各制剂工艺流程图
常规固体制剂生产工艺

片剂
片剂的生产方法
制粒 包衣 包装
粉末压片法 颗粒压片法
干法制粒 湿法制粒 一步制粒
糖衣 薄膜包衣
瓶装(主要是塑料瓶) 双铝 铝塑
片剂生产工艺及设备
片剂生产工艺各工序设备
称配工序 制粒工序 压片工序 包衣工序 内包工序
粉碎机 筛粉机
混合机 制粒机
烘干机
整粒机 总混机 压片机
糖衣锅
高效包 衣机
铝塑 包装机
晶型,制成固体分散物等)
粉碎技术、药物的固体分散技术、药物的包合技术 等可以有效地提高药物的溶解度或溶出表面积。
口服制剂吸收的快慢顺序:
溶液剂 > 混悬剂 > 散剂 > 颗粒剂 > 胶囊剂 > 片剂 > 丸剂
散剂
一、概述 散剂(Powders)系指一种或数种药物均匀混
合而制成的粉末状制剂,可外用也可内服。
进行 ⑵喷雾干燥制粒 流程:
原辅料
粘合剂或 湿润剂
混合浆
雾化器
液滴
干颗粒
设备: 喷雾干燥器
湿法制粒的方法
5、复合制粒 目的 设备
是使混合、捏合、制粒、 干燥的多个单元操作在 同一台机器内完成
➢搅拌流化制粒机 ➢转动流化制粒机 ➢搅拌转动流化制粒机
干法制粒
工艺流程 物料→压成薄片或大片→粉碎成小颗粒
冲击
20~200 4~325
软性粉体 大部分医药品
胶体磨
磨碎
20~200 软性纤维状
气流粉碎机 撞击、研磨
1~30
中硬度物质
筛分
筛分法(sieving method)是借助筛网孔径大小将 物料进行分离的方法。
筛分的目的是为了获得较均匀的粒子群
大容量注射剂生产工艺流程图
目录1.大容量注射剂生产区概况2.需要验证的关键工序及工艺验证3.工艺流程的实施4.操作过程及工艺条件5.技术安全、工艺卫生及劳动保护6.物料平衡及技经指标7.设备一览表8.岗位定员9.附件(含设备操作、清洁规程)10.变更记录1.大容量注射剂生产区概况本生产区面积904㎡,其中1万级净化区域167㎡,10万级净化区域174㎡。
大容量注射剂车间采用10万级和1万级(局部百级)空气净化洁净级别,10万级区域设置缓冲、更衣、洗涤、洁具、称量、配碳、浓配、洗瓶等,1万级区域设置缓冲、更衣更鞋、稀配、化验、灌装、加塞、轧盖、洗涤、存放、洁具等功能间,所有隔断采用无粉尘产生的静电喷涂彩钢板,结合处采用圆角处理,不易产生积灰;人员经过三次更衣和二次更鞋后进入洁净区操作,物料进入洁净区均采用传递窗或气闸进行传递,人流、物流的进入相对分开,保证了洁净区空气洁净度要求;生产设备均采用优质不锈钢材料制造,采用洗瓶、灌装、压塞、轧盖联动线生产,其中洗瓶出口、灌装、加塞采用百级层流保护,灭菌器采用水浴式灭菌器。
1.1 大容量注射剂生产工艺流程图(见后页)1.2 大容量注射剂生产区工艺布局布置图(见后页)1.3 大容量注射剂生产区工艺设备布置图(见后页)1.4 大容量注射剂生产区送回风口平面布置图(见后页)以上项目按验证文件规定,均已在规定周期内进行相关的验证,验证方案及报告见相应文件。
大容量注射剂生产工艺流程图3.工艺流程的实施3.1 批生产指令的签发3.1.1 批生产指令由车间技术负责人根据生产计划表起草,并依据产品工艺规程于生产前一个工作日制定。
3.1.2 批生产指令应经QA质监员审核并签字,由车间主任签字批准后生效。
3.2 生产批记录的发放3.2.1 除配制工序和包装工序外,工序相应的生产批记录于生产当日由车间工艺质监员发放给各工序负责人,并于工序结束当日填写完整返回车间工艺质监员处汇总。
3.2.2 配制工序和包装工序的生产批记录于生产前一天由车间工艺质监员随同批生产指令或批包装指令一同发放,并于工序结束当日填写完整返回车间工艺质监员处汇总。
制剂工程--制剂车间工艺设计

Q3过程热效应 Q4物料离开设备带出的热量 Q5消耗在加热设备各个部件上的热量 Q6设备向四周散失的热量
一般建议以273 k为基准温度,以液态为基准物态
4、计算方法
(1)Q1、Q4均可用下式计算(有相变化时还要加上相变热 )
Q1(Q4)=ΣGiCPi(t-t0)
(2) Q3包括:化学过程
