立柱、千斤顶维修工艺
液压支架立柱千斤缸筒修复工艺研究赵海鱼-李
液压支架立柱、千斤缸筒内孔损坏修复工艺的研究赵海鱼刘二平彬长生产服务中心摘要:液压支架在煤矿生产中大量使用,立柱、千斤顶缸筒维修量加大,其损坏主要原因是划伤、锈蚀、胀缸,根据损坏情况,分别采用珩磨、镀鉻工艺,镶不锈钢套旋压工艺进行修复。
关键词:珩磨、镗孔、旋压、镀铬、焊接随着液压支架在采煤工作面广泛应用,其大修量不断增加,由于立柱、千斤顶是液压支架的主要受力部件,在使用中立柱、千斤失效情况较多。
立柱、千斤活塞杆一般采用电镀方法均能修复,而缸筒由于锈蚀、划伤,胀缸等原因修复较难,根据近几年我们修复经验介绍几种常见的修理方法,以供参考。
一、珩磨修复:对于锈蚀与划伤的缸筒,一般情况下对内孔采用珩磨进行修复,如珩磨后光洁度、圆度达到大修标准要求,而缸筒内径尺寸增大,其公差原则上不超过降低原缸筒公差的一个精度等级,采用加大密封外径尺寸就能够满足压力试验要求。
一般情况下缸筒内径公差珩磨后控制在H9等级就能够满足要求二、镀铬修复:如果缸筒内孔珩磨后,在光洁度圆度达到要求,而尺寸大于缸筒公称尺寸H9,建议内孔采用镀铬工艺进行修复,经过试验,一般采用镀铬工艺单边最厚镀层0.3mm,能满足质量使用要求,所以建议对珩磨后在光洁度达到标准要求,而尺寸小于或等于缸筒标准尺寸公差+0.6mm时,采用镀铬工艺进行修复,镀前尺寸以圆度光洁度达到要求为止,修复后尺寸按标准要求进行控制,电镀后对内孔进行抛光处理。
在采用电镀工艺时,可将缸筒底座切掉或者保留两种方法进行,如将缸筒底座切掉,珩磨电镀效率较高。
如果保留缸筒底座,对缸筒进行珩磨、镀铬,一般对珩磨的影响不大,但对电镀工艺要求较高,必须在电镀时增加一套镀液循环装置,才能满足电镀质量要求,各单位根据实际情况选用不同的修理工艺。
三、内孔镶不锈钢套法修复:液压支架立柱、千斤顶缸筒在使用过程中,经常会出现严重锈蚀或划伤现象,有时甚至由于压力较大,安全阀损坏而造成立柱缸筒出现胀缸现象,由于此种情况下往往采用珩磨、电镀修复很难达到标准要求,只能将缸筒报废,针对类似问题,采用将缸筒内孔扩大,镶不锈钢套,然后采用冷旋压工艺就能修复,经过实际试验与使用,各项性能均能够达到标准使用要求,并且成本较低。
液压支架立柱以及千斤顶的故障原因与改善措施
液压支架立柱以及千斤顶的故障原因与改善措施摘要:在煤矿生产中,液压支架是在煤矿开采中发挥重要作用的常用设备。
随着我们可持续发展战略的实施,煤矿生产越来越受到重视。
在煤矿生产中,使用液压支架兽医的要求更高。
鉴于液压立柱和千斤顶在煤矿作业中的重要性,为了提高液压立柱和千斤顶在生产中的效率,通过分析煤矿作业中立柱和千斤顶可能出现的失效形式,并提出了改善措施,以供参考。
关键词:千斤顶;立柱;失效形式;改善措施前言液压支架对于确保煤矿安全生产至关重要,因为它是控制煤矿底层工作面矿压的一个结构。
特别是近年来,社会各部门对煤炭的需求增加,导致煤矿开采增加。
在这种情况下,液压支架的使用频率逐年增加,液压支架立柱千斤顶失效的可能性也随着持续生产的高负荷而增大。
因此,必须及时修理立柱千斤顶,以确保生产过程的连续性。
本文重点介绍了液压支架立柱千斤顶失效原因及修复措施。
1液压支架千斤顶概述液压支架是采煤工作面的压力控制结构。
工作面压力以外的载荷形式作用在液压支架上。
在液压支架与工作面围岩相互作用的机械系统中,如果液压支架的所有支架的合力和作用在液压支架上的顶板的外载荷力在一条直线上,液压支架非常适合该工作面的围岩。
在采煤工作中,液压支架的作用是毋庸置疑的。
可以根据煤矿深度和开采地质情况选择不同的液压支架,可以达到良好的使用效果。
机架和千斤顶作为液压支架的主要部件,在提高生产效率和确保矿井安全使用方面发挥着重要作用。
立柱是实现承重和支撑功能的重要液压支架结构。
根据伸缩系列,立柱可分为以下三种类型:三种伸缩、双伸缩和单伸缩支架。
其中,两个伸缩柱由以下部分组成,即内部活动柱构成二级气缸,外部活动柱构成一级气缸、导套和活塞。
单斜柱可分为机械伸缩杆和机械伸缩杆。
具体而言,构成一个伸缩柱的主要结构是气缸、活塞、连接件和密封件。
各种千斤顶可以调整液压支架工作中的状态,辅助、推或移动输送机,按结构分为活塞和活塞。
千斤顶结构包括气缸、活塞、活塞杆、导套、支撑环、密封件等。
立柱、液压支架检修方案(技术完整版)
