支架机械加工工艺过程卡片
1、推动架工艺卡工序卡片

夹具
名称
辅助
工具
名称
型号
卧式铣床
XA6132
专用铣夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
1
1
铣φ32mm孔和φ16mm孔在同一基准上的两个端面
圆柱铣刀
游标卡尺
90mm
1
2.5mm
0.2mm/z
250r/min
47.1m/min
5.8min
设计者
指导教师
拉刀
游标卡尺
52mm
1
3mm
0.3mm/r
475r/min
14.36m/min
53s
设计者
指导教师
共11页
第11页
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
1
1
2
钻螺纹孔φ6mm
攻丝8M-6H
直柄麻花钻
机用丝锥
内径千分尺
螺纹塞规
1
1
1
1
3mm
0.5mm
0.3mm/r
0.1mm/r
420r/min
460r/min
4.7m/min
3.2m/min
26s
14s
设计者
指导教师
共11页
第9页
机械设计与制造专业
工序名称
铣端面
工序号
05
05
零件名称
(完整版)机械加工工艺过程卡片及工序卡片模板

设备名称
卧式车床
夹具编号
设备型号
设备编号
夹具名称
三爪卡盘
工位器具编号
工位器具名称
同时加工件数 切削液
工序工时 (分)
准终
单件
工步号 工
Ⅰ Ⅱ Ⅲ Ⅳ
步
内
粗车Φ 155 的端面
粗车Φ 155 的外圆
粗车Φ 100 的外圆
粗车Φ 75 的外圆
主轴转速 切削速度 进给量 切削深度 进给
工步工时
容
工艺装备
进给 次数
工步工时
基本
0.287
辅助
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
会 签(日期)
机械加工工序卡片
产品型号 产品名称
填料箱盖
车间
毛坯种类
零件图号
零件名称 工序号
填料箱盖
共8
工序名称
Ⅱ
粗镗Φ 60 的内孔
毛坯外形尺寸 每毛坯可制件数
页第 2 页 材 料 牌号
每 台 件数
设备名称
卧式车床
夹具编号
设备型号
设备编号
麻花钻 卡尺 0-50,0.05
0.762 0.501 1.35
0.145 0.988 0.649 1.75
立式钻床 麻花钻,丝锥 卡尺 0-50,0.05
1.716 2.224
Ⅷ
精车大端
卧式车床
1.818 2.356
Ⅸ
精镗大端孔
卧式车床
0.835 1.082
支架 工艺过程卡

45
钻、扩孔
以左外侧面、Φ5mm孔所在底面、前外表面为精基准,钻右侧面上的Φ30H7mm内孔,钻至Φ28mm,达到IT13、Ra12.5μm;钻右侧面上的Φ25mm内孔,钻至Φ23mm,达到IT13、Ra12.5μm;扩两侧Φ25mm内孔,不留余量,达到IT11、Ra12.5μm。
机加工
Z3040
山东大学
机械工程学院
机械加工工艺过程卡
产品型号
CM6125
零件图号
产品名称
精密车床
零件名称
支架
共3页
第1页
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
110×57.6×112
每毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
05
铸造
铸造
10
清砂
铸造
15
时效处理
人工时效处理,稳定制件质量。
机加工
TK611B
YG8硬质合金平头镗刀,塞规
55
半精镗
基准同上,半精镗Φ35J7mm内孔,留余量0.26mm,达到IT9、Ra3.2μm。
机加工
TK611B
YG8硬质合金平头镗刀,塞规
60
精镗
基准同上,精镗Φ35J7mm内孔,不留余量,达到IT7、Ra1.6μm;镗刀找正内腔圆弧段上表面。
机加工
TK611B
YT15硬质合金平头镗刀,塞规
59.33
65
粗铣平面
以左外侧面及其上的Φ30H7mm孔、Φ35J7mm孔为精基准,粗铣底部挡块的两个工作表面,不留余量,达到IT11、Ra12.5μm。
机械加工工艺过程卡片

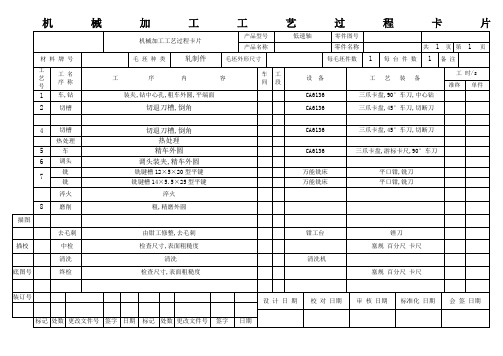
机械加工工艺过程卡片机械加工工艺过程卡片产品型号低速轴零件图号产品名称零件名称共 1 页第 1 页材料牌号毛坯种类轧制件毛坯外形尺寸每毛坯件数 1 每台件数 1 备注工艺号工名序称工序内容车间工段设备工艺装备工时/s准终单件1 车,钻装夹,钻中心孔,粗车外圆,平端面CA6136 三爪卡盘,90°车刀,中心钻2 切槽切退刀槽,倒角CA6136 三爪卡盘,45°车刀,切断刀4 切槽切退刀槽,倒角CA6136 三爪卡盘,45°车刀,切断刀热处理热处理5 车精车外圆CA6136 三爪卡盘,游标卡尺,90°车刀6 调头调头装夹,精车外圆7铣铣键槽12×5×20型平键万能铣床平口钳,铣刀铣铣键槽14×5.5×25型平键万能铣床平口钳,铣刀淬火淬火8 磨削粗,精磨外圆描图去毛刺由钳工修整,去毛刺钳工台锉刀描校中检检查尺寸,表面粗糙度塞规百分尺卡尺清洗清洗清洗机底图号终检检查尺寸,表面粗糙度塞规百分尺卡尺装订号设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期评分表加工余量表机械加工工序1卡片机械加工工序卡片产品型号零件图号产品名称减速器零件名称低速轴共1 页 第 1 页序号考核评价项目考核内容 学生 自检小组 互检教师 终检配分 成绩1 过程性考核 专业能力 相关知识点的学习40零件定位基准的选择原则能够正确选择零件加工时的定位基准2方法能力信息收集、自主学习、分析解决问题、归纳总结及创新能力103社会能力团队协作、沟通协调、语言表达能力及安全文明、质量保障意识104常规考核个人能力 理论知识综合考核情况305其他出勤、课堂纪律、回答问题、作业完成情况10车间工序号工序名称材料牌号车,钻毛坯种类毛坯外形尺寸每毛坯可制件数每台件数轧制件Φ65×251 1 1设备名称设备型号设备编号同时加工件数车床CA3136夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 平端面3mm三爪卡盘,90°车刀,中心钻700 0.67 0.5 3 62 转中心孔400 0.9 1 5 53 粗车φ65--51.8×176mm 400 0.9 2.2 13.2 64 粗车φ51.8--46.5×148mm 400 0.9 2.65 5.3 25 粗车φ46.5--40.5×58mm 400 0.9 26 3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序2卡片机械加工工序卡片产品型号零件图号产品名称减速器零件名称低速轴共 