西门子DMG车削中心
基于Vericut的车削中心仿真系统研究

基于Vericut的车削中心仿真系统研究【关键词】数控加工仿真;车削中心;vericut1 数控加工仿真技术研究现状计算机仿真技术(computer simulation technology)利用计算机科学和技术的成果建立被仿真系统的模型,并在某些实验条件下对模型进行动态实验的一门综合性技术。
计算机仿真技术正在社会的各行各业中被普遍利用,运用在机械行业中,在计算机中对产品加工过程进行仿真,就可以认为对产品进行数控加工技术仿真。
计算机技术和可视化技术的不断发展,在计算机上进行仿真加工,可以直观的、快速的检验数控程序正确性,生产成本较低,大幅度缩短产品生产周期、降低成本、提高质量。
利用数控仿真技术建立的虚拟机床的应用给现代制造业的发展带来一次发展机遇。
由于虚拟机床是检验产品设计、过程设计、数控程序是否正确的重要手段,通过这种系统,可以减少产品的废品率,大大缩短开发周期,消除或减少新产品开发以及新设备、新系统应用的试切过程,降低了产品成本,减少资源利用,用经济快捷的方式获得资源利用的最大化。
由于虚拟机床是数字模型,可以很方便的进行显示、分析、交流,实现新设备、新系统的重新组装。
虚拟机床数字模型最大的好处在于不利用实际的资源和能量。
因此,建立数控机床的数学仿真模型,进行验证、仿真加工,具有十分重要的现实意义。
2 ug nx8.5功能介绍unigraphics(简称ug)是集cad/cae/cam一体的三维参数化软件,是当今世界最先进的计算机辅助设计、分析和制造软件,广泛应用于航天、造船、航空、通用机械、电子和汽车等工业领域。
而ug nx8.5是nx目前的最新版本,相对nx6.0而言,nx8.5在实际生产力的提高方面取得了重大的技术突破,特别将同步建模技术集成到nx,实现了在设计、仿真和制造能力方面的大幅度提升。
nx8.5在前面的软件版本基础上进行了四大关键创新:(1)基于同步建模技术的“无约束设计”,使nx8.5更灵活,可以在建模过程中实现直接编辑,操作十分简便。
DMG各轴原点设定
X轴原点设定1.在更换了X轴的直线电机或者光栅尺后,要对原点重新设定2.3.手动移动主轴到Y轴的中心点4.5.主轴调整到0度(垂直于X轴)6.7.移动X轴到接近中心的地方8.9.清理C轴中心圆孔10.11.在主轴上安装一个百分表,探针探入圆孔12.13.调整主轴转速到最低转速14.15.观察百分表的变化,慢慢移动X轴直到符合要求为止16.17.记录控制面板上的X轴的位置,这个数字就是X轴的ACTL18.19.调出X轴的机械位置尺寸REF,调出MP960.020.21.将这两个字做对比,看差是多少22.23.将MP960.0的尺寸上±这个差值24.25.最好使用插入的方式26.27.修改成功后再验证测量一次即可Y轴原点设定2.3. 手动移动主轴到接近X轴的中心点4.5. 主轴调整到0度(垂直于X轴)6.7. 移动X轴到中心的地方8.9. 清理C轴中心圆孔10.11. 在主轴上安装一个百分表,探针探入圆孔12.13. 调整主轴转速到最低转速14.15. 观察百分表的变化,慢慢移动Y轴直到符合要求为止16.17. 记录控制面板上的Y轴的位置,这个数字就是Y轴的ACTL18.19. 调出Y轴的机械位置尺寸REF,调出MP960.120.21.将这两个字做对比,看差是多少22.23.将MP960.1的尺寸上±这个差值24.25.最好使用插入的方式26.27.修改成功后再验证测量一次即可Z轴原点设定2.3. 手动移动主轴到X和Y轴的中心点4.5. 主轴调整到0度(垂直于X轴)6.7. 移动X轴到中心的地方8.9. 手动调节Z轴到接近于原始的机械位置10.11. 拿一个等高块放在工作台上,这个等高块最好接近并低于Z轴原点的测量尺寸12.13. 测量等高块的高度,并记住尺寸14.15. 将等高块放入主轴下方,慢慢降低Z轴到接近等高块,留有小于1MM的间隙16.17. 这时放一个百分表进去,将百分表的位置调到0位18.19. 