自动焊锡机器人操作说明书最新版
自动焊锡机设备操作说明书
第1页共2页
设备名称
自动焊锡机
设备功能
镀锡
文件编号
设备型号
无
厂商
大正
版次
B2
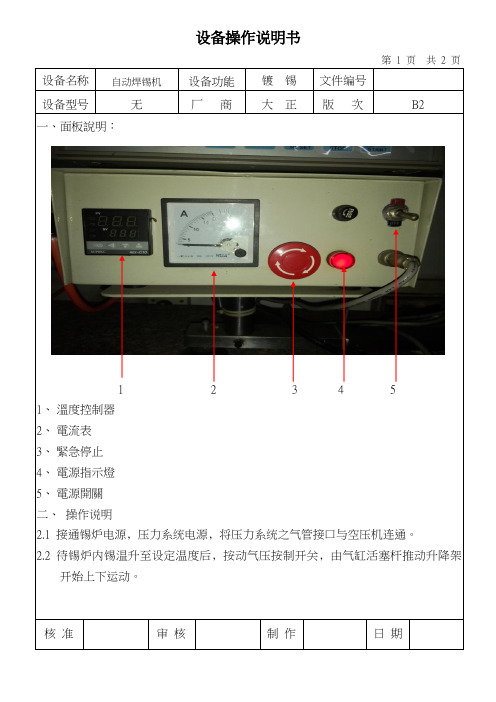
一、面板說明:
1 2 3 4 5
1、溫度控制器
2、電流表
3、緊急停止
4、電源指示燈
5、電源開關
二、操作说明
2.1接通锡炉电源﹐压力系统电源﹐将压力系统之气管接口与空压机连通。
2.2待锡炉内锡温升至设定温度后﹐按动气压按制开关﹐由气缸活塞杆推动升降架开始上下运动。
2.6气压规格0.45Mpa~0.68Mpa
三、注意﹕
3.1锡炉的锡未达到规定温度前﹐禁止触动气压控制开关。
3.2禁止按住气压控制开关不放松。
3.3浸锡时间经调整好后﹐禁止旋动时间控制旋钮。
3.4若有异常﹐按下急停停止作业﹐通知有关人员处理。
核准
审核
制作
日期
核准审核制作ຫໍສະໝຸດ 日期设备操作说明书
第2页共2页
设备名称
自动焊锡机
设备功能
镀锡
文件编号
设备型号
无
厂商
大正
版次
B2
2.3调整时间控制旋钮﹐设定所需温度。
2.4调整高度定位螺丝﹐选择合适高度﹐使产品端子正好接触锡面。
2.5将产品端子浸触助焊剂后﹐插入自动焊锡机的卡座内﹐按动气压控制开关﹐产品随升降架浸入锡炉﹐停顿规定时间以后﹐自动升起﹐抽回产品﹐完成一个作业过程。
最新自 动 焊 锡 机 操 作 手 册说课讲解

自动焊锡机使用操作手册操作前请仔细阅读本操作手册(以免因操作失误给机器与个人带来的损害)警告●本机器所使用的电源电压为220V,50~60Hz ,触摸电源会产生致命事故●本机器应放置在室内使用。
●由于存在烫伤的危险,所以更换烙铁头或调机时,应关闭加温电源,待其冷却至室温,再更换烙铁头或调机。
●高温危险,切勿触及烙铁头与附近的金属部份。
●切勿以敲击烙铁头方式来清除焊接残余,此举可能严重震损发热芯与降低定位精度。
●焊接时烙铁头冒烟,工场应有良好的通风设施。
●使用烙铁时,不可作任何可能伤害身体或损坏物体的妄动。
本机器为全自动焊锡机,焊接简单容易。
结合人机界面触摸操作显示屏更使的操作简单;采用气动代替手工速度快且安全可靠。
夹具配有强力磁铁可使得定位准确且可靠;送锡丝采用步进电机驱动,出锡精确且可灵活控制。
送锡速度、时间、回锡量均可调节,工作效率显著提高。
组合结构优化,无须另配焊台,铬铁头更换快捷方便,所配烙铁发热体为日本进口陶瓷发热体,升温快且稳定,安全可靠。
1.规格:发热体工作电压24V烙铁温度200℃~480℃温度稳定±2℃烙铁头漏电压 <2mV对地电阻 <2Ω电机步进电机/直流变速电机出锡速度约2.7mm/s~27mm/s(36º/s~360º/S)出锡量0~150mm锡线直径0.5、0.6、0.8、1.0、1.2、1.4、1.6(mm)2.特点:✧烙铁发热体采用日本进口陶瓷发热体,RTD传感器控温,升温速度极快且温度稳定,加热电压24V。
✧防静电设计,能避免敏感电子零件因静电而受损坏。
✧全自动与手动送锡模式可供选择。
4. 烙铁头的使用与保养;a;选择适当的温度,过高的温度会减弱烙铁头的功能、加快其氧化,相对缩短使用寿命。
在能够工作的情况下,尽量使用较低的温度,较低的温度也可以充分焊接,且可分保护对于温度敏感之元件。
一般建议使用温度350~380度。
1.5mm以下小焊点350~360度,2.5mm以上大焊点370~380度B;烙铁头第一次使用时,务必先将烙铁头温度调至220度,让烙铁头的上锡部位充分吃锡,最好是浸泡在锡堆里5分钟,然后在清洁海绵上擦拭干净,并把烙铁温度再次调至300度,重复上述程序,最后把烙铁温度调至所需使用温度进行使用。
自动焊锡机操作手册
自动焊锡机使用操作手册操作前请仔细阅读本操作手册(以免因操作失误给机器与个人带来的损害)警告本机器所使用的电源电压为220V,50~60Hz ,触摸电源会产生致命事故本机器应放置在室内使用。
由于存在烫伤的危险,所以更换烙铁头或调机时,应关闭加温电源,待其冷却至室温,再更换烙铁头或调机。
高温危险,切勿触及烙铁头与附近的金属部份。
切勿以敲击烙铁头方式来清除焊接残余,此举可能严重震损发热芯与降低定位精度。
焊接时烙铁头冒烟,工场应有良好的通风设施。
使用烙铁时,不可作任何可能伤害身体或损坏物体的妄动。
一、概述本机器为全自动焊锡机,焊接简单容易。
结合人机界面触摸操作显示屏更使的操作简单;采用气动代替手工速度快且安全可靠。
夹具配有强力磁铁可使得定位准确且可靠;送锡丝采用步进电机驱动,出锡精确且可灵活控制。
送锡速度、时间、回锡量均可调节,工作效率显著提高。
组合结构优化,无须另配焊台,铬铁头更换快捷方便,所配烙铁发热体为日本进口陶瓷发热体,升温快且稳定,安全可靠。
二单套焊台与发热体1.规格:发热体工作电压 24V烙铁温度 200℃~480℃温度稳定±2℃烙铁头漏电压 <2mV对地电阻 <2Ω电机步进电机/直流变速电机出锡速度约2.7mm/s~27mm/s(36º/s~360º/S)出锡量 0~150mm锡线直径、、、、、、(mm)2.特点:烙铁发热体采用日本进口陶瓷发热体,RTD传感器控温,升温速度极快且温度稳定,加热电压24V。
防静电设计,能避免敏感电子零件因静电而受损坏。
全自动与手动送锡模式可供选择。
4. 烙铁头的使用与保养;a;选择适当的温度,过高的温度会减弱烙铁头的功能、加快其氧化,相对缩短使用寿命。
在能够工作的情况下,尽量使用较低的温度,较低的温度也可以充分焊接,且可分保护对于温度敏感之元件。
一般建议使用温度350~380度。
1.5mm以下小焊点350~360度,2.5mm以上大焊点370~380度B;烙铁头第一次使用时,务必先将烙铁头温度调至220度,让烙铁头的上锡部位充分吃锡,最好是浸泡在锡堆里5分钟,然后在清洁海绵上擦拭干净,并把烙铁温度再次调至300度,重复上述程序,最后把烙铁温度调至所需使用温度进行使用。
