螺纹量规尺寸
最新GB公制螺纹标准资料
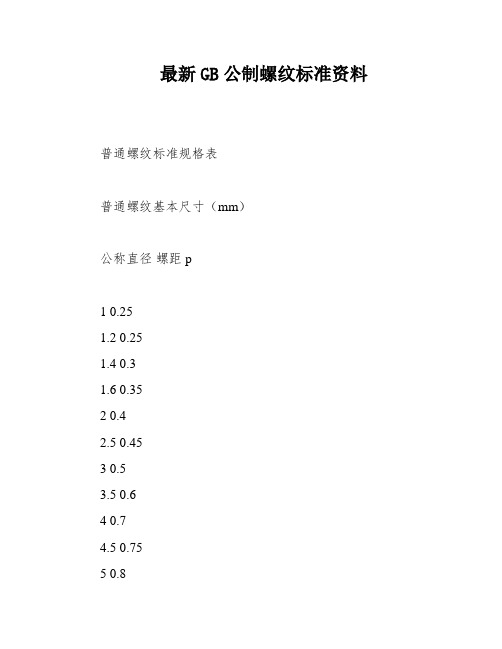
最新GB公制螺纹标准资料普通螺纹标准规格表普通螺纹基本尺寸(mm)公称直径螺距p1 0.251.2 0.251.4 0.31.6 0.352 0.42.5 0.453 0.53.5 0.64 0.74.5 0.755 0.86 18 18 1.25 10 1 10 1.25 10 1.5 12 1.25 12 1.5 12 1.75 14 1.5 14 2 16 1.5 16 2 18 2.5 20 1.5 20 2 20 2.5 22 1.5 22 2.5 24 224 3 27 2 27 3 30 2 30 3.5 33 2 33 3.5 36 3 36 4 39 3 39 4 42 3 42 4.5 45 3 45 4.5 48 3 48 5 52 4 52 5修正后的文章:这是普通螺纹标准规格表,列出了不同公称直径和螺距的基本尺寸(以毫米为单位)。
螺纹是一种常见的连接方式,常用于机械和结构中。
这个规格表可以帮助人们选择适合他们需要的螺纹。
修正后的表格清晰地显示了不同公称直径和螺距的基本尺寸。
这些尺寸可以帮助人们选择正确的螺纹,以确保它们能够正确地连接和承受所需的负载。
使用这个规格表时,人们需要了解他们需要连接的材料和所需的负载。
然后,他们可以查找适合他们需要的螺纹规格。
螺纹规格的选择非常重要,因为错误的规格可能会导致连接的松动或破坏,从而导致机械或结构的故障。
因此,使用这个规格表可以帮助人们选择正确的螺纹规格,以确保他们的连接是牢固和可靠的。
螺纹是指在圆柱或圆锥表面上,沿着螺旋线所形成的具有规定牙型的连续凸起。
根据不同的特征,螺纹可以分为圆柱螺纹和圆锥螺纹,同时也可以按照不同的标准进行分类。
圆柱螺纹分为普通螺纹、美标统一螺纹、非螺纹密封的管螺纹、梯形螺纹和其他螺纹。
普通螺纹是指代号为M,牙形角为60°,基本牙形为平顶的螺纹,其精度等级为内螺纹4~8级,外螺纹3~9级。
美标统一螺纹的代号为UNC、UNF、UNEF、UN、UNS,牙形角也为60°,基本牙形为平顶,精度等级为内螺纹1B~3B,外螺纹1A~3A。
螺纹通止规基本尺寸与校正
用 圆 弧 半 径
犷2
连 接
::})
0.029 0.036 0.043
0.050 0.058 0.065
0.072 0.086 0.1
mm
24
0.007 0.009 0.011
0.012 0.014 0.016
0.018 0.022 0.025
0.75
0.8
1
0.094 0.1 0.125
校止一通 螺纹塞规
检查新的通端螺纹环 截短的外螺纹牙型, 允许与新的通端螺纹环规两端的
T Z 规的单一中径
见图 5
螺纹部分旋合,但旋合4t应不超
过一个螺距
检查使用中通端螺纹 截短的外螺纹牙型, 允许与通端螺纹环规两端的螺纹
TS 环规的单一中径
见图 5
部分旋合,但旋合量应不超过 -
个螺距
Z T 检查新的止端螺纹环 完核的外螺纹牙型, 应与新的止端螺纹环规旋合通过
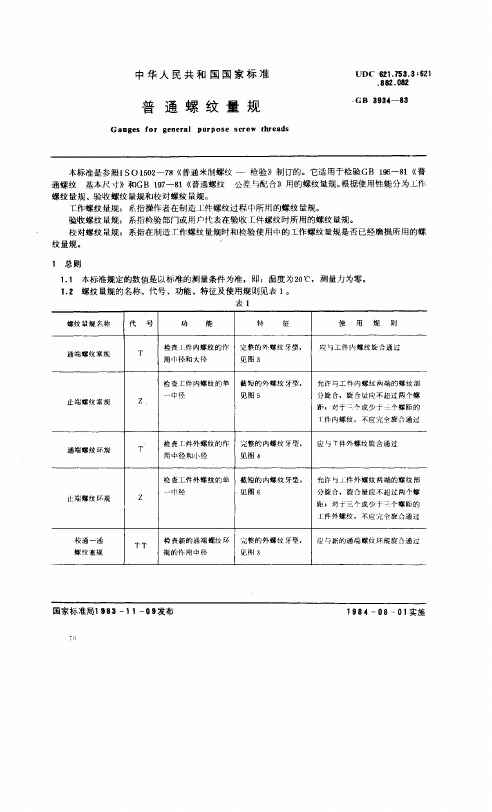
毛作 螺 纹 量规:系指操作者在制造工件螺纹过程中所用的螺纹量规。 验收 螺 纹 最规:系指检验部门或用户代表在验收 工件螺纹时所用的螺纹量规。 校对 螺 纹 量规:系指在制造工作螺纹量规时和检验使用中的工作螺纹量规是否已经磨损所用的螺
纹量规。
1 总则
1.1 本标准规定的数值是以标准的测量条件为准,即:温度为20*C ,测量力为零。 1.2 螺纹量规的名称、代号、功能、特征及使用规则见表 1。
WNG
ZPL
通 端
通 端
止 端
止 端
螺纹环规 螺纹塞规 螺纹 环规 螺纹塞规
24至 50
8
6
6
10
一4
0
10
工作螺纹量规紧密距计算公式和具体尺寸
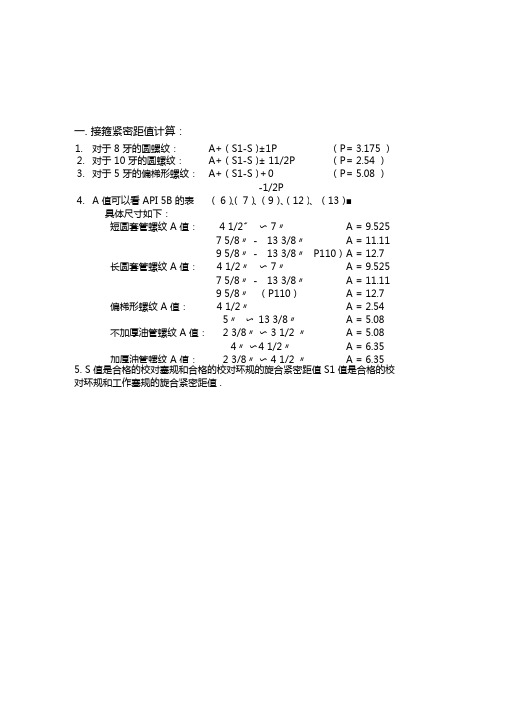
一. 接箍紧密距值计算:1. 对于 8 牙的圆螺纹:A+(S1-S)±1P (P = 3.175 )2. 对于 10 牙的圆螺纹:A+(S1-S)±11/2P (P = 2.54 )3. 对于 5 牙的偏梯形螺纹:A+(S1-S)+0 (P = 5.08 )-1/2P4. A 值可以看 API 5B 的表( 6)、( 7)、(9)、(12)、(13)■具体尺寸如下:短圆套管螺纹 A 值: 4 1/2〞〜 7〃 A = 9.5257 5/8〃- 13 3/8〃 A = 11.119 5/8〃- 13 3/8〃P110)A = 12.7长圆套管螺纹 A 值: 4 1/2〃〜 7〃 A = 9.5257 5/8〃- 13 3/8〃 A = 11.119 5/8〃(P110) A = 12.7偏梯形螺纹 A 值: 4 1/2〃 A = 2.545〃〜13 3/8〃 A = 5.08 不加厚油管螺纹 A 值: 2 3/8〃〜 3 1/2 〃 A = 5.084〃〜4 1/2〃 A = 6.35 加厚油管螺纹 A 值: 2 3/8〃〜 4 1/2 〃 A = 6.35 5. S 值是合格的校对塞规和合格的校对环规的旋合紧密距值 S1 值是合格的校对环规和工作塞规的旋合紧密距值 .接箍紧密距值计算:A值可以看API 5B的表(6)、( 7)、(9)、( 12)、( 13)具体尺寸如下:规和工作塞规的旋合紧密距值.管子紧密距值计算:1. 公式: P1+公差 或 P1+( L1规-L1管)+公差当环规检验长圆螺纹套管时,管子端面伸出环规的小断,其值为: (L 长-L 短)-P1,因为是伸出环规的小端,因此其值前面要加一个负号量,贝U :-〔( L 长-L 短)-P 1〕+公差(但有少数例外)。
2.偏梯形螺纹套管的紧密距值:+03. 圆螺纹套管的紧密距值:(L 长-L 短)(1).短圆螺纹套管的紧密距值:一般 P 值都是为0, 其中: 4 1/2〃P 值为-9.525,除壁厚为5.21的,P 值是0; 5〃X 5.59P 值为 +3.175,其余为 0; 7〃X 5.87 P 值为 +19.05,其余为 0; 8 5/8〃X 6.71 P 值为 +9.525,其余为 0; (2).长圆螺纹套管的紧密距值:一般 P 值都是负值, 其中:4 1/2〃长圆螺纹的紧密距值是:-25.4;5〃长圆螺纹的紧密距值是:-15.875;5 1/2〃长圆螺纹的紧密距值是:-15.875;6 5/8〃长圆螺纹的紧密距值是:-19.05;7〃 长圆螺纹的紧密距值是:-22.225;7 5/8〃长圆螺纹的紧密距值是:-22.225;8 5/8〃长圆螺纹的紧密距值是:-22.225;9 5/8〃长圆螺纹的紧密距值是:-34.925;其计算方法为:上述值+P1值+公差,即为测量管子的值。