上升主轴,用一个平板测量等高块和百分表的差值,记住这个差值,将这个差值加在等高块的尺寸上20.21. 这个尺寸就是当前Z轴的实际位置ACTL22.23. 将这个数值和之前的REF做比较,算出差值,看差是多少24.25.调出MP960.2,进行修改26.27.最好使用插入的方式28.29.修改成功后再验证测量一次即可C轴原点设定1.移动Y轴到原点2.–3.在主轴上安装一个百分表4.–5.移动X轴,将百分表靠近C轴的导槽上6.–7.前后移动X轴并确认尺寸,慢慢的旋转C轴,直到达到直线度要求8.–9.记住这个数值ACTL,和REF对比,算出差值10.–11.调出MP960.3进行修改,保存12.–13.最好使用插入的方式14.15.再测试一次B轴原点设定1.加装一个芯棒到主轴上(要购买HSK63, 300MM,0.002)2.3.安装百分表到平台上,4.5.在Z轴上移动主轴,检查百分表的读数6.7.手动调节B轴角度,移动Z轴确认,要求在公差范围内8.9.这个位置就是B轴的实际位置ACTL,查看B轴的机械位置REF,和这个位置比较10.11.调出MP960.4,将实际位置和机械位置的差加减进去12.13.再次测试并确认X Y Z C B 同步1.在更换了直线电机或者光栅尺后,首先要做同步23.进入程序编辑页面45.按MOD键,输入951486.7.再按ENT8.9.按GOTO键,搜索225010.11.再按ENT12.13.找到MP2250.0、2254.0、2256.0、2257.0,一组数字,不同的后缀代表不同的轴,如下X轴-------------2250.0 2254.0 2256.0 2257.0Y轴-------------2250.1 2254.1 2256.1 2257.1Z轴--------------2250.2 2254.2 2256.2 2257.2C轴--------------2250.3 2254.3 2256.3 2257.3B轴----------------------------------- 2256.4 2257.414.将这些值的结果改成015.16.按END键17.18.手动状态下按CE键19.20.然后机器自检21.22.显示N12 8150 Field orient. Successful X(Y Z B C)SPINDLE 同步1.在更换了驱动电机后,首先要做同步3.进入程序编辑页面5.按MOD键,输入807667696.设定STARTING UP MARKER 897为17.再按8.按软键TABLE9.按软键MARKER10.按GOTO 输入89711.再按ENT12.再按软键SET13.按END14. 再按软键MP EDIT15.按GOTO 2256 然后按ENT16. 将MP2256.10MP2567.10的结果改成017.按GOTO键,键入4110然后按ENT18.改变MP4110.27 的值为999919. 按END主轴定向1.在编辑页面下进入2.3.设置MP3430 为04.5.系统会出现报警提示6.7.数据读取被激活8.9.用MOD进入REF10.11.手动操作到程序编辑界面12.13.按屏幕键循环键14.15.4---PLC16.2---Spindle17.3---Spindle CTRL-UNIT OFF18.19.主轴上安装检测用的专用调整刀头20.21.在手动模式下可旋转主轴位置,可预先旋转到接近平行于Y轴的位置22.23.安装一个百分表到旋转平台上24.25.表针打到主轴刀头的直线边上26.27.手动移动Y轴28.29.检查表的数值,慢慢调整主轴的角度,以测量到的刀头边跳动为1/100MM30.31.读取显示器上的值记录32.33.进入MP3430 然后按END34.35.会出现报警信息提示36.37.用M19操作,主轴直线边的位置就是主轴的0度38.39.旋转分度为0.1度40.刀库参考点的设定1.在编辑模式下,按MOD,输入807667692.3.在装刀模式下将测量道具转入4.5.按ENT6.7.改变刀库轴从PLC-axis----NC-axis8.9.MP 100.0---1000.210.11.