硅胶按键设计标准
按键基本设计理念参考参数
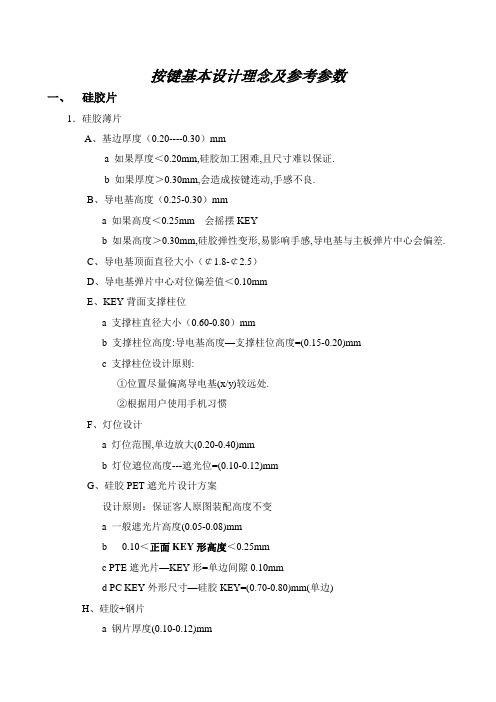
按键基本设计理念及参考参数一、硅胶片1.硅胶薄片A、基边厚度(0.20----0.30)mma 如果厚度<0.20mm,硅胶加工困难,且尺寸难以保证.b 如果厚度>0.30mm,会造成按键连动,手感不良.B、导电基高度(0.25-0.30)mma 如果高度<0.25mm 会摇摆KEYb 如果高度>0.30mm,硅胶弹性变形,易影响手感,导电基与主板弹片中心会偏差.C、导电基顶面直径大小(¢1.8-¢2.5)D、导电基弹片中心对位偏差值<0.10mmE、KEY背面支撑柱位a 支撑柱直径大小(0.60-0.80)mmb 支撑柱位高度:导电基高度—支撑柱位高度=(0.15-0.20)mmc 支撑柱位设计原则:①位置尽量偏离导电基(x/y)较远处.②根据用户使用手机习惯F、灯位设计a 灯位范围,单边放大(0.20-0.40)mmb 灯位遮位高度---遮光位=(0.10-0.12)mmG、硅胶PET遮光片设计方案设计原则:保证客人原图装配高度不变a 一般遮光片高度(0.05-0.08)mmb 0.10<正面KEY形高度<0.25mmc PTE遮光片—KEY形=单边间隙0.10mmd PC KEY外形尺寸—硅胶KEY=(0.70-0.80)mm(单边)H、硅胶+钢片a 钢片厚度(0.10-0.12)mmb 0.40<正面KEY形厚度<0.50mm 理想高度0.45mmc 钢片-KEY形=单边间隙0.10mmd PC KEY外形PC KEY外形尺寸—硅胶KEY=(0.70-0.80)mm(单边)(原则:考虑字符位置范围无干涉)塑胶部分一、导航键1.裙边宽度(0.30-0.45)mm2.裙边厚度(0.30-0.40)mm3.导航键字符:0.12<字符宽度<0.25mm 0.08<字符深度<0.12mm二、导航键与机壳的配合设计A KEY直身高度:0.10-3.0mmKEY裙边高度:0.30-0.45mmKEY直身位于机壳配合单边间隙(0.15-0.20)mmKEY裙边与机壳配合单边间隙(0.10-0.15)mmB 导航键与机壳防呆设计(针对椭圆形/长方形/正方形/园形KEY)防呆角尺寸长:0.60-0.80mm 宽:1.00-1.40mm防呆角位置设计原则:1、尽量避免进出胶位置2、与其他KEY机壳干涉位置C 导航键与OK键的配合设计OK键直身位配合间隙单边0.08mmOK键裙边配合间隙单边0.10mmOK键裙边防呆角配合间隙:1.X向(短)0.05<单边间隙<0.08mm2.Y向(长)0.10<单边间隙<0.20mm原则:1. 椭园形/园形/长方形/正方形/OK键加两个防呆角2. 防呆角位置避开进出口点胶口位,且中心对称分布D 数字功能键与机壳配合设计1.数字功能键直身位根部与机壳单边间隙(0.80-0.10)mm,仅限直上直下KEY 2.数字功能键裙边根部宽度及厚度必须>0.30mm3.KEY形表面一致性针对KEY造型4.KEY高度(配合面高度一致性)三、KEY拔模设计A KEY 直身位拔模高度单边(2-3)度,KEY直身高度范围(0.60-1.10)mmKEY裙边拔模角度单边(3-5)度,KEY裙边高度范围(0.30-0.50)mmB 拔模方向:1.直身位根部朝KEY中心方向2.裙边根部朝KEY中心方向C 装饰件与数字功能键配合例如X05012数字键中间装饰:1.高度配合间隙:0.10mm2.外围配合间隙:0.05-0.08mm3.装饰件与数字键高度大于0.20mmD PC与RUBBER套KEY设计1.加溢胶槽(2个)溢胶槽尺寸:①X向(长)0.08-1.0mm②Y向(短)0.30-0.60mm 2.溢胶槽设计位置原则:避开字符位置3.PC KEY与RUBBER配合间隙X-Y方向配合间隙单边为0.03-0.04mmZ向配合间隙0.05mm(胶水厚度)。
硅胶按键设计标准

硅胶按键设计标准
硅胶按键是一种常用的按键类型,广泛应用于电子产品中。
为了确保硅胶按键的质量和可靠性,需要遵循一定的设计标准。
以下是硅胶按键设计标准的内容:
1.按键尺寸:按键的大小应根据产品的使用场景和人体工程学原理设计,一般来说,单个按键的长度不应小于6mm,宽度不应小于4mm,高度不应小于1.5mm。
2.按键形状:按键的形状应符合人体工程学原理,以便于使用者操作和触摸。
常见的形状包括圆形、方形、长方形等。
3.按键布局:按键的布局应合理,能够方便使用者操作。
一般采用矩阵式布局,每个按键之间的间距应不小于2mm。
4.按键手感:按键的手感应该轻巧而有力,具有良好的弹性和回弹性。
5.按键耐久性:按键的使用寿命应符合产品的使用寿命要求。
常见的测试标准包括按键寿命测试、耐高温测试、耐低温测试等。