1 页第 1 页车间工序号工序名称材料牌号切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数轧制件Φ65×251 1 1设备名称设备型号设备编号同时加工件数车床CA6132夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 切2×1的退刀槽三爪卡盘,45°车刀,切断刀120 1 0.25 0.75 12 倒角2c 400 0.67 0.4 2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序3卡片机械加工工序卡片产品型号零件图号产品名称减速器零件名称低速轴共 1 页第 1 页车间工序号工序名称材料牌号调头,钻,车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数轧制件 φ65×251 1 1 设备名称 设备型号 设备编号同时加工件数车床 CA6136夹具编号夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时r/minm/minmm/r mm机动 辅助1 调头装夹 三爪卡盘,90°车刀,中心钻2 平端面3mm 7000.67 0.5 2 4 3 钻中心孔400 0.9 1 5 5 4 粗车φ65--61.8×69mm 400 0.9 1.6 3.2 2 5粗车φ61.8--46.5×29mm4000.92.655.32设 计(日期)审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工序4卡片机械加工工序卡片产品型号零件图号产品名称减速器 零件名称 低速轴共1 页 第 1 页车间工序号工序名称 材 料 牌 号切槽毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数每 台 件 数轧制件Φ65×25111设备名称设备型号设备编号同时加工件数车床CA6136夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 切2×1的退刀槽三爪卡盘,45°车刀,切断刀120 1 0.25 0.75 12 倒角2c 400 0.67 0.4 2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序5卡片机械加工工序卡片产品型号零件图号产品名称减速器零件名称低速轴共 1 页第 1 页车间工序号工序名称材料牌号车毛坯种类毛坯外形尺寸每毛坯可制件数每台件数轧制件Φ65×251 1 1设备名称设备型号设备编号同时加工件数车床CA6136夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车φ46.5--45.5×29mm三爪卡盘,游标卡尺,90°车刀710 1.883 0.2 1 52 半精车φ61.8--60×40mm 710 1.883 0.2 1.8 9设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序6卡片机械加工工序卡片产品型号零件图号产品名称减速器零件名称低速轴共 1 页第 1 页车间工序号工序名称材料牌号调头,车毛坯种类毛坯外形尺寸每毛坯可制件数每台件数轧制件Φ65×251 1 1设备名称设备型号设备编号同时加工件数车床CA6136夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时r/minm/minmm/r mm机动 辅助1 调头装夹三爪卡盘,游标卡尺,90°车刀2 半精车φ40.5--39×58mm 710 1.883 0.3 1.5 5 3 半精车φ46.5--45.5×90mm 710 1.883 0.2 1 5 4半精车φ51.8--50×28mm7101.8830.21.89设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工序7卡片机械加工工序卡片产品型号零件图号产品名称减速器 零件名称 低速轴共1 页 第 1 页车间工序号工序名称 材 料 牌 号铣毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数每 台 件 数轧制件 Φ65×251 1 1 设备名称设备型号设备编号同时加工件数铣床夹具编号夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时r/min m/min mm/r mm机动 辅助1 铣键槽12×5×20型平键平口钳,铣刀低速0.7 1 5 52 铣键槽14×5.5×25型平键低速0.7 1.1 5..55设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序8卡片机械加工工序卡片产品型号零件图号产品名称减速器零件名称低速轴共 1 页第 1 页车间工序号工序名称材料牌号磨削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数轧制件Φ65×251 1 1设备名称设备型号设备编号同时加工件数M1432B夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备工件转速砂轮速度进给量磨削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗磨φ45.5--45.2×90mm专用夹具10 30 0.020.3 15 2 精磨φ45.2--45×90mm 0.2 103 粗磨φ45.5--45.2×29mm 0.3 154 精磨φ45.2--45×29mm 0.2 10设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工艺过程卡片机械加工工艺过程卡片产品型号零件图号产品名称减速器零件名称下箱体共 1 页第 1 页材料牌号毛坯种类轧制件毛坯外形尺寸每毛坯件数 1 每台件数 1 备注工艺号工名序称工序内容车间工段设备工艺装备工时/s准终单件1 装夹,铣夹持箱体底座的毛坯铸件,加工底面万能铣床平口钳粗,精铣下箱体底面万能铣床平口钳,铣刀2 装夹,铣将下箱体底面作为基准,加工下箱体的顶面万能铣床平口钳粗,精铣下箱体顶面万能铣床平口钳,铣刀3 装夹,铣将下箱体底面,顶面作为夹持面加工下箱体宽度方向的两侧面万能铣床平口钳粗,精铣下箱体侧面万能铣床平口钳,铣刀4 装夹,铣以刚加工的这个平面为夹持底面装夹,铣削其对面万能铣床平口钳粗,精铣下箱体侧面万能铣床平口钳,铣刀5 