将SWUCbAZYX 的b改成B12.13.刀库轴的指示位置MP7291.0---7291.2 S—a-BAZYX 到B14.15.设定MP910.1到+975设定MP960.4 到016.可手动进行操作,但有撞击的风险17.18.关机或者重新启动19.20.再次按MOD,输入8076676921.22.按ENT23.24.按软件TABLE,----在俺MARKER25.26.设置MARKER M898 为127.28.这也会有撞击的风险29.30.使用手动轮31.32.尽量选择低速移动Y轴接近刀库33.34.切换显示到REF35.36.移动刀库的一号刀到换刀位置37.38.再次按MOD,输入789,按ENT39.40.按软件5 HELP41.42.选择#0001 按循环键,主轴定向43.44.选择#0003刀库门打开45.46.用手将调整道具转入一号刀袋47.48.移动Y 轴和Z轴接近一号刀袋49.50.门打开时选择#0021进行移动51.52.使用手动轮也可轻松的移动刀库位置和Y轴位置53.54.慢慢移动直到销轴能轻松插入检查部件为止55.56.用塞尺测量刀具检查部件的上下间隙为0.5MM57.58.在编辑模式输入9514859.60.按ENT61.62.MP4210.15 改变Y轴位置63.64.MP4210.10 改变Z轴位置65.66.改变MP7291.0—7291.2 SWVUCBAZYX 的B—67.68.把刀库从NC改回PLC69.70.改变MP100.0-100.2 SWVUCBAZYX 的B为b71.72.改回MARKER M898 到073.。
DMG最新产品介绍-(机床)
新特点:
>通过优化工艺提高生产率
>创新的多通道编程ShopTurn 3G,大大缩短了复杂轮廓的编程时间
>完全灵活地选择DIN或WOP编程–更易使用ShopTurn 3G编程
>加工空间灵活,借助辅助刀架提高中小批量生产率
>更多CTX gamma TC的加工选配件
>强劲的车/铣主轴配有数控B轴和扭矩电机
新特点:
>棒料直径达102毫米的模块定制式TWIN标准块
> C轴,反向主轴/尾座在任何位置可调整
>整个产品系列都带有Y轴
>最新一代的西门子840D控制
>简单和快速的程序,Windows基础的带3D图形的MF编程器
技术数据:
主轴距离900 mm
卡盘直径250 mm
棒料最大直径102 (117)mm
主轴1,2的驱动功率34, 20 (100% DC) kW
>在所有的主轴位置,带整体刀具驱动装置的通用座架
>大功率交流马达
>换刀时间短,容易操作
>数控车床复式刀架滑轨保证主轴速度可变的高性能和灵活性
技术数据:
圆形棒料最大直径35 mm
西门子802Dsl数控系统在1300-CNC车削中心改造中的应用
西 门子 8 0 2 D s l 数控系统在 1 3 0 0 一 C N C 车 削中心改造 中的应用
段玉成 梁 明 江体 平 ( 湖北 5 1 3 7厂华科公 司, 湖北 襄 阳 4 4 1 0 0 0 )
摘 要: 本 文着 重 阐述 了西 门子 8 0 2 D s l 数控 系统在 特殊 车 削 中心改 造 中的应 用 。 重 点对 改造 过程 中的车铣 转换 、 选 刀与 刀具 旋 转转 换 、 c轴位 置 坐标 确定 等疑 难 问题 的解 决方案 进行 了详 细叙 述 , 为 引进 车 削 中心设 备 的改 造提供 了借鉴 。 关 键词 : 西 门子 8 0 2 D s l 数 控 系统 ; 1 3 0 0 一 C N C车 削; 改造 中图分 类号 : T M9 3 文献标 识 码 : A 1 3 0 0 一 C N C车削 中心是 2 O世 纪 9 0年 机 。如 果 按 照西 门子 8 0 2 D s l 数 控 系 统 车 N1 40 TRANS MI 1 ’ 代初从瑞士引进的机床 。 该机床有 X、 Z 、 C 铣 转 换 的要 求 ,车 床 主 轴 电 机 为 第 一 主 N1 50 RET 三 个 为全 闭 环 的进 给轴 、 一 个 主 主轴 和 一 轴 , 在 转 换成 铣 削后 , 主 轴 电 机 自动 转 换 2 . 3 对 刀 架选 刀 与刀 具 旋 转 的控 制 转 个 刀具 旋 转 主轴 , 同时刀 具 旋转 电机 兼顾 为 C轴 ,那 么 就无 法 完 成 对 C轴 伺 服 电 换疑 难 问题 所实 施 的解决 方案 刀架选刀功能。 该机床原配置的数控系统 机 的 控 制 。所 以按 照 西 门子 8 0 2 D s l 数 控 本 机床 另 一 特点 是 : 刀 架 选刀 与 刀 具 为 西 门子 8 4 0 C 。由于该 机床 使用 时 间长 、 系 统 现 有 的 功 能在 本 机 床 上 是 无 法 实 行 旋 转 共用 一个 伺 服 电机 。需 要 刀 架 转 位 电器 元 件 和数 控 系统 严重 老 化 , 致使 机 床 车铣 转 换 。 时 ,通 过 电磁 阀将 伺 服 电机 转 换 到 刀 架 可靠性降低 , 故障频繁, 不能正常使用 鉴 根 据 车 铣 转 换 存 在 的 问题 ,我 们 构 侧, 实现刀架选刀 ; 需要刀具旋转时, 通过 于机床主体 刚性 、机械结构部分依然 良 思了定义 车床 主轴 电机为系统的第三主 电磁 阀将 伺 服 电机 转 换到 刀 具侧 , 实现 刀 好, 故 决定 对该 机 床进 行改 造 。 轴 ,定义 c轴伺服 电机为第一 主轴 , 这 具 旋 转 。所 以 , 用 一 台伺 服 电机兼 顾 好 刀
DMG车铣加工中心测头标定及3D标定

DMG车铣加工中心测头标定及3D标定发布时间:2022-10-11T06:10:57.100Z 来源:《科学与技术》2022年第11期作者:郭克波刘永杰徐彦斌都江炜[导读] DMG车铣加工中心可以对复杂零件进行加工,将数控技术与测量技术相结合,实现数控加工过程的在线测量,有利于提高加工过程的连续性。
郭克波刘永杰徐彦斌都江炜中车青岛四方机车车辆股份有限公司山东省青岛市266000摘要:DMG车铣加工中心可以对复杂零件进行加工,将数控技术与测量技术相结合,实现数控加工过程的在线测量,有利于提高加工过程的连续性。
为保证机床的测量精度,有必要在首次及以后的应用中对定期测头进行标定。
本文对雷尼绍测头的存在的预行程误差、偏心误差和测头半径误差进行分析,在DMG机床上对测头的探头小球偏心、探头小球半径和测头长度进行标定,并基于标定的测头完成机床B轴、C轴和Z轴的标定。
关键词:DMG车铣加工中心;测头标定0前言DMG车铣加工中心能够实现五轴联动,可以对复杂零件进行加工。
在机床上配置雷尼绍测头,将测头系统装夹在主轴上,使数控机床和测量技术有机结合,能对工件的加工过程进行实时在线测量,可以多次测量加工零件,优化加工工艺,能够改善测量精度,提高生产效率。
为保证测量精度,需对测头进行标定。
2013年张白等[1]设计了一种基于最小二程迭代算法及迭代数据筛选算法的三维扫描测头标定方法,实现三维扫描测头的高精度高效率标定。
2014年胡辉[2]以西门子840D系统和海德汉ITNC530系统为例,介绍了雷尼绍测头的标定方法。
2016年范洋[3]对三维测头的标定进行研究,分析了测头的线性度、探测误差和扫描探测误差,并开发了三维扫描测头的标定软件。
2018年鞠萍华等[4]对测头误差补偿进行研究,分析了触发式测头测量误差组成元素和产生的原因,并建立了测头标定的数学模型来对测头矢量半径补偿进行研究。
本文根据实际生产需求,对DMG数控机床的测头进行误差分析和标定,并使用标定的测头对DMG机床3D进行标定。
德马吉CTX1250车铣复合中心数控系统介绍及典型故障研究

装备制造与教育第三十二卷二O一八年第二期︵总第一百一十期︶装备制造与互联网主持:杨洪富李艳1引言1994年,德国吉特迈集团(GILDEMEISTER-Group )收购德尔克(DECKEL )、马豪(MAHO )两家亏损企业,最后德尔克(DECKEL )、马豪(MAHO )、吉特迈(GILDEMEISTER )这三个品牌形成了全球最大的金属切削设备生产厂家———德马吉(DMG )。