Qr =1000 qrGA /MA
物理过程 “盖斯定律”
(3) Q5 =ΣMi Cpi (t2-t1)
t1一般情况下可取室温,如t1 =20℃,t2视具体情况而定 如传热器壁高温侧流体给热系数αn ,低温侧给热系数αi
传热终了,高温侧温度tn , 低温侧ti,则有
αn =α时 αn >>α时 αn <<α时
t2 =( tn + ti)/2 t2 = tn t2 = ti
消耗定额?消耗量?概念 p276
二、热量衡算
1、目的
在物料衡算的基础上对需加热或冷却设备进行热量计算,用以确定 加热或冷却介质的用量,以及设备所需传递的热量。
2、基础: “能量守恒定律”
热量
Q1物料带入设备热量
Q2由加热剂或冷却剂传给设备和物料的
Q1+Q2+Q3=Q4+Q5+Q6 3、基准:以统一起点t。
(10)动物房应设于僻静处,并有专用的排污与空调设施。
(11)洁净厂房周围应绿化,尽量减少厂区的露土面积,一 般 制剂厂的绿化面积在30%以上,铺植草坪,不宜种花。
(12)厂区应设消防通道,医药洁净厂房宜设置环形消防车 道。如有困难可沿厂房的两个长边设置消防车道。
上风侧
下风侧
厂前区 无菌生 产车间
非无菌 原料车间 生产车间
制剂工艺流程图教学内容
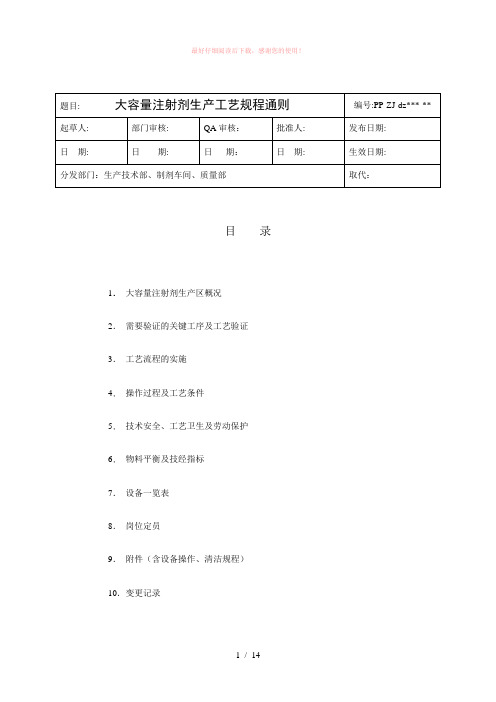
悬浮剂的英文名字为suspension concentrate ,一般简写为SC ,为难溶于水的固体农药与助剂经过研磨、分散在水介质中的悬浊液。
是农药生产的一种主要的剂型,也是未来大力发展的一种环保型的剂型,其连续相为水。
悬浮剂的加工过程相对较为复杂,其过程需要经过多个斧的制备。
简单的生产过程如下图所示:其中加料的过程以35%吡虫啉悬浮剂为例来进行说明:首先是将水打入高速分散斧,后加入称量好的吡虫啉三次原粉、乳化剂、抗结剂、防腐剂等。
其中防腐剂为苯甲酸和苯甲酸钠的缓冲溶液,高速分散约40分钟后,放入装置斧,过30mL 或50mL 的卧式砂磨机进行研磨。
此过程较慢,需时较长,研磨完全后的母液真空抽滤加入配置斧中,此间第二次加料,抗冻剂、增稠作用的黄原胶、高渗剂,其中抗冻剂为乙二醇或丙二醇,投过料后进行搅拌,反应完全后即可放入微调斧,在微调斧中加入适量的消泡剂。
缓慢搅拌约40分钟后,既可以取样到质检科进行化验产品,合格以后放料包装。
如果不合格还需要检查原因,进行返工。
水乳剂的剂型国际代号为EW ,曾称浓乳剂(Concentrate Emulsion)。
是将液体或与溶剂混合制得的液体农药,原药以0.5~1.5微米的小液滴分散于水中的制剂,外观为乳白色牛奶状液体。
水乳制剂有:25%咪鲜胺EW(m/v)、5%功夫EW(m/v)、30%毒死蜱EW(m/v)等。
水乳剂的生产过程,主要包括了水相斧、油相斧、微调剪切斧、容器等部分,其过程相对悬浮剂来说相对简单。
其主要的生产过程如下图所示:微胶囊剪切斧已经装备完毕,而生产上还没有具体应用,近几年来,微囊技术被广泛应用于微生物、动植物细胞、酶和其他多种生物活性物质和化学药物的固定化方面。
具体的应用有待进一步的研究。
乳油的加工过程相对来说比较简单,主要是按照一定的配比将原料计算好了之后,用真空泵将其打入加工混合斧中,搅拌约1小时后,用输送泵打到沉降区的沉降槽中,检验产品合格后放料。
制剂工艺流程图
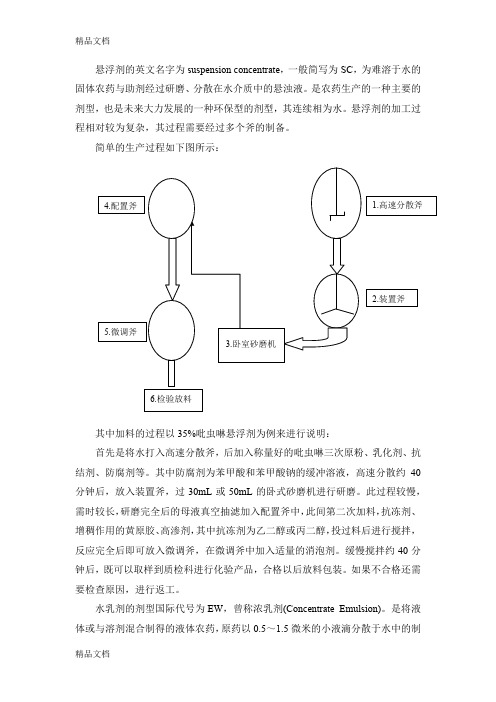
悬浮剂的英文名字为suspension concentrate ,一般简写为SC,为难溶于水的固体农药与助剂经过研磨、分散在水介质中的悬浊液。
是农药生产的一种主要的剂型,也是未来大力发展的一种环保型的剂型,其连续相为水。
悬浮剂的加工过程相对较为复杂,其过程需要经过多个斧的制备.简单的生产过程如下图所示:其中加料的过程以35%吡虫啉悬浮剂为例来进行说明:首先是将水打入高速分散斧,后加入称量好的吡虫啉三次原粉、乳化剂、抗结剂、防腐剂等。
其中防腐剂为苯甲酸和苯甲酸钠的缓冲溶液,高速分散约40分钟后,放入装置斧,过30mL 或50mL 的卧式砂磨机进行研磨。