螺纹量规使用尺寸手册大全
螺纹量规使用尺寸手册大全本文档是一份全面的螺纹量规使用尺寸手册大全。
螺纹量规是一种常用的测量工具,用于测量和检查螺纹的尺寸和几何特征。
这份手册旨在提供螺纹量规的使用指南和相关尺寸表,帮助用户正确选择和使用螺纹量规。
手册内容包括螺纹量规的基本原理、使用方法和注意事项,以及常见的螺纹类型和尺寸标准。
通过详细的图示和说明,用户可以了解螺纹量规的结构和功能,并研究如何正确读取和解释测量结果。
此外,手册还提供了各种螺纹类型的尺寸表,包括精密内螺纹、精确外螺纹、锥螺纹等,涵盖了不同直径、线数和螺距的螺纹规格。
用户可以根据需要快速查找到所需的螺纹尺寸,为工作提供准确的数据参考。
螺纹量规使用尺寸手册大全》是一本实用的工具书,适用于机械制造、装配和维修领域的专业人士,以及对螺纹尺寸感兴趣的研究者和爱好者。
无论是在生产现场还是实验室研究中,这本手册都将是你的理想助手。
螺纹量规使用尺寸手册大全》是一本详细介绍螺纹量规使用尺寸的所有内容的手册。
以下是手册中包含的主要内容:螺纹量规的基本知识:手册详细介绍了螺纹量规的定义、分类和常用术语,帮助读者全面了解螺纹量规的基本知识。
螺纹量规的使用方法:手册提供了螺纹量规的正确使用方法,包括尺寸测量、调整和校验等方面的技巧和步骤,以帮助读者在实际工作中准确使用螺纹量规。
螺纹量规的尺寸规范:手册列举了各种常见螺纹的尺寸规范,包括内螺纹和外螺纹的不同类别和尺寸,以及与螺纹相关的公差和限制等内容。
读者可以根据手册提供的规范进行螺纹量规的使用和测量。
螺纹量规的维护和保养:手册为读者提供了螺纹量规的维护和保养方法,包括清洁、润滑和存放等方面的技巧和建议,以确保螺纹量规的长期可靠使用。
螺纹量规的常见问题和故障排除:手册总结了螺纹量规使用过程中可能遇到的常见问题和故障,并提供了相应的解决方法和排除步骤,帮助读者快速解决问题并恢复螺纹量规的正常工作状态。
通过阅读《螺纹量规使用尺寸手册大全》,读者可以系统地研究和掌握螺纹量规的使用技术和尺寸规范,提高工作效率,准确测量螺纹尺寸,确保产品质量和安全性。
(完整版)最新GB公制螺纹标准

普通螺纹标准规格表螺纹基本知识一、螺纹的名词术语螺纹:在圆柱或圆锥表面上,沿着螺旋线所形成的具有规定牙型的连续凸起。
圆柱螺纹/圆锥螺纹;外螺纹/内螺纹;右旋螺纹/左旋螺纹。
右旋螺纹:顺时针旋转时选入的螺纹。
左旋螺纹:逆时针旋转时选入的螺纹。
完整螺纹:牙顶和牙底具有完整形状的螺纹。
不完整螺纹:牙底完整而牙顶不完整的螺纹。
螺尾:向光滑表面过渡的牙底不完整的螺纹。
有效螺纹:由完整螺纹和不完整螺纹组成的螺纹,不包括螺尾。
公称直径:代表螺纹尺寸的直径。
大径:外螺纹的顶径、内螺纹的底径。
小径:外螺纹的底径、内螺纹的顶径。
中径:一个假想圆柱或圆锥的直径,该圆柱或圆锥的母线通过牙型上沟槽和凸起宽度相等的地方。
单一中径:牙型上沟槽宽度等于1/2基本螺距的地方。
作用中径:在规定的旋合长度内,恰好包容实际螺纹的一个假想螺纹的中径,这个假想螺纹具有理想的螺距、螺纹半角、及牙型高度,并在牙顶和牙底留有间隙,不与实际螺纹大、小径发生干涉。
牙型角:在螺纹牙型上,两相邻牙侧间的夹角。
螺距:相邻两牙在中径线上对应两点间的轴向距离。
螺纹精度:由螺纹公差带和旋合长度共同组成的衡量螺纹质量的综合指标。
二、.螺纹概述一般将螺纹分为圆柱螺纹和圆锥螺纹。
(一)圆柱螺纹1. 普通螺纹(又称米制或公制螺纹)螺纹代号M,牙形角60°,基本牙形为平顶。
精度等级:内螺纹4~8级,外螺纹3~9级。
2. 美标统一螺纹(又称60°英制螺纹)螺纹代号UNC、UNF、UNEF、UN、UNS,牙形角60°,基本牙形为平顶。
精度等级:内螺纹1B~3B,外螺纹1A~3A。
3. 非螺纹密封的管螺纹(又称圆柱管螺纹)螺纹代号G,牙形角55°,基本牙形为圆顶圆底。
精度等级:内螺纹标准级和D级,外螺纹A、B级。
4. 梯形螺纹螺纹代号Tr,牙形角30°(美标为29°),基本牙形为平顶平底。
精度等级:7~9级,(美标为2G~6G)。
螺纹量规计算公式
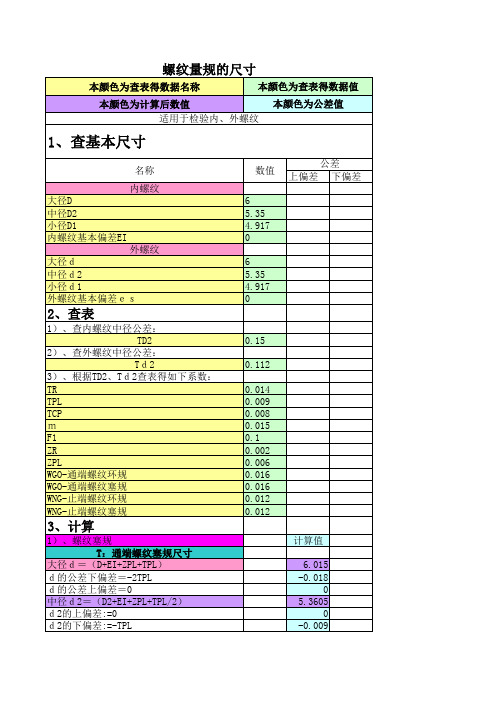
数值
公差 上偏差 下偏差
6 5.35 4.917 0
6 5.35 4.917 0
0.15
0.112
0.014 0.009 0.008 0.015 0.1 0.002 0.006 0.016 0.016 0.012 0.012
计算值
6.015 -0.018
0 5.3605
0 -0.009
中径磨损d2s d2s=D2+EI+ZPL-WGO 小径d1≤D1+EI
-0.009 5.368
0 -0.008
小径≤D1+es-TR/2 Z止端螺纹环规尺寸 大径d≥d+es+TPL 中径d2=d2+es-Td2+TR/2-TR/2 中径上偏差=+TR 中径下偏差=0 小径d1=d2+es-Td2-TR/2-2F1-TR 小径上偏差=+2TR 小径下偏差=0 ZT校止-通螺纹塞规 大径d=d+es+TPL 大径上偏差=0 大径下偏差=-2TPL 中径d2=d2+es-Td2+TR/2-m+TCP/2 中径上偏差=0 中径下偏差=-TCP 小径≤D1+es-Td2-TR/2-m ZZ校止-止螺纹塞规 大径d=d+es-Td2+TPL 大径上偏差=0 大径下偏差=-2TPL 中径d2=d2+es-Td2+TCP/2 中径上偏差=0 中径下偏差=-TCP 小径d1≤D1+es-Td2 ZS校止-损螺纹塞规 大径d=d+es-Td2-TR/2+WNG+TPL 大径上偏差=0 大径下偏差=-2TPL 中径d2=d2+es-Td2-TR/2+WNG+TCP/2 中径上偏差=0 中径下偏差=-TCP 小径d1≤D1+es-Td2