叶片分厂于2009年采购了6台德马吉CTX1250车铣复合中心,是当时外观最漂亮、技术最先进的车铣复合中心。
不过事物总有相对性,技术越先进的设备维修难度也就越高,再加上DMG 公司在技术资料提供上的相对保守,可以说我们的技术人员就只能凭着一份电气原理图和一份简单的操作说明书维修世界上最先进的设备。
德马吉CTX1250配备的是西门子840D SL 数控系统,该系统是当时西门子推出的最德马吉CTX1250车铣复合中心数控系统介绍及典型故障研究边成明,蔺琦斌,夏才(东方汽轮机有限公司叶片分厂,四川德阳618000)中图分类号:TG659文献标志码:BThe Introduction and the Typical Faults of DMG CTX1250Turn-Milling Combined Machine CNCBian Chengming,Lin Qibin,Xia Cai(Machine Maintenance Workshop,Dongfang Steam Turbine Co.LTD.,Deyang,Sichuan,618000,China)Abstract:According to the situation of the DMG CTX1250CNC configuration and machine used ,firstly,this Paper introduced the 840D SL CNC system hardware connection and several important components is introduced,and secondly,gave a detailed analysis of the main reasons for the failure of the hardware encoder failure of the milling spindle,the improvement and follow-up improvement plan.Finally,the paper introduced that how to match the synchronous angle of the milling spindle,adjust the tool changing point,and handle the security integration fault.Key words:DMG;CNC;encoder;tool change;point;SPL;safety Integrated[收稿时间]2018-05-08[作者简介]边成明,男(1983-),东方汽轮机有限公司叶片分厂高级工程师;研究方向:数控机床及系统配置。
西门子SINUMERIK数控系统编程和操作手册(手动机床(MM+),车削)说明书

SINUMERIKSINUMERIK 808D, SINUMERIK 808D ADVANCED编程和操作手册(手动机床(MM+),车削)用户手册法律资讯警告提示系统为了您的人身安全以及避免财产损失,必须注意本手册中的提示。
人身安全的提示用一个警告三角表示,仅与财产损失有关的提示不带警告三角。
警告提示根据危险等级由高到低如下表示。
危险表示如果不采取相应的小心措施,将会导致死亡或者严重的人身伤害。
警告表示如果不采取相应的小心措施,可能导致死亡或者严重的人身伤害。
小心表示如果不采取相应的小心措施,可能导致轻微的人身伤害。
注意表示如果不采取相应的小心措施,可能导致财产损失。
当出现多个危险等级的情况下,每次总是使用最高等级的警告提示。
如果在某个警告提示中带有警告可能导致人身伤害的警告三角,则可能在该警告提示中另外还附带有可能导致财产损失的警告。
合格的专业人员本文件所属的产品/系统只允许由符合各项工作要求的合格人员进行操作。
其操作必须遵照各自附带的文件说明,特别是其中的安全及警告提示。
由于具备相关培训及经验,合格人员可以察觉本产品/系统的风险,并避免可能的危险。
按规定使用Siemens 产品请注意下列说明:警告Siemens 产品只允许用于目录和相关技术文件中规定的使用情况。