6.按键防水性:硅胶按键常用于户外产品和易受潮的场合,因此需要具备较好的防水性能,一般采用IP67等级的防水设计。
7.按键颜色:按键的颜色应符合产品的外观审美要求,常见颜色包括黑色、白色、灰色、红色、绿色、蓝色等。
总体来说,硅胶按键设计应根据产品的使用场景和要求,遵循以上标准进行,以确保按键的质量和可靠性。
- 1 -。
硅胶按键介1

硅胶按键介绍硅胶按键顾名思义就是有硅胶为原料所制作而成的按键产品俗称“硅胶按键”,硅胶按键属于硅胶制品的一个产品种类,硅胶按键具有优良的耐热性、耐寒性、耐环境性、电气绝缘性、耐疲劳性等特点。
硅胶按键最大的质量要求是不破裂,在日常的应用中会有一定概率的破裂不良现象,当然,硅胶按键在生产时也会存在破裂不良。
此外硅胶按键又称:硅胶按键,矽胶按键,红叶硅胶按键,有机硅按键,硅橡胶按键。
1.按压一、按压力大概在50-80g,一般适用于电脑键盘、计算器按键的硅胶按键,这个范围的按压力不高,比较低,很容易的按下,适合需要经常点击使用的硅胶按键。
二、按压力大概在80-120g,一般适用于电器按键、遥控器按键这些,按压力适宜,手感舒适,回弹力也比较好。
三、按压力在120-180g,一般适用于影响设备、工业仪器、机械遥控上,按压力相对第二种还要大很多,一般适用于比较大的硅胶按。
键,回弹力也更优越,但是不适宜点击次数很频繁的产品中。
四、按压力180g以上,一般这种的按压力的硅胶按键比较少见,适用于特殊的行业,如医疗、航空等行业,短时间频繁使用手指算比较算。
3.常见问题成型时温度过高硅胶按键在成型时温度过高会变脆,成型后脱模,很容易破裂不良,只需适当降低成型温度即可。
硅胶按键硫化不完全当硅胶按键成型模温过低或者硫化时间过短时,就会造成产品紧贴在模具上不容易脱模,故容易造成破裂,适当提高模温或延长硫化时间即可解决;硅胶按键成型模具的表面过于粗糙或积累污垢表面粗糙或积累污垢的模腔是不利于脱模的,而不容易脱模的模具就很容易破裂,需对模具进行清洗或电镀处理;脱模时操作手法不对脱模时很多模具师傅没有经过专业训练或者工作不细心,没有按照严格的作业指导书脱模时,就会导致硅胶按键不良破裂,这个需要对作业员进行专业的操作技能培训或者制定严格的作业制度。
掀模时硅胶按键离型度不好导致产品在掀模过程中破裂,此时需对硅胶按键模具的表面喷适量脱模剂方能继续生产;所采用按键硅胶太差部分工厂盲目降低成本采用劣质的按键硅胶原材料,导致生产出的硅胶按键质量很差,胶料太差,韧性不好,记忆破裂,非常正常。
矽橡胶按键Rubber Key设计

矽橡膠按鍵(Rubber Key)設計&確認參考一.矽橡膠按鍵概述按鍵基本結構ubber Key 1.RPlastic Cap塑膠面/Laser噴膠、Top Key (鐳射雕刻、滴鍵面Coating)、、PottingEtchingKey Insertion Optional Color 可選擇顏色按鍵Wall斜壁) Conductive Part (Contact) 接触導電部份(Air Path氣坑2矽橡膠按鍵結構設計.二1.Rubber Key設計的功能要求. 按動按鍵時能達到設定的功能;. 撤除外力后, 按鍵能自動、完全复位;. 按鍵在按動和复位過程中有良好的手感, 無阻、滯、澀的感覺;証按下按鍵邊緣位置時亦有作用。
. 保 ubber Key結構設計要點2.R 示. 圖. 技術要求 (in drawing sheet供,任選) 參考±35 grams a. Actuation force: 130 b.Tactile feedback required.5 minimum× 10c. Expected life cycle: 1d.Silicone rubber hardness: 50 ~ 60°.e.Contact resistance less than 200 ohmsf.Stroke = 1.0 (or1.5) mm.g.Thickness of carbon pill = 1.0mm.h. Contact bounce less than 12m seconds.i.Pad color:optional.j.Graphic printing: optional. 3ubber Key與塑膠殼配合3.R . 一般設計規則間隙值推荐選擇表外, 按鍵外形、尺寸、行程大小是影響按鍵設計間隙值大小的主要因素, 一般情況下與塑膠殼配合間隙Rubber Key配合間隙取值就小形簡單, 尺寸、行程小, , 反之則大。
硅胶按键设计要点及工艺简述