17/35液压支架(千斤顶缸筒修复)采购投标文件招标编号:招标人:投标人名称:投标人地址:邮政编码:法定代表人或被授权人:(签字或盖章)目录一、项目方案-------------------------------------------------------- 3(一)检修实施方案---------------------------------------------- 31、编制目的-------------------------------------------------- 32、编制原则-------------------------------------------------- 33、编制依据-------------------------------------------------- 34、执行标准-------------------------------------------------- 45、检修方案-------------------------------------------------- 46、液压支架立柱、千斤顶检修工艺流程图----------------------- 247、检测方案------------------------------------------------- 258、参数差值------------------------------------------------- 26(二)质量保证体系--------------------------------------------- 281、建立健全质量保证体系------------------------------------- 282、提高全员质量意识----------------------------------------- 283、检修质量管理体系标准------------------------------------- 284、质量管理制度--------------------------------------------- 305、项目组织------------------------------------------------- 326、管理方案------------------------------------------------- 35(三)安全管理体系与措施--------------------------------------- 361、管理机构和人员职责--------------------------------------- 362、安全责任体系--------------------------------------------- 373、安全生产责任制------------------------------------------- 37(四)供应计划------------------------------------------------- 38(五)产品质量保障措施----------------------------------------- 47二、投标货物产品说明----------------------------------------------- 48(一)立柱使用说明书------------------------------------------- 481、液压支架双伸缩立柱(以下简称立柱)概述------------------- 482、结构特征与工作原理--------------------------------------- 493、主要技术性能及主要参数----------------------------------- 514、液压系统------------------------------------------------- 515、液压支架的主要结构件------------------------------------- 596、液压支架常见故障与排除----------------------------------- 617、立柱的安装和调试----------------------------------------- 648、立柱操作程序--------------------------------------------- 679、立柱常见故障、原因及排除方法----------------------------- 6810、安全保护装置及事故处理---------------------------------- 6911、保养、维护---------------------------------------------- 6912、运输、贮存---------------------------------------------- 6913、开箱及检查---------------------------------------------- 70四、系统构成、全部的供货范围及货物零配件配置清单------------------- 71五、技术条款偏离表------------------------------------------------- 71六、培训计划------------------------------------------------------- 72(一)培训计划及方案------------------------------------------- 721、培训目的------------------------------------------------- 722、培训对象------------------------------------------------- 