the desired final product.中文回答:EPP(膨胀聚丙烯)零件的发泡过程是其生产中至关重要的一步。
epp生产工艺流程
epp生产工艺流程EPP(Expandable Polypropylene)是一种可扩展的聚丙烯材料,具有轻盈、耐冲击、耐腐蚀等优点,广泛应用于汽车、电子、家电等领域。
下面将介绍EPP生产的工艺流程。
首先,在EPP生产过程中,需要准备EPP原料。
EPP原料由聚丙烯颗粒、发泡剂和其他添加剂组成。
聚丙烯颗粒是生产EPP产品的主要原料,发泡剂可使聚丙烯颗粒膨胀,使其具备轻盈的特性。
其他添加剂可用于改变产品的物理特性,如增加阻燃性、耐紫外线性等。
其次,将EPP原料送入发泡机中。
发泡机通过加热和加压的方式,使聚丙烯颗粒发生膨胀并形成孔隙结构。
该过程称为发泡。
发泡机需要根据产品要求设定合适的温度和压力,以保证产品的稳定性和质量。
发泡后的EPP材料会被输送至模具成型区。
在成型区,将EPP材料填入模具中,并加热至高温。
高温有助于使EPP材料融化并附着于模具表面。
同时,施加高压使材料均匀分布,并使其与模具表面接触。
这样可以得到精确的产品形状和尺寸。
随后,将模具中的EPP材料冷却。
冷却的目的是将EPP材料从高温状态转变为固态,以保证产品的稳定性。
通常,冷却过程需要一定的时间,以确保产品达到所需的硬度和强度。
冷却后,将模具打开,从中取出成型的EPP产品。
根据不同产品的需求,可以对其进行后续加工,如切割、弯曲等。
最后,经过清洗和检验的EPP产品将进行包装和出货。
包装通常采用塑料袋、纸箱等方式,以保护产品免受损坏。
随后,产品将运送至客户或仓库,等待下一步的销售和分发。
总结起来,EPP生产的工艺流程包括准备原料、发泡、成型、冷却、后续加工、包装和出货等步骤。
每个步骤的操作都需要掌握合适的处理温度、压力和时间,以确保产品的质量和稳定性。
通过合理的工艺流程,生产出的EPP产品具有轻盈、耐冲击、耐腐蚀等优良特性,满足市场的需求。
EPP成型工艺
EPP成型工艺EPP泡沫颗粒可被加工成各种不同的形状,EPP制品的加工过程主要包括:材料载压(保压),泡沫成型,泡沫烘干定型,检验,包装等。
需要特别指出的是,在加工EPP之前,需要通过载压来增强原料颗粒内部的压力,以生产出密度较低的模制件。
因为经载压后的原料可以实现各种不同密度模制件的生产。
此外,载压还能使模制件在脱模后的收缩幅度下降,表面效果更好。
具体而言,载压是通过气体穿透颗粒的外壁而实现的,在此过程中,可以通过改变时间、压力、温度等参数来对载压进行调节。
经载压过程后,成型产品的密度即被降低。
具体操作步骤如下:1、合模,并对模具进行预热,使模具的表面温度达到PP的熔点;2、进料,使原料通过料枪进入模具。
3、分三步将蒸汽通入模具中:(1)蒸汽冲刷:蒸汽从上至下冲刷,以将空气排出蒸汽室,冷凝水流出。
在此过程中,打开上方的蒸汽进汽阀和下方的冷凝水排放阀。
(2)横向蒸汽:使蒸汽从蒸汽室的一边横扫向原料,穿透原料后到达另一边。
此时关闭一边的冷凝水阀,打开蒸汽进汽阀。
同时,使相对面的蒸汽进汽阀关闭,冷凝水阀打开,以使蒸汽从相反的方向喷出。
如果模具内有薄的法兰,则蒸汽最好是从法兰周围穿过,以使夹在法兰里面的原料也可以得到蒸融。