此过程较慢,需时较长,研磨完全后的母液真空抽滤加入配置斧中,此间第二次加料,抗冻剂、增稠作用的黄原胶、高渗剂,其中抗冻剂为乙二醇或丙二醇,投过料后进行搅拌,反应完全后即可放入微调斧,在微调斧中加入适量的消泡剂.缓慢搅拌约40分钟后,既可以取样到质检科进行化验产品,合格以后放料包装。
如果不合格还需要检查原因,进行返工.水乳剂的剂型国际代号为EW ,曾称浓乳剂(Concentrate Emulsion).是将液体或与溶剂混合制得的液体农药,原药以0。
5~1.5微米的小液滴分散于水中的制剂,外观为乳白色牛奶状液体。
水乳制剂有:25%咪鲜胺EW(m/v)、5%功夫EW(m/v)、30%毒死蜱EW(m/v)等。
水乳剂的生产过程,主要包括了水相斧、油相斧、微调剪切斧、容器等部分,其过程相对悬浮剂来说相对简单。
其主要的生产过程如下图所示:微胶囊剪切斧已经装备完毕,而生产上还没有具体应用,近几年来,微囊技术被广泛应用于微生物、动植物细胞、酶和其他多种生物活性物质和化学药物的固定化方面.具体的应用有待进一步的研究。
乳油的加工过程相对来说比较简单,主要是按照一定的配比将原料计算好了之后,用真空泵将其打入加工混合斧中,搅拌约1小时后,用输送泵打到沉降区的沉降槽中,检验产品合格后放料。
(完整版)制药工艺流程图
例1:混酸硝化氯苯制备混合硝基氯苯
4硝%混 化;酸温氯组度苯成:与8:混0H℃酸N;中O硝3H4化7N%O时3、间的H:摩2S3尔Oh;配4 4硝比9%化为、废1:H1酸.21O中, 含硝酸<1.6%,含混合硝基氯苯为获得混合硝 基氯苯量的1%。
反应特点:氯苯、硝基氯苯与混酸不互溶。 反应结束两相分层,混酸中尚有少量硝基氯苯 及未完全反应的硝酸;同时,废酸中含有大量 不 硝参 酸加 及反回应收的混H酸2层SO中4;的如硝何基充氯分苯利和用H未2SO反4是应决的 定合成工艺的关键。
⑷∵固液非均相反应,反应液冷 却后,其中的固体应滤除∴在反 应器下部设过滤器 ∵溶剂等沸点较高,可采用真空 过滤
图4-15 氟化反应过程的工艺流程示意图
3、工艺流程设计中应考虑的技术问题
⑴ 生产方式的选择
连续生产 产品的生产方式 间歇生产
联合生产方式
⑵ 提高设备利用率
产品的生产过程都是由一系列单元操作或单元反应过程 所组成的,在工艺流程设计中,保持各单元操作或单 元反应设备之间的能力平衡,提高设备利用率, 是设计者必须考虑的技术问题
其原则如下:
1. 反应中间产物不易变质时,工艺流程采用 不同生产能力的容器,在两步反应中间增 设贮槽,使整个工艺生产连续化;
2. 反应中间产物易变质时,工艺流程采用相 同生产能力的容器,实行生产周期长的多 釜生产,生产周期短的少釜生产的原则;
⑶物料的回收与利用
在工艺流程设计中,充分考虑物料的回收与再利用, 以降低原辅材料消耗,提高产品收率,是降低产品成本的 重要措施。
一、工艺流程的设计和选择
• 一般制药生产过程包括三个阶段:
原料→预处理→化学反应→分离纯化→产品→制剂→药
生产同一种产品多数情况下可采用多种不同 的生产路线,即使采用相同的原料路线,具体 的工艺安排或操作指标也有差别,到底采用哪 种生产路线,必须对路线进行经济评价分析, 找到技术先进,产品成本低,收率高,投资少, 能耗低,同时又完全环保的工艺路线(即可对 各方案进行比较,找到经济安全环保生产工艺 路线)。
注射剂制备工艺流程

灌封的生产工艺管理要点 1、灌封操作室洁净度按1万级要求,灌封部位局 部达到100级;室内相对室外呈正压,温度18℃~ 26℃,相对湿度45%~65%; 2、灌封时要经常抽查装量及封口质量,封口不得 炭化、封口不严等;QA定时抽查澄明度; 3、收集灌封后安瓿的容器应有标签,标签上应标 明品名、规格、批号、生产日期、灌封人、灌封 序号,防止发生混药、混批。
注射剂洗灌封联动机
33