723、培训形式------------------------------------------------- 734、培训计划及方案------------------------------------------- 73七、投标人投标综合情况说明----------------------------------------- 74一、项目方案(一)检修实施方案1、编制目的本检修项目组织设计的编制目的旨在为液压支架等检修项目投标阶段提供较为完善的纲领性文件,在检修阶段,我们将结合以往类似项目检修管理经验,对投标阶段施工组织设计作适当调整,以便更好地指导检修工作,以确保实施优质、按期、高效、低耗、安全、文明地完成该检修项目。
液压支架千斤顶维修工艺
液压支架立柱、千斤顶、油缸大修维修方案1、表面冲洗除锈油缸拆解班组先用高压水枪将立柱、千斤顶、油缸外表的浮锈、浮煤初步清理干净。
2、分解各种立柱、千斤顶、油缸按拆解顺序,采用专用设备进行拆卸,实现导向套、中缸(活塞杆)、活柱(或加长段)完全分离,并从中缸、活柱和导向套上拆下各种密封件、导向件及各种金属小件。
检验标准:按照要求必须解体的须彻底分离,外缸上下腔接口不得遗留断头及报废不用的U行销等,清除遗留的断头螺栓。
立柱及油缸解体工艺1 / 152 / 153 / 154 / 155 / 153、配件除锈、清洗、修理①油缸外表:清除油缸外表面的浮煤、浮锈。
采用高压清洗机进行一次清洗,再用电动磨光机清除遗留浮锈,缸体内壁用内壁抛光机进行抛光处理,彻底清除6 / 15内壁浮锈提高内壁粗糙度,满足装配要求,处理完毕,缸体内壁涂油,做防锈处理。
检验标准:保证外缸外表采用人工或机械手段检验时,不再脱落浮锈、浮煤,否则不得转入组装工序。
②中缸、活柱的沟槽、外缸内部及上下接头内孔:用柴油清洗部件的所有孔道、退刀槽、螺纹孔底部及缸体内壁,最后用高压枪彻底清洗干净。
检验标准:所有孔道、沟槽,均不得存有积垢、铁屑及其他杂物,缸体内壁不得存有浮锈、浮油。
③导向套及金属小件:对可复用的导向套、金属小件、导向件等先用高压枪进行初步清洗,然后放在超声波清洗机内进行彻底清洗,清洗后用电动抛光轮清理沟槽,最后用柴油(或乳化液)擦洗做防锈处理。
检验标准:小件外表及内孔光亮,无浮锈及附着油泥。
4、零部件技术鉴定、修理①缸体:水质呈碱性,具有较强腐蚀性,导致立柱及千斤顶的缸筒出现涨缸和严重锈蚀现象。
针对此现象,缸体维修的特殊工艺及治理措施:缸筒内壁有锈蚀、拉伤、大面积点蚀、涨缸等缺陷超标的,先进行低温镀铁处理,然后进行缸筒内孔加工,恢复到原设计要求。
经试验对比,镀铁后的缸筒的抗腐蚀性得到较大的提高,使用寿命延长2-3倍。
对缸体内壁尺寸进行测量,变形严重或无法保证在公差范围之内的缸体更换新件。
千斤顶维修工艺流程
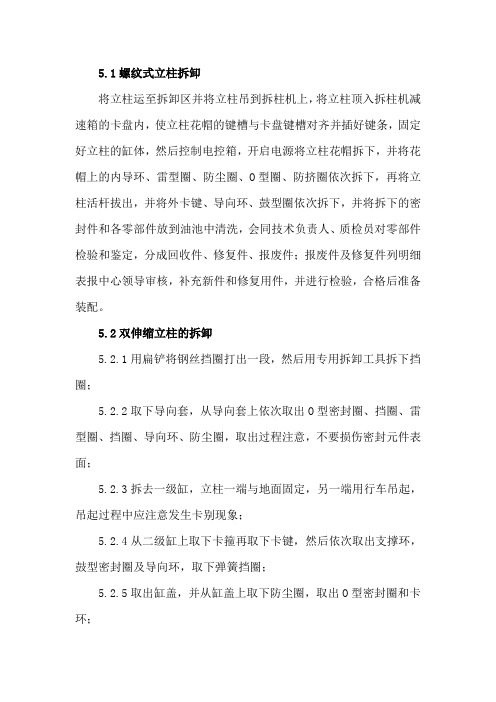
5.1螺纹式立柱拆卸将立柱运至拆卸区并将立柱吊到拆柱机上,将立柱顶入拆柱机减速箱的卡盘内,使立柱花帽的键槽与卡盘键槽对齐并插好键条,固定好立柱的缸体,然后控制电控箱,开启电源将立柱花帽拆下,并将花帽上的内导环、雷型圈、防尘圈、O型圈、防挤圈依次拆下,再将立柱活杆拔出,并将外卡键、导向环、鼓型圈依次拆下,并将拆下的密封件和各零部件放到油池中清洗,会同技术负责人、质检员对零部件检验和鉴定,分成回收件、修复件、报废件;报废件及修复件列明细表报中心领导审核,补充新件和修复用件,并进行检验,合格后准备装配。
5.2双伸缩立柱的拆卸5.2.1用扁铲将钢丝挡圈打出一段,然后用专用拆卸工具拆下挡圈;5.2.2取下导向套,从导向套上依次取出O型密封圈、挡圈、雷型圈、挡圈、导向环、防尘圈,取出过程注意,不要损伤密封元件表面;5.2.3拆去一级缸,立柱一端与地面固定,另一端用行车吊起,吊起过程中应注意发生卡别现象;5.2.4从二级缸上取下卡箍再取下卡键,然后依次取出支撑环,鼓型密封圈及导向环,取下弹簧挡圈;5.2.5取出缸盖,并从缸盖上取下防尘圈,取出O型密封圈和卡环;5.2.6从二级缸内拉出活柱,从活柱上取下导向套,并从导向套上取下O型密封圈及挡圈,再取下卡键,然后依次取出支撑环,鼓形密封圈及导向环,最后从二级缸底部拆下底阀。
5.3推移千斤顶的拆卸先用涨簧钳将推移千斤顶缸口的孔用挡圈拆下,然后将缸盖用螺栓顶出,再用螺丝刀将外卡键拆下,再向推移千斤顶的下腔加压,将活塞杆顶出用活塞头自动拆卸装置将活塞头拆下,并用螺丝刀将压盘、半环拆下,然后拆下支撑环,取出导向套,将导向套内的防尘圈、鼓型圈、防挤圈依次拆下,最后拆下推移压盖,并把拆下的所有的密封件放到油池中清洗检测。
根据千斤顶维修工艺标准进行千斤顶的维修,对拆下的各零部件应放在煤油中清洗干净,放在衬木上并加以遮盖;拆卸后的缸体要用专用工具进行彻底的清洗,对大修支架的各类千斤顶的维修,各类密封件必须更换,其他零部件应经过清洗检测后,分出报废、外委或待修件,对待修件进行修复使用,修复后的零部件的尺寸应与原设计尺寸相同,千斤顶的活杆应按照《千斤顶检修质量标准》的规定选择报废、外委、电镀或待修。