自动焊锡机简介和使用说明书
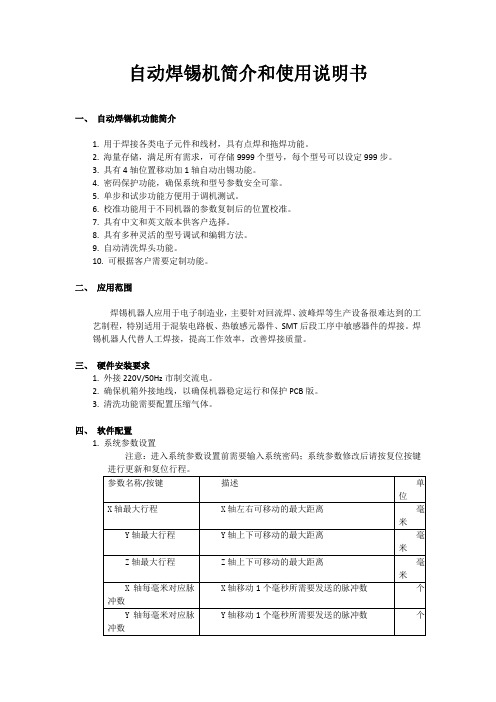
自动焊锡机简介和使用说明书一、自动焊锡机功能简介1. 用于焊接各类电子元件和线材,具有点焊和拖焊功能。
2. 海量存储,满足所有需求,可存储9999个型号,每个型号可以设定999步。
3. 具有4轴位置移动加1轴自动出锡功能。
4. 密码保护功能,确保系统和型号参数安全可靠。
5. 单步和试步功能方便用于调机测试。
6. 校准功能用于不同机器的参数复制后的位置校准。
7. 具有中文和英文版本供客户选择。
8. 具有多种灵活的型号调试和编辑方法。
9. 自动清洗焊头功能。
10. 可根据客户需要定制功能。
二、应用范围焊锡机器人应用于电子制造业,主要针对回流焊、波峰焊等生产设备很难达到的工艺制程,特别适用于混装电路板、热敏感元器件、SMT后段工序中敏感器件的焊接。
焊锡机器人代替人工焊接,提高工作效率,改善焊接质量。
三、硬件安装要求1. 外接220V/50Hz市制交流电。
2. 确保机箱外接地线,以确保机器稳定运行和保护PCB版。
3. 清洗功能需要配置压缩气体。
四、软件配置1. 系统参数设置注意:进入系统参数设置前需要输入系统密码;系统参数修改后请按复位按键2. 型号参数设置4. 厂家参数设置五、操作例子1. 系统参数设置在主界面点击”系统参数设置”按键。
屏幕显示虚拟键盘要求输入系统密码。
输入正确后进入系统参数设置界面。
查看并确认需要修改系统参数后,点击参数数字框。
点击参数数字框后,系统显示虚拟键盘和需要设置的参数值。
修改完毕保存并退出虚拟键盘。
修改完成所有参数后,按”保存”按键将参数存入U盘。
最后按”复位”按键应用系统参数(注意:没有执行该步骤会造成系统混乱或损坏电机)。
2. 型号参数设置在主界面点击”型号参数设置”按键。
屏幕显示虚拟键盘要求输入型号密码。
输入正确后进入型号参数设置界面。
通过遥控器控制XYZR各轴移动到合适的坐标位置定位结束后,按”存XX坐标”保存各点坐标点击参数数字框后,系统显示虚拟键盘和需要设置的参数值。
全自动焊锡机操作规程
全自动焊锡机操作规程
1、安全事项
(1)使用前要先安装设备,电压必须符合安全规定;
(2)检查机器的电源线、连接线、静电棒等是否损坏,有无漏电现象;
(3)使用前,要检查设备外表的有无拆开过的痕迹,以确定设备未经拆动;
(4)调整焊锡机的焊接电压前,首先要检查机器是否有故障,要避免端子引起的火花冲击;
(5)定期检查焊锡机的各种部件,尤其是热料的焊锡和金属的机械结构;
(6)维护时,要检查锡料、金属机械结构等,确保工作的安全性。
2、操作步骤
(1)先检查电源,然后将设备放置在平稳的地面上,连接上电源;
(2)拆开锡料包装,然后放置在装有锡料的盒子中;
(3)将锡料装到焊锡机中;
(4)调节焊锡机参数,包括焊接电压、温度、焊接频率等;
(5)操作前,点击“开始”按钮,焊锡机开始工作;
(6)操作员在安全范围内,使用手动操作手柄,将焊接件布置到右端的焊接台上;
(7)焊锡机中的焊料将定位到所需焊接位置;
(8)焊接时必须采用双方向焊接,以确保焊点的质量;(9)焊接完成后,操作员可以控制焊锡机进入下一次焊接;。
电子自动焊锡机作业指导书

自动焊锡机使用说明书警告本机器包含运动、电气和高温部件,应遵守安全事项,以免发生事故。
本说明书中,指出了预防事故发生的注意事项和产品的使用方法,请仔细阅读本说明书,安全使用本机器。
阅读后,请将此说明书妥善保管!安全事项1、仅支持使用指定规格的电压(见“1.1对使用环境的要求”)。
2、电路必须可靠接地,否则有可能导致损坏机器,危及人员安全。
3、机器人的使用环境为:温度0℃~40℃,相对湿度10%~90%。
4、烙铁头未完全冷却时,请不要试图去接触它。
5、请小心搬动机器!如果机器跌落或遭遇大的振动或冲击,将会导致机器故障。
6、机器如果很长时间不使用,请关闭电源,并拨除电源线。
7、如果机器有故障,请立即关闭电源,并联系您的分销商或制造商。
8、更多安全注意事项,参见“1.2使用中的安全注意事项”)。
免责声明1、由于误操作、意外事故、使用于非许可环境条件下或诸如地震、火灾等不可抗拒的自然灾害而引起的损坏。
2、因进行本说明书未提及过的操作而造成的损坏。
3、由于与其它设备非法联接而造成的损坏。
4、因未经本公司书面许可而擅自进行的更改或修改而导致的损坏。
但客户可以使用必需的工具来调节或更换烙铁头,并可通过焊接控制器进行任何必需的调节。
本说明书所涉及到的全部文字和图片,深圳市欣力通科技有限公司拥有版权,受法律保护。
目录:安全篇1.1、对使用环境的要求 (4)1.2、使用中的安全注意事项 (4)1.3、运输中的安全注意事项 (5)认识篇2.1、机器人结构及参数介绍 (5)2.2、示教控制器介绍 (10)2.3、送锡器介绍 (15)2.4、烙铁组介绍 (16)应用篇3.1、发热芯的安装 (16)3.2、焊锡丝及送锡管的安装 (17)3.3、使用前的注意事项 (20)3.4、系统参数的设置 (20)3.5、示教控制器上部分按键应用说明 (22)3.6、点焊程序的编写 (23)3.7、拉焊程序的编写 (24)3.8、人工输入模式下焊锡程序的编写 (24)3.9、焊锡参数设置步骤 (25)3.10机器在实际应用中的注意事项 (25)3.11、机器日常操作使用流程 (26)维护篇4.1、常见故障的排除方法 (28)4.2、日常维护 (29)公司联系方式 (31)安全篇1.1、对使用环境的要求适宜的工作环境,可提高工作效率,延长焊锡机器人的使用寿命。
机器人电焊机操作方法