钻,磨钻出连接孔和销孔钻床平口钳,钻头粗磨下箱体底面磨床描图描校去毛刺由钳工修整,去毛刺钳工台锉刀中检检查尺寸,表面粗糙度塞规百分尺卡尺底图号清洗清洗清洗机终检检查尺寸,表面粗糙度塞规百分尺卡尺装订号设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期处数更改文件号签字日期机械加工工序卡片产品名称减速器 零件名称 下箱体共1 页 第 1 页车间工序号工序名称 材 料 牌 号装夹,铣毛 坯 种 类毛坯外形尺寸 每毛坯可制件数每 台 件 数铸件11 设备名称设备型号设备编号同时加工件数铣床夹具编号夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时r/minm/minmm/r mm机动 辅助1 夹持箱体底座的毛坯铸件,加工底面 平口钳,铣刀2 粗铣下箱体底面至188.5mm 低速档1.3 6.5 5 3精铣下箱体底面至187.5mm高速档0.215设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工序卡片产品名称减速器 零件名称 下箱体共1 页 第 1 页车间工序号工序名称 材 料 牌 号装夹,铣毛 坯 种 类毛坯外形尺寸 每毛坯可制件数每 台 件 数铸件11 设备名称设备型号设备编号同时加工件数铣床夹具编号夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时r/minm/minmm/r mm机动 辅助1 将下箱体底面作为基准,加工下箱体的顶面 平口钳,铣刀2 粗铣下箱体顶面至181mm 低速档1.3 6.5 5 3精铣下箱体顶面至180.5mm高速档0.10.55设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工序卡片产品名称减速器零件名称下箱体共 1 页第 1 页车间工序号工序名称材料牌号装夹,铣毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数铣床夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 将下箱体底面,顶面作为夹持面加工下箱体宽度方向的两侧面平口钳,铣刀2 粗铣下箱体侧面至208.5mm 低速档 1.3 6.5 53 精铣下箱体侧面至207.5mm 高速档0.2 1 5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称减速器 零件名称 下箱体共1 页 第 1 页车间工序号工序名称 材 料 牌 号装夹,铣毛 坯 种 类毛坯外形尺寸 每毛坯可制件数每 台 件 数铸件11 设备名称设备型号设备编号同时加工件数铣床夹具编号夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时r/minm/minmm/r mm机动 辅助1 以刚加工的这个平面为夹持底面装夹,铣削其对面 平口钳,铣刀2 粗铣下箱体侧面至201mm 低速档1.3 6.5 5 3精铣下箱体侧面至200mm高速档0.215设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工序卡片产品名称减速器 零件名称 下箱体共1 页 第 1 页车间工序号工序名称 材 料 牌 号钻,磨毛 坯 种 类毛坯外形尺寸 每毛坯可制件数每 台 件 数铸件11 设备名称设备型号设备编号同时加工件数钻床夹具编号夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时r/minm/minmm/r mm机动 辅助1 钻出连接孔和销孔 专用夹具,钻头2 粗磨下箱体顶面至180.2mm 低速档 0.15 0.3 2 3精磨下箱体顶面至180mm高速档0.10.22设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工艺过程卡片产品型号零件图号产品名称减速器零件名称上箱体共 1 页第 1 页材料牌号毛坯种类轧制件毛坯外形尺寸每毛坯件数 1 每台件数 1 备注工艺号工名序称工序内容车间工段设备工艺装备工时/s准终单件1 装夹,铣夹持上箱体底座的毛坯铸件,加工底面万能铣床平口钳粗,精铣上箱体底面万能铣床平口钳,铣刀2 装夹,铣将上箱体底面,顶面作为夹持面加工上箱体宽度方向的两侧面万能铣床平口钳粗,精铣上箱体侧面万能铣床平口钳,铣刀3 装夹,铣以刚加工的这个平面为夹持底面装夹,铣削其对面万能铣床平口钳粗,精铣上箱体侧面万能铣床平口钳,铣刀4 钻,磨钻出连接孔和销孔万能铣床平口钳,钻头粗磨上箱体底面磨床5 盒盖,镗孔上,下箱体盒盖镗床平口钳,钻头镗孔镗刀6 镗槽镗内槽镗床镗刀描图描校去毛刺由钳工修整,去毛刺钳工台锉刀中检检查尺寸,表面粗糙度塞规百分尺卡尺底图号清洗清洗清洗机终检检查尺寸,表面粗糙度塞规百分尺卡尺装订号设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期处数更改文件号签字日期机械加工工序卡片产品名称减速器 零件名称 上箱体共1 页 第 1 页车间工序号工序名称 材 料 牌 号装夹,铣毛 坯 种 类毛坯外形尺寸 每毛坯可制件数每 台 件 数铸件11 设备名称设备型号设备编号同时加工件数铣床夹具编号夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时r/minm/minmm/r mm机动 辅助1 夹持上箱体底座的毛坯铸件,加工底面 平口钳,铣刀2 粗铣上箱体底面至188.5mm 低速档1.3 6.5 5 3精铣上箱体底面至187.5mm高速档0.215设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工序卡片产品名称减速器零件名称上箱体共 1 页第 1 页车间工序号工序名称材料牌号装夹,铣毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数铣床夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 将上箱体底面,顶面作为夹持面加工上箱体宽度方向的两侧面平口钳,铣刀2 粗铣上箱体侧面至208.5mm 低速档 1.3 6.5 53 精铣上箱体侧面至207.5mm 高速档0.2 1 5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称减速器 零件名称 上箱体共1 页 