如果要使用其他公司的产品和组件,必须得到 Siemens 推荐和允许。
正确的运输、储存、组装、装配、安装、调试、操作和维护是产品安全、正常运行的前提。
必须保证允许的环境条件。
必须注意相关文件中的提示。
© Siemens AG 2017. 保留所有权利编程和操作手册(手动机床(MM+),车削) 前言适用产品该手册适用于以下数控系统: 数控系统软件版本 SINUMERIK 808D ADVANCED T (车削)SINUMERIK 808D ADVANCED M (铣削)V4.7.4:PPU161.3/PPU160.2,带主轴/进给伺服系统 SINUMERIK 808D (车削)SINUMERIK 808D (铣削)V4.7.4:PPU141.2,带进给伺服系统 文档组成与目标读者 最终用户文档目标读者 编程和操作手册(车削)车床的编程人员和操作人员 编程和操作手册(铣削)铣床的编程人员和操作人员 编程和操作手册(ISO 车削/铣削)车床/铣床的编程人员和操作人员 编程和操作手册(手动机床(MM+),车削)车床的编程人员和操作人员 诊断手册机械和电气设计人员,调试工程师,机床操作人员和维修服务人员 制造商/维修文档目标读者 调试手册安装人员,调试工程师和维修服务人员 功能手册机械和电气设计人员,技术专家 参数手册机械和电气设计人员,技术专家 维修手册机械和电气设计人员、技术专家、调试工程师以及服务和维护人员 自述文件第三方软件 - 许可条件和版权说明我的文档管理器(MDM )如何在西门子文档内容的基础上创建自定义文档,请访问以下链接:/mdm标准功能范畴本手册仅描述了标准功能范畴。
车削中心加工编程技术
轴类零件通常具有回转体形状,如阶梯轴、光轴等,其加工过程包括粗车、半精车和精车等阶段。在 编程时,需要选择合适的刀具、切削参数和加工顺序,以确保加工精度和表面质量。
盘类零件的车削加工
总结词
盘类零件的加工编程技术要求较高,需 要特别注意装夹方式和切削参数的选择 ,以防止变形和振动。
VS
详细描述
02
车削中心编程基础
编程语言与工具
编程语言
常用的编程语言有G代码和M代码, 用于控制车削中心的切削运动和辅助 动作。
工具软件
如CAD/CAM软件,用于生成加工路 径和刀具轨迹,以及后处理生成可执 行程序。
编程前的准备工作
80%
工艺分析
对零件图进行工艺性分析,确定 加工方案、工艺参数和刀具选择 。
车削中心的应用范围
汽车行业
车削中心广泛应用于汽车零部件的加工,如曲轴、 凸轮轴、轴承座等。
机械制造业
在机械制造业中,车削中心可用于加工各种回转体 零件,如轴类、盘类、套类等。
航空航天业
在航空航天领域,车削中心用于加工发动机和飞机 零部件,如叶片、轮毂等。
车削中心的发展趋势
01
02
03
04
高精度化
盘类零件通常具有扁平的圆形或方形结构 ,如皮带轮、齿轮坯等。在编程时,需要 考虑零件的定位和装夹方式,以及切削过 程中的受力情况,以确保加工稳定性和精 度。
复杂零件的车削加工
总结词
复杂零件的车削加工需要高超的编程技术和丰富的实践经验,其加工过程可能涉及多轴 联动和复合加工。
详细描述
复杂零件通常具有不规则形状和多曲面特征,如叶轮、蜗杆等。在编程时,需要采用先 进的算法和技术,如多轴联动和复合加工技术,以确保加工效率和精度。同时,还需要
基于Vericut的车削中心仿真系统研究
统提供部分控 制文件库 , 有 F A N U C系统 、 西 门子 系统 、 两坐标 系统 、 五坐标 系统 。 根据实际机床的运动原理 . 调用相应的运动学模型 . 然后 导人数控机床的三维模 型, 按照实际机床的初始位置来设置虚拟机床 的所对应 的初始位置 , 并保存控 制文件 、 机床文件 、 项 目文件 、 刀具文 件。 ( 2 ) 毛坯和夹具 的模型的建立 : 根据实际加工产品的形状来设计夹 具, 夹具和毛坯的模型建立过程和机床建模过程相差不大。 ( 3 ) 刀具模 型的建立 : 根据 机床的实际装 刀数量 , 实际刀柄 、 装夹 刀头 的设备 . 