灌封的生产操作 生产前的准备 1、检查操作间是否有清场合格标志,并在有效期 内,否则按清场标准操作规程进行清场并经QA人 员检查合格后,填写清场合格证,才能进行下一 步操作; 2、检查设备是否有“合格”标牌及“已清洁”标 牌,且在有效期内; 3、领取校正后的注射器; 4、按灌封机标准操作规程检查设备是否正常,并 安装活塞和灌注器;
16
注射剂配液和质量检查 注射剂配液是指将符合注射液要求的原料药、营 养素、电解质、血浆及附加剂溶解于注射用水或 其他非水溶剂中,经过滤过制成专供注射用的溶 液、混悬液或乳浊液状制剂。 注射液质量检查系指从事注射液配制全过程的各 工序质量控制点的现场监督和对规定的质量标进 行检查、判定的操作。
34
灌封的生产操作 5、按《灌封设备消毒规程》对设备、所用容器进 行消毒; 6、挂运行状态标志,进入灌封操作。 生产操作 1、开启控制箱的主开关,显示主电源接通的绿信 号灯亮; 2、根据人机界面的提示逐步操作; 3、根据每分钟的产量调节走瓶速度。
35
灌封的生产操作 生产结束 1、按下主机停机按钮,主机驱动信号灯灭,主机 停止运转; 2、停机后将机器外表的水渍、污渍擦拭干净; 3、收集中间产品挂上标签,标明状态,交中间站, 做好交接工作; 4、按《灌封设备清洁操作规程》清洗消毒设备, 按《灌封间清场标准操作规程》进行清场,经QA 人员检查合格,发清场合格证。 记录 按照要求如实填写各类生产记录。
固体制剂工艺规程通则-散剂

固体制剂工艺规程通则-散剂基本制备工艺流程图一、配料:1、处方计算、称量及投料必须复核、操作者及复核者均应在记录上签名。
2、称量顺序原则上先称辅料再称原料,先无色后有色,先质重后质轻,先固体后液体的原则。
同一种原(辅)料称完后,再称另一种原(辅)料,为防止称错、混药,不得交叉称量;不得用一个撮瓢称料。
3、称量前检查电子计重台秤和电子计重天平的校准(水平),调零。
电子计重台秤最大量程150kg(感量50g);电子计重天平最大量程30kg(感量1g)。
4、制粒使用羟丙甲纤维素(HPMC)、羧甲纤维素钠(CMC-Na)、丙烯酸树脂作为粘合剂时,要求按工艺规程取相应辅料提前一个班浸泡后发往制粒组。
5、配好的物料应在清洁的容器里,容器内、外都应有标签,写明特料的品名、规格、批号、皮、毛、净重、日期和操作者姓名。
配料工作台图片:二、原辅料混合(一)、混合设备1、概述:固体混合是制备固体制剂的重要操作。
混合的目的是药物的各组分在制剂中均匀一致,以保证剂量的准确与有效。
混合的均匀与否对生产过程中的质量及成品质量都有直接影响。
在固体制剂生产中,混合使主料与辅料的含量均一是使固体制剂按处方规定剂量准确的决定因素。
在固体制剂生产过程中制粒前的有效成分和辅料的搅拌混合;以及整粒后加入润滑剂和崩解剂时的总混都需要使用混合设备进行混合。
混合程度是混合后均一程度的指标。
2、混合机理物料混合时有三种不同的运动形式:对流混合、剪切混合、扩散混合。
(1)、对流混合是指粉末在容器中翻转混合,或者用浆、片、相对旋转螺旋将相当大量的物料从一处转移至另外一处。
在混合设备内形成固体的循环流进行混合。
对流混合的效率与混合器的种类有直接关系。
(2)、由于物料颗粒的速度分布所产生的颗粒间的相互滑动和撞击以及搅拌叶片端部与内壁间的挤压和拉伸,便产生了剪切混合。
(3)、扩散混合是指物料相邻颗粒间相互交换位置而产生的局部混合作用,混合容器中粉末颗粒的紊乱运动改变其彼此间的相对位置而发生的混合现象,能引起颗粒运动的任何方法都能进行扩散混合。
片剂的制备工艺流程图

片剂的制备工艺流程图片剂是一种制剂形式,用于将固体药物制成方便服用的片状制剂。
制备片剂的工艺流程可分为原料准备、混合制粒、压片、包衣及包装等几个步骤。
首先,原料准备是片剂制备的首要步骤。
根据药物配方,准备好所需的药物原料,包括活性成分、辅料等。
原料需严格按照药典或标准规定的质量要求选择,并进行称量、筛选、检查等工作,以确保原料的质量和完整性。
接下来是混合制粒步骤。
将称好的原料放入混合机中,加入一定量的辅料或填充剂,如载体、分散剂、润湿剂等。