机器人电焊机操作方法嘿,朋友们,今儿咱们来聊聊那机器人电焊机的操作大法,保证让你一听就懂,一学就会,跟玩儿似的!首先啊,咱们得给这位“钢铁侠”穿上衣服——那就是焊枪和焊材。
你得确保它们俩是最佳拍档,焊枪得干净利索,焊材得新鲜出炉,这样才能擦出爱的火花嘛!一、开机预热,咱们得慢慢来1.1 轻轻按下那绿色的“启动”键,就像给老朋友一个温暖的拥抱。
别急,机器人电焊机也得有个热身的过程,它得缓缓睁开眼,瞅瞅这世界。
1.2 这时候,屏幕上的小灯开始闪烁,就像夜空中最亮的星,告诉你:“嘿,我醒啦!”这时候,你可以给它调调参数,比如电流大小、焊接速度,让它知道你的需求。
二、编程设定,让机器人懂你心2.1 编程这事儿,听起来高大上,其实就像教小孩画画一样简单。
你只需在触摸屏上点点画画,告诉机器人:“这里要这样焊,那里要那样走。
”它聪明着呢,一学就会。
2.2 举个例子,你想焊个“一”字型的焊缝,就画条直线;想焊个“之”字型的,就画个波浪线。
机器人一看就懂,立马执行得漂漂亮亮。
2.3 别忘了检查一遍程序,确保没有遗漏或错误。
毕竟,咱们可是要追求完美的焊接效果嘛!三、实战操作,见证奇迹的时刻3.1 好了,一切准备就绪,咱们可以开始实战了。
把焊件放到指定位置,就像给机器人摆好餐桌一样。
3.2 按下“开始”键,机器人就像接到了命令的士兵一样,迅速行动起来。
焊枪在焊件上跳跃、旋转,火花四溅,就像在表演一场精彩的舞蹈。
3.3 你只需站在一旁,悠闲地喝着茶,看着机器人忙碌的身影。
不一会儿,一条完美的焊缝就出现在你眼前了。
这时候,你是不是会忍不住感叹:“哇塞,这机器人真是太厉害了!”四、收尾工作,别忘了给它点个赞焊接完成后,别忘了给机器人做个简单的清洁和保养。
就像咱们干完活要洗手一样,机器人也需要保持干净整洁。
这样它才能更长久地为我们服务嘛!最后啊,别忘了给这位“钢铁侠”点个赞。
它可是咱们的好帮手呢!有了它,咱们的焊接工作变得更加轻松、高效、完美。
焊锡机操作手册

瑞安市鼎昆自动化科技有限公司
USB操作
即U盘和PLC数据的交换。画面如下:
将U盘先插入到屏后USB口
U盘到PLC:U盘内事先准备好.csv文件,内容按规定格式。按
搜索出U盘
里的csv文件,选定要交换的文件,点击U盘到PLC;
等待数据交换,交换完
成后选择要存入的文件号,按保存即可
PLC到U盘:先选择要导出 的文件号,点 击调用, 然后输入要保 存的csv文 件 名
点必须设定为结束点;点焊点—完整的焊锡动作点,执行设定的预送锡、 送锡、回锡、上抬动作;空移点—只走坐标,不进行焊接动作,不上抬; 复位点—不走设定坐标,直接复位;清洗点——洛铁头清洗动作,走坐 标,送设定锡量,吹设定时间的气。 3、坐标设定,点击要设定坐标的点号,点击一次整行变成蓝色,再点击一 次变黑色,黑色时系统会将当前坐标实时更新设定坐标,可通过调节实际 位置保存当前位置,当位置确定后再点击下前面点号(点成不选定)即可, 当然也可以通过手动输入坐标的方式确定坐标。 4、参数设定,点击相应点的参数设置/查看,就会弹出相应的参数,根据实 际情况设置即可。 5、需要设置的点坐标和参数都确定后,点击保存进行存储,如当前文件号 被保存过会弹出提示,需覆盖点确定即可。
3 / 16
瑞安市鼎昆自动化科技有限公司
系统简介
感谢您购买我们的自动焊锡机, 本机采用先进的 plc 控 制技术,系统使用灵活:可随意选择某点为起始焊点,运行 中可跳点运行。同时系统具有友好的人机界面触摸屏作操作 显示屏,易操作的学习功能,通过触摸屏操作,实现各个点 的位置定位和参数设置。各点的速度、是否送焊锡、送锡速 度,送锡长度、回锡速度、回锡长度、是否预送锡、预送锡 长度等参数可设置。烙铁头是否清洗、多少点后清洗、清洗 时间可设置; 焊锡点、非焊锡点、暂停点、 结束点可设置。 支持矩阵模式, 试运行模式,支持多种功能教导,修改焊接 点参数:焊点删除、焊点添加、 单(多)焊点复制、单(多) 焊点坐标偏移、单(多)焊点矩阵、单(多)焊点参数同时 或单独修改。送锡丝采用步进电机驱动,出锡精确且可灵活 控制。送锡速度、时间、回锡量均可调节。存储焊点容量大: 最大可支持 100 组程序存储,每组最大可存 100 歩的数据信息。
自动焊锡机操作手册
自动焊锡机使用操作手册操作前请仔细阅读本操作手册(以免因操作失误给机器与个人带来的损害)警告本机器所使用的电源电压为220V,50~60Hz ,触摸电源会产生致命事故本机器应放置在室内使用。
由于存在烫伤的危险,所以更换烙铁头或调机时,应关闭加温电源,待其冷却至室温,再更换烙铁头或调机。
高温危险,切勿触及烙铁头与附近的金属部份。
切勿以敲击烙铁头方式来清除焊接残余,此举可能严重震损发热芯与降低定位精度。
焊接时烙铁头冒烟,工场应有良好的通风设施。
使用烙铁时,不可作任何可能伤害身体或损坏物体的妄动。
一、概述本机器为全自动焊锡机,焊接简单容易。
结合人机界面触摸操作显示屏更使的操作简单;采用气动代替手工速度快且安全可靠。
夹具配有强力磁铁可使得定位准确且可靠;送锡丝采用步进电机驱动,出锡精确且可灵活控制。
送锡速度、时间、回锡量均可调节,工作效率显著提高。
组合结构优化,无须另配焊台,铬铁头更换快捷方便,所配烙铁发热体为日本进口陶瓷发热体,升温快且稳定,安全可靠。
二单套焊台与发热体1.规格:发热体工作电压 24V烙铁温度 200℃~480℃温度稳定±2℃烙铁头漏电压 <2mV对地电阻 <2Ω电机步进电机/直流变速电机出锡速度约2.7mm/s~27mm/s(36º/s~360º/S)出锡量 0~150mm锡线直径、、、、、、(mm)2.特点:烙铁发热体采用日本进口陶瓷发热体,RTD传感器控温,升温速度极快且温度稳定,加热电压24V。
防静电设计,能避免敏感电子零件因静电而受损坏。
全自动与手动送锡模式可供选择。