国标螺纹量规

螺纹量规(塞规环规)的国家标准发布人:大型铸铁平台、铸铁平板、机床工作台、地轨生产厂家 admin 发布日期:2009-10-30 10:23:00 点击:2811. 米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角);2. 米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种;2.1. 粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。
2.2. 普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。
3. 米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度;3.1. 常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P):表1 常用米制普通粗牙螺纹的直径/螺距公称直径螺距P 铸铁底孔碳钢底孔外螺纹光杆直径公称直径螺距P 铸铁底孔碳钢底孔外螺纹光杆直径 M5 0.8 4.1 4.2 4.9 M24 3 20.8 21 23.7 M6 1 4.9 5 5.9 M27 3 23.8 24 26.7 M8 1.25 6.6 6.7 7.9 M30 3.5 26.3 26.5 29.6 M10 1.5 8.3 8.5 9.8 M33 3.5 29.3 29.5 32.6 M12 1.75 10.3 10.4 11.8 M36 4 31.7 32 35.5 M14 2 11.7 12 13.7 M42 4.5 37.2 37.5 41.5 M16 2 13.8 14 15.7 M48 5 42.5 43 47.5 M18 2.5 15.3 15.5 17.7 M56 5.5 50 50.5 55.5 M20 2.5 17.3 17.5 19.7 M64 6 57.5 58 63.5 3.2. 米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。
螺纹标准大全

GB/T 193-1981 普通螺纹直径与螺距系列(直径1~600mm);GB/T 196-1981 普通螺纹基本尺寸(直径1~600mm);GB/T 197-1981 普通螺纹公差与配合(直径1~355mm);GB/T 2516-1981 普通螺纹偏差表(直径1~355mm);GB/T 3934-1983 普通螺纹量规(NEQ ISO 1502-78);GB/T 9145-1988 商品紧固件的中等精度普通螺纹极限尺寸(EQV ISO 965/2-80);GB/T 9146-1988 商品紧固件的粗糙级精度普通螺纹极限尺寸;GB/T 10920-1989 普通螺纹量规型式和尺寸(NEQ ISO 3670-79);GB/T 10932-1989 螺纹千分尺(NEQ ΓOCT4380-78);GB/T 15756-1995 普通螺纹极限尺寸(NEQ DIN 13120/27-1983);JB/T 1128-1999 间隙螺纹量规JB/T 3326-1999 量针;JB/T 7384.11-1994 紧固件螺母螺纹垂直规;JB/T 7912-1999 商品紧固件的普通螺纹选用系列(等效ISO 262:1973)(代替GB 9144-1988);JB/T 7981-1999 螺纹样板(代替GB 9055-1988);管螺纹GB/T 1414-1978 管路旋入端用普通螺纹尺寸系列;GB/T 1415-1992 米制锥螺纹(IDT ГOCT 25229-82);GB/T 1581-1979 米制锥螺纹量规;GB/T 7306.1-2000 55°密封管螺纹第1部分: 圆柱内螺纹与圆锥外螺纹(EQV ISO 7-1:1994)GB/T 7306.2-2000 55°密封管螺纹第2部分: 圆锥内螺纹与圆锥外螺纹(EQV ISO 7-1:1994)GB/T 7307-2001 非螺纹密封的管螺纹(EQV ISO 228/1-2000);GB/T 10922-1989 非螺纹密封的管螺纹量规(EQV ISO 228/2-80);GB/T 12716-1991 60°圆锥管螺纹(EQV ANSI B1.20.1-83);JB/T 10031-1999 用螺纹密封的管螺纹量规(参照ISO7/2-82);梯形和锯齿形螺纹GB/T 5796.1-1986 梯形螺纹牙型(EQV ISO 2901-77);GB/T 5796.2-1986 梯形螺纹直径与螺矩系列(EQV ISO 2902-77);GB/T 5796.3-1986 梯形螺纹基本尺寸(EQV ISO 2904-77);GB/T 5796.4-1986 梯形螺纹公差(EQV ISO 2903-77);GB/T 8124-1987 梯形螺纹量规技术条件(NEQ DIN 103-73);GB/T 8125-1987 梯形螺纹量规型式和尺寸(EQV ISO 3670-79);GB/T 12359-1990 梯形螺纹极限尺寸;GB/T 13576.1-1992 锯齿形(3°、30°)螺纹牙型(NEQ DIN 513/1-85);GB/T 13576.2-1992 锯齿形(3°、30°)螺纹直径与螺距系列(NEQ DIN 513/2-85);GB/T 13576.3-1992 锯齿形(3°、30°)螺纹基本尺寸;GB/T 13576.4-1992 锯齿形(3°、30°)螺纹公差(NEQ DIN 513/3-85);小螺纹、过渡和过盈配合螺纹GB/T 1167-1996 过渡配合螺纹;GB/T 1181-1998 过盈配合螺纹;GB/T 15054.1-1994 小螺纹牙型(NEQ ISO/R 1501-70);GB/T 15054.2-1994 小螺纹直径与螺距系列(NEQ ISO/R 1501);GB/T 15054.3-1994 小螺纹基本尺寸(NEQ ISO/R 1501-70);GB/T 15054.4-1994 小螺纹公差(NEQ ISO/R 1501-70);GB/T 15054.5-1994 小螺纹极限尺寸(NEQ ISO/R 1501-70);专用螺纹GB/T 3103.4-1992 紧固件公差耐热用螺纹连接副;GB/T 4749-1993 石油钻杆接头螺纹量规(NEQ API SPEC7(89));GB/T 5280-1985 自攻螺钉用螺纹(IDT ISO 1478-83);GB/T 6482-1994 凿岩用波形螺纹连接钎杆;GB 8335-1998 气瓶专用螺纹;GB/T 8336-1998 气瓶专用螺纹量规;GB/T 9253.1-1999 石油钻杆接头螺纹(NEQ API Spec 7(第39版));GB/T 9253.2-1999 石油天然气工业--套管、油管和管线管螺纹的加工、测量和检验(IDT API Spec 5B:1996的第14版);GB/T 9253.8-1995 石油钻杆螺纹(NEQ ΓOCT 631-75);GB/T 9253.9-1995 石油钻杆螺纹量规(NEQ ΓOCT 631-75);GB 9765-1997 轮胎气门嘴螺纹(NEQ ISO 4570:1977);GB/T 17194-1997 电气导管电气安装用导管的外径和导管与配件的螺纹(EQV IEC 423:1993);GB/T 17449-1998 包装玻璃容器螺纹瓶口尺寸;GB 17464-1998 连接器件连接铜导线用的螺纹型和无螺纹型夹紧件的安全要求(IDT IEC 999:1990);GB/T 18052-2000 套管、油管和管线管螺纹的测量和检验方法(IDT API RP 5B1:1999);JB/T 2001.73-1999 水系统45°锯齿形螺纹牙型与基本尺寸;JB/T2886-1992 机床梯形螺纹丝杆、螺母技术条件(参照BS4185);JB/T 5450-1991 光学仪器用短牙螺纹;JB/T5821-1991 铅酸蓄电池用普通螺纹公差与配合;JB/T6469-1992 汽轮机用倒锥外螺纹;JB/T 7398.3-1994 显微镜物镜螺纹;JB/T8240-1999 光学仪器用目镜螺纹(代替GB10158-1988)(EQV ΓOCT 5359-77);JB/T8249.2-1999 照相机三脚架连接螺纹(非ISO1222:1987) (代替GB 9180-1988);JB/T9313-1999 光学仪器特种细牙螺纹;JB/T9426.7-1999 16mm电影摄影物镜C型螺纹物镜座;GB/T 2350-1980 液压气动系统及元件活塞杆螺纹型式和尺寸系列;GB/T 2878-1993 液压元件螺纹连接油口型式和尺寸(NEQ ISO 6149-1980);GB/T 8606-1988 液压快换接头螺纹连接尺寸及要求;GB/T 10192-1988 磁性氧化物制成的螺纹磁芯的尺寸(IDT IEC 221-66);GB 13140.2-1998 家用和类似用途低压电路用的连接器件第2部分: 作为独立部件的带螺纹型夹紧件的连接器件的特殊要求(IDT IEC 998-2-1:1990);GB/T 14038-1993 气缸气口螺纹(NEQ ISO 7180-1986);GB/T 14171-1993 汽车气制动系管路螺纹孔和管接头外螺纹(NEQ ISO 4039);JB/T 6377-1992 气动气口连接螺纹型式和尺寸;b) 螺纹刀具标准:GB/T 967-1994 螺母丝锥;GB/T 968-1994 丝锥螺纹公差(EQV ISO 2857/DAM1-84);GB/T 969-1994 丝锥技术条件(NEQ ISO 8830-91);GB/T 970.1-1994 圆板牙型式和尺寸(EQV ISO 2568-88);GB/T 970.2-1994 圆板牙技术条件(NEQ ISO 2568-88);GB/T 970.3-1994 圆板牙架型式和互换尺寸(EQV ISO 2568-88);GB/T 971-1994 滚丝轮;GB/T 972-1994 搓丝板;GB/T 3464.1-1994 机用和手用丝锥(EQV ISO 529-75);GB/T 3464.2-1994 长柄机用丝锥(EQV ISO 2283-72);GB/T 3464.3-1994 短柄机用和手用丝锥(NEQ ISO 529-75);GB/T 3466-1983 长柄螺母丝锥;GB/T 3506-1993 螺旋槽丝锥;GB3883.9-1991 手持式电动工具的安全电动攻丝机的专用要求;GB/T 6138.1-1997 攻丝前钻孔用阶梯麻花钻第1部分: 直柄阶梯麻花钻的型式和尺寸(EQV ISO 3439:1975);GB/T 6138.2-1997 攻丝前钻孔用阶梯麻花钻第2部分: 莫氏锥柄阶梯麻花钻的型式和尺寸(EQV ISO 3438:1975);GB/T 6139-1997 阶梯麻花钻技术条件(NEQ ISO/DIS 10899);GB 10878-1999 气瓶锥螺纹丝锥;GB/T 10954-1989 机夹外螺纹车刀;GB/T 10955-1989 机夹内螺纹车刀;JB/T 3411.15-1999 切制螺纹夹头尺寸;JB/T 5217-1991 丝锥寿命的试验方法及其验收条件;JB/T 5611-1991 内容屑丝锥;JB/T 5612-1991 螺尖丝锥;JB/T 7428-1994 挤压丝锥;JB/T 8364.1-1996 60°圆锥管螺纹圆板牙;JB/T 8364.2-1996 60°圆锥管螺纹丝锥;JB/T 8364.3-1996 60°圆锥管螺纹丝锥技术规范;JB/T 8364.4-1996 60°圆锥管螺纹搓丝板;JB/T 8364.5-1996 60°圆锥管螺纹滚丝轮;JB/T 8824.1-1998 统一螺纹丝锥(参照ANSI B94.9-1987);JB/T 8824.2-1998 统一螺纹丝锥螺纹公差(参照ANSI B94.9-1987);JB/T 8824.3-1998 统一螺纹丝锥技术条件;JB/T 8824.4-1998 统一螺纹螺母丝锥;JB/T 8824.5-1998 统一螺纹圆板牙;JB/T 8824.6-1998 统一螺纹搓丝板;JB/T 8824.7-1998 统一螺纹滚丝轮;JB/T 8825.1-1998 惠氏螺纹丝锥(参照ISO 529-1993);JB/T 8825.2-1998 