千斤顶维修工艺流程
5.1螺纹式立柱拆卸将立柱运至拆卸区并将立柱吊到拆柱机上,将立柱顶入拆柱机减速箱的卡盘内,使立柱花帽的键槽与卡盘键槽对齐并插好键条,固定好立柱的缸体,然后控制电控箱,开启电源将立柱花帽拆下,并将花帽上的内导环、雷型圈、防尘圈、O型圈、防挤圈依次拆下,再将立柱活杆拔出,并将外卡键、导向环、鼓型圈依次拆下,并将拆下的密封件和各零部件放到油池中清洗,会同技术负责人、质检员对零部件检验和鉴定,分成回收件、修复件、报废件;报废件及修复件列明细表报中心领导审核,补充新件和修复用件,并进行检验,合格后准备装配。
5.2双伸缩立柱的拆卸5.2.1用扁铲将钢丝挡圈打出一段,然后用专用拆卸工具拆下挡圈;5.2.2取下导向套,从导向套上依次取出O型密封圈、挡圈、雷型圈、挡圈、导向环、防尘圈,取出过程注意,不要损伤密封元件表面;5.2.3拆去一级缸,立柱一端与地面固定,另一端用行车吊起,吊起过程中应注意发生卡别现象;5.2.4从二级缸上取下卡箍再取下卡键,然后依次取出支撑环,鼓型密封圈及导向环,取下弹簧挡圈;5.2.5取出缸盖,并从缸盖上取下防尘圈,取出O型密封圈和卡环;5.2.6从二级缸内拉出活柱,从活柱上取下导向套,并从导向套上取下O型密封圈及挡圈,再取下卡键,然后依次取出支撑环,鼓形密封圈及导向环,最后从二级缸底部拆下底阀。
5.3推移千斤顶的拆卸先用涨簧钳将推移千斤顶缸口的孔用挡圈拆下,然后将缸盖用螺栓顶出,再用螺丝刀将外卡键拆下,再向推移千斤顶的下腔加压,将活塞杆顶出用活塞头自动拆卸装置将活塞头拆下,并用螺丝刀将压盘、半环拆下,然后拆下支撑环,取出导向套,将导向套内的防尘圈、鼓型圈、防挤圈依次拆下,最后拆下推移压盖,并把拆下的所有的密封件放到油池中清洗检测。
根据千斤顶维修工艺标准进行千斤顶的维修,对拆下的各零部件应放在煤油中清洗干净,放在衬木上并加以遮盖;拆卸后的缸体要用专用工具进行彻底的清洗,对大修支架的各类千斤顶的维修,各类密封件必须更换,其他零部件应经过清洗检测后,分出报废、外委或待修件,对待修件进行修复使用,修复后的零部件的尺寸应与原设计尺寸相同,千斤顶的活杆应按照《千斤顶检修质量标准》的规定选择报废、外委、电镀或待修。
立式千斤顶维修方法
立式千斤顶维修方法
立式千斤顶保养和维修
1、检查
在保养前,首先应对立式千斤顶进行彻底检查,包括它的外观检查、结构检查和试用
检查。
对外观检查,应检查支脚螺栓、螺钉、焊缝、支撑架和支脚结构受损情况;对结构
检查,主要检查结构装配是否正确,是否有缺位及胶泥失效等;对加载实验检查,应检查
各件材料的变形、弹簧的失效等。
2、清洁油污
清洁千斤顶的表面污渍和油污,以免影响检查过程。
使用清洗剂对表面进行清洗和冲洗。
3、更换隔振弹簧
更换隔振弹簧的操作方法是:将负责弹簧夹紧的两个轴承拆开,然后将旧弹簧用新弹
簧代替,最后将两个轴承重新应定就可以了。
4、检查和更换耗损配件
根据检查需要,凡是有配件耗损的,应及时更换;对以损坏件进行更换,应注意更换
风马牛相关配件时,以最新的规格、颜色、材料和尺寸等协调配合,使配合精度达到最佳
状态,减少损坏件磨损率和运动磨损率,延长使用寿命。
5、检查和填补耗损,更换损坏部件
将两个支脚和支撑架两侧的紧固螺栓和螺钉拧紧,检查是否有耗损和损坏,如有则应
及时填补耗损和更换损坏部件,使支撑架和支脚稳定牢固,确保千斤顶的完好运行。
6、检查焊缝
检查焊缝是否正常,并将其润滑,以减少表面摩擦,避免焊缝出现脱落、断裂等现象。
7、最后更换密封件
在维修结束后,还要更换密封件,以确保油封的密封性。
如果密封件严重耗损,则应
及时替换,以确保气阀的可靠性和正常运行。
液压支架立柱千斤顶检修方案
液压支架立柱千斤顶检修方案液压支架和立柱千斤顶用于举升和支撑重物,广泛应用于建筑工地、汽车维修、航空维修等领域。
为了确保其正常工作和延长使用寿命,需要定期进行检修和维护。
下面是关于液压支架和立柱千斤顶的检修方案。
一、液压支架的检修方案液压支架主要由液压缸、液压泵、管道、阀门等组成。
它的工作原理是通过压力油的进出控制来实现起重和支撑功能。
液压支架的检修主要包括以下几个方面:1.液压系统检查:检查液压泵、液压缸、管道和阀门是否存在泄漏、损坏等情况。
需要检查管道的连接是否松动,阀门的开关是否灵活,液压缸的密封是否完好等。
2.液压油检查:液压系统正常工作的关键是液压油的质量和状态。
检查液压油的油位和油质是否符合要求,如果油位过低或者油质变质,需要及时更换液压油。
3.电气系统检查:如果液压支架带有电气控制装置,需要检查电气系统的正常工作。
包括检查电线的接线是否松动、电气元件是否损坏、控制开关是否灵活等。
4.液压支腿检查:液压支腿是液压支架的重要组成部分,用于支撑和稳定工作平台。
需要检查液压支腿的伸缩机构是否正常,支腿接触地面的部位是否磨损严重,需要及时更换磨损的零件。
5.安全防护装置检查:液压支架上应设置安全防护装置,如过载保护装置、紧急停机装置等。
需要检查这些安全装置的可靠性和有效性,确保工作的安全性。
二、立柱千斤顶的检修方案立柱千斤顶主要由立柱、千斤顶组件、千斤顶头等组成。