Rubber Key 设计条件Force Range StrokeRange Cycle Life Typical Uses0~350 grams 0.5~3.0 mm 0.5~2 (× 106 )Telephones, Remote Controls, Automotive, Radios, Toys, Calculators, etc.Force Range Stroke Range Cycle Life Typical Uses30~250 grams 0.7~1.5 mm 0.5~2 (× 106 )Telephones, Remote Controls, Toys, Games, Calculators....etc.ForceRange Stroke Range Cycle Life Typical Uses30~150 grams 0.5~3.0 mm 1~3 (× 106 )Telephones, Remote Controls, Toys, Measuring Instruments, Office Machines....etc.Force Range Stroke Range Cycle Life Typical Uses30~80 grams 2.0~4.0 mm 5~20 (× 106 )Computers, Typewriters....etc.ForceRangeStrokeRangeCycle LifeTypicalUses30~200 grams1.0~2.5 mm0.5~3 (× 106 )Telephones, Typewriters, TestInstruments....etc.ForceRangeStrokeRangeCycle LifeTypicalUses20~80 grams0.2~1.0 mm0.5~10 (× 106 )Remote Controls,Calculators,Typewriters, Computers ....etc.按键结构说明图(1) Key 天面弧(2) 母模荷重壁长 / 宽(3) Key 长 / 宽(4) KEY 转角 R(5) 离(拔)模角0.5°~3°(6) 档墙 0.8mm / min(7) 荷重壁 0.2~0.3 mm/min(8) A:斜壁角 40° ~ 55°(9) 行程(10) 0.20min (11) Key 高(12) 档墙高(13) 0.3气沟(14) LED 孔(15) 有效荷重壁高(16) 气沟宽度(17)导电粒大小(18) 公模模芯长 / 宽(19) 直部(20) 肉厚如何设计一个好的触感按键如何设计一个好的触感又不卡键的按键是相当重要的,决定一个按键触感的好坏有三种要素:操作力、反弹力及行程。
手机按键结构设计

手机按键结构设计本人根据自己的知识与经验,写下一些手机按键结构设计的心得与体会,每个人都有自己的设计思路及规划,这只是我个人的一些体会,仅供大家参考学习。
也希望大家有所借鉴,欢迎同行们指正赐教,谢谢!手机按键通常由P+R组成,P即塑胶(PLASIC);R即硅胶(RUBBER)。
有些按键也有P+R+钢片;R+超薄PC按键;TPU+RUBBER+钢片按键等等,具体介绍请看后续之详述。
目前手机按键中常用的塑胶材料有ABS、PC、PMMA、SNA、POM、PA、TPU、PVC、PET以及ABS+PC等等。
二、 RUBBER 硅胶硅胶又称混炼硅胶,品牌一般有TY881,TY661,TY261,TY341。
前两种较贵,而后两种校便宜,TY1972系抗撕裂胶。
硅胶硬度从0度-90度不等,各种硬度的都有,硬度越大或越小,其硅胶的抗撕裂强度都会降低,硬度高的流动性较差,硬度低的流动性较好。
硅胶硬度的多少系通填料多少来决定的,一般以白碳黑为主。
普通胶料价格一般在20-30元不等,特殊要求价格在30-130不等(均系高寿命胶料或氟胶料)。
混炼胶时一般有颜色要求,所以硅胶色粉用量一般在0.30-2.0%。
同塑胶料色粉用量相差不大。
A、TY641和TY845 常用一般40度硅胶;B、TY651和TY856 常用一般50度硅胶;C、TY661和TY866 常用一般60度硅胶;D、TY881 常用一般80度硅胶;E、TY1751和TSE260-5U 常用高撕裂50度硅胶。
三、 STEEL 钢片钢片有两种,一种系SUS301,另一种系SUS304。
301弹性好,304性能好,但价格较贵,硬度较好。
#316系进口钢,硬度达到380维氏硬度。
钢片可进行电泳、电镀黑镍、喷涂等工艺。
Ⅱ、结构设计一、纯硅胶手机按键设计要点(如示图一)◆、按键设计与机壳相配的基本尺寸1、尺寸A—按键与壳体间隙:0.20mm2、尺寸B—按键弹性臂长:1.00mm,至少大于0.80mm3、尺寸C—导电基高度:0.30mm,但至少大于0.25mm4、尺寸D—底部边接RUBBER厚度,即硅胶基片厚度:0.30mm,便可取到0.20-0.30mm之间5、尺寸E—按键上表面与机壳下表面间隙:0.05mm6、尺寸F—按键高于壳体表面距离:0.50mm7、尺寸G—按键硅胶导电基与DOM之间的间隙:0.05mm◆、设计注意要点1、按键硅胶背部在适当的地方长出支撑筋或支撑柱,以防止按键下陷,便需考虑图示中显示之弹性臂长度是否足够。