惠氏螺纹丝锥螺纹公差(参照BS 949.2-1979);JB/T 8825.3-1998 惠氏螺纹丝锥技术条件(参照BS 949.2-1979);JB/T 8825.4-1998 惠氏螺纹螺母丝锥;JB/T 8825.5-1998 惠氏螺纹圆板牙(参照BS 1127.1-1990);JB/T 8825.6-1998 惠氏螺纹搓丝板;JB/T 8825.7-1998 惠氏螺纹滚丝轮;JB/T 9987-1999 攻丝前钻孔用麻花钻直径(等效ISO 2306-1972);JB/T 9988.1-1999 高精度梯形螺纹拉削丝锥第1 部分:型式和尺寸;JB/T 9988.2-1999 高精度梯形螺纹拉削丝锥第2 部分:螺纹公差;JB/T 9988.3-1999 高精度梯形螺纹拉削丝锥第3 部分:技术条件;JB/T 9989.1-1999 梯形螺纹丝锥第1 部分:型式和尺寸;JB/T 9989.2-1999 梯形螺纹丝锥第2 部分:螺纹公差;JB/T 9989.3-1999 梯形螺纹丝锥第3 部分:技术条件;JB/T 9994-1999 55°圆柱管螺纹丝锥(非等效ISO 2284-1987);JB/T 9995-1999 55°圆柱管螺纹丝锥螺纹公差(非等效ISO 5969-1979);JB/T 9996-1999 55°圆锥管螺纹丝锥(非等效ISO 2284-1987);JB/T 9997-1999 55°圆柱管螺纹圆板牙(非等效ISO 4231-1987);JB/T 9998-1999 55°圆锥管螺纹圆板牙(非等效ISO 4230-1987);JB/T 9999-1999 55°圆锥管螺纹搓丝板;JB/T 10000-1999 55°圆锥管螺纹滚丝轮(参照ГOCT9539-72);JB/T 10001-1999 六方板牙;JB/T 54881-1999 手用丝锥产品质量分等;JB/T 54882-1999 机用丝锥产品质量分等;JB/T 54883-1999 圆板牙产品质量分等;JB/T 54884-1999 滚丝轮产品质量分等;JB/T 54885-1999 搓丝板产品质量分等;c) 螺纹设备标准:GB/T 6477.8-1986 金属切削机床术语螺纹加工机床;JB/T 1645-1991 自动冷镦、切边、搓丝机技术条件;JB/T 2858.1-1999 螺纹磨床参数;JB/T 2858.2-1999 螺纹磨床系列型谱;JB/T 2858.3-1999 螺纹磨床精度检验;JB/T 2858.4-1999 螺纹磨床技术条件;JB/T 3056-1991 自动搓丝机基本参数;;JB/T 3591-1991 自动搓丝机精度;;JB/T 5201-1991 滚丝机基本参数;JB/T 5201.1-1999 滚丝机动性精度;JB/T 5201.2-1999 滚丝机技术条件;JB/T 5573-1991 螺纹铣床精度;JB/T 6348-1992 攻丝机技术条件;JB/T 6585-1993 立式螺母攻丝机精度;JB/T 6586-1993 卧式螺母攻丝机精度;JB/T 6605-1993 螺纹铣床技术条件;JB/T 7423.1-1994 攻丝机参数;JB/T 7423.2-1994 攻丝机系列型谱;JB/T 8600.1-1997 台式攻丝机精度检验;;JB/T 8602-1997 立式攻丝机精度检验;JB/T 9926.1-1999 内螺纹磨床精度检验;JB/T 9926.2-1999 内螺纹磨床技术;JB/T 9927.1-1999 短螺纹铣床精度检验;JB/T 9927.2-1999 短螺纹铣床技术条件;d) 螺纹配套标准:GB/T 2-1985 紧固件外螺纹零件的末端(EQV ISO 4753-83);GB/T 3-1997 普通螺纹收尾、肩距、退刀槽和倒角(EQV ISO 3508:1976);GB/T 3106-1982 螺栓、螺钉和螺柱的公称长度和普通螺栓的螺纹长度(EQV ISO 888-76);GB/T 4459.1-1995 机械制图螺纹及螺纹紧固件表示法(EQV ISO 6410-1993);GB/T 5267-1985 螺纹紧固件电镀层;GB/T 13682-1992 螺纹紧固件轴向载荷疲劳试验方法(NEQ ISO 3800-77);GB/T 14791-1993 螺纹术语(NEQ ISO 5408-83);GB/T 16823.1-1997 螺纹紧固件应力截面积和承载面积(EQV JIS B1082:1987);GB/T 16823.2-1997 螺纹紧固件紧固通则(EQV JIS B1083-1990);GB/T 16823.3-1997 螺纹紧固件拧紧试验方法(EQV JIS B1084:1987);JB/T 9193-1999 搓(滚)制普通螺纹前的毛坯直径。
螺纹规量具

螺纹规螺纹规标准公制螺纹规,依据DIN13公制螺纹标准英制惠氏螺纹规圆柱管螺纹公制梯形螺纹DIN103球形螺纹DIN405-1,405-2美标螺纹规ANSI B1.1极限螺纹塞规名义直径1-200mm 通/止螺纹环规极限螺纹卡规螺纹校对环规 DIN 2241极限螺纹校对规检测螺纹小径的极限塞规梯形极限螺纹规美制螺纹规惠氏管螺纹DIN 2999标准通/止塞规,可检测公称尺寸在0.5mm-250mm的孔径设计尺寸依据标准DIN2245 / 2246 / 2247 / 2248 / 2249通/止环规适用于公称直径1mm-500mmDIN2250 / 2254标准板形孔径极限量规检测公称直径8mm-500mm的孔径制造精度依据标准DIN7162 / 7164测量表面经过硬化、磨削及研磨处理公称尺寸0.5mm-520mm键槽规用于测量键槽宽度的通、止;槽的中心位置;轴和毂上槽的深度专用于检测轴和毂上槽的平面配合莫氏锥度规公制锥度规,适用于公称尺寸1mm-500mm锯齿量规 DIN5841针规公称直径范围0.1-20mm经过仔细的硬化、时效处理、磨削及超精研磨加工正弦规通/止花键环规符合如下标准: ISO (国际标准) DIN (德国标准) AGMA (美国标准) JIS (日本标准)范围:最大直径500mm 最小直径5mm 最多齿数500 最大节距25.4M 最小节距0.1M 最大齿长150 通/止花键塞规符合如下标准: ISO (国际标准) DIN (德国标准) AGMA (美国标准) JIS (日本标准)范围:最大直径500mm 最小直径5mm 最多齿数500 最大节距25.4M 最小节距0.1M 最大齿长300花键通环规&锥型校准塞规锥型校准塞规上有磨损线,可用于在加工制造过程中检测环规的磨损情况。