它适用于大型机械设备的举升和支撑。
下面是立柱千斤顶的常规检修方案:1.立柱检查:检查立柱的表面是否有划痕、变形等情况。
需要确保立柱的表面光滑且无腐蚀,否则会影响千斤顶的工作效果。
2.千斤顶组件检查:检查千斤顶组件的工作是否正常,包括丝杠、螺母、销轴等。
需要检查丝杠是否生锈、螺母是否松动,确保千斤顶的举升功能正常。
3.千斤顶头检查:检查千斤顶头的表面是否有损坏或者磨损,需要确保千斤顶头与被举升物体的接触面光滑且无划伤。
4.润滑油检查:对立柱千斤顶的润滑部位进行检查,确认润滑油是否充足,是否需要更换润滑油。
立柱千斤顶工艺流程
立柱千斤顶工艺流程一、材料准备与检验1.1根据立柱千斤顶的设计要求,准备相应的原材料,如钢材、铸件、标准件等。
1.2对原材料进行质量检验,确保材料质量符合相关标准和设计要求。
二、零部件加工制作2.1根据设计图纸和工艺要求,对原材料进行切割、车削、铣削、钻孔等加工操作,制作出立柱千斤顶的各个零部件。
2.2对加工后的零部件进行尺寸检查和质量评估,确保零部件质量满足设计要求。
三、组装与预装3.1将合格的零部件按照设计图纸和工艺要求进行组装,形成立柱千斤顶的基本结构。
3.2对组装后的千斤顶进行预装,检查各部件的配合情况和运动性能,确保组装质量。
四、焊接与热处理4.1对需要焊接的部件进行焊接操作,确保焊缝质量符合相关标准和设计要求。
4.2对焊接后的部件进行热处理,消除焊接应力和改善材料性能,提高立柱千斤顶的使用寿命和稳定性。
五、精度调整与检验5.1对立柱千斤顶进行精度调整,确保各部件之间的配合精度和运动精度满足设计要求。
5.2对调整后的立柱千斤顶进行全面检验,包括外观检查、性能测试等,确保产品质量符合相关标准和设计要求。
六、涂装与防锈处理6.1对检验合格的立柱千斤顶进行涂装处理,包括底漆、面漆等,以提高产品的耐腐蚀性和美观性。
6.2对涂装后的立柱千斤顶进行防锈处理,如涂抹防锈油等,以防止产品在存放和使用过程中生锈。
七、包装与入库7.1对涂装和防锈处理后的立柱千斤顶进行包装,确保产品在运输和存放过程中不受损坏。
7.2将包装好的立柱千斤顶入库存放,按照相关要求进行标识和记录,以备后续的销售和使用。
通过以上工艺流程,可以制造出质量稳定、性能可靠的立柱千斤顶产品,满足用户的使用需求。
同时,严格执行工艺流程和质量控制标准,有助于提高企业的生产效率和产品质量水平。
液压支架立柱、千斤顶修复方案
液压支架立柱、千斤顶修复方案液压支架立柱、千斤顶修复方案1、立柱、油缸缸筒修复:a、立柱、油缸解体后,对外缸筒进行检测,经检测符合质量要求的直接进入组装程序。
有锈蚀、拉伤以及因材质表面疲劳硬化而产生的裂纹等缺陷进行珩磨,珩磨后缸筒内径最大极限尺寸,参照图纸技术要求,一般不超过50μm;所有千斤顶珩磨后在0—30μm内的使用标准密封,在30—50μm内的使用加大密封,超过50μm的报废处理。
b、缸筒与导向套配合的内表面及螺纹部位,将表面锈斑打磨干净,螺纹部位有局部轻微损伤的,要求进行修整,修整后用导向套试验,导向套应能顺利旋入,没有卡阻现象。
螺纹部位损伤严重的必须转入机加工修复程序;c、对缸筒静密封台损坏的进行补焊、镗孔修复;d、缸筒外侧的连接块与阀板的配合表面,必须将配合面的锈斑及棱角毛刺打磨干净。
连接块进液口锈蚀严重,不能满足密封要求的,必须更换连接块。
把新的连接块按原位置可靠焊接。
保证连接块与进液管的焊缝质量,不得有渗、漏等缺陷;e、缸筒上腔进液接头座因碰撞变形的,必须更换接头座,修复工艺与连接块焊接修复工艺相同,要保证焊缝不得有渗、漏等缺陷;f、缸筒外侧的进液管如因锈蚀局部有漏液的,用手砂轮除去漏液处氧化皮后,焊接修补,补焊修复后不得有渗、漏等缺陷;g、对修复损坏件,更换所有密封,更换立柱二级缸底阀密封、弹簧,组装试验;h、对所有立柱千斤顶上的安全阀座全部进行检测,不符合设计要求的全部更换新安全阀座;i、缸筒外表面进行除锈喷漆。
2、活塞杆的修复:a、立柱、油缸解体后,对活塞杆进行检测,如活塞杆镀铬表面符合质量要求,其他部位无锈蚀,镀铬表面经抛光处理后转入装配程序;b、活塞杆镀铬表面出现拉伤、碰伤、锈斑、起泡等缺陷时视为不合格品,必须进行镀铬修复工序。
镀铬面修复后应按相关质量技术要求进行严格检验,并在修理记录上附检测数据,不合格品退回重新镀铬。
c、所有活塞杆的镀层厚度均需符合标准,并做好检修记录,验收时一并交给招标方;d、活塞杆进液口密封面出现轻微锈蚀缺陷,必须进行修整,出现锈坑的密封面,要求用机械加工或其他方式进行修复,修复后必须满足密封性能;e、活塞杆的其他装配部位必须仔细进行除锈、打磨工序,确保装配质量。
液压支架立柱千斤顶修理及试压试验改进
1 液压支架立柱千斤顶修理与试压试验存在的问题1.1 拆解工具的特殊性在液压支架立柱千斤顶修理过程中,首先需要导向套进行拆解作业,而导向套置于缸体外端,承受外部荷载对活柱形成的横向作用力,这就需要导向套应当具备较大强度、较高的致密性以及较强的耐腐蚀性,因此,导向套结构组成较为复杂,目前,用于立柱千斤顶的导向套主要包括内螺纹联接导向套、外螺纹联接式导向套、挡套固定式导向套以及钢丝挡圈固定式导向套四种结构,其结构类型多样,用于维修拆解作业的扳手应当与导向套结构相适应,才能顺利完成拆解作业,正是由于扳手的特殊性,才导致导向套的拆解过程需要多种不同类型的扳手的支撑,无形当中就影响了拆解工作效率。