第 1 页车间工序号工序名称 材 料 牌 号装夹,铣毛 坯 种 类毛坯外形尺寸 每毛坯可制件数每 台 件 数铸件11 设备名称设备型号设备编号同时加工件数铣床夹具编号夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时r/minm/minmm/r mm机动 辅助1 以刚加工的这个平面为夹持底面装夹,铣削其对面 平口钳,铣刀2 粗铣上箱体侧面至201mm 低速档1.3 6.5 5 3精铣上箱体侧面至200mm高速档0.215设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工序卡片产品名称减速器 零件名称 上箱体共1 页 第 1 页车间工序号工序名称 材 料 牌 号钻,磨毛 坯 种 类毛坯外形尺寸 每毛坯可制件数每 台 件 数铸件11 设备名称设备型号设备编号同时加工件数钻床夹具编号夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时r/minm/minmm/r mm机动 辅助1 钻出连接孔和销孔 专用夹具,钻头2 粗磨上箱体底面至187.2mm 低速档 0.15 0.3 2 3精磨上箱体底面至187mm高速档0.10.22设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工序卡片产品名称减速器 零件名称 下箱体共1 页 第 1 页车间工序号工序名称 材 料 牌 号盒盖,镗孔毛 坯 种 类毛坯外形尺寸 每毛坯可制件数每 台 件 数铸件11 设备名称设备型号设备编号同时加工件数镗床夹具编号夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时r/minm/minmm/r mm机动 辅助1 上,下箱体盒盖 专用夹具,镗刀2 粗镗φ27.5至φ34 低速档 1.3 6.5 5 3 精镗φ34至φ35 高速档 0.2 1 54 粗镗φ37.5至φ44 低速档 1.3 6.5 5 5精镗φ44至φ45高速档0.215设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工序卡片产品名称减速器零件名称上箱体共 1 页第 1 页车间工序号工序名称材料牌号镗内槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数镗床夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗镗φ35至φ42宽3mm专用夹具,镗刀低速档 1 7 72 精镗φ42至φ43宽3mm 高速档0.2 1 53 粗镗φ45至φ52宽3mm 低速档 1 7 74 精镗φ52至φ53宽3mm 高速档0.2 1 5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
机械加工工序卡片+机械加工工艺过程卡片

会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
洛阳理工学院
机械加工工序卡片
产品型号
零件图号
A4
B10021415
产品名称
倒档拨叉
零件名称
倒档拨叉
共(14)页
第(2)页
车间
工序号
工序名称
材料牌号
金工
2
车
KTH350—10
毛坯种类
毛坯外形尺寸
每毛坯可制件数
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
洛阳理工学院
机械加工工序卡片
产品型号
零件图号
A4
B100214 15
产品名称
倒档拨叉
零件名称
倒档拨叉
共(14)页
第(13)页
车间
工序号
工序名称
材料牌号
金工
13
精铣脚面夹具
KTH350-10
毛坯种类
毛坯外形尺寸
钻刮复合钻Ø13.5xØ30
750
27
0。3
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
洛阳理工学院
机械加工工序卡片
产品型号
零件图号
(完整版)机械加工工艺过程卡片及工序卡片模板
工序号
工序名称
Ⅰ
粗车端面和外圆
Ⅱ
粗镗内孔
机械加工工艺过程卡片
产品型号 产品名称
HT200
毛坯种 类
铸造
毛坯外形尺寸
填料箱盖
零件图号 零件名称 每毛坯件数
填料箱盖
每 台件数
工
序
内
容
车间
粗车Φ 155 的端面 粗车Φ 155 的外圆 粗车Φ 100 的外圆 粗车Φ 75 的外圆
粗镗Φ 60 的内孔
同时加工件数 切削液
工序工时 (分 )
准终
单件
工步号 工
Ⅰ
步
内
切槽
容
工艺 装备
成形刀具
主轴转速
r/min
90
切削速度
m/min
44.93
进给量
mm/r
0.65
切削深度
mm
5.25
进给 次数
工步工时
基本
辅助
0.124
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
填料箱盖
车间
毛坯种类
零件图号
零件名称 工序号
填料箱盖
共8
工序名称
Ⅴ
镗孔
毛坯外形尺寸 每毛坯可制件数
页第 6 页 材 料 牌号
每 台 件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时 (分 )
准终
单件
工步号 工
Ⅰ Ⅱ Ⅲ
(机械制造行业)机械加工工艺过程卡片及工序卡
连杆加工工艺过程卡片及工序卡
学生姓名
届
学院(系)机械学院
指导教师
职称
2013 专业机械工程及自动化 副教授
天型号 产品名称
492Q 连杆总成
零件图号 零件名称
760-1004050 连杆
共(3)页 第(1)页
材料牌号
天津理工大学
机械加工工艺过程卡片
产品型号 产品名称
492Q 连杆总成
零件图号 零件名称
760-1004050 连杆
共(3)页 第(2)页
材料牌号 工 工序 序 名称 号
45Mn 工
毛坯种类 序
16 钳工 钻扩铰螺栓孔
17 钳工 杆盖螺栓孔倒角 18 铣工 铣杆盖缺口面 19 铣工 铣杆油槽 20 钳工 钻油孔 21 钳工 煮螺栓 22 钳工 装配螺栓 23 车工 半精镗大头孔 24 车工 大头孔倒角
毛坯外形尺寸 容 车间 工段
每件毛坯可制件数
设备
工
每台件数 艺装备
4 备注
工
时
准终 单件
Z535
钻头φ42.5
1
镗床 J-24,D-24,气动测头,内径表 18~35
2.4
铣床
J-25,三面刀铣刀φ100×22,锉刀
4.8
磁力探伤机
钳工台
重量分选仪 ZDF-1000 型 金属电刻字机 DK100 型
25 磨工 精磨两大平面
26 车工 精镗大小头孔
27 车工 车小头厚度 28 车工 修重小头