全形花键通规检测外花键的最大/最小直径及齿厚螺旋标准齿轮符合如下标准:ISO (国际标准)DIN (德国标准) AGMA (美国标准) JIS(日本标准)范围:最大直径300mm 最小直径6mm 最多齿数550 最大节距25.4M 最小节距0.1M 最大齿长150花键测量仪花键测量仪具有两个相对的测点,可用于检测花键的齿厚或齿槽宽。
螺纹规校准尺寸

量规名称
通规端 止规端 备注:
TPL ZPL
F1
WGO
普通螺纹量规大径、中径的公式
大径
尺寸
偏差
尺寸
D+EI+ZPL
±TPL
D2+EI
D2+EI+TD2+TPL/2+2F1 ±TPL
D2+EI+TD
通端和止端螺纹塞规的中径公差 由通端螺纹塞规中径公差带的中心线到螺纹工件内螺纹中径下偏差之间的 在截短螺纹牙型的轴向剖面内,由中径线和牙侧直线部分顶端之间径向距 F1=0.1P 由通端通端螺纹塞规中径公差带的中心线到其磨损极限之间的距离
5.060 5.160 5.012 5.102 6.624 6.739 6.544 6.644
8.238 8.363 8.172
中径校准规格值mm
Min
1.318 1.372 1.598 1.659 1.626 1.684 1.890 1.956 1.928 1.991 2.172 2.243 2.220 2.286 2.433 2.512 2.502 2.576 2.990 3.076 3.094 3.175 3.650 3.739 3.708 3.795 4.138 4.239 4.310 4.402 5.525 5.641 5.761 5.862 5.834 5.931 7.021 7.148 7.249
81-125um 126-200um 201-315um 316-500um 501-670um
表7 参考JJG 888-1995
0.009 0.011 0.014 0.018 0.022
0.006 0.012 0.016 0.024 0.032
英制螺纹量规标准

英制螺纹量规标准一、螺纹种类和尺寸1. 英制螺纹:以英寸为基本单位,分为粗牙和细牙两种。
2. 螺纹种类:包括直螺纹、锥螺纹、管螺纹等。
3. 螺纹尺寸:包括螺纹直径、螺距、牙高等基本尺寸。
二、螺纹公差和配合1. 英制螺纹公差:根据不同的螺纹种类和应用场合,采用不同的公差等级。
2. 配合性质:包括间隙配合、过渡配合和过盈配合等。
3. 选用原则:根据实际需求选择合适的公差等级和配合性质。
三、螺纹表面粗糙度1. 表面粗糙度参数:包括Ra、Rz等参数,表示螺纹表面的微观不平度。
2. 表面粗糙度对螺纹性能的影响:影响螺纹的密封性能和使用寿命。
3. 表面粗糙度控制方法:采用机械加工、抛光、研磨等方法进行控制。
四、螺纹强度和韧性1. 强度:通过抗拉强度、屈服强度等指标来衡量螺纹的强度性能。
2. 韧性:通过冲击韧性、断裂韧性等指标来衡量螺纹的韧性性能。
3. 强度和韧性的影响因素:材料、热处理、加工工艺等。
五、螺纹材料和热处理1. 材料:常用的螺纹材料包括碳钢、合金钢、不锈钢等。
2. 热处理:为了提高材料的机械性能,常采用淬火、回火等热处理工艺。
3. 材料和热处理对性能的影响:影响螺纹的强度、韧性、耐磨性等性能。
六、螺纹耐磨性和耐腐蚀性1. 耐磨性:通过磨损量、磨损速度等指标来衡量螺纹的耐磨性能。
2. 耐腐蚀性:通过耐腐蚀试验、耐腐蚀等级等指标来衡量螺纹的耐腐蚀性能。
3. 提高耐磨性和耐腐蚀性的措施:采用高硬度材料、表面涂层处理等方法。
七、螺纹清洁度和环境要求1. 清洁度:保证螺纹表面和连接部位的清洁,防止杂质进入导致密封性能下降或损坏。
2. 环境要求:对于特殊应用场合,如高温、低温、高压等环境,需要满足相应的环境要求。
3. 清洁度和环境要求的控制方法:采用防尘盖、保护套等防护措施,以及在安装前进行严格的清洗和检查。
八、螺纹试验方法和检验标准1. 试验方法:根据不同的性能要求,采用相应的试验方法来检测螺纹的性能指标。
英制管螺纹量规手册

英制管螺纹量规手册一、螺纹基础知识1.1 螺纹的定义螺纹是一种在圆柱或圆锥表面上,通过旋转成型的方法形成的凸起和凹槽的连续结构。
它通常用于连接和紧固零件,以及传递动力和流体。
1.2 螺纹的种类根据不同的分类方法,螺纹可分为多种类型。
其中,英制管螺纹是常用的一种。
英制管螺纹是一种以英寸为单位的螺纹,广泛用于管道和气瓶等设备的连接和密封。
二、螺纹量规标准2.1 螺纹量规的定义螺纹量规是一种用于检测和测量螺纹尺寸的工具。
它通常由一组具有不同直径和螺距的圆柱体组成,用于检测不同规格的螺纹。
2.2 英制管螺纹量规标准英制管螺纹量规的标准包括UNC、UNF和UNEF等系列。
其中,UNC系列用于一般用途,UNF系列用于细牙螺纹,UNEF系列用于超细牙螺纹。
三、螺纹测量方法3.1 使用螺纹量规测量使用螺纹量规可以直接测量螺纹的直径、螺距和牙形角等参数。
具体方法是将量规与被测螺纹进行比较,检查量规上的标记是否与被测螺纹相符合。
3.2 使用千分尺测量使用千分尺可以测量螺纹的单侧直径和螺距等参数。
具体方法是将千分尺的测量头与被测螺纹进行接触,调整千分尺的刻度,然后读取测量结果。
四、螺纹故障排除4.1 螺纹松动或过紧的排除方法如果螺纹松动或过紧,可以调整螺栓或螺母的拧紧力矩。
如果拧紧力矩过小,可以增加拧紧力矩;如果拧紧力矩过大,可以减小拧紧力矩。
4.2 螺纹磨损或损伤的排除方法如果螺纹磨损或损伤,可以采取以下措施之一:更换新的螺栓或螺母;使用丝锥进行修整;使用特殊的磨损补偿垫片。
五、螺纹加工技巧5.1 攻丝技巧攻丝是一种将金属材料切削成螺纹的操作。
攻丝时需要注意以下几点:选择合适的丝锥类型和规格;确定攻丝的深度和速度;保持冷却液的清洁和充足供应。
5.2 车削技巧车削是一种将金属材料切削成圆柱形表面的操作。
车削时需要注意以下几点:选择合适的刀具类型和规格;确定车削的速度和进给量;保持冷却液的清洁和充足供应。