硅胶按键力学性能要求

硅胶按键力学性能要求
1硅胶按键的概述
1.1硅胶按键的结构
图1 硅胶按键结构图
1.2硅胶按键的力学特征
图2 作用力-位移曲线
mm/In
作用力(Actuation Force )是操作者对按键施加的力,这个力将会导致斜壁弯曲。
接触力(Contact Force )是导电黑粒与PCB 接触时按键上施加的力。
恢复力(Return Force )是驱使按键回位的力。
通常恢复力比接触力小10克。
行程(Travel )是导电黑粒与PCB 之间的距离。
硅胶按键工作状态图如下:
图3 硅胶按键工作状态图
1.3触感设计要点
按键触感好坏由三要素决定,它们是:操作力,恢复力和行程。
一般来讲,触感愈好,恢复力愈小,但会出现卡键的问题;相反增加恢复力,触感就会有所下降。
因此,通常用触感比率(Tactile Ratio )来衡量恢复力与触感间的关系。
触感比率可以用以下的公式计算:
触感比率=(操作力-接触力)/ 操作力
其中:接触力-恢复力≈10g 三要素的推荐值如下表所示:
表1 触感设计三要素
接触力
初始状态 按键过程中
行程终止
1.4设计公差尺寸公差:
作用力公差:。
各种按键的结构设计
按键一般来说分两种,橡胶类和塑料类。
橡胶类用的最多的是硅胶,塑料类指的是我们常用的塑料料,比如ABS,PC等。
我们在设计按键时,首先要考虑是,当按键设计未理想时,可能发生什么问题(我总结了以下几点):(一)按键按下时,卡在上盖部份,弹不回来,造成TACTSW失效.(二)按键用力按下时,整个按键下陷脱落于机台内部.(三)按键组立完成后,TACTSW就直接顶住按键,致使按键毫无压缩行程,造成TACTSW失效.(四)按键按下时,接触不到TACTSW,致使无法操作.(五)无法在按键面每一处按下,均获得TACTSW动作(尤其是大型按键较易发生).(六)外观设计未考虑周详,致使机构设计出之按键,使用时极易造成误动作.(七)按键上下或者是左右方向装反,亦或是位置装错(未考虑防呆).(八)按键不易于装入上盖.(九)按键脱落出于机台外部.(十)按键未置于按键孔中心,即按键周围间隙不平均,此项对于浮动式按键是无可避免的,对于半或全固定式按键还需相当精度才可达到只有尽可能的考虑周全,设计出来的产品才可能好,这也就是我们常说的设计要做DFMEA。
现在先说橡胶类的按键设计(主要是硅胶按键的设计):按键整个都是用硅胶(siliconRubber)押出,内底部附着一颗导电粒一起成型,其优点为:A.按键顶为软性,操作触摸时,手感较舒服.B.可将数个按键一起同时成型,且每个按键可有不同之颜色,供货商制作时较快,且产量也较多,机台组立时也较快,节省工时.C.表面不会缩水.其缺点为:A.按键操作按下时,无有用TACTSW之清脆响声,较无法用声音判别是否有动作.B.按键用力按下时,较易卡在上盖部份,弹不回来.C.按键周围间隙较不易控制,此种是属于全固定式按键中之软性按键,间隙不易控制到一样.其作用原理为利用按键内底部附着之导电粒压下,使PCB上两条原本不相导通之镀金铜箔,藉由导电粒连结线路导电使其相通(如图所示)补充几点﹔switch 焊锡浮高,将按键顶死2.小按键力臂过短或塑料料无韧性,导致按键荷重过高。
产品结构设计·产品按键结构设计要点浅析

产品结构设计·产品按键结构设计要点浅析做产品结构设计,难免会遇到按键设计的需求,关于按键设计都有哪些要素,需要注意哪些细节呢?下文结合以往的一些项目和案例,做一些归纳性的总结,不足之处还请各位同行批评指正。
首先,根据结构形式,我把按键分为几大大类:独立式、悬臂式、硅胶按键、薄膜类按键和触摸式按键等独立式按键和悬臂式按键是根据产品ID要求,设计特殊造型的外置操作键,其底部通常是电路板上的按键器件。
典型按键结构各种轻触按键也有在电路板上放置锅仔片的做法:下图是一种跷跷板式的按键结构,可以看做是一种特殊的悬臂式的结构。
此种按键结构通常为一对,在按键的中央位置设计一个凸起的小柱子,面盖上设计相对应的卡位,通过塑胶弹性变形,件按键卡入面盖的卡位中,按键工作时绕中间凸起的柱子为中心轴,类似跷跷板旋转实现按键触发。
跷跷板式按键悬臂按键的悬臂设计悬臂梁厚度一般为:1.0mm~1.5mm,如果产品尺寸较小,按键尺寸和行程比较小,厚度也可小于1mm,最薄取值0.6mm。
悬臂梁宽度一般取值为厚度的1.5倍到2.5倍,一般不超过2.5mm,宽厚比设计为1:0.6为宜。
悬臂的长度L取值大于10mm,且悬臂需要是弧形,能提供按键下压时的行程造成的变形空间,如果是直臂,则有可能臂长不能拉伸而不能下压。
按键悬臂结构形式按键设计时需要统筹考虑的几大问题:行程、虚位、防呆、手感力度、装配方式,表面处理。