29 钳工 珩磨大头孔
30 钳工 压铜套
锻件 内
毛坯外形尺寸 容 车间 工段
每件毛坯可制件数
机械加工工艺过程卡片模版
机械加工工艺过程卡片模版一、加工工艺概述:1.1加工对象:(描述加工对象的类型、材料、尺寸等)1.2加工要求:(描述加工零件的精度、表面质量、工艺要求等)1.3加工方式:(描述采用何种机械加工方式进行加工,如车、铣、钻、刨等)1.4加工设备:(列举需要使用的具体加工设备,如车床、铣床、钻床等)二、工序流程:2.1工序一:(描述第一个工序的具体加工内容)2.1.1加工设备:(描述该工序需要使用的具体加工设备)2.1.2加工参数:(描述该工序的加工参数,如转速、进给率、切削液等)2.1.3加工顺序:(描述该工序的加工顺序,如先粗加工后精加工)2.2工序二:(描述第二个工序的具体加工内容)2.2.1加工设备:(描述该工序需要使用的具体加工设备)2.2.2加工参数:(描述该工序的加工参数,如转速、进给率、切削液等)2.2.3加工顺序:(描述该工序的加工顺序,如先粗加工后精加工)(以此类推,按照加工的顺序描述每一个工序的具体内容)三、工艺参数和工艺要求:3.1工艺参数:(描述每一个工序的加工参数,如车削用刀具的材料、刀具尺寸、转速、进给率等)3.2工艺要求:(描述每一个工序的工艺要求,如尺寸公差、表面粗糙度、平行度、圆度等)四、加工工具和夹具:4.1加工工具:(列举每一个工序需要使用的加工工具,如车刀、铣刀、钻头等)4.2夹具:(描述每一个工序需要使用的夹具,如卡盘、夹具、模块等)五、检测和质量控制:5.1检测方法:(描述每一个工序的检测方法,如测量、检查、试装等)5.2检测设备:(列举每一个工序需要使用的检测设备,如千分尺、卡尺、测量仪器等)5.3质量控制:(描述每一个工序的质量控制方法,如过程控制、巡检、最终验收等)六、安全注意事项:6.1安全设施:(描述加工过程中需要采取的安全设施,如护罩、防护镜、防护手套等)6.2安全措施:(描述每一个工序的安全措施,如操作规范、防护措施、通风换气等)七、加工材料和切削液:7.1加工材料:(描述加工过程中需要使用的材料,如金属材料、塑料材料、复合材料等)7.2切削液:(描述加工过程中需要使用的切削液的种类、用量、添加时间等)八、加工时间和费用估计:8.1加工时间:(估计每一个工序的加工时间,如车削时间、铣削时间、钻削时间等)8.2费用估计:(估计每一个工序的加工费用,如加工设备的使用费、人工成本等)。
机械加工工艺过程卡片
工序号 零件号 同时加工工 件数
Ⅳ 0405
拨
叉
1
材料 牌号 HT200 硬度 HBS190~220 设备 名称 卧式铣床 安装 工步 安装及工步说明 刀具 量具 游标 卡尺 型号 型式
毛坯 重量 1.0kg 辅助工具
金属型铸件 夹具 专用夹具
X62
走刀长度 切削深度 进给量 主轴转速 切削速度 基本工时 走刀次数 mm mm mm/r r/min m/min min 48 1×2 7.25 0.22 300 8 48 4.04 1in
0.023 拉φ 250 花键孔
工序号 零件号 同时加工工 件数
III 0405
拨
叉
1
材料 牌号 HT200 硬度 HBS190~220 设备 名称 卧式内拉床 安装 工步 安装及工步说明 刀具 量具 型号 型式
毛坯 重量 1.0kg 辅助工具
金属型铸件 夹具 专用夹具
L6110
走刀长度 切削深度 进给量 主轴转速 切削速度 基本工时 走刀次数 mm mm mm/r r/min m/min min
1
粗铣槽 80
+0.03
mm
镶齿三面刃铣刀 游标 卡尺
47
1
7
0.15
75
18.84
0.225
2 设计者
精铣槽 80 XXX
+0.03
mm
镶齿三面刃铣刀
45 指导老师
7
1×2 XXX
1
0.04
318
16 共 7 页
0.85 第5页
淮海工学院机电 021
机械加工工艺卡片
工序名称 零件名称 零件重量
0.012 铣 180 槽
机械加工工艺过程卡片
车床
CA6136
夹具编号
夹具名称
通用夹具
工位器具编号
工位器具名称
每台件数 1
同时加工件数
切削液
工序工时 /s
准终
单件
工步号 工
步
内
1 调头装夹
2 半精车φ40.5--39×58mm
3 半精车φ46.5--45.5×90mm
4 半精车φ51.8--50×28mm
容
工艺装备
主轴转速 r/min
切削速度 m/min
0.67
0.4
2
1
三爪卡盘,45°车刀,切断刀
设 计 日 期 校 对 日期 审 核 日期 标准化 日期 会 签 日期
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
机械加工工序 3 卡片
机械加工工序卡片
产品型号 产品名称
减速器
车间
毛坯种类
零件图号
零件名称 低速轴
共 1 页第 1 页
机
材料牌号
工 艺 号
工名 序称
1 车,钻
2 切槽
械
加
工
工
艺
过
程
卡
片
机械加工工艺过程卡片
毛坯种类
轧制件
产品型号 产品名称 毛坯外形尺寸
低速轴
零件图号 零件名称
每毛坯件数 1
共 1 页第 1 页 每台件数 1 备注
工
序
内
容
装夹,钻中心孔,粗车外圆,平端面
切退刀槽,倒角
车工 间段
设备
CA6136 CA6136
mm
进给次数
工步工时 机动 辅助
低速档 高速档
支架加工工艺机械加工工艺过程卡片

产品型号
零件图号
产品名称
支架
零件名称
支架
共
1
页
第
1
页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
每毛坯件数
1
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
1
铸造
铸造
2
时效处理
时效处理
3
铣
铣120×100的底端面
X51
专用夹具,铣刀,游标卡尺
4
钻
钻4-Φ11的孔,锪孔Φ20
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
Z525
专用夹具,麻花钻,锪刀,千分尺
5
铣
铣Φ60的两端面(外侧)
X51
专用夹具,铣刀,游标卡尺
6
铣
粗精铣Φ45的两端面(内侧)
X51Φ25的孔
Z525
专用夹具,麻花钻,扩刀,铰刀,千分尺
8
检验
检验
9
入库
入库
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
机械制造张紧轮支架机械加工工艺过程卡,工序卡
标准化(日期)
会 签(日期)
标记
处数
更改文件号
签 字
日 期
标记
处数
更改文件号
签 字
日 期
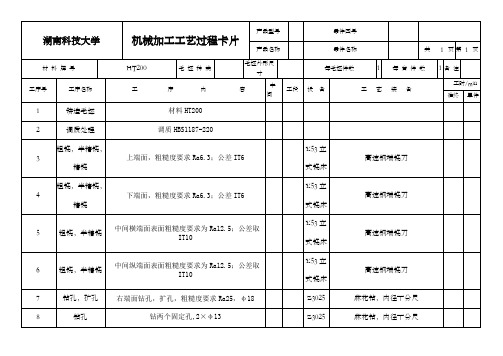