1.2 活柱拆解工作量大拆解千斤顶活柱时,首先需要取出底阀,这一过程对维修人员的专业性要求较高,因此,在拆解之前,需要制订科学系统的拆解方案,这就增加了拆解工作的难度与工作量。
与此同时,由于立柱试压试验需要借助于人工力量完成柱体翻转工序,实际操作难度较高,如果违反正确的操作规程,将严重威胁作业人员的生命安全。
2 液压支架立柱千斤顶修理工艺改进要点分析2.1 改变拆解顺序如果按照过去的拆解顺序,首先对外大缸导向套进行拆解作业,然后再拆解中缸导向套,这种拆解方法的弊端是难以单独完成中缸导向套的拆解工作,这时,如果对钢板进行焊接作业,就会损伤柱面,缩短缸体的使用寿命。
另外,立柱与工装扳手的自重量大,拆解过程中频繁的更换扳手或者反复的吊装作业都会增加工作量,而影响生产进度。
针对这种情况,经过缜密研究决定,改变支架立柱的顺序,首先拆解中缺导向套,最后再对大缸导向套进行拆解作业。
2.2 设计专用的拆解工装扳手为了弥补频繁更换工装扳手的缺陷,解决拆解效率低的问题,技术人员结合缸体导向套与缸底的特性和结构组成,对扳手工具进行改进,即把用于拆解大缸导向套的扳手与原拆解扳手焊接成一个整体,使之与棘轮相接,同时,在扳手液压支架立柱千斤顶修理及试压试验改进赵永亮(唐山开滦铁拓重型机械制造有限责任公司 河北 唐山 063100)摘要:液压支架作为控制井下采煤工作面矿山压力的结构物,在保障煤矿安全生产方面发挥着至关重要的作用。
千斤顶维修工艺流程
千斤顶维修工艺流程
《千斤顶维修工艺流程》
千斤顶作为一种常见的起重工具,经常在汽车维修和其他领域中使用。
然而,由于长时间使用或者不慎操作,千斤顶可能会出现故障或损坏。
在这种情况下,需要进行维修以确保其正常工作。
千斤顶维修的工艺流程通常包括以下几个步骤:
1. 检查故障:首先需要对千斤顶进行全面的检查,包括外观和内部结构。
特别关注升降机构、密封部件和阀门等重要部件,查找故障点。
2. 拆卸零部件:根据检查结果,确定需要维修或更换的零部件,并开始拆卸。
在拆卸过程中需要小心操作,以免损坏其他部件。
3. 清洗和检测:拆卸下来的零部件需要进行清洗和检测,包括清洗油封、检测弹簧和阀门的弹性等。
这一步骤可以帮助排除隐藏的故障。
4. 更换零部件:根据检测结果,需要更换损坏或故障的零部件。
在更换零部件时,需要选择符合规格和质量标准的配件,以确保维修后的千斤顶性能稳定。
5. 装配调试:将清洗和更换好的零部件重新组装到原来的千斤顶中。
在装配过程中,需要严格按照技术要求和工艺流程操作,
以确保装配质量。
6. 测试验证:维修完成后,需要对千斤顶进行试验验证,检查千斤顶的升降性能、密封性能和稳定性。
只有通过试验验证,并确保千斤顶工作正常,才能结束维修过程。
通过以上工艺流程,可以有效地对千斤顶进行维修,保证其正常使用。
同时,对于一些特殊型号的千斤顶或需要更复杂的维修工艺的情况,需要有经验丰富的专业技术人员进行操作,以确保维修质量和安全。
立柱、千斤顶缸体内壁失效形式与修复工艺
立柱、千斤顶缸体内壁失效形式与修复工艺郑 伟 李玉刚 石 虎(山东能源重装集团鲁南装备制造公司,山东 枣庄 277500)摘 要立柱、千斤顶在长期使用过程中会造成缸体失效,本文介绍了内壁失效形式、失效原因,提出了几种修复工艺,为修复厂家解决此类问题提供有效途径。
关键词立柱、千斤顶 失效形式 修复工艺比较中图分类号 TD355+.4 文献标识码 A doi:10.3969/j.issn.1005-2801.2018.08.050The Failure Form and Repair Technology of Cylinder Inner Wall of Column and JackZheng Wei Li Yu-gang Shi Hu( Lu'nan Equipment Manufacturing Company, Shandong Energy Retooling Group,Shandong Zaozhuang 277500)Abstract : Cylinder block failure may be caused by columns and jacks in long-term use. This paper introduces the failure forms and causes of the inner wall failure, and puts forward several repair techniques, which provide an effective way for the manufacturer to solve such problems.Key words : column and Jack failure form repair process comparison收稿日期2018-03-16作者简介 郑伟(1969-),男,山东枣庄人,大学学历,工程师。