4. 烙铁头的使用与保养;a;选择适当的温度,过高的温度会减弱烙铁头的功能、加快其氧化,相对缩短使用寿命。
在能够工作的情况下,尽量使用较低的温度,较低的温度也可以充分焊接,且可分保护对于温度敏感之元件。
一般建议使用温度350~380度。
1.5mm以下小焊点350~360度,2.5mm以上大焊点370~380度B;烙铁头第一次使用时,务必先将烙铁头温度调至220度,让烙铁头的上锡部位充分吃锡,最好是浸泡在锡堆里5分钟,然后在清洁海绵上擦拭干净,并把烙铁温度再次调至300度,重复上述程序,最后把烙铁温度调至所需使用温度进行使用。
自动焊锡机安全操作规程(最新版)
自动焊锡机安全操作规程(最新版)The safety operation procedure is a very detailed operation description of the work content in the form of work flow, and each action is described in words.( 安全管理 )单位:______________________姓名:______________________日期:______________________编号:YK-AQ-0752自动焊锡机安全操作规程(最新版)自动焊锡机安全操作规程适合以下型号:WD-6202、WD-6203A、ETS-2E、YCH-2A、YCH-2R、QF-360A、QF-360B以及手镀锡锅一:作业前1.作业前操作员工应正确配戴防护口罩;严格按该类设备的点检制度进行点检,并做好记录;2.每日工作前,清理锡锅周围的锡渣和锡炉内壁的杂质。
二:作业中1.接通电源,置焊锡机的电源开关于“开(ON)”的状态;2.设置温度的方法:(1):(按“︽”键设置温度上升,按“︾”键设置温度下降,SV栏显示设置温度,PV栏显示测量温度。
(适用于ETS-2E、ETS-2MT);(2):先按SET键,SV栏显示温度闪烁,用△向上为数字加,▽向下为数字减。
<选择个、十、佰位数字键键。
(适用于WD-6202、WD-6203A、YCH-2A、YCH-2R、QF-360A、QF-360B);3、当锡锅加热焊锡至熔化状态后,打开气阀,检查气压是否大于O.4Mpa,大于O.4Mpa为正常情况,否则及时通知维修工和班组长;4.焊锡机显示温度为锡炉内感温头测量的温度,比实际焊锡温度不同,以使用温度量具测量的温度为准,镀锡温度必须符《一次镀锡工艺规程》中的相应要求。
5.锡锅的锡面必须水平。
锡面不平时必须停止生产并通知维修工;6.程序设置:根据产品浸锡工艺要求,确定程序段数、段数范围;1)按[起始步序]→输入起始数→按[输入],2)按[结束步序]→输入结束段数→[输入],3)按[步序设定]→按[输入],4)设定焊锡机程序的方法:首先复位,用步序设定和输入键来选择预热点、焊锡点、焊锡脱离、预热时间、焊锡时间、预热速度、焊锡速度、角度、拔焊(亮灯有效)、焊杯(亮灯有效)等参数。
自动焊锡机设备操作说明书

设备操作說明書仪器名称 自動焊接機 功 能 焊接 文件编号 仪器型号AHD100-4W厂 商版 本A0一﹑面板介紹﹕1:停止開關(手動狀態下無用,自動狀態下并為啟動‘送錫’,啟動狀態下為‘停止’) 2:啟動開關(手動狀態下為‘微調’,自動狀態下為‘啟動’) 3:方向鍵;前(治具焊盤) 4:方向鍵;左(烙鐵)5:功能鍵;按下后方向鍵前變上、后變下、左變左旋轉、右變右旋轉 6:方向鍵;后(治具焊盤) 7:方向鍵;右(烙鐵) 8:電源開關 9:復位鍵10:停止開關(和“1”一樣) 11:啟動開關(和“2”一樣)核 准 审 核 制 作 日 期176 543 21110 98设备操作說明書仪器名称自動焊接機功能焊接文件编号仪器型号AHD100-4W 厂商版本A0二﹑設置資料﹕1.清洗烙鐵頭;1.1、打開電源開關后進入圖1畫面,用手指點下‘Sys’進入圖2畫面,1.2、用方向鍵調試烙鐵頭到氣槍前,保證氣槍可以吹到烙鐵頭上的錫絲。
設置清洗角度、清洗高度、吹氣時間。
1.3、設置好后點下圖2中的‘清洗’,看下是否能洗到烙鐵頭,完成后點‘保存’按鍵。
圖1 圖22.拖焊;2.1、在圖1中點‘設定’按鍵進入圖3.2.2、在圖3中先設置步驟,剛清洗是步驟1,到現在是步驟2。
用手點數字‘2’然後在點‘’鍵。
2.3、設置‘類型’,‘類型1’為清洗、‘類型2’為拖焊、‘類型3’結束、‘類型4’點焊、‘類型5’氣缸、‘類型6’跳過。
2.4、用方向鍵調試烙鐵到產品左邊如圖4按‘起點存’鍵0.2秒保圖3存當前所調試烙鐵所在的位置。
核准审核制作日期設備操作說明書仪器名称自動焊接機功能焊接文件编号仪器型号AHD100-4W 厂商版本A02.5、用方向鍵調試烙鐵到產品右邊,確保烙鐵由左拖到右的過程中每個產品都能鍍到錫。
如圖5按‘終點存’鍵0.2秒保存當前所調試烙鐵所在的位置。
2.6、按‘起點存’后的A鍵,烙鐵自動回到產品的左邊,用方向鍵調試烙鐵到產品的第二排,在設置提升H(烙鐵提升的高度)、拖焊S(烙鐵由左拖焊到右的速度)、送錫S(烙鐵由左拖焊到右送錫的速度)。
自动焊锡机操作规程
自动焊锡机操作规程
《自动焊锡机操作规程》
一、前言
自动焊锡机是一种用于电子元件焊接的设备,能够提高焊接效率、减少人工操作的劳动强度。
为了保证自动焊锡机的正常运行和操作人员的安全,制定本规程。
二、操作流程
1. 打开电源开关,确认设备正常工作。
2. 调整焊锡温度和速度,根据焊接材料和要求进行设置。
3. 安装好焊接工件,确保工件固定并且与焊接头接触良好。
4. 按下启动按钮,开始自动焊接。
5. 注意观察焊接过程中的工件情况,确保焊接质量。
6. 焊接完成后,关闭设备电源,清理焊锡残渣和杂物。
三、安全注意事项
1. 操作人员必须穿戴好防护设备,包括手套、护目镜等。