湖南科技大学
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
张紧轮支架
共
1
页
第
1
页
车间
工序号
工序名称
材 料 牌 号
9
钻固定孔
HT200
毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
172*87*64
X53立式铣床
高速钢端铣刀
7
钻孔,扩孔
右端面钻孔,扩孔,粗糙度要求Ra25,φ18
Z3025
麻花钻,内径千分尺
8
钻孔
钻两个固定孔,2×φ13
Z3025
麻花钻,内径千分尺
9
去毛刺
去除表面毛刺
钳工台
锉刀
10
修整
右端面修整
11
清洗
清洗表面
清洗台
12
涂漆
表面涂漆
设计(日期)
校对(日期)
审 核(日期)
标准化(日期)
湖南科技大学
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共
1
页
第
1
页
材 料 牌 号
HT200
毛 坯 种 类
毛坯外形尺寸
每毛坯件数
1
每 台 件 数
1
备 注
工序号
工序名称
工 序 内 容
车间
工段
机械加工工艺设计过程卡片及工序卡片
机械加工工艺设计过程卡片及工序卡片机械加工工艺设计是将产品设计图纸上的几何形状和尺寸转化为加工工艺方案的过程。
在机械加工工艺设计中,设计师需要根据产品的要求和加工设备的特点,综合考虑材料、工艺和生产成本等因素,制定出一套合理的加工工艺方案。
下面是机械加工工艺设计过程卡片及工序卡片的详细介绍。
一、机械加工工艺设计过程卡片1.工件信息:包括工件名称、图号、材料、尺寸等信息。
2.工艺要求:包括工艺要求、加工精度要求、表面质量要求等。
3.设计依据:包括设计图纸、产品规范等依据。
4.工艺路线:包括加工顺序、加工方式、工序安排等。
5.工具选择:包括刀具、夹具、量具等选择。
6.主要设备:包括加工设备、工艺设备等。
7.工时计算:包括加工时间、换刀时间等计算。
8.参考资料:包括机床手册、刀具技术参数表等。
通过填写机械加工工艺设计过程卡片,可以使机械加工工艺设计的过程更加规范化、有条理,减少因为遗漏或者不清晰导致的错误和纠纷。
二、工序卡片工序卡片是机械加工工艺设计中用于记录每个工序细节的文件。
它可以帮助加工工人了解工件的加工要求,掌握加工过程中的关键参数和控制要点,提高加工效率和质量。
工序卡片一般包括以下内容:1.工序号:标识每个工序的唯一编号。
2.工序名称:描述工序的名称。
3.工序要求:描述工件在该工序中的加工要求,包括加工尺寸、加工精度、表面质量等。
4.加工工艺:描述工序的加工工艺,包括加工方式、切削参数等。
5.设备与工具:描述该工序需要使用的机床、刀具、夹具等设备与工具。
6.加工顺序:描述该工序在整个工艺中的位置和顺序。
7.注意事项:描述该工序中需要注意的事项,如安全注意事项、操作要点等。
通过填写工序卡片,加工工人可以清晰地了解每个工序的加工要求和操作步骤,避免因为操作不当导致的错误和事故发生。
总之,机械加工工艺设计过程卡片和工序卡片都是机械加工工艺设计过程中重要的文件记录工具。
通过填写和使用这些卡片,可以使机械加工工艺设计更加规范化、有条理,提高生产效率和产品质量。
支架零件图设计
河北科技学院本科生毕业论文(设计)题目:支架零件图设计系别机电工程系学科门类工学专业机械设计制造及其自动化学号2142207116姓名xxxxxx指导教师xxxxxx完成时间2016年5月1日目录摘要 (I)ABSTRACT .................................................... 错误!未定义书签。
第一章前言.. (1)1.1支架零件图设计要求 (1)1.2零件的结构工艺性分析 (2)1.3 支架的研究意义 (2)第二章支架零件图 (4)2.1支架的作用 (4)2.2 支架零件图 (4)2.3 支架零件图分析 (4)2.4 支架毛坯图 (5)第三章支架零部件设计 (5)3.1 零件的工艺分析 (5)3.2 选择毛坯 (6)3.3 确定毛坯尺寸 (6)3.4 选择夹具 (7)第四章支架工艺编制 (7)4.1 第一工序:铸造 (8)4.2 第二工序:清砂 (8)4.3 第三工序:铣 (9)4.4 第四工序:铣 (10)4.5 第五工序:铣 (11)4.6 第六工序:车 (12)4.7 第七工序:钳 (13)4.8 第八工序:检验 (14)第五章夹具设计 (15)5.1 夹具概念 (15)5.2 夹具设计要求 (15)5.3 夹具组成............................................ 错误!未定义书签。
5.4车床夹具 (16)第六章结束语 (17)参考文献 (18)致谢 (18)摘要随着社会的发展,机械制造业在我国工业体系的地位越来越重要,现已成为国民经济的支柱产业,然而支架的应用是机械制造业的一部分,不论是传统制造业还是现代制造业,都离不开支架的应用。
支架零件图设计可以提高工厂的生产力,保证产品质量,节约能源,提高产品的市场竞争能力,在目前我国机械制造业的现状下,可节省大量的资金和社会资源。
支架广泛应用于机械、电子、纺织、冶金、采矿、汽车、航空、航天及船舶等领域。
机械加工工艺过程卡与工序卡
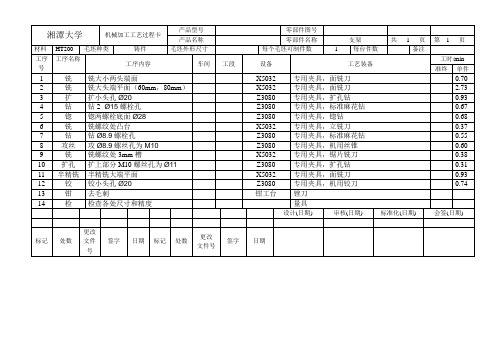
湘潭大学机械加工工艺过程卡产品型号零部件图号产品名称零部件名称支架共 1 页第 1 页材料HT200 毛坯种类铸件毛坯外形尺寸每个毛坯可制件数 1 每台件数备注工序号工序名称工序内容车间工段设备工艺装备工时/min准终单件1 铣铣大小两头端面X5032 专用夹具,面铣刀0.702 铣铣大头端平面(60mm,80mm)X5032 专用夹具,面铣刀 2.733 扩扩小头孔Ø20Z3080 专用夹具,扩孔钻0.934 钻钻2×Ø15螺栓孔Z3080 专用夹具,标准麻花钻0.675 锪锪两螺栓底面Ø28Z3080 专用夹具,锪钻0.686 铣铣螺纹处凸台X5032 专用夹具,立铣刀0.377 钻钻Ø8.9螺栓孔Z3080 专用夹具,标准麻花钻0.558 攻丝攻Ø8.9螺丝孔为M10Z3080 专用夹具,机用丝锥0.609 铣铣螺纹处3mm槽X5032 专用夹具,锯片铣刀0.3810 扩孔扩上部分M10螺丝孔为Ø11Z3080 专用夹具,扩孔钻0.3111 半精铣半精铣大端平面X5032 专用夹具,面铣刀0.9312 铰铰小头孔Ø20Z3080 专用夹具,机用铰刀0.7413 钳去毛刺钳工台锉刀14 检检查各处尺寸和精度量具设计(日期) 审核(日期) 标准化(日期) 