打开混合机进行混合,使原料均匀分散,以保证整个制剂的药物成分均一和每片剂量的准确性。
混合完成后,将混合后的粉末进行制粒处理,以增加颗粒的粘结力。
接下来是压片步骤。
将制粒后的药物颗粒放入压片机,通过腔压的作用,将颗粒压缩成所需的片剂形状。
此过程中,需要根据药物的特性调节压制参数,如压力、速度等,以确保片剂的质量和外观。
压片完成后,进行包衣步骤。
首先,选择合适的包衣机器,根据药物特性选择合适的包衣材料,如肠溶片剂需要使用耐胃酸的包衣材料。
然后,将片剂放入包衣机中,通过涂覆或喷雾方式,将包衣材料均匀地涂覆在片剂表面。
包衣的目的是保护药物不受湿气、光照等因素的影响,并增加片剂的稳定性和可溶性。
最后是包装步骤。
将包衣完成的片剂进行分装和包装。
首先,按照规定的剂量,将片剂放入容器中,如瓶子、铝箔袋等。
然后,根据需要进行密封和贴标签等工作,最终完成片剂的包装。
总之,片剂的制备工艺流程主要包括原料准备、混合制粒、压片、包衣及包装等步骤。
通过严格控制每个步骤的工艺参数和质量要求,确保片剂的质量和稳定性,使药物易于服用和储存。
同时,制备工艺流程的合理性和规范性对于片剂制备的成功与否具有重要影响。
硫酸庆大霉素生产工艺流程图
硫酸庆大霉素生产工艺一、硫酸庆大霉素产品说明 1、产品名称及化学结构1。
1产品名称:硫酸庆大霉素(Gentamycin sulfate ) 1。
2化学结构: 1。
2。
1结构式:·2H 2SO 4C 1: R 1=R 2=CH 3C 2: R 1=CH 3 R 2=H C 1a : R 1=R 2=H 1。
2。
2分子式:C 1: C 21H 43N 5O 7=477.61 C 2: C 20H 41N 5O 7=463.58 C 3: C 19H 39N 5O 7=449.55 1。
2.3分子量: C 1: 477.61 C 2: 463.58 C 3: 449.55C 1、C 2、C 1a 为硫酸庆大霉素的三个组分,各组分与2个分子的硫酸相结合,其成分折干效价为590µ/ml 以上。
2、理化性质2.1性状:白色或类白色粉末,吸水性强,稳定性高,易溶于水,不溶于乙醇、丙酮、氯仿等有机溶剂。
2.2比旋度:+1070~ +12103、产品质量标准 (查药典)二、原材料、包装材料质量标准及规格1、发酵部分 OO N HR1R2NH 2OOO HN HOH CH 3N H 2OH N H 32、提取部分三、生产方法及原理简介硫酸庆大霉素的生产是以绛红色小单孢菌()2号作为庆大霉素生产用菌种,在蒸汽消毒的培养基中不断扩大培养、发酵,通过菌种的次级代谢分泌出具有抑菌活性的庆大霉素。
用离子交换树脂提取出菌分泌的活性物质,经精制、转盐生产出硫酸庆大霉素原料药.用以制成各种硫酸庆大霉素制剂,应用于临床治疗。
四、硫酸庆大霉素生产工艺流程图及操作条件硫酸庆大霉素的生产过程主要包括以下四个部分:发酵生产、提取、精制、无菌压缩空气、无菌喷雾干燥。
1、硫酸庆大霉素生产工艺流程图:35℃23hr 35℃35℃35℃种子瓶一级种子罐二级种子罐发酵罐250rpm 38hr 22hr 96hr酸化 6 hr放罐732树脂静态吸附过筛饱和树脂漂洗中和漂去酸洗4。
(完整版)各制剂工艺流程图
各制剂工艺流程图1 、片剂生产工艺流程图2、颗粒剂生产工艺流程图3、胶囊剂生产工艺流程图4、合剂生产工艺流程图5、糖浆剂生产工艺流程图6, 丸剂生产工艺流程图2 、工艺流程说明2 . 1 、前处理工艺流程说明外购的药材经过挑、选、检、去杂质及非药用部位后,川选药机或不绣钢洗药池,将药材上的泥土、灰尘洗净,根据不同品种的要求湿润,以达到提取、榨油、细粉的标准。
用J 六提取的药材,采取切割的方法切片,后经多层带式}气燥机干燥,中药粉碎机粉碎,筛分得到合格粒度的药材,送到净药库。
用J 屯榨油的药材,经多层带式干燥机干燥后,直接送去榨汕。
榨油前,按配方要求混合,用中药粉碎机粗碎,经蒸汽湿润后进入螺旋榨油机榨油,榨出的油经过过滤,再送到综合伟lJ 剂车间。