悬臂按键的装配方式通常是悬臂上预留空位,与装配的基座通过热熔或过盈配合的方式装配。
热熔装配悬臂按键装配牢固,但需要烫胶柱,需要热熔设备,而且装配后不可拆卸。
当空间限制,按键悬臂和行程都很短时使用热熔固定。
为方便组装作业,在悬臂足够长,按键按压行程不足以影响按键固定结构的情况下,按键固定优选过盈配合的方式。
热熔方式固定按键间隙按键设计关键尺寸•按键与面壳配合间隙A需要确保按键能被顺利按下和回弹:当按键和塑料面壳都是注塑后无表面处理时,单边配合间隙A值适当取小值,A=0.10mm~0.15mm;•当塑料按键或面板有一方需要喷油时,单边配合间隙A=0.20mm~0.25mm;当塑料按键和面板均需要喷油时,单边配合间隙A=0.30mm~0.40mm;•跷跷板式按键,摆动方向单边间隙通常需要根据按键行程和悬臂尺寸进行实际模拟,通常需要在极限尺寸的基础上增加0.25mm~0.30mm;非摆动方向配合间隙A取0.2mm~0.25mm(同用需要考虑表面处理膜厚对配合间隙的影响)。
几种按键的结构设计要点

2. 第三种为全浮双卡钩式按键� 图�3 为按键部份组装爆炸上往下观看立体透视彩图� 图��为按键部份组装爆炸下往上观看立体彩图�
现在针对按键问题说明请参考附图 15 之各指示处� 1.按键与按键孔间亦需保持适当间隙�又按键卡钩与���间之 A 处需保持净空�以免按键按 下时�卡钩勾到其他电子零件而弹不回� 2.上盖设有如 B 处之挡片�按键不致下陷脱落� 3.上盖设有如 C1 处之限高肋�防止���位置上偏又如按键与���� ��间之 d 处保持 一小段安全间隙�上盖与卡钩间之�处亦保持一小段安全间隙即可防止���� ��顶住按 键� 4.按键与上盖挡片 B 之间距离如 D 处�需大于 d����� ��之压缩行程(�在可允许的 范围内�尽可能适当的大�只有好处�没有坏处)� 5.d 处之一小段安全间隙�可使�处之高度缩小�可减少稍为碰触到就误动作之机会� 6.全浮双卡钩式按键容不容易装入上盖�全凭借着两种设计重点� A�卡钩是否有足够的弹性�韧性�当按键压入上盖按键孔时�两片卡钩能够容易的往内缩� 到达定位后�卡钩又能轻易的自动弹回原状�达到组立之目的� B�按键之卡钩与十字肋间的距离 a�设计时之距离需能在卡钩装入上盖时所用掉之距离�后� 又有剩余之距离 ��此目的在于防止当按键压入上盖按键孔时�卡钩碰到十字肋后而无有效 空间及距离使卡钩能够进入按键孔内如上右附图 1�所示� 7.有按键双卡钩�如附图 15 之�处�钩住上盖不致脱出于机台外部�
第二种亦为半固定杠杆式按键� 图��为按键部份组装爆炸下往上观看立体彩图� 图��为按键部份组装爆炸上往下观看立体透视彩图
1. 如�处�无保持适当间隙�致使按键按到���� � �时�此处按键与上盖就早已发生干涉(如 E 处)而卡住弹不回� 2.按键�处曾发生过断裂�使用时按键用力按下发生�及按键与上盖接合之�处是先用溶剂涂 抹接合处再用卯合�此处亦也会脱落�解决之道为增厚按键�处�及加大加粗卯合处之上盖圆 柱� 3.按键与���� ��间之�处保持一小段安全间隙�即可防止���� ��顶住按键� 4.当�处距离不够�按键按到底(如 F 处)时�还是接触不到���� ��(如 G 处)�解决之 道一样是设计出正确之�距离� 5.按键高度没有延伸到上盖之顶面缘�如此就不会因稍为碰触到就误开机� 6.虽然是采取半固定式�按键周围间隙照理讲都能保持固定而不飘移�如右上图��但因为之 前������处卡键�所以此处距离就加大,因模具全部都已开好�且考虑之下只有将按键 偏一边,即 D<A�按键卯合用孔距离缩短最好改模� 设计时�需最少距离=[�距离�������� ��之压缩行程�]÷�距离
产品设计中几种按键设计的要点
几种按键的结构设计要点看到有人转贴按键的各种图片,在这里我把我所设计过的按键结构拿出来,供大家参考,希望会对大家有帮助。
绝大多数的消费性电子上,都会用到按键这种结构;按键一般来说分两种,橡胶类和塑料类。
橡胶类用的最多的是硅胶,塑料类指的是我们常用的塑料料,比如ABS,PC等。
我们在设计按键时,首先要考虑是,当按键设计未理想时,可能发生什么问题(我总结了以下几点):(一)按键按下时,卡在上盖部份,弹不回来,造成TACTSW失效.(二)按键用力按下时,整个按键下陷脱落于机台内部.(三)按键组立完成后,TACTSW就直接顶住按键,致使按键毫无压缩行程,造成TACTSW失效.(四)按键按下时,接触不到TACTSW,致使无法操作.(五)无法在按键面每一处按下,均获得TACTSW动作(尤其是大型按键较易发生).(六)外观设计未考虑周详,致使机构设计出之按键,使用时极易造成误动作.(七)按键上下或者是左右方向装反,亦或是位置装错(未考虑防呆).(八)按键不易于装入上盖.(九)按键脱落出于机台外部.(十)按键未置于按键孔中心,即按键周围间隙不平均,此项对于浮动式按键是无可避免的,对于半或全固定式按键还需相当精度才可达到只有尽可能的考虑周全,设计出来的产品才可能好,这也就是我们常说的设计要做DFMEA。