2. 在操作过程中,禁止将手伸入设备内部。
3. 禁止在设备运行时随意更改参数或调整设备。
4. 在设备故障或异常情况下,应立即关闭电源并进行维修。
5. 禁止违规操作,严格按照操作规程进行操作。
四、设备维护
1. 定期对设备进行清洁和维护。
2. 查看设备零部件是否完好,如有损坏或磨损应及时更换。
3. 确保电源接地,预防触电事故。
4. 外来人员不得随意进行设备维护,需由专业人员进行操作。
以上即是《自动焊锡机操作规程》,请操作人员严格按照规程进行操作,确保设备安全运行和焊接质量。
自动焊锡机器人双y轴操作规程
自动焊锡机器人双y轴操作规程
《自动焊锡机器人双Y轴操作规程》
1. 入场前检查:
在进行自动焊锡机器人双Y轴操作之前,操作人员需要进行
入场前检查,确保设备状态良好。
检查包括但不限于:
- 检查设备电源开关是否处于关闭状态,确认设备处于停止状态;
- 检查焊锡机器人的Y轴运动部件是否存在异常情况,如松动、损坏等;
- 检查Y轴传动系统的润滑情况,确保运动畅顺。
2. 启动设备:
操作人员需要按照设备操作手册的指引,按顺序启动自动焊锡机器人。
在启动过程中,需特别留意Y轴运动部件的运转情况,确保启动过程顺利。
3. 设置焊接参数:
根据具体的焊接要求,操作人员需对焊锡机器人进行参数设置,包括Y轴的速度、行程等。
参数设置需根据实际工件的要求
进行调整,确保焊接效果达到要求。
4. 安全操作:
在进行自动焊锡机器人双Y轴操作时,操作人员需严格遵守
设备的安全操作规程,确保人员和设备的安全。
在操作过程中,需注意Y轴的运动范围,避免发生碰撞或其他安全隐患。
5. 操作完成后:
操作结束后,操作人员需将设备处于停机状态,并进行设备的清洁和维护工作。
对Y轴运动部件进行检查,确保设备处于良好的状态。
以上即是关于自动焊锡机器人双Y轴操作规程的相关内容,操作人员在进行操作时需严格遵守规程,并确保设备和人员的安全。
全自动焊锡机使用说明书1

全自动焊锡机使用说明书1.前言CNC-200S是公司所开发出的一款焊锡机控制器,由于控制机能完整,广为业界所爱用。
此款新型控制器采用更精密、功能更强大、运算速度更快、抗干扰能力更强的单晶片微处理器,不但保留了与原机型相容之操作方式及所有功能,更提升了控制器之运转效率及稳定性。
2.主要特征◆采用单晶片微处理器设计,功能更强,体积更小,抗干扰能力强。
◆记忆体使用FLASH ROM,容量大,可储存1000步序的焊锡资料,每一步序可分别设定9种焊锡资料,5种功能选择,切断电源后焊锡资料不会流失。
◆可针对不同机型及使用场合更改运转及操作模式,使用范围更广泛。
◆焊锡轴位置可以教导或按键设定,资料显示窗可以显示焊锡轴当前位置。
◆焊锡轴提供99段定位速度选择。
◆焊锡轴位移单位设置范围广,使用各类规格的螺杆。
◆一组编辑密码设定,以防止设定资料被任意更改。
◆兼容性强,可直接替代同类型控制器。
◆电源可分AC100~120V及220V~240V等机种供选择。
3.面板说明3.1.按键0~9:共十键,用来输入数值之用。
步序设定:用来进入或离开资料设定状态。
产品设定:用来设定目标产量。
起始步序:用来指定记忆体起始步序。
结束步序:用来指定记忆体结束步序。
资料选择:编辑时,选择资料项目;操作时,切换显示焊锡杆位置或旋转轴位置。
拨锡动作:编辑时,用来指定该步序是否需要拨锡动作。
锡杯动作:编辑时,用来指定该步序是否需要锡杯动作。
转角方向:编辑时,用来指定该步序的旋转方向。
横移动作:编辑时,用来指定该步序是否需要横移动作。
自动启动:编辑时,用来指定执行至该步序时是否要自动运行。
一:编辑时,可跳回上已步序编辑;待机时,连续按住二秒可使产量减一。
清除:编辑时,将目前编辑中的数字,清除为零。
COPY: 编辑时,将上一步序的资料复制到目前步序的资料项目中。
输入:编辑时,将编辑中的资料项写入记忆体时间:时间与产量显示切换。
归零:产量记数器清除为零。
自动焊锡机操作指导书
自动焊锡机操作指导书一、前言本文是一份详细的自动焊锡机操作指导书,旨在帮助用户正确操作自动焊锡机,提高工作效率和焊接质量。
二、自动焊锡机概述自动焊锡机是一种用于电子组装和焊接的设备,它可以自动完成焊接工作,提高生产效率,减少人力投入。
下面将详细介绍自动焊锡机的主要组成部分和工作原理。
2.1 组成部分自动焊锡机主要由以下组成部分构成:1.控制系统:负责控制自动焊锡机的运行和参数设置。
2.运动系统:包括焊头的运动控制、焊锡丝的送丝控制等。
3.加热系统:用于加热焊头和焊锡丝,使其达到适当的焊接温度。
4.电源系统:提供所需的电力,保证设备正常运行。
2.2 工作原理自动焊锡机的工作原理主要包括以下几个步骤:1.参数设置:通过控制系统设置焊接参数,如温度、速度等。
2.运动控制:根据设定的参数,控制焊头的运动轨迹和焊锡丝的送丝速度。
3.加热操作:加热系统将焊头和焊锡丝加热至设定的焊接温度。
4.焊接操作:焊头接触焊接点,将熔化的焊锡丝喷到焊接点上,完成焊接。
5.焊后处理:待焊接完成后,自动焊锡机会自动切断焊锡丝,并进行相应的处理操作。
三、自动焊锡机操作步骤正确的操作步骤是确保自动焊锡机能够正常工作的关键。
下面将详细介绍自动焊锡机的操作步骤。
3.1 准备工作在操作自动焊锡机之前,需要做好以下准备工作:1.检查设备:检查自动焊锡机是否处于正常工作状态,如是否有异常声音或损坏部件等情况。
2.准备焊接材料:准备好焊接所需的焊锡丝、焊接点等材料。
3.参数设置:根据焊接需求,通过控制系统设置合适的焊接参数,如温度、速度等。
3.2 开机操作完成准备工作后,按照以下步骤进行开机操作:1.按下电源开关,打开自动焊锡机的电源。
2.检查显示屏:确认显示屏是否正常显示,是否有异常提示信息。
3.等待预热:自动焊锡机需要一定时间进行预热,等待预热完成。