会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共14页第1页车间工序号工序名称材料牌号1粗铣端面HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件1设备名称设备型号设备编号同时加工件数立式铣床X5032 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min 准终单件0.70工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时/min机动辅助1 粗铣小头端端面A1Ø50mm硬质合金面铣刀,专用夹具375 58.9 0.15 3 1 0.3 0.382 翻转夹具,粗铣小头端端面A2375 58.9 0.153 1 0.3 0.38设计审核标准化会签(日期) (日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共14页第2页车间工序号工序名称材料牌号2 铣大头端端面HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件 1设备名称设备型号设备编号同时加工件数立式铣床X5032 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min 准终单件2.73工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时/min机动辅助1 粗铣大头端端面A面至6119.0+mm,B面至8122.0+mmØ50mm硬质合金面铣刀,专用夹具375 58.9 0.15 7 2 2.2 0.38设计 (日期) 审核 (日期) 标准化 会签标记 处数更改文件号签字日期标记 处数更改文件号签字日期湘潭大学机械加工工序卡产品型号 零部件图号 产品名称零部件名称 支架 共 14 页第 3 页车间 工序号 工序名称 材料牌号 3扩小头孔HT200 毛坯种类 毛坯外形尺寸每个毛坯可制件数每台件数铸件 1 设备名称 设备型号设备编号同时加工件数钻床 Z30801 夹具编号夹具名称 切削液 专用夹具 工位器具编号工位器具名称工序工时/min 准终 单件0.93工步号工步内容工艺装备主轴转速 r/min 切削速度 m/min 进给量mm/r 切削深度mm 进给次数工步工时/min 机动 辅助 1粗扩铸造毛坯孔Ø16mm至Ø1921.00+mmØ19mm 硬质合金扩孔钻,专用夹具20011.911.510.250.272 精扩孔Ø19mm 至Ø19.8084.00+mmØ19.8mm 硬质合金扩孔钻,专用夹具25015.60.90.410.220.16设计(日期)审核(日期)标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共14 页第4页车间工序号工序名称材料牌号4 钻螺栓孔HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件 1设备名称设备型号设备编号同时加工件数钻床Z3080 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min 准终单件0.67工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时/min机动辅助1 钻螺栓孔Ø15mm硬质合金麻花钻,专用夹具500 23.6 0.2 7.5 1 0.16 0.342 移动夹具钻另一面螺栓孔Ø15mm500 23.6 0.2 7.5 1 0.16 0.16设计(日期)审核(日期)标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共14页第5页车间工序号工序名称材料牌号5 锪沉头孔HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件 1设备名称设备型号设备编号同时加工件数钻床Z3080 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min 准终单件0.68工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时/min机动辅助1 锪沉头孔至尺寸Ø28mm锪钻Ø28mm,专用夹具118 10.4 0.1 6.5 1 0.17 0.342 移动夹具锪另一面沉头孔至尺寸118 10.4 0.1 6.5 1 0.17 0.16设计(日期)审核(日期)标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共14 页第6页车间工序号工序名称材料牌号6 铣凸台HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件 1设备名称设备型号设备编号同时加工件数立式铣床X5032 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min 准终单件0.37工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时/min机动辅助1 粗铣凸台面至尺寸Ø25mm立铣刀,750 59 0.1 3 1 0.08 0.28专用夹具设计(日期)审核(日期)标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共14 页第7页车间工序号工序名称材料牌号7 钻底孔HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件 1设备名称设备型号设备编号同时加工件数钻床Z3080 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min 准终单件0.56。
支架工艺过程卡片
立式钻床 立式钻床 立式钻床 立式钻床
Z525 Z525 Z525 Z525
专用钻夹具 2 专用钻夹具 2 专用钻夹具 3 专用钻夹具 3
钻-铰
钻孔攻丝 钻孔 钳工 清洗 检验入库
标记
处数
更改文件号
签字
日期
标记
处数
更改文件 号
签字
日期
编制(日期)
审核(日期
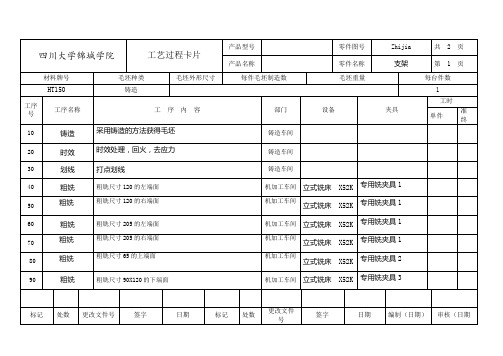
产品型号
零件图号 零件名称 毛坯重量
Zhijia
共 第
2 1
页 页
四川大学锦城学院
材料牌号 毛坯种类 铸造
工艺过程卡片
产品名称 毛坯外形尺寸 每件毛坯制造数
支架
每台件数 1 工时
HT150
工序 号
10 20 30 40 50 60 70 80 90