用一于细粉的药材切片,经多层带式十燥机十燥后,送到双扇灭菌柜灭菌,再用高效粉碎机组和震荡筛粉碎,筛分合格后包装,转入综合制剂车间。
2 . 2 、热回流提取工艺流程说明来自净药库的药材,按配方配料,加入乙醇,用热回流抽提机组进行第· 次醉提,过滤后剩余的药渣,加上辅料,再进行次水提,使有效成分尽量提出。
醇体液静置后过滤,除去杂质,减压浓缩,回收乙醉,并得到醇提浸膏。
水提液静置后过滤,除去杂质,减压浓缩,并得到水提浸膏。
将醇提浸膏与水提浸膏混合,采用可倾式反应锅浓缩,得到稠浸膏,用周转桶送到综合制剂车间。
2 .3 、片剂工艺流程说明原料和辅料经过粉碎过筛,达到要求细度后,按配方称取配料。
配制好的物料,根据需要混合制粒、干燥、整粒、总棍后,再压片、包衣、抛光,经检验合格,按规定包装,送入成品库房。
2 . 4 、合剂工艺流程说明原料和辅料按处方称量后,加入纯化水配制成药液,经力热煮沸、冷却、过滤后,再灌装和轧盖,经过蒸汽检漏、晾瓶、灯检、贴签,检验合格后,装箱送入成品库房。
2 . 5 、糖浆剂工艺流程说明将原料和辅料按处方称量后,加入纯化水配制成药液,经力热煮沸、冷却、过滤、调整浓度后,再灌装和轧盖,经过幻检、贴签,检验合格后,装箱送入成品库房。
双黄连口服液工艺流程图
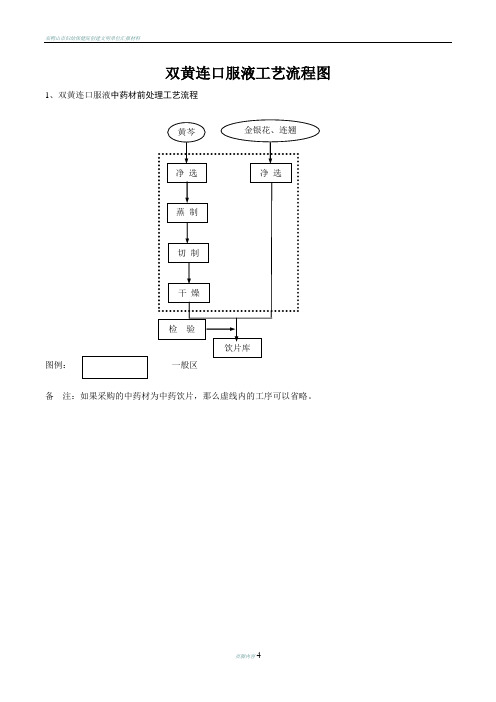
1、双黄连口服液中药材前处理工艺流程
图例:一般区
备注:如果采购的中药材为中药饮片,那么虚线内的工序可以省略。
2、双黄连口服液提取生产工艺流程图(黄芩提取物)
加水8倍量(约6000L)
煎煮2小时
加水6倍量(约4500L)
煎煮1小时
加水6倍量(约4500L)
煎煮1小时
弃去
相对密度1.05~1.10(70~80℃)
D级洁净区
一般区
4 双黄连口服液制剂工艺流程图
图例:D级洁净区一般区
加水8倍量(约18000L),温浸30分钟。
煎煮1.5小时,滤过。
加水8倍量(约18000L),煎煮1.5小时。
相对密度1.20~1.25(70~80℃),清膏冷至40℃
使含醇量75%,搅拌30分钟,静置12小时
加入与一次醇沉等量的75%乙醇搅匀,静置12小时
图例:相对密度1.20~1.30(70~80℃)
80℃加2mol/L盐酸,调pH值1.0~2.0,保温1小时,静置12小时。
加6~8倍纯化水,用40%氢氧化钠调pH值7.0,再加等量乙醇
加2mol/L盐酸调pH值
2.0,60℃净区一般区
图2黄芩提取物
3、双黄连口服液提取生产
工艺流程图(金银花连翘浸膏)
各制剂工艺流程图

各制剂工艺流程图1 、片剂生产工艺流程图2、颗粒剂生产工艺流程图3、胶囊剂生产工艺流程图4、合剂生产工艺流程图2 、工艺流程说明2 . 1 、前处理工艺流程说明外购的药材经过挑、选、检、去杂质及非药用部位后,川选药机或不绣钢洗药池,将药材上的泥土、灰尘洗净,根据不同品种的要求湿润,以达到提取、榨油、细粉的标准。
用J 六提取的药材,采取切割的方法切片,后经多层带式}气燥机干燥,中药粉碎机粉碎,筛分得到合格粒度的药材,送到净药库。
用J 屯榨油的药材,经多层带式干燥机干燥后,直接送去榨汕。
榨油前,按配方要求混合,用中药粉碎机粗碎,经蒸汽湿润后进入螺旋榨油机榨油,榨出的油经过过滤,再送到综合伟lJ 剂车间。
用一于细粉的药材切片,经多层带式十燥机十燥后,送到双扇灭菌柜灭菌,再用高效粉碎机组和震荡筛粉碎,筛分合格后包装,转入综合制剂车间。
2 . 2 、热回流提取工艺流程说明来自净药库的药材,按配方配料,加入乙醇,用热回流抽提机组进行第·次醉提,过滤后剩余的药渣,加上辅料,再进行次水提,使有效成分尽量提出。
醇体液静置后过滤,除去杂质,减压浓缩,回收乙醉,并得到醇提浸膏。
水提液静置后过滤,除去杂质,减压浓缩,并得到水提浸膏。
将醇提浸膏与水提浸膏混合,采用可倾式反应锅浓缩,得到稠浸膏,用周转桶送到综合制剂车间。
2 .3 、片剂工艺流程说明原料和辅料经过粉碎过筛,达到要求细度后,按配方称取配料。