3.3 参数调整在开机操作完成后,需要进行参数调整以适应实际的焊接需求。
具体操作步骤如下:1.设置温度:根据焊接要求,调整控制系统中的温度参数,确保焊接温度达到要求。
自动焊锡机操作指导书
自动焊锡机操作指导书一、前言自动焊锡机是现代电子工业中常见的一种设备,其作用是在电子元件的引脚和 PCB 板之间焊接。
本操作指导书旨在为初学者提供一份详细的操作指南,帮助他们正确使用自动焊锡机。
二、设备介绍1. 设备结构自动焊锡机由以下几个部分组成:控制系统、加热系统、输送系统和夹紧系统。
2. 设备原理自动焊锡机的原理是通过控制系统对加热系统进行控制,使得加热头对焊点进行加热,同时通过输送系统将 PCB 板移动至合适的位置,再通过夹紧系统将电子元件固定在 PCB 板上,最后完成电子元件和 PCB 板之间的焊接。
三、操作步骤1. 开机准备(1)检查设备是否正常运转,并清洁设备表面;(2)确认加热头温度是否达到要求;(3)确认输送带是否正常运转;(4)确认夹紧装置是否正常运转。
2. 程序设置根据实际情况设置程序参数,包括加热头温度、输送速度等参数。
注意:程序设置应根据实际情况进行调整。
3. PCB 板安装将 PCB 板放置在输送带上,并确认位置是否正确。
注意:PCB 板应放置在输送带的中央位置,以免出现偏差。
4. 元件安装将电子元件放置在 PCB 板上,并通过夹紧装置固定。
注意:电子元件应放置在正确的位置,并且夹紧力度不应过大或过小。
5. 焊接操作启动设备,开始焊接。
注意:操作人员不得离开设备旁边,以免出现意外情况。
6. 检查焊点质量检查焊点是否均匀、完整,是否有短路或断路等问题。
如果发现问题,应及时停止设备并进行修理。
7. 关机操作完成焊接后,关闭设备并清理设备表面。
注意:清洁设备时应使用专用工具和清洁剂,以免损坏设备表面。
四、安全提示1. 操作人员应穿戴好防护用品,如手套、口罩等;2. 操作人员不得随意触摸加热头和输送带等部位;3. 在操作过程中,不得将手指或其他物品伸入设备内部;4. 设备故障时,应及时停机并进行修理;5. 操作人员应按照操作指导书的要求进行操作,不得随意更改操作流程或参数。
五、总结以上就是自动焊锡机的操作指导书。
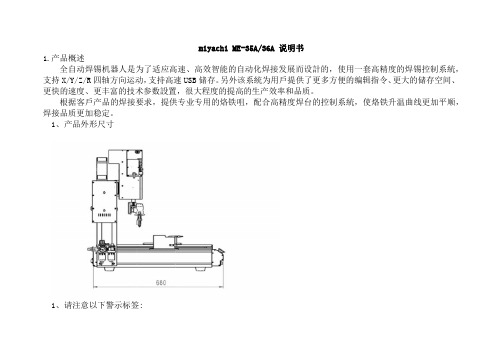
miyachi ME-35A说明书
不同规格的锡线,请使用相应规格的出锡管和出锡咀。
6.关于气源的说明
确定气源是干净、清洁的,有利于更为良好的吹锡效果并保护烙铁头。请根据焊接元器件使用合适气压,建议使用气压小于0.7Mpa。
3.3主要配件:
主要配件表
No.
物料名称
品牌
备注
01
滑軌
PMI
本产品损坏时禁止使用,特別是电源线损坏时。
3.关于示教盒的安全使用说明
禁止带点插拔示教盒,以免损坏机器。拔出时,先旋松RS-232通信介面螺丝, 然后拿住插头拔出连接线。
4.关于烙铁咀的安全说明
当通电时,烙铁咀处于高温状态,請勿接触烙铁咀以及烙铁咀附近的金属部分,以免烫伤。
在调试过程,请勿对烙铁咀加热,以免调试中烫伤或损坏部件。
15
驅動器
鸣志
上海
16
同步皮帶輪
诚博
自製
17
电磁阀
黑金刚
台湾
18
气咀接头
三和
台湾
19
运动拖键
明和
淅江
20
同步皮帶
蓋茨
美国
21
电源
明纬
台湾
工作照明
300Lux〜750 Lux
工作行程
≤300(X轴方向)*300mm(Y轴方向)*100mm (Z轴方向)*300度(R轴方向)
工作台外形尺寸
190*150mm
治具安裝孔尺寸
M4*0- 7
螺纹孔孔距
40*40mm (以屮心线对称分布)
机器外形尺寸
525*485*725
3.1设备连接
(机台下面接控制手柄)
自动焊锡机操作指导手册

自动焊锡机操作指导手册自动焊锡机操作指导手册1. 简介自动焊锡机是一种常用的焊接设备,能够提高焊接效率和质量。
本指导手册将介绍自动焊锡机的基本操作指南,以帮助操作人员正确、安全地使用该设备并获得良好的焊接结果。
2. 准备工作在开始操作自动焊锡机之前,需要确保以下准备工作已完成:2.1 确认设备和焊接材料的选择是否正确。
2.2 检查设备是否处于良好的工作状态,包括电源连接、机器部件等。
2.3 准备好焊接材料,包括焊锡丝、焊接垫、清洁工具等。
3. 操作步骤下面是使用自动焊锡机的基本操作步骤:3.1 打开自动焊锡机的电源,并确保设备运行正常。
3.2 设置焊接参数,包括温度、焊接速度等,根据具体的焊接需求进行调整。
建议从低温度和慢速开始,逐渐调高以达到最佳效果。
3.3 插入焊锡丝,并确保其正确进入焊锡机的进料通道。
3.4 准备待焊接的材料,确保其表面清洁,以获得良好的焊接效果。
3.5 将待焊接的材料与焊锡机接触,确保焊接部位对齐。
3.6 按下启动按钮,自动焊锡机将开始工作,自动完成焊接过程。
3.7 检查焊接质量,确保焊点牢固、无虚焊或冷焊等问题。
3.8 关闭自动焊锡机的电源,并进行清洁和维护作业。
4. 注意事项在操作自动焊锡机时,需要注意一些问题以确保操作的安全性和焊接结果的质量:4.1 安全防护:戴好防护眼镜、手套等个人防护装备,避免因操作不慎导致受伤。
4.2 焊接环境:保持焊接区域干净整洁,避免灰尘和杂质对焊点产生影响。
4.3 温度控制:根据焊接材料的要求,控制好焊接温度,避免过高或过低导致焊接质量不佳。
4.4 焊接压力:调整好焊接压力,确保焊接材料能够充分接触并产生牢固的焊点。
4.5 定期清洁和维护:定期清洁焊锡机的焊头、进料通道等部件,并进行必要的维护工作,以提高设备的使用寿命和稳定性。
5. 总结与回顾自动焊锡机是一种高效、便捷的焊接设备。
通过正确操作和合理调整焊接参数,可以获得高质量的焊接结果。
自动焊接机使用说明书
自动焊接机使用说明书
一、软件操作