现在先说橡胶类的按键设计(主要是硅胶按键的设计):按键整个都是用硅胶(siliconRubber)押出,内底部附着一颗导电粒一起成型,其优点为:A.按键顶为软性,操作触摸时,手感较舒服.B.可将数个按键一起同时成型,且每个按键可有不同之颜色,供货商制作时较快,且产量也较多,机台组立时也较快,节省工时.C.表面不会缩水.其缺点为:A.按键操作按下时,无有用TACTSW之清脆响声,较无法用声音判别是否有动作.B.按键用力按下时,较易卡在上盖部份,弹不回来.C.按键周围间隙较不易控制,此种是属于全固定式按键中之软性按键,间隙不易控制到一样.其作用原理为利用按键内底部附着之导电粒压下,使PCB上两条原本不相导通之镀金铜箔,藉由导电粒连结线路导电使其相通(如图所示)图片附件: 3.gif (2007-4-10 16:55, 20.18 K)补充几点﹔1.Tack switch 焊锡浮高,将按键顶死2.小按键力臂过短或塑料料无韧性,导致按键荷重过高。
PCBA方案中硅橡胶按键设计技巧

PCBA方案中硅橡胶按键设计技巧一、背景介绍随着电子技术的迅猛发展,PCBA方案得到了广泛应用。
硅橡胶按键作为一种常见的输入装置,在PCBA方案中发挥着重要的作用。
本文将重点介绍硅橡胶按键的设计技巧,以帮助读者更好地理解和应用该技术。
二、硅橡胶按键的基本原理硅橡胶按键是一种采用硅橡胶材料制成的触摸式开关,其工作原理基于材料的弹性变形。
当按下硅橡胶按键时,硅橡胶材料被压缩变形,从而触发按键信号。
因此,在设计硅橡胶按键时,需要考虑到按键的尺寸、弹性和触感等因素,以确保按键的正常工作。
三、硅橡胶按键的设计要点1. 材料选择在硅橡胶按键的设计中,材料的选择至关重要。
常见的硅橡胶材料具有良好的弹性、耐热性和耐腐蚀性能,适合用于制作按键。
另外,材料的硬度也需要根据具体应用场景来确定,一般来说,硬度越高,按键的触感越硬,反之亦然。
2. 结构设计硅橡胶按键的结构设计应考虑到按键的形状、尺寸和布局,以及按键之间的间距。
合理的结构设计可以提高按键的稳定性和可靠性,减少按键误触发的可能性。
另外,还需注意按键的密封性,以防止灰尘、水气等外界物质进入按键内部。
3. 触感设计硅橡胶按键的触感设计是指按键在按下时给用户的反馈感受。
触感设计需要考虑到按键的弹性、行程和力度等参数,以使用户在使用过程中获得良好的触觉反馈。
通过合理的触感设计,可以提高产品的用户体验,并提升产品的竞争力。
四、应用案例以手机键盘为例,通过合理的硅橡胶按键设计,可以提供用户良好的按键触感和使用体验。
通过对按键的形状和布局进行优化,使用户更容易找到并按下所需的按键。
此外,通过调整按键的弹性和行程,可以提高按键的可靠性和稳定性,不易出现按键失灵或误触发的情况。
五、总结本文重点介绍了PCBA方案中硅橡胶按键的设计技巧。
通过合理的材料选择、结构设计和触感设计,可以实现硅橡胶按键的优化,提高产品的性能和用户体验。
在实际应用中,还需要根据具体需求进行进一步的优化和改进。
手机按键结构设计

12、尺寸L-按键塑胶KEY下表面位同硅胶基片材避空位高度:至少大于0.40mm,当然视硅胶凸台高度而定,若是过高,避空位应相应增加
13、尺寸M—按键高于壳体表面距离:0.20-0.30mm
A、TY641和TY845 常用 一般40度硅胶;
B、TY651和TY856 常用 一般50度硅胶;
C、TY661和TY866 常用 一般60度硅胶;
D、TY881 常用 一般80度硅胶;
E、TY1751和TSE260-5U 常用 高撕裂50度硅胶。 胶导电基与DOM之间的间隙:0.05mm
◆、设计注意要点
1、按键硅胶背部在适当的地方长出支撑筋或支撑柱,以防止按键下陷,便需考虑图示中显示之弹性臂长度是否足够。
2、按键硅胶背部和塑胶件考虑是否有和PCB上LED灯位产生干涉,以防按键接不动或手感弱。
3、RUBBER按键硅胶凸台太较高时,喷涂按键根部和侧壁下半部分时不均匀或喷不到位,这时就会产生漏光现象。
4、按键做拨模角度为1-1.5度,但在没有要求的情况下,1.5度最佳。
5、按键数字”5”顶部需加盲点,勿遗漏。
6、硅胶硬度尽量啤大,在70度以上为佳。硬度偏小,手感就不好。
二、典型P+R手机按键设计要点(如示图二)
◆、按键设计与机壳相配的基本尺寸
1、尺寸A—按键KEY与KEY之间的间隙:0.15-0.20mm
6、尺寸F—接RUBBER厚度,即硅胶基片厚度:0.30mm,便可取到0.20-0.30mm之间
7、尺寸G—导电基高度:0.30mm,但至少大于0.25mm
8、尺寸H-导电基直径:1.80-2.33mm.