配制好的物料,根据需要混合制粒、干燥、整粒、总棍后,再压片、包衣、抛光,经检验合格,按规定包装,送入成品库房。
2 . 4 、合剂工艺流程说明原料和辅料按处方称量后,加入纯化水配制成药液,经力热煮沸、冷却、过滤后,再灌装和轧盖,经过蒸汽检漏、晾瓶、灯检、贴签,检验合格后,装箱送入成品库房。
2 . 5 、糖浆剂工艺流程说明将原料和辅料按处方称量后,加入纯化水配制成药液,经力热煮沸、冷却、过滤、调整浓度后,再灌装和轧盖,经过幻检、贴签,检验合格后,装箱送入成品库房。
(完整版)各制剂工艺流程图

各制剂工艺流程图1 、片剂生产工艺流程图2、颗粒剂生产工艺流程图3、胶囊剂生产工艺流程图4、合剂生产工艺流程图2 、工艺流程说明2 . 1 、前处理工艺流程说明外购的药材经过挑、选、检、去杂质及非药用部位后,川选药机或不绣钢洗药池,将药材上的泥土、灰尘洗净,根据不同品种的要求湿润,以达到提取、榨油、细粉的标准。
用J 六提取的药材,采取切割的方法切片,后经多层带式}气燥机干燥,中药粉碎机粉碎,筛分得到合格粒度的药材,送到净药库。
用J 屯榨油的药材,经多层带式干燥机干燥后,直接送去榨汕。
榨油前,按配方要求混合,用中药粉碎机粗碎,经蒸汽湿润后进入螺旋榨油机榨油,榨出的油经过过滤,再送到综合伟lJ 剂车间。
用一于细粉的药材切片,经多层带式十燥机十燥后,送到双扇灭菌柜灭菌,再用高效粉碎机组和震荡筛粉碎,筛分合格后包装,转入综合制剂车间。
2 . 2 、热回流提取工艺流程说明来自净药库的药材,按配方配料,加入乙醇,用热回流抽提机组进行第·次醉提,过滤后剩余的药渣,加上辅料,再进行次水提,使有效成分尽量提出。
醇体液静置后过滤,除去杂质,减压浓缩,回收乙醉,并得到醇提浸膏。
水提液静置后过滤,除去杂质,减压浓缩,并得到水提浸膏。
将醇提浸膏与水提浸膏混合,采用可倾式反应锅浓缩,得到稠浸膏,用周转桶送到综合制剂车间。
2 .3 、片剂工艺流程说明原料和辅料经过粉碎过筛,达到要求细度后,按配方称取配料。
配制好的物料,根据需要混合制粒、干燥、整粒、总棍后,再压片、包衣、抛光,经检验合格,按规定包装,送入成品库房。
2 . 4 、合剂工艺流程说明原料和辅料按处方称量后,加入纯化水配制成药液,经力热煮沸、冷却、过滤后,再灌装和轧盖,经过蒸汽检漏、晾瓶、灯检、贴签,检验合格后,装箱送入成品库房。
2 . 5 、糖浆剂工艺流程说明将原料和辅料按处方称量后,加入纯化水配制成药液,经力热煮沸、冷却、过滤、调整浓度后,再灌装和轧盖,经过幻检、贴签,检验合格后,装箱送入成品库房。
常用口服固体制剂的生产工艺

中药丸剂的制备
塑制法的工艺流程:
药材粉末+辅料→制丸块(和药)→制丸条 →分割及搓圆→质量检查→包装 泛制法的工艺流程: 药材粉末+辅料→起模→成型→盖面→干 燥→选丸→包衣→质量检查→包装
四、各种类型散剂的配制
1、普通固体药物散剂 2、含小剂量药物的散剂 3、含浸膏的散剂 4、含共熔成分的散剂 5、中药散剂
痱子粉的制备
痱子粉
[处方] 麝香草酚0.6g
薄荷脑0.6g 樟脑0.6g 水杨酸1.4g 硼酸8.5g 氧化锌6g 滑石粉加至100g
研磨
薄荷油0.6ml 升华硫4g 淀粉10g
(2)增大溶解速度常数(加强搅拌)
(3)提高药物的溶解度(提高温度,改变
晶型,制成固体分散物等)
粉碎技术、药物的固体分散技术、药物的包合技术 等可以有效地提高药物的溶解度或溶出表面积。
口服制剂吸收的快慢顺序: 溶液剂 > 混悬剂 > 散剂 > 颗粒剂 > 胶囊剂 > 片剂 > 丸剂
散 主要作用是将中模孔内压制 成型的片剂推出。 • 这一机构无论是何种压片机,其方法都 是使下冲升高并能将片剂顶出中模为止。
在单冲压片机中可调节螺母9, 使下冲端口上升最高时与中模对平为至。
质量检查
质量应符合:①硬度适中;②色泽均匀, 外观光洁;③符合重量差异的要求,含 量准确;④符合崩解度或溶出度的要求; ⑤小剂量 的药物或作用比较剧烈的药物, 应符合含量均匀度的要求;⑥符合有关 卫生学的要求。 不合质量的废片应除去。