六、螺纹质量检测6.1 外观检测法外观检测法是一种通过观察螺纹表面质量来检测螺纹质量的方法。
55度锥管螺纹量规尺寸
55度锥管螺纹量规尺寸55度锥管螺纹是一种常见的螺纹类型,在机械加工中被广泛应用。
它具有一系列规范尺寸,正确理解和应用这些尺寸对于确保螺纹连接的密封性和稳定性非常重要。
本文将介绍55度锥管螺纹的尺寸规格,并提供一些相关的指导意义,以帮助读者更好地理解和使用这种螺纹。
首先,55度锥管螺纹的尺寸规格主要包括螺纹直径、螺距和螺纹长短。
螺纹直径指的是螺纹的外径或内径,而螺距则表示螺纹的单位长度内的螺纹数量。
螺纹的长短取决于连接的需求,可以根据具体情况进行调整。
在实际加工中,正确选择和应用55度锥管螺纹的尺寸非常重要。
首先,螺纹直径的选择应根据连接件的尺寸和承受的载荷来决定。
较大直径的螺纹可以提供更稳定的连接,但也增加了材料的使用量和成本。
相反,较小直径的螺纹可以节省材料和成本,但可能会牺牲连接的稳定性。
其次,螺距的选择也是很关键的。
较大的螺距可以提供更快速的拧紧速度,但也可能导致连接的强度较低。
相反,较小的螺距可以提供更高的连接强度,但需要更长的时间进行拧紧。
因此,在选择螺距时,需要根据具体应用的需求进行权衡和考虑。
螺纹的长短也是一个需要注意的因素。
如果螺纹过长,可能会导致连接不紧密或者松动。
相反,如果螺纹过短,可能会使连接件无法完全拧紧,从而影响连接的稳定性。
因此,在设计和加工中,需要根据具体要求,确保螺纹的长度合适。
除了上述尺寸规格之外,还有一些重要的附加要求需要考虑。
例如,55度锥管螺纹的表面粗糙度需要控制在一定范围内,以确保螺纹的密封性。
此外,螺纹的设计和加工过程中,还需要注意螺纹的横截面形状和角度,以便确保螺纹的可靠连接。
总之,55度锥管螺纹的尺寸规格对于螺纹连接的质量和可靠性至关重要。
正确选择和应用这些尺寸可以确保螺纹连接的密封性和稳定性。
同时,设计和加工过程中还需要注意其他附加要求,以提高螺纹连接的质量和效果。
通过深入了解和应用55度锥管螺纹的尺寸规格,我们可以更好地掌握螺纹连接技术,提高机械加工的效果和质量。
螺纹对照参数表格

螺纹对照参数表格:下面是美标统一螺纹量规的标注方法和使用方法一、美标统一螺纹量规的标注方法:在美标中一般螺纹是这样标注0.25–20UNC–2A以前又为1/4–20UNC–2A①②③④①--公称直径(现在多以小数表示基本大径,单位:inch)②--每英寸牙数(即螺距)③--螺纹系列代号④--螺纹等级代号注:①的数值小于1/4in的小直径系列为公称直径代号,不是公称直径的英寸值,用0,1,2,3,4,5,6,8,10,12十个号码,来表示。
代号为0,1,2,3,4,5,6,8,10,12的螺纹大径(in)分别为:0.060,0.073,0.086,0.099,0.112,0.125,0.138,0.164,0.190,0.216;二、美标螺纹统一量规代号:(螺纹牙型角60度)ThreadofAmericanstandard(Threadpitchshapeangle 60°UNC----统一制粗牙螺纹(代替NC)Unifiedcoarsepitchthread(InsteadofNC)UNF----统一制细牙螺纹(代替NF)Unifiedfinepitchthread(InsteadofNF)UNEF----统一制超细牙螺纹UnifiedsuperfinepitchthreadUN-----统一制不变螺距螺纹UnifiedthreadUNS----统一制特殊螺纹UnifiedSpecialthreadNPT----一般用途锥管螺纹(旧代号Z;K)Taperpipethreadforgeneralpurpose(Oldthreadcode Z,K)NPSC----管接头直管内螺纹InternalstraightpipethreadforconnectionNPSM----设备上自由配合,机械连接用直管螺纹StraightpipethreadforgeneralpurposeNPTF----干密封锥管螺纹DrysealtaperpipethreadNPSF----干密封燃油直管螺纹DrysealstraightpipeinternalthreadNGT----气瓶用锥螺纹Specialthreadforgascylinder螺纹代号说明示例:1/4-20UNC1/4-公称直径1/420-每寸20牙UNC-美标统一制粗牙螺纹再举个例子1-14UNS-2B1表示:公称直径,即螺纹的大径尺寸,也可以用分数值、螺纹号码或等值小数表示。
螺纹塞规公差及尺寸表
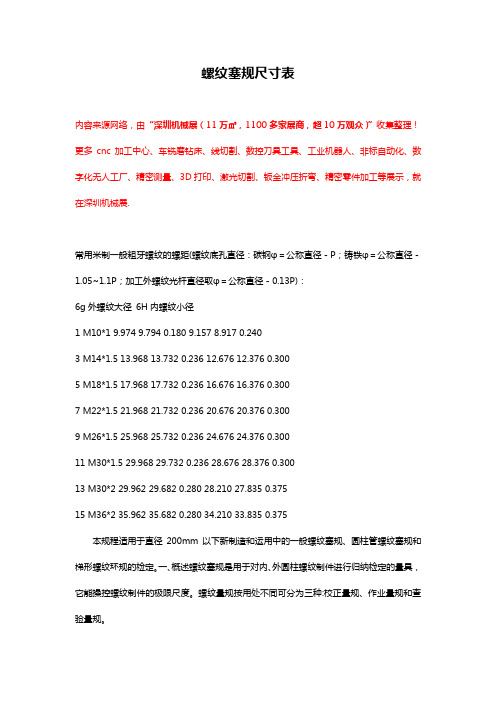
螺纹塞规尺寸表内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.常用米制一般粗牙螺纹的螺距(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P):6g外螺纹大径6H内螺纹小径1 M10*1 9.974 9.794 0.180 9.157 8.917 0.2403 M14*1.5 13.968 13.732 0.236 12.676 12.376 0.3005 M18*1.5 17.968 17.732 0.236 16.676 16.376 0.3007 M22*1.5 21.968 21.732 0.236 20.676 20.376 0.3009 M26*1.5 25.968 25.732 0.236 24.676 24.376 0.30011 M30*1.5 29.968 29.732 0.236 28.676 28.376 0.30013 M30*2 29.962 29.682 0.280 28.210 27.835 0.37515 M36*2 35.962 35.682 0.280 34.210 33.835 0.375本规程适用于直径200mm以下新制造和运用中的一般螺纹塞规、圆柱管螺纹塞规和梯形螺纹环规的检定。
一、概述螺纹塞规是用于对内、外圆柱螺纹制件进行归纳检定的量具,它能操控螺纹制件的极限尺度。
螺纹量规按用处不同可分为三种:校正量规、作业量规和查验量规。