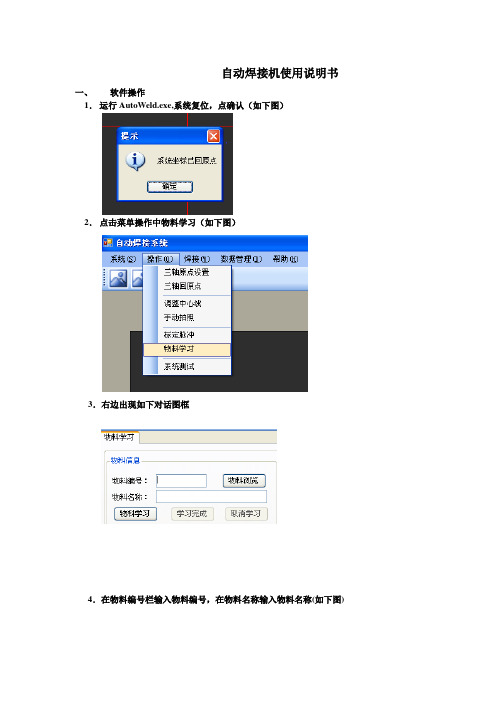
1.运行AutoWeld.exe,系统复位,点确认(如下图)
2.点击菜单操作中物料学习(如下图)
3.右边出现如下对话图框
4.在物料编号栏输入物料编号,在物料名称输入物料名称(如下图)
5.点上图中物料学习(如下图)
6.将鼠标放在下图位置
7.按键盘上下左右和Page Up和Page Down键,移动工件到MARK点位置(如下图十字线)
8.用鼠标左键点击上图十字线,显示其坐标,点击鼠标右键选择设置MARK坐标(如下图)
9.将鼠标放在下图位置(红色位置)
10.移动晶体到下图位置,点鼠标左键画晶体范围框,点增加晶体,再点鼠标右键分别选择设置XYW坐标脉冲和设置晶体区域(如下图)
11.建立晶体摸板,画焊盘框(如下图),点鼠标右键,选择增加晶体摸板
12.输入摸板编号和摸板说明,调节二值化阀值如下图,按保存,保存结果,按退出退出界面
13.按浏览选择上面摸板,选择自动焊接、双焊盘,最后点击晶体学习完成
14.重复10~13,将所有晶体按按上述方法学习一次(同样晶体摸板可选用一个)点学习完成,按确定
15.如果是多个电路板学习,则移动到下第N电路板MARKn,操作如7。
16.点击菜单焊接中自动焊接(如下图)再点自动焊接对话栏中自动焊接,开始焊接
17.焊接完成后,点是或否
18.人工焊接,点击菜单焊接中手动焊接(如下图),点物料信息中物料浏览,选择要手动焊接的物料,点击物料信息中手动焊接,开始人工焊接
19.按住Ctrl键,点击鼠标左键可快速移动焊盘位置到中心,按空格键发焊接信
号,发完焊接信号后,自动移动到下一个晶体位置,重复18,直到焊接完毕,按16操作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
杭州远冲科技有限公司
3.主画面介绍
第4页
2011-8-17
打开电源可看到上面的画面: 1. 文件:a. 点击“文件”图案进入 b. 可“新建”与“调出”文件 2.通讯:a. 点击“通讯”图案进入 b. 可“上传”与“下载”文件 3.示教:a. 点击“示教”图案进入 b. 调试功能 4.系统:a. 点击“系统”图案进入 b. 设置系统参数 5.步骤:显示当前运行步骤 6.0007-0000:显示当前程序号 7.数量:计数 8.归零:按此键将“数量”清零
4.“点焊”设定 a. 设定好步骤 b. 类型设为“0001” c. 操作手柄将烙铁头移到焊点合适的位置 d. 点击“X0,Y0,Z0” -------------后面的数字会跳至当前的值 e. 点击“X1,Y1,Z1” -------------后面的数字会跳至当前的值 f. 再操作手柄将烙铁头提升一点,后退一点 g. 再点击“X0,Y0,Z0”设定“补尝”点 -------------后面的数字会跳 至当前的值 h. 再长按 3 秒键盘回车键保存--------调试完毕 i. 可长按数字键 6 或按“停止”键回原点 j. 可长按数字键 0 将烙铁移到“X0,Y0,Z0”点(补尝点) k. 可长按数字键 1 将烙铁移到“X1,Y1,Z1”点(焊点) l. 可长按“单”键实现单步运行(要设了参数后才有效)
(8) 提升:焊完一个点后提升移到下一个点的提升高度,单位 1mm (注:烙铁是从上往下移的,所以数字越小就越高,数字越大就越低) a. 点击拖速度后面的数字------------数字背景变白 b. 点击“C”键清零 c. 点击键盘数字“30”---------------数字显示“0030”,表示烙铁提升到 从上往下的 30 mm 处。 d. 点击键盘回车键确认----------------数字背景复原
杭州远冲科技有限公司
第8页
2011-8-17
(4)送锡 3:送锡 2 后的送锡时间,单位 0.1S (注:烙铁开始移动时开始送锡,一边拖焊一边送锡,点焊不用设此项,此 项只用于拖焊) a. 点击送锡 3 后面的数字------------数字背景变白 b. 点击“C”键清零 c. 点击键盘数字“2”---------------数字显示“0002”,表示 0.2S d. 点击键盘回车键确认----------------数字背景复原
电源
2.手柄介绍
在示教时使用 ※ 粗:按此键,“粗”灯亮,进入快速移动状态 ※ 细:按此键,“细”灯亮,进入慢速移动状态 ※ X-:按此键,向左边移动 ※ X+:按此键,向右边移动 ※ Y-:按此键,向后移动 ※ Y+:按此键,向前移动 ※ Z-:按此键,向上移动 ※ Z+:按此键,向下移动 ※ U-:按此键,逆时针转动 ※ U+:按此键,顺时针转动
按 回到上一页
杭州远冲科技有限公司
d. 点击键盘回车键确认----------------数字背景复原 2.设定类型
a. 点击“类型”后面的数字 -------------数字背景变白 b. 点击键盘数字“1”---------------数字显示“0001”,表示“点焊” c. 点击键盘回车键确认----------------数字背景复原
复位键
停止键 电源开关
※ 放置锡线装置:用于锡线摆放 ※ 送锡装置:用于驱动锡线 ※ 调烙铁角度与送锡角度装置:用于调此两角度之间的配合 ※ 出锡口:用于出锡到烙铁嘴 ※ 吹锡装置:用于使用风力清洗烙铁嘴 ※ 温度显示:用于可直观温度值 ※ 温度调节:用于可任意选定所需温度 ※ 烙铁开关:用于打开烙铁与关闭烙铁 ※ 触摸屏:用于示教,设置参数,调出文件 ※ 复位键:在任何状态,可按此键复位 ※ 电源开关:用于打开机器与关闭烙铁机器 ※ 停止键:a. 在示教状态:按此键回原点
(注:最多 800 个工程)
(2) 调出文件 点击主画面“文件”图案进入