千斤顶维修工艺流程
千斤顶维修工艺流程千斤顶是一种常见的起重工具,用于举起重物或支撑重物。
由于使用频繁,千斤顶经常需要进行维修或保养。
下面是一份千斤顶维修的工艺流程,以帮助进行维修和保养。
首先,检查千斤顶的外观是否有明显的损坏或磨损。
如果有,需要先对损坏部分进行修复或更换。
同时,还要检查千斤顶的液压系统是否有泄漏情况。
可以通过观察液压系统的连接口和管道周围是否有液体脱落,来判断是否存在泄漏问题。
接下来,清洁千斤顶的表面,特别是液压系统的外壳和连接口。
可以使用喷压水或清洗剂进行彻底清洁。
清洁过程中,要注意不要对液压系统造成任何损坏。
然后,检查千斤顶的液压油是否需要更换。
液压油的质量和使用寿命对千斤顶的正常工作至关重要。
可以通过观察液压油的颜色和清澈度来判断是否需要更换。
如果液压油发黑或含有杂质,就需要进行更换。
在更换液压油之前,要先将现有的液压油排空,并使用适当的工具清洗液压系统。
完成液压油更换后,进行液压系统的检测和调试。
首先,要检查液压系统是否存在过压或欠压的情况。
可以通过安装压力表并进行测试来判断。
如果压力超过了千斤顶的额定压力范围,就需要进行调整或修理。
接着,测试千斤顶的举升能力。
可以选择一个已知重量的物体,并使用千斤顶进行举升。
在举升过程中,需要持续观察液压系统的工作情况,确保举升过程平稳且操作正常。
最后,对千斤顶进行全面的功能测试。
可以进行多次的举升和放下操作,并检查是否存在任何异常或故障情况。
在测试过程中,要特别注意千斤顶的稳定性和操作的流畅性。
千斤顶维修工艺流程是一个关键的保养步骤,可以确保千斤顶的正常工作和延长其使用寿命。
通过按照以上流程进行维修和保养,可以保证千斤顶的安全性和可靠性。
在进行维修和保养之前,建议阅读千斤顶的使用手册,并遵循制造商提供的指导和建议。
立柱千斤顶检修流程
立柱千斤顶检修流程一、立柱的检修工艺流程针对煤矿掩护式液压支架单伸缩立柱的大修,制定检修工艺流程如下:立柱清洗―立柱拆解―部件清洗、分类、检测、判定―可修复件的分类(接头弯头损坏、导向套及缸体螺纹损坏、通液管漏液、密封面锈蚀、镀铬表面的缺陷等)―进行检验―修复―组装试验―喷漆―成品。
二、立柱的拆解工装及工艺流程优化(一)立柱的拆解工装立柱导向套组件主要为螺纹结构,螺纹结构的导向套是整体结构,通过螺纹与缸筒连接,拆解是需要制作卡盘,在卡盘上焊接多根手把(较长的手把),将卡盘套在导向套上多人同时用力拆下导向套。
拆解工艺优化后在拆缸机上进行,将立柱放入拆缸机的拆解工位与其保持相对静止,旋转卡盘与导向套配合使用,拆缸机的前部有旋转机构,卡盘两端的手柄卡在旋转机构上,从而带动导向套旋转,外缸保持固定,从而将导向套从外缸上拆解下来。
(二)立柱拆解工艺流程优化(1)首先要进行的是对立柱外表面存在的异物采用高压水实施清洗,之后在立柱拆解工作面上将经过清洗的立柱用六方扳手或电钻将其外缸及导向套中的定位销取出,并在指定位置排放规整。
(2)做好拆前准备工作。
将立柱正确安装在立柱拆解机上,要固定牢靠,使立柱导向套与拆导向套专用工装可靠连接。
(3)拆导向套,启动拆缸机,低速反向旋转运行,使导向套螺纹从缸筒中完全退出,停机。
取出导向套并摆放整齐,将立柱外缸整齐地摆放在指定位置。
(4)拆活柱,将拆下导向套组件的立柱放入带有斜面的工装内,给立柱下腔供液,利用液压力将中缸推出,再将活柱推出,停止供液,缸筒内的废液通过工装的斜面流入废水池内;将外缸、活柱用吊带吊出,分类摆放到指定地方存放,并用枕木或其他能防止相互磕碰的支撑物支撑活柱,摆放整齐。
(5)拆密封,拆取导向套和活柱密封,并放于指定位置,同时将导向套和活柱分类摆放到指定存放处。
(6)清洗和点检,用专用清洗剂清洗导向套、活柱、外缸体等。
对分类摆放整齐的立柱各部件清点数量并做好记录,并将拆卸中出现的损坏件、缺失件及时记录。
立柱、千斤顶维修工艺.
液压支架立柱及千斤顶检修工艺一.目的该工艺严格按照《煤矿机电设备检修质量标准》要求制定,并参照MT97-92《液压支架千斤顶技术条件》,MT313-92《液压支架立柱技术条件》,MT312-2000《液压支架通用技术条件》,MT419-1995《液压支架用阀》等标准,达到生产矿井液压支架对立柱、千斤顶技术要求,规范检修操作过程,提高检修支架效率。
二. 适用范围:适用于新疆目前使用各种规格、型号液压支架立柱、千斤顶的检修。
三. 工作职责:3.1 公司所有人员均有参与该工艺制定的建议权,使该工艺广泛吸取集体智慧,确保该工艺的适用性及有效性。
3.2 该工艺经公司领导批准后,公司从事支架检修人员、管理人员应严格执行此工艺;3.3 为了保证此工艺的先进性、科学性、适宜性,应根据新技术、新材料、新方法及中心生产发展、生产设备检验、试验设备配置、工装配置,对该工艺进行定期的修改、补充及完善。
四.立柱检修工艺1 液压支架立柱的结构及零部件概述1.1 液压支架立柱主要有四种形式:1)单伸缩双作用立柱,2)单伸缩双作用带机械加长杆立柱,3)双伸缩双作用立柱,4)三伸缩双作用立柱。