进 行建模 , 并在软件 中进行虚拟装配 。( 4 ) 设置 系统参数 : 建立好 的虚拟 机床 , 加工前 , 要进行参 数设置 , 如工件坐标系 、 刀具装夹点 、 刀具安装 方向 、机床行程 、工作偏置等 。( 5 )加工仿真 : 将数控 程序 加载到 V E R I C U T软件 中.根据 G代码 中刀具号和虚拟机床上设置好的刀具 号进行映射 , 即可执行 G代码 , 直至仿真结束。( 6 ) 仿 真结果 分析 : 通 过对加工的数字模 型进行 旋转 、 缩放 、 截切剖面等操作 , 结合 L O G日 志文件 , 观察工作实际加工情 况 , 测量加工产 品的尺寸 , 检 测精确度。 ( 7 ) 程序优化 : 利用 O p t i P a t h 模块设置不同的进给速度和切削速度 . 进 行迭代运算 , 优 化刀位 轨迹 , 最大范围内快速 、 高质量 的切 削材料 , 提 高加 工效率 , 减少加工时间. 降低生产成本。 3 . 2 V E R I C U T和 UG软件数据对接 U G软件 自身带有数据转换接 口的功能 .可与其他三维软件共享 相关数据 . 解决不能与其他软件相互通信的问题 U G数据转换 主要是 通过文 件的导入 、 导 出实现 , 可输 入 、 输 出的数据格 式有 : P a r a s o l i d 、 V R ML、 C G M、 I GE S、 D XF 、 S T E P、 S T L等 等 。通 过 这些 数 据 格式 可 与
DMG结构

X-,Y-,Z-轴的加速度
m/s²
6/5/6
4.移动距离
名称 单 位 X-轴 mm Y-轴 mm Z-轴 mm C-轴 ° B-轴 °
1250 1250 1000 360 180
5.位置测量系统 数据:
名称
X-,Y-,Z-轴分辨率
X-,Y-,Z-轴进给精度
X-,Y-,Z-轴位置公差
单位 mm mm
2.6电气控制柜操作面板 结构如右图: 1 主开关 2 接口 RS 232 C* 和 USB 2.0 3 加工间照明灯旋钮:0=关 1=开 4 插座 230 V/1A 5 程序运行小时计数器 6 接通 机床小时计数器。 描述: 电气控制柜操作面板包括: 电气功能开关;信息说明;传送数据
2.7介质供给 结构如右图: 1 激光测量的气动维护单元 2 机床气动 维护单元 3 喷雾润滑剂(阻隔空气)4 传 动装置头 5 集中润滑装置6 回转接头的 润滑装置(主轴直通吹气时添加)7液压装 置的储压器8传动装置头的润滑装置9 液 压泵站 10 车铣工作台的轴承润滑 11最 小量润滑。 描述:介质供给向操作和维护人员提供了 到各个部件的集中进口。
1.3不带加工间的机床 结构如右图:
1 托盘交换位置2 工 件托盘交换装置的旋 转壁3 带有托盘的数 控圆工作台4 立式换 刀器5 工作主轴6 铣 削头7 主轴箱8 机床 床身9 机架
2 车床构件 2.1加工主轴 1.回转铣头 2.空气喷嘴 3.冷却润滑剂 喷嘴 4.刀具装夹 5.工作主轴 描述:加工主轴用于装夹加工工件的各 种不同类型刀具。通过工作主轴的旋转 装夹的刀具对工件进行加工。 回转铣头使加工主轴不仅可以在水平位 置还可以在垂直位置工作。
2.19外部冷却润滑剂和空气供给 结构如右图: 1 冷却润滑剂喷嘴2 喷嘴块 3 冷却空气喷嘴 描述:通过喷嘴体将供给冷 却工件和刀具的冷却空气或 冷却润滑剂。
CNC品牌
车床品牌方面可以这么排布
第一集团
欧美日某些品牌:哈挺、斯宾纳、肖柏林(在中国的市场分额不高了)、DMG(尽量不要选用其ECO产品,尽管相对很便宜)、森精机、OKUMA(非北一大畏)、MAZAK(非LGmazak)。
等等
第二集团
北一大畏、LGmazak(及宁夏小巨人)、斗山大宇、起亚、等等
第三集团
台湾的一些厂家
包括台中、友佳、程泰、等等等等很多。
还有美国哈斯(哈斯的产品不适合用作长时间高强度硬金属加工虽然他很便宜)。
第四集团
国内的一些机床大厂
当然这个排布带有一些个人喜好色彩,并不能代表实际实力。
且还有很多很多好的机床品牌没有列出,均以等等代替。
仅供参考!