筛分的目的是为了获得较均匀的粒子群
冲眼筛 工 业
药筛
编制筛
振动筛
振荡筛
(二)混合
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
各制剂工艺流程图
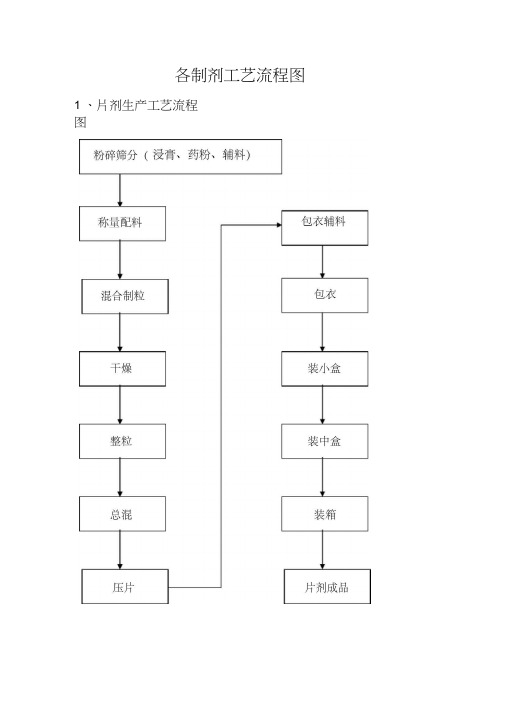
1 、片剂生产工艺流程图
包衣辅料
包衣
装小盒
装中盒
装箱
片剂成品
粉碎筛分(浸膏、药粉、辅料)
混合制粒称量配料干燥整粒总混压片
2、颗粒剂生产工艺流程图
颗粒分装
总混合
装盒
装箱
颗粒剂成品
粉碎筛分(浸膏,辅料)
称量配料混合制粒干燥整粒
3、胶囊剂生产工艺流程图
铝塑包装胶囊填充装小盒装中盒装箱原料辅料
称量配料
粉碎筛分
混合制粒
干燥
整粒
胶囊成品
总混
4、合剂生产工艺流程图
原料辅料
纯化水
配夜
过滤洗瓶灭菌灌封
灭菌
灯检
装盒
装箱
原料辅料
配制煮沸洗瓶灌封
过滤
灭菌
灯检
糖浆成品装盒装箱
检验
装箱
原料辅料
称量配料
粉碎筛分
混合加炼蜜制丸整粒丸剂成品
干燥
2 、工艺流程说明
2 . 1 、前处理工艺流程说明
外购的药材经过挑、选、检、去杂质及非药用部位后,川选药机
或不绣钢洗药池,将药材上的泥土、灰尘洗净,根据不同品种的要求
湿润,以达到提取、榨油、细粉的标准。
用J 六提取的药材,采取切割的方法切片,后经多层带式}气燥机
干燥,中药粉碎机粉碎,筛分得到合格粒度的药材,送到净药库。
用J 屯榨油的药材,经多层带式干燥机干燥后,直接送去榨汕。
榨
油前,按配方要求混合,用中药粉碎机粗碎,经蒸汽湿润后进入螺旋
榨油机榨油,榨出的油经过过滤,再送到综合伟lJ 剂车间。
用一于细粉的药材切片,经多层带式十燥机十燥后,送到双扇灭菌柜灭菌,
再用高效粉碎机组和震荡筛粉碎,筛分合格后包装,转入综合制剂车间。
2 . 2 、热回流提取工艺流程说明
来自净药库的药材,按配方配料,加入乙醇,用热回流抽提机组
进行第·次醉提,过滤后剩余的药渣,加上辅料,再进行次水提,
使有效成分尽量提出。
醇体液静置后过滤,除去杂质,减压浓缩,回收乙醉,并得到醇提浸膏。
水提液静置后过滤,除去杂质,减压浓缩,并得到水提浸膏。
将
醇提浸膏与水提浸膏混合,采用可倾式反应锅浓缩,得到稠浸膏,用
周转桶送到综合制剂车间。
2 .
3 、片剂工艺流程说明
原料和辅料经过粉碎过筛,达到要求细度后,按配方称取配料。
配制好的物料,根据需要混合制粒、干燥、整粒、总棍后,再压片、
包衣、抛光,经检验合格,按规定包装,送入成品库房。
2 . 4 、合剂工艺流程说明
原料和辅料按处方称量后,加入纯化水配制成药液,经力热煮沸、冷却、过滤后,再灌装和轧盖,经过蒸汽检漏、晾瓶、灯检、贴签,
检验合格后,装箱送入成品库房。
2 . 5 、糖浆剂工艺流程说明
将原料和辅料按处方称量后,加入纯化水配制成药液,经力热煮沸、冷却、过滤、调整浓度后,再灌装和轧盖,经过幻检、贴签,检
验合格后,装箱送入成品库房。
2 . 6 、蜜膏剂工艺流程说明
按处方,将各种原料和辅料与炼制后的蜂蜜棍合,配制成药液,
经加热、消毒、灌装、轧盖,经过灯检、贴签,检验合格后,装箱送
入成品库房。
2 . 7 、颗粒剂工艺流程说明
原料和辅料经过粉碎过筛,达到要求的细度后,按配方称取配料。
配制好的物料,根据需要混合制粒、干燥、整粒、总棍后,再颗粒分级,经检验合格,按规定包装,送入成品库房。
2 . 8 、胶囊剂工艺流程说明:
原料和辅料经过粉碎过筛,达到要求的细度后,按配方称取配料。
配制好的物料,根据需要混合制粒、干燥、整粒、总棍后,再充
填胶囊,经检验合格,按规定包装,送入成品库房。
2.9, 露剂工艺流程说明
将原料按处方称量后,加入纯化水进行蒸气蒸馏,收集馏出液,分装灭菌瓶、轧盖,贴签,检验合格后,装箱送入成品库房。
2.10,丸剂工艺流程说明:
原料和辅料经过粉碎、过筛、混匀,达到要求的细度后,按配方称取配料。
配制好的物料,根据需要混合加炼蜜适量、放在蜜丸机制成丸、干燥、经检验合格,按规定包装,送入成品库房。