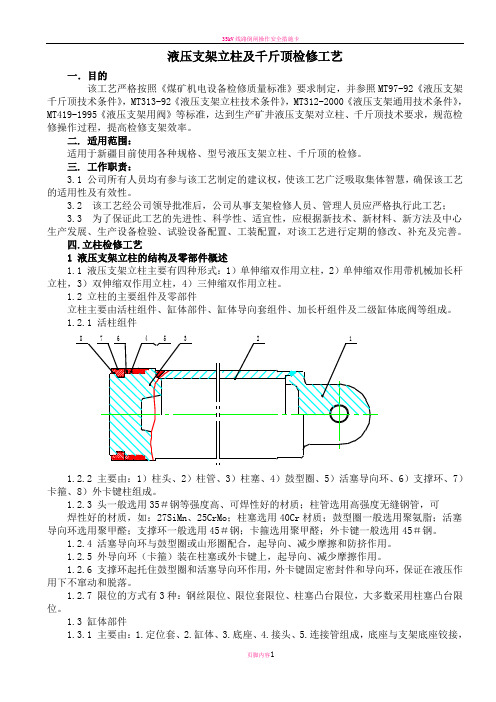
1.2 立柱的主要组件及零部件立柱主要由活柱组件、缸体部件、缸体导向套组件、加长杆组件及二级缸体底阀等组成。
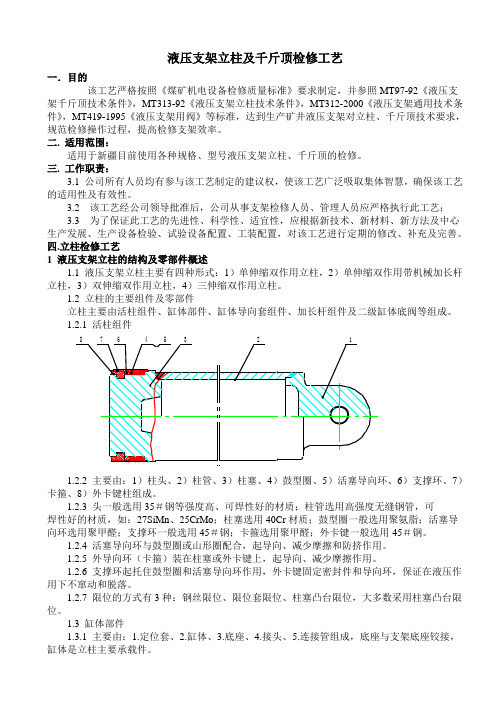
1.2.1 活柱组件378214561.2.2 主要由:1)柱头、2)柱管、3)柱塞、4)鼓型圈、5)活塞导向环、6)支撑环、7)卡箍、8)外卡键柱组成。
1.2.3 头一般选用35#钢等强度高、可焊性好的材质;柱管选用高强度无缝钢管,可焊性好的材质,如:27SiMn、25CrMo;柱塞选用40Cr材质;鼓型圈一般选用聚氨脂;活塞导向环选用聚甲醛;支撑环一般选用45#钢;卡箍选用聚甲醛;外卡键一般选用45#钢。
1.2.4 活塞导向环与鼓型圈或山形圈配合,起导向、减少摩擦和防挤作用。
1.2.5 外导向环(卡箍)装在柱塞或外卡键上,起导向、减少摩擦作用。
立柱及千斤顶大修规范
机制公司液压支架立柱及千斤顶大修规范一、主要技术标准:液压支架立柱活柱、千斤顶活塞杆维修应符合下列文件的规定和基本要求:1.《煤矿机电设备检修质量标准》;2.《MT/T1097-2008》煤矿机电设备检修技术规范;3.《MT312-2000》液压支架通用技术条件;4.《MT313-92》液压支架立柱技术条件;5.《MT97-92》液压支架千斤顶技术条件。
二、大修内容:针对立柱、千斤顶缸筒、活柱、活塞杆、等所有零部件,全面检查各零部件的尺寸精度、表面粗糙度、变形、外观清洁度等,对其进行维修或更换达到使用要求与相关标准。
或根据维修合同规定的某部分内容进行修复。
所有立柱千斤顶需按照工艺拆解到最小单元进行检验。
三、大修质量要求:1.在大修过程中,用户方派出代表到我公司生产现场进行巡检控制,对大修的质量、工期进行监督,并有权制止未按用户方图样和技术资料大修的行为,对此我公司维修人员应积极给予配合并加以改进。
2.要确保维修合同中注明的同批次大修立柱、千斤顶零部件具有互换性(若不能用同一规格零部件,需用户方同意)。
3.确保大修后立柱、千斤顶镀铬层能正常使用,1年内不锈蚀、不自然剥离脱落。
4.大修时更换的立柱缸筒、缸底、活柱、各种千斤顶缸筒、缸底、活塞杆材质必须是27SiMn。
5.大修时更换的立柱缸底、千斤顶缸底、推移耳轴都必须为锻制。
6.大修的立柱、千斤顶密封全部更换。
四、检测标准立柱检测标准1.缸体1)缸筒不得有明显变形、磕碰的凹凸点、可见裂纹及开焊现象;内孔的直线度不得大于0.5‰。
缸孔直径扩大,圆度、圆柱度均不得大于公称尺寸的2‰。
2)缸筒内表面无锈蚀、斑坑、拉伤等缺陷;如有轻度损坏,按大修工艺修复,修复后的密封配合面粗糙度应满足密封配合要求,缸口尺寸符合的原性能要求;缸筒行程部位内径尺寸公差不超过0.4mm。
3)缸体不得有裂纹,缸体端部的螺纹、环形槽或其他连接部位必须完整。
管接头不得变形。
4)缸体非配合表面应无毛刺,划伤深度不得大于1mm,磨损、撞伤面积不得大于2㎝2。
立柱、千斤顶维修工艺
液压支架立柱及千斤顶检修工艺一.目的该工艺严格按照《煤矿机电设备检修质量标准》要求制定,并参照MT97-92《液压支架千斤顶技术条件》,MT313-92《液压支架立柱技术条件》,MT312-2000《液压支架通用技术条件》,MT419-1995《液压支架用阀》等标准,达到生产矿井液压支架对立柱、千斤顶技术要求,规范检修操作过程,提高检修支架效率。
二. 适用范围:适用于新疆目前使用各种规格、型号液压支架立柱、千斤顶的检修。
三. 工作职责:3.1 公司所有人员均有参与该工艺制定的建议权,使该工艺广泛吸取集体智慧,确保该工艺的适用性及有效性。
3.2 该工艺经公司领导批准后,公司从事支架检修人员、管理人员应严格执行此工艺;3.3 为了保证此工艺的先进性、科学性、适宜性,应根据新技术、新材料、新方法及中心生产发展、生产设备检验、试验设备配置、工装配置,对该工艺进行定期的修改、补充及完善。
四.立柱检修工艺1 液压支架立柱的结构及零部件概述1.1 液压支架立柱主要有四种形式:1)单伸缩双作用立柱,2)单伸缩双作用带机械加长杆立柱,3)双伸缩双作用立柱,4)三伸缩双作用立柱。
1.2 立柱的主要组件及零部件立柱主要由活柱组件、缸体部件、缸体导向套组件、加长杆组件及二级缸体底阀等组成。
1.2.1 活柱组件1.2.2 主要由:1)柱头、2)柱管、3)柱塞、4)鼓型圈、5)活塞导向环、6)支撑环、7)卡箍、8)外卡键柱组成。
1.2.3 头一般选用35#钢等强度高、可焊性好的材质;柱管选用高强度无缝钢管,可焊性好的材质,如:27SiMn、25CrMo;柱塞选用40Cr材质;鼓型圈一般选用聚氨脂;活塞导向环选用聚甲醛;支撑环一般选用45#钢;卡箍选用聚甲醛;外卡键一般选用45#钢。
1.2.4 活塞导向环与鼓型圈或山形圈配合,起导向、减少摩擦和防挤作用。
1.2.5 外导向环(卡箍)装在柱塞或外卡键上,起导向、减少摩擦作用。
1.2.6 支撑环起托住鼓型圈和活塞导向环作用,外卡键固定密封件和导向环,保证在液压作用下不窜动和脱落。