模具毕业设计43硅胶(RB)手机按键模具分析与制作
硅胶(RB)手机按键模具分析与制作[摘要] 作为传统按键制作中的硅胶手机按键的制作,其产品的性能特性取决于产品本身的弹性系数及缩水率。
合理地控制好这两项指标是决定产品质量优劣及使用寿命的关键性因数。
本文针对这两项性能指标,通过对产品图纸的结构分析,从排刀方法、参数选择、工序安排等方面详细地说明了硅胶模具制作的整个流程,从而确定了硅胶手机按键模具的制作工艺。
通过对G53+-RB(Y) 硅胶模模具的实际制作,验证了工艺的合理性、正确性。
[关键词] 硅胶、手机按键、结构认识、制作。
1 概述随着电子、声讯、数码产品的迅猛发展,按键已作为人类生活中时刻必定会接触到的产品。
硅胶按键作为按键行业中的一种产品,以其材料的抗氧化性能好、耐磨性好、弹性系数高、使用寿命长、价格低廉等优点,以被广泛用于日常的电器设备中。
通讯业日益蓬勃发展的今天,手机作为移动通讯设备已成为人们每天形影不离的产品。
手机按键作为手机主体的一部分,其类型分为两种:一种是P+R产品,即塑料按键与硅胶按键的粘合体,另一种是RB产品,即纯硅胶按键。
这两种产品在本质与结构上有着很大的差异。
前者为混合粘贴体,性能与质量的要求更高,工艺处理十分复杂。
P+R按键,从模具结构上,它由塑料模和硅胶模共同打出的产品粘合而成。
其中塑料模又分为PC 模,即数字键模,DB模,即接听、挂断和选择键的双色混合模和方向键(或称导航键)模。
塑料模中设有流道,用通用固定模架固定模具产品镶块。
纯塑料颗粒在注塑机内经高温熔化成液体,由注塑机的注塑头给定压力通过流道注射入模具型腔内,吹气冷却成型便成产品。
P+R按键对其质量要求非常高,这种产品的透明度要求要高于纯硅胶RB产品,且R产品的弹性系数测试要比RB产品高,这些都是由P+R按键的结构形态所决定的。
本篇论文所介绍的是常规硅胶手机按键的第二种形态:RB纯硅胶按键。
对于这类按键,虽说没有P+R按键中的R产品要求那么高,但其产品最终的弹性系数测试与控制好产品的缩水率是决定产品质量的关键性因素。
手机按键结构工艺评审点检标准

键帽外形和顶面是否有足够的R角设计;
正常按键侧面R角为0.3MM;顶面R角为 0.2MM;表面棱线不能太尖,需考虑工 艺要求和模具制作的难度;
键帽有无防呆和止转设计;
一般圆KEY、方键、椭圆键、都需增加防 呆设计;相同或相似的键也需增加防呆结 构;
空心键帽壁厚是否均匀;
空心键壁厚需保证均匀;避免注 塑缩水、粘模的现象;一般设计 的厚度为0.8-1mm;
正常产品都采用60度;但根据实际情 况可做调整;
是否需要遮光工艺,选用哪种方法;
目前主要有三种方法:一、加黑片,rubber较 厚有凸台时;二、印白、黑;三、印灰;
rubber的模面要求;
rubber基本采用细砂面,特殊产品才会采 用抛光
导电方式有何要求;电阻多少;
导电方式有黑粒、导电油墨、dome、微动开 关等;根据不同产品电阻也有不同的要求
底硅胶外形、厚度、定位孔是否造成底硅胶易破;
底硅胶外形厚度不一,形成立体撕边及定 位孔离边缘太近。都会造成定硅胶易破; 厚度太薄不能<0.1mm;
底硅胶凸台的结构、尺寸设计;
按键加黑片结构
遮光工艺首选贴黑片,这时必需设计凸台。如按 键排列较紧时,不做护墙结构,凸台可按0.10.15mm设计;有护墙结构的产品,凸台厚度必须 满足0.25-0.3mm;尺寸设计一般是按键帽的外 缘单边内缩0.8mm。
空心键帽设计时塑料键同硅胶的配合面是否合理;
空心键结构
优先采用水平平面设计、其次采用斜面 设计,这两种会严重造成塑件缩水时, 才采用圆弧曲面配合。
键帽同外壳的间隙是否合理;键帽露出外壳高度;
常规0.1mm<t<0.15mm,方向键要0.15mm<t<0.2mm;由于间 隙均匀性要求高,手机按键的制作、装配精度要高于其他 按键,特别是粘贴置具精度要控制在0.02mm。由于要保证 手指按下时没顶到外壳,则按键露出外壳至少要0.4mm, 但有几种设计方法。折叠机一般按键同外壳平,但外壳有 做>0.4×0.4mm的倒角;折叠机也有做按键高于外壳0.1mm -0.2mm,但外壳上有放硅胶垫;外露型按键最低部位露 出0.3mm,最高处可达0.8mm;侧键都是外露,一般>0.2 mm。
各种按键的结构设计

按键的结构设计按键一般来说分两种,橡胶类和塑料类。
橡胶类用的最多的是硅胶,塑料类指的是我们常用的塑料料,比如ABS,PC等。