a. 点击键盘“调” -------------MODULE 与 NUMBER 的数字都是空的 b. 点击 MODULE 后面的数字--------MODULE 后面的数字背景变白 c. 点击键盘数字“10”---------------数字显示“0010”,表示要调出第 10
(2) 预热:补尝后,送锡 2 前的一段预热时间,单位 0.1S a. 点击预热后面的数字------------数字背景变白 b. 点击“C”键清零 c. 点击键盘数字“2”---------------数字显示“0002”,表示 0.2S d. 点击键盘回车键确认----------------数字背景复原
长按数字键 1 将烙铁移到“X1,Y1,Z1”点(起点) h. 再操作手柄将烙铁头提升一点,后退一点 i. 再点击“X0,Y0,Z0”设定“补尝”点 -------------后面的数字会跳至
当前的值 k. 再长按 3 秒键盘回车键保存--------调试完毕 l. 可长按数字键 6 或按“停止”键回原点 m. 可长按数字键 0 将烙铁移到“X0,Y0,Z0”点(补尝点) n. 可长按数字键 1 将烙铁移到“X1,Y1,Z1”点(起点) o. 可长按数字键 2 将烙铁移到“X2,Y2,Z2”点(终点) p. 可长按“单”键实现单步运行(要设了参数后才有效) 6.“结束”设定 a. 设定好步骤 b. 类型设为“0006”即可 7.参数设置
b. 在主画面:按此键手动送锡 c. 在运行状态:按此键停止 ※ 通迅接口:用于需要通迅时,用于与另一机器对接 ※ 手柄接口:在示教时,用于与手柄连接
杭州远冲科技有限公司
第3页
※ 开始键:在主画面,按此键开始运行 ※ 夹具放置处:用于放置夹具
2011-8-17
风扇 烧程序接口 出气管 进气管
※ 风扇:用于排风 ※ 烧程序接口:用于烧写时与电脑连接 ※ 出气管:此出气管到吹锡装置 ※ 进气管:用于与气源连接 ※ 电源:用于与交流 220V 连接
按
到下一页
(7) 送锡速度:送锡的速度,单位 0.01mm/S a. 点击送锡速度下面的数字------------数字背景变白 b. 点击“C”键清零 c. 点击键盘数字“5000”---------------数字显示“5000”,表示 50 mm/S d. 点击键盘回车键确认----------------数字背景复原
二.操作与设置 1.系统设置 点击主画面“系统”图案进入
(1) 介绍: a. XY 轴速度:设置 XY 轴运行时的速度,单位:0.1mm/S b. Z 轴速度:设置 Z 轴运行时的速度,单位:0.1mm/S c. U 轴速度:设置 U 轴运行时的速度,单位:0.1mm/S d. 补偿速度:设置运行时的补偿速度,单位:0.1mm/S e. 退锡时间:设置运行时的退锡时间,单位:0.1S f. 吹气时间:设置运行时的吹气时间,单位:0.1S
注:“1”表示“点焊”类型 “2”表示“拖焊”类型 “3”表示“连续拖焊”类型 “4”表示“弧度”类型 “5”表示“清洗”类型 “6”表示“结束”
3.“清洗”设定 a. 设定好步骤 b. 类型设为“0005” c. 操作手柄将烙铁头移到锡兜里合适的位置 d. 点击“X0,Y0,Z0” -------------后面的数字会跳至当前的值 e. 再长按 3 秒键盘回车键保存--------调试完毕 f. 可长按数字键 6 或按“停止”键回原点 g. 可长按数字键 0 将烙铁移到“X0,Y0,Z0”点 h. 可长按“单”键实现单步运行
(注:X 轴:左右;Y 轴:前后;Z 轴:上下;U 轴:旋转) (2) 设置方法:
如:设置“退锡时间” a. 点击“退锡时间”后面的数字---------------数字背景变白 b. 点击键盘“C”装数字清零 c. 点击键盘数字“2”-----------------数字显示“0002”,表示 0.2 秒
杭州远冲科技有限公司
第1页
2011-8-17
自动焊锡机器人操作说明书
杭州远冲科技有限公司
2010 年 8 月 17 日
杭州远冲科技有限公司
一. 介绍
1.机身介绍
放置锡线 装烙铁角度 与送锡角度
装置
出锡口
吹锡装置 温度显示 温度调节 烙铁开关
夹具放置处
触摸屏
开始键 手柄接口 通讯接口
(3)送锡 2:补尝后的送锡时间,单位 0.1S a. 点击送锡 2 后面的数字------------数字背景变白 b. 点击“C”键清零 c. 点击键盘数字“2”---------------数字显示“0002”,表示 0.2S d. 点击键盘回车键确认----------------数字背景复原
在“示教”画面点击
进入参数设置画面
(1) 送锡 1:补尝前的送锡时间,单位 0.1S a. 点击送锡 1 后面的数字------------数字背景变白 b. 点击“C”键清零 c. 点击键盘数字“2”---------------数字显示“0002”,表示 0.2S d. 点击键盘回车键确认----------------数字背景复原
(5)停滞:焊完后停留的时间,单位 0.1S a. 点击停滞后面的数字------------数字背景变白 b. 点击“C”键清零 c. 点击键盘数字“2”---------------数字显示“0002”,表示 0.2S d. 点击键盘回车键确认----------------数字背景复原
(6)拖速度:拖焊时,烙铁跑动的速度,单位 0.1mm/S (注:此项只用于拖焊) a. 点击拖速度后面的数字------------数字背景变白 b. 点击“C”键清零 c. 点击键盘数字“30”---------------数字显示“0030”,表示 3mm/ S d. 点击键盘回车键确认----------------数字背景复原
5.“拖焊”设定 a. 设定好步骤 b. 类型设为“0002” c. 操作手柄将烙铁头移到起点合适的位置