一般螺纹塞规一般每个公称尺度都是两个为一组。
一个是止规,一个是通规,别离约束了螺纹的尺度上限与下限.假如被测螺纹可以与螺纹通规旋合经过,且与螺纹止规不完全旋合经过(螺纹止规只允许与被测螺纹两段旋合,旋合量不得超越两个螺距),就标明被测螺纹的作用中径没有超越其最大实体牙型的中径,且单一中径没有超出其最小实体牙型的中径,那么就可以确保旋合性和衔接强度,则被测螺纹中径合格。
螺纹量规尺寸标准对照表【免下载】
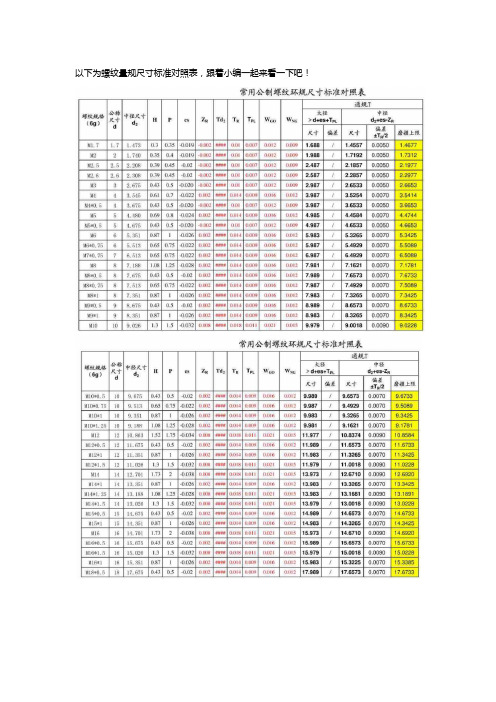
以下为螺纹量规尺寸标准对照表,跟着小编一起来看一下吧!扩展资料:螺纹量规定义:螺纹量规是测量内螺纹尺寸的正确性的工具。
螺纹量规有环规和塞规,环规检测外螺纹尺寸,塞规检测内螺纹尺寸。
不论是环规或是塞规都有检测最大极限尺寸和最小极限尺寸的检验量具构成。
螺纹塞规用于综合检验内螺纹,螺纹环规用于综合检验外螺纹。
螺纹量规是测量内螺纹尺寸的正确性的工具。
螺纹量规的种类繁多,从形状上可分为普通粗牙、细牙和管子螺纹三种。
螺距为0.35毫米或更小的,2级精度及高于2级精度的和螺距为0.8毫米或更小的3级精度的塞规都没有止端测头。
100毫米以下的为锥柄螺纹量规。
100毫米以上的为双柄螺纹量规。
螺纹规使用说明:1、通规使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测螺纹公差等级及偏差代号与环规标识的公差等级、偏差代号相同(如M24*1.5-6h与M24*1.5-5g两种环规外形相同,其螺纹公差带不相同,错用后将产生批量不合格品)。
2、止规使用时:应注意被测螺纹公差等级及偏差代号与环规标识公差等级、偏差代号相同检验测量过程:首先要清理干净被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指转动环规,旋入螺纹长度在2个螺距之内为合格,否则判为不合格品。
3、维护与保养量具(环规)使用完毕后,应及时清理干净测量部位附着物,存放在规定的量具盒内。
生产现场在用量具应摆放在工艺定置位置,轻拿轻放,以防止磕碰而损坏测量表面。
严禁将量具作为切削工具强制旋入螺纹,避免造成早期磨损。
可调节螺纹环规严禁非计量工作人员随意调整,确保量具的准确性。
环规长时间不用,应交计量管理部门妥善保管。
4、注意事项在用量具应在每个工作日用校对塞规计量一次。
经校对塞规计量超差或者达到计量器具周检期的环规,由计量管理人员收回作相应的处理措施。
可调节螺纹环规经调整后,测量部位会产生失圆,此现象由计量修复人员经螺纹磨削加工后再次计量鉴定,各尺寸合格后方可投入使用。
螺纹量规的基本知识及各种螺纹的计算公式
螺纹量规的基本知识及各种螺纹的计算公式一、螺纹量规的基本知识螺纹量规是检验螺纹是否符合规定的量规。
螺纹塞规用于检验内螺纹,螺纹环规用于检验外螺纹。
螺纹是一种重要的、常用的结构要素。
螺纹主要用于结构联结、密封联结、传动、读数和承载等场合。
从一般使用条件到恶劣条件(高温、高压、严重腐蚀),从粗糙级别到很静谧,总之应用广泛。
1. 普通螺纹(又称美制螺纹或公制螺纹)M2. 美标统一螺纹它又UNC,UNF,UNEF,UN,UNS系列3. 非螺纹密封的管螺纹(旧标称圆柱管螺纹)4. 梯形螺纹5. 其他螺纹NPSM-美国标准机械联结用直管螺纹:这些内外螺纹用于内部无压力的自由机械联结,产品有直管通止环塞规检验。
NPSL-美国标准锁紧螺母用直管螺纹:这些内外螺纹用于防送螺纹的机械配合。
NH-美国标准消防栓螺纹:这些内外螺纹用于消防栓、花园水龙、化工及升降机等。
NPSH-美国标准软管联结用螺纹:这些内外螺纹用于蒸气、空气、水及其他标准管接螺纹连接的地方。
NPSC-美国标准管接用直管螺纹:管接头与内直管螺纹牙形相同,当其外锥螺纹NPT进行密封填料的装配时经扳手旋紧,通常均能构成密封联结,多用于低压管路系统。
NPSF-美国标准油路干密封螺纹:这些内螺纹用于软材料或球墨铸铁件上不用密封与NPTF外螺纹装配。
NPSI-美国标准干密封中间螺纹:这些内螺纹用于硬材质或脆性材质与PTF-SAE短外螺纹的装配,但也可以用于NPTF外螺纹全长度装配。
-二、气瓶专用锥度量规气瓶专用锥度螺纹用于各类钢瓶(如氧气瓶、煤气罐、乙炔气瓶等)瓶体与阀门的连接。
螺纹连接的锁紧与密封的可靠程度是生产和使用过程中,保证安全的主要因素。
可供PZ19.2PZ19.8PZ27.8PZ39锥度螺纹环规、塞规、丝锥三、米制梯形螺纹Tr梯形螺纹主要用于传动(进给和升降)和位置调整装置中,在机械行业有着广泛的使用。
一般用途米制梯形螺纹的公差采用了米制普通螺纹的公差制,对螺纹的导程(螺距)和亚测角等单项参数没有规定单独的公差值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺纹量规尺寸
螺纹量规是测量内螺纹尺寸的正确性的工具。
螺纹量规有环规和塞规,环规检测外螺纹尺寸,塞规检测内螺纹尺寸。
不论是环规或是塞规都有检测大极限尺寸和小极限尺寸的检验量具构成。
螺纹塞规用于综合检验内螺纹,螺纹环规用于综合检验外螺纹。
螺纹量规是测量内螺纹尺寸的正确性的工具。
螺纹量规的种类繁多,从形状上可分为普通粗牙、细牙和管子螺纹三种。
螺距为0.35毫米或更小的,2级精度及高于2级精度的和螺距为0.8毫米或更小的3级精度的塞规都没有止端测头。
100毫米以下的为锥柄螺纹量规。
100毫米以上的为双柄螺纹量规。
精密量仪测量工具传感器游标卡尺
南京茂肯机电设备有限公司是马尔长期合作伙伴。
南京茂肯机电设备有限公司是一家集科工贸一体的系统集成供应商。
主要经销轴承、电机电器、电线电缆、阀门水泵、仪器仪表、机械、五金工具、起重机械及配件、金属材料、橡塑制品、办公用品、劳保用品。
经销产品广泛用于电力、化工、汽车制造、机床设备、印刷机械、冶金等行业。
茂肯机电设备致力于企业的产品推广销售,为企业提供服务。
公司始终以“诚信、创新、共赢”的经营理念,依托优良的产品品质和产品价格竞争力,
精密量仪测量工具传感器游标卡尺
为客户提供良好的售前、售后服务,提供轴承、导轨滑块、电机电器、电线电缆、阀门水泵、仪器仪表等机电设备产品一站式自动化解决方案。
精密量仪测量工具传感器游标卡尺。