工序名称
工
序 内
容
部门
铸造车间 铸造车间 铸造车间 机加工车间 机加工车间
设备
夹具
单件
准 终
铸造 时效 划线 粗铣 粗铣 粗铣 粗铣 粗铣 粗铣
采用铸造的方法获得毛坯 时效处理,回火,去应力 打点划线
粗铣尺寸 120 的左端面 粗铣尺寸 120 的右端面
立式铣床 立式铣床 立式铣床 立式铣床 立式铣床 立式铣床
X52K X52K X52K X52K X52K X52K
专用铣夹具 1 专用铣夹具 1 专用铣夹具 1 专用铣夹具 1 专用铣夹具 2 专用铣夹具 3
粗铣尺寸 205 的左端面 粗铣尺寸 205 的右端面 粗铣尺寸 65 的上端面
机加工车间 机加工车间 机加工车间
粗铣尺寸 90X120 的下端面
机加工车间
机械加工工艺过程卡片和机械加工工序卡片

机械加工工艺过程卡填写参考模板(一页不够可以复制接续到下一页)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片填写参考模板(5-8张,要来自于上面的工艺过程卡的某一个工序,自己选择做某个工序,并按工序号大小顺次填写)机械加工工序卡片产品型号零件图号共5页产品名称零件名称右支架第1页CAD中要抓取白底的图片放入并要符合工序简图的绘制要求车间工序号工序名称材料牌号05 粗铣顶面A ZG310-570毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件设备名称设备型号设备编号同时加工件数XA5032 1 夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件高速钢镶齿铣刀工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm进给次数工步工时/min基本辅助1 粗铣顶面A 刀具:高速钢镶齿套式端铣刀量具:游标卡尺60 23.55 1.12 4 2.02 描图描校装订号设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号共5页产品名称零件名称第2页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min 准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm进给次数工步工时/min基本辅助描图描校。
(完整版)机械加工工艺过程卡片及工序卡片模板

机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号Ⅰ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ155的端面YG8,90°9044.930.65 1.30.723Ⅱ粗车Φ155的外圆YG8,90°9044.930.81 1.10.233Ⅲ粗车Φ100的外圆YG8,90°9044.930.810.750.233Ⅳ粗车Φ75的外圆YG8,90°9044.930.65 1.50.257设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 4 页车间工序号工序名称材料牌号Ⅲ切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ切槽成形刀具9044.930.65 5.250.124设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 5 页车间工序号工序名称材料牌号Ⅳ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ65的端面YG8,90°15039.210.5220.23Ⅱ粗车Φ65的外圆YG8,90°15039.210.650.750.205Ⅲ粗车Φ80的端面YG8,90°15039.210.5220.173Ⅳ粗车Φ80的外圆YG8,90°15039.210.65 1.50.153设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第 6 页车间工序号工序名称材料牌号Ⅴ镗孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗镗Φ47的内孔YG8,45°600103.240.35 1.50.095Ⅱ粗镗Φ47的内孔表面YG8,45°600103.240.5220.192Ⅲ粗镗Φ32的内孔YG8,45°600103.240.35 1.50.214设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称填料箱盖零件名称填料箱盖共8 页第7 页车间工序号工序名称材料牌号Ⅵ钻Φ13.5的孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ钻Φ13.5的孔麻花钻272110.360.50.225设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第8 页车间工序号工序名称材料牌号Ⅶ加工M10的螺纹孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ加工M10的螺纹孔麻花钻,丝锥27290.48 1.60.287设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品型号
零件图号
JCYG-02
产品名称
支架
零件名称
支架
共
1
页
第
1
页
材 料 牌 号
毛 坯 种 类
毛坯外形尺寸
每毛坯件数
1
每 台 件 数
备 注
工
序
号
工 名
序 称
工 序 内 容
车
间
工
段
设 备
工 艺 装 备
工 时
准终
单件
1
木
木模
2
铸
铸造
3
热处理
回火
4
铣
铣平面N及两个表面粗糙度为12.5的侧面。
10
终验
检验入库
设 计(日 期)
校 对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
标记
处数
更改文件号
签 字
日 期
标记
处数
更改文件号
签 字
日 期
HNC-21/22T
端面铣刀,游标卡尺
5
铣
铣平面M、φ65mm外圆及端面
HNC-21/22T
圆柱铣刀,端面铣刀,游标卡尺
6
钻、扩、铰
钻、扩、铰φ45mm的孔
Z525
麻花钻,铰刀,游标卡尺专业夹具
7
钻
钻四个φ11mm的孔
Z525
麻花钻、游标卡尺
8
倒角
φ45mm孔两端倒角1X45°
C6140
车刀
9
去毛刺