我们在设计按键时,首先要考虑是,当按键设计未理想时,可能发生什么问题(我总结了以下几点):(一)按键按下时,卡在上盖部份,弹不回来,造成TACTSW失效.(二)按键用力按下时,整个按键下陷脱落于机台内部.(三)按键组立完成后,TACTSW就直接顶住按键,致使按键毫无压缩行程,造成TACTSW失效.(四)按键按下时,接触不到TACTSW,致使无法操作.(五)无法在按键面每一处按下,均获得TACTSW动作(尤其是大型按键较易发生).(六)外观设计未考虑周详,致使机构设计出之按键,使用时极易造成误动作.(七)按键上下或者是左右方向装反,亦或是位置装错(未考虑防呆).(八)按键不易于装入上盖.(九)按键脱落出于机台外部.(十)按键未置于按键孔中心,即按键周围间隙不平均,此项对于浮动式按键是无可避免的,对于半或全固定式按键还需相当精度才可达到只有尽可能的考虑周全,设计出来的产品才可能好,这也就是我们常说的设计要做DFMEA。
现在先说橡胶类的按键设计(主要是硅胶按键的设计):按键整个都是用硅胶(siliconRubber)押出,内底部附着一颗导电粒一起成型,其优点为:A.按键顶为软性,操作触摸时,手感较舒服.B.可将数个按键一起同时成型,且每个按键可有不同之颜色,供货商制作时较快,且产量也较多,机台组立时也较快,节省工时.C.表面不会缩水.其缺点为:A.按键操作按下时,无有用TACTSW之清脆响声,较无法用声音判别是否有动作.B.按键用力按下时,较易卡在上盖部份,弹不回来.C.按键周围间隙较不易控制,此种是属于全固定式按键中之软性按键,间隙不易控制到一样.其作用原理为利用按键内底部附着之导电粒压下,使PCB上两条原本不相导通之镀金铜箔,藉由导电粒连结线路导电使其相通(如图所示)补充几点﹔1.Tack switch 焊锡浮高,将按键顶死2.小按键力臂过短或塑料料无韧性,导致按键荷重过高。
产品设计-硅胶按键设计

2.1 Silicone rubber hardness: SHA 55°±5°。 2.2 Actuation force: 180±30gf。 2.3 Return force: less than 50gf。 2.4 Key stroke: 1.2±0.1。 2.5 Thickness of carbon pill=0.5 2.6 Life cycle: 3X10E5。
CHENLI
6
3.2 Key輿膠件配合的結構設計。
(1) 間隙:Key和膠件間隙單邊取0.2~0.3. (2) 脫模角:建議膠件孔取2°. Keypad取1°. (3) Key高出膠件尺寸a輿Key行程b關系。 a>=b+0.5
CHENLI
7
3.3 Rubber key設計的一些其他要點。 (1) Keypad 定 位 孔 設 計
CHENLI
4
3. Rubber key設計功能要求
3.1按鍵設計
(1) Key pad 厚度:a=1.0~1.5 (2) Key斜壁角度θ=45° 注明(For Ref) (3) 斜壁厚度c=0.25~0.45,不標注尺寸。 (4) d, e值一般取1, (5) 或者注明參考尺寸:最小不能小于0.8.
(7) Key 形 狀 設 計 . 圓 形 Key K1最 好 , 橢 圓 形 Key K3 次 之 , 方 形 Key K2最 差 。
(8) Key 間 距 如 下圖 所 示 , Key 與 Key 的 間 距 最 小 不 能 小 於 1.5 mm。
CHENLI
10
3.4 Rubber key一般尺寸公差。 3.5 Rubber key 彈力范圍的一般精度。
1.Rubber key 基本結構
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
硅胶按键设计标准
硅胶按键是一种常见的电子产品配件,其设计的好坏直接影响到产品的使用体验和质量。
为了确保硅胶按键的高质量和可靠性,以下是硅胶按键设计的标准:
1.形状:硅胶按键形状应与产品外观相符合,且便于使用者按压。
按键的边缘应该是平滑圆润的,避免使用者手指受伤。
2.尺寸:硅胶按键的尺寸应该符合人体工学原理,大小合适,手感舒适,按压力度合适,避免使用者疲劳。
3.材质:硅胶按键应该使用高质量的硅胶材料,具有良好的耐磨性、耐腐蚀性和抗老化能力,以确保按键的长期可靠性和使用寿命。
4.触感:硅胶按键的手感应该稳定、柔软、有弹性,按键行程与力度应该合理,使用者按压时应有明显的反馈感。
5.颜色:硅胶按键的颜色应该与产品整体设计相符合,有良好的美观性和视觉效果。
总之,硅胶按键是电子产品中不可缺少的一部分,其设计的好坏直接影响到产品的使用体验和质量。
因此,在硅胶按键的设计中,应该遵循以上标准,以确保产品的高质量和可靠性。
- 1 -。