(3)压力保持:横向通蒸汽后,需要经过压力保持或双面蒸融过程。
在此过程中,打开蒸汽进汽阀,关闭冷凝水排放阀,使压力逐渐达到峰值。
4、冷却在通入蒸汽后,模具内部的温度一般会达到140℃。
为了确保产品的顺利脱模,必须使模温下降至70℃。
5、脱模随着内部压力的解除以及温度降低到许可的脱模温度,即可进行脱模操作。
epp发泡工艺流程
epp发泡工艺流程
《epp发泡工艺流程》
EPP(Expanded Polypropylene)是一种轻质发泡材料,具有很高的能量吸收性能,被广泛应用于汽车零部件、运动器材、包装等领域。
EPP发泡工艺流程是将EPP颗粒通过发泡机加热融化并注入模具内,经过冷却后形成最终产品的过程。
首先,EPP颗粒被装入发泡机的料斗内,并通过传送带或振动器送入熔融室。
在熔融室内,EPP颗粒被加热到特定温度,并通过螺杆或柱塞式机械从喷嘴注入模具内。
然后,EPP颗粒在模具内受热膨胀,形成闭孔泡沫结构。
在此过程中,气泡的膨胀会使EPP颗粒填满模具腔体,确保最终产品的形状和尺寸准确。
接下来,注入的EPP颗粒在模具内经过冷却,使得气泡固化成为泡沫结构。
冷却过程有时会借助冷却液或空气来加速。
完成冷却后,模具打开,产品被取出并进行后续加工,如切割、清理边角和表面处理等。
在整个EPP发泡工艺中,控制加热温度、注入压力和冷却时间等参数是关键的。
这些参数的合理设置能够确保最终产品的密度、性能和外观质量。
同时,作为一个环保材料,EPP发泡工艺流程也大大减少了能源消耗和废料产生,符合可持续发展的要求。
总的来说,EPP发泡工艺流程是一个复杂但高效的制造过程,通过科学的控制和优化,能够实现高质量的EPP泡沫产品。
随着技术的不断进步,EPP发泡工艺流程也将不断提升,为各行业提供更轻量、更耐用的材料解决方案。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
epp生产工艺流程
EPP(EPP辅助生产工艺流程)
EPP是一种基于聚丙烯原料进行发泡成型的工艺,其生产过程主要包括原料准备、预发泡、模具填充、加热发泡、冷却固化和模具开模等环节。
首先,原料准备是EPP生产过程的第一步。
根据产品的要求,将聚丙烯原料进行分析,确保其质量合格,并将其切割成一定大小的颗粒状。
接下来是预发泡阶段。
将切割好的聚丙烯颗粒状原料放入预发泡机中,在高压气体的作用下,使其吸收气体,形成颗粒发泡体。
预发泡后,将发泡好的颗粒体填充进模具中。
模具的选择根据产品的形状和尺寸进行,可以是金属模具或者塑料模具。
填充的过程需要保证颗粒体充填均匀,以保证成型产品的质量。
填充好颗粒体后,将模具送入加热发泡机中。
加热发泡机通过加热模具,使模具中的颗粒体迅速发泡,形成成型产品的轮廓和内部结构。
加热温度和加热时间需要根据聚丙烯原料和产品要求进行合理设定。
发泡后,将模具从加热发泡机中取出,然后放入冷却固化装置中。
冷却固化装置通过降低温度,使发泡体快速冷却固化,保证产品的稳定性和强度。
最后就是模具开模阶段。
当成型产品彻底冷却固化后,将模具从冷却装置中取出,进行模具开模。
开模的过程需要注意保护模具和产品,以免造成损坏。
通过以上的生产工艺流程,最终可得到EPP产品。
EPP产品
具有轻质、耐冲击、吸能性好等特点,因此被广泛应用于汽车、电子、体育器材等行业。