动力头的加工范围
加工范围理论上为动力刀塔的移动范围,实际应用中要考虑的工件和其他刀具的干涉问题。
动力头的转速很少有超过8000转每分钟的了,功率在2-5千瓦之间,扭矩一般不会超过50Nm。
一般车削中心的动力刀具直径不要超过16mm。
操作系统方面
首推发那科的系统,其次是西门子的。
三菱以及海德汉的数控系统。
至于Mazak和okuma 的系统都是从三菱系统发展而来的。
选择数控系统首先要选市场占有率高的,人人都会用,人人都会维修。
其次要简单易用。
最后要抗电流干扰能力强,皮实儿。
而且尽量不要选用机床厂家自己开发的系统,避免陷入只有找这个机床厂家才能维修和升级数控系统的地步。
DMU65

05
适用广 + 3 轴加工,最重达 6 吨 + 通用 – 单驱动或双驱动回转摆动工作台 + 高动态性能 – 直接驱动的 A 轴和 C 轴 + 铣车复合加工 – 全套加工,最大扭矩达 5,400 Nm + 高生产力 – 可配三托盘系统
CELOS®
+ DMG MORI 的 CELOS® 使用户能够对任务单、 工艺流程以及机床数据进行全面的数字化管理和 文档化显示。
DMU 65 / 85 / 105 / 125 monoBLOCK® DMU 65 / 85 / 105 / 125 FD monoBLOCK® DMC 65 / 85 monoBLOCK® DMC 65 / 85 FD monoBLOCK®
五轴加工中心
DMU / DMC monoBLOCK® 系列
高动态 // A 轴与 C 轴上的直驱技术 C 轴和 A 轴(双驱动)采用高动态性能的直接驱 动技术,具有最高精度和动态性能
3 轴加工大型工件 – 最重达 6 吨 大型加工区,工件装夹面最大达 2 m2 和工作台拥有 最高承重能力,满足高标准的 3 轴加工要求
从强力切削到 高速切削 – 市场上 可供选择范围 最广的主轴
* 仅限使用选配测头时
工件 : 波比童车模具, 表面质量 Ra < 0.4 µm
应用和零件 亮点
ê 适用广 控制技术 概要 技术参数
DMU / DMC monoBLOCK® 系列
专用和通用 – 满足任何应用要求的配置
通用 // 单驱动或双驱动回转 摆动工作台
10
可 5 轴联动加工最重达 2,600 kg 的 工件并可进行负角加工
应用和零件 亮点 控制技术 概要
西门子车铣复合参数设置
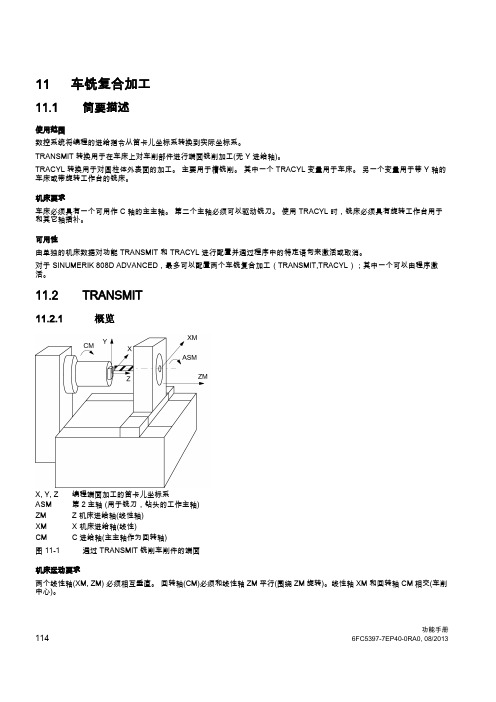
功能手册11 车铣复合加工11.1简要描述使用范围数控系统将编程的进给指令从笛卡儿坐标系转换到实际坐标系。
TRANSMIT 转换用于在车床上对车削部件进行端面铣削加工(无 Y 进给轴)。
TRACYL 转换用于对圆柱体外表面的加工。
主要用于槽铣削。
其中一个 TRACYL 变量用于车床。
另一个变量用于带 Y 轴的车床或带旋转工作台的铣床。
机床要求车床必须具有一个可用作 C 轴的主主轴。
第二个主轴必须可以驱动铣刀。
使用 TRACYL 时,铣床必须具有旋转工作台用于和其它轴插补。
可用性由单独的机床数据对功能 TRANSMIT 和 TRACYL 进行配置并通过程序中的特定语句来激活或取消。
对于 SINUMERIK 808D ADVANCED ,最多可以配置两个车铣复合加工(TRANSMIT,TRACYL );其中一个可以由程序激活。
11.2TRANSMIT11.2.1概览X, Y, Z 编程端面加工的笛卡儿坐标系ASM 第2主轴 (用于铣刀,钻头的工作主轴) ZM Z 机床进给轴(线性轴) XM X 机床进给轴(线性)CM C 进给轴(主主轴作为回转轴)图 11-1 通过 TRANSMIT 铣削车削件的端面机床运动要求两个线性轴(XM, ZM) 必须相互垂直。
回转轴(CM)必须和线性轴ZM 平行(围绕ZM 旋转)。
线性轴XM 和回转轴 CM 相交(车削中心)。
激活 / 取消 TRANSMITTRANSMIT 功能通过包含●TRANSMIT 的单独程序段激活●TRAFOOF 的单独程序段取消Mit TRAFOOF 将取消任何有效的转换功能。
编程举例N10 G0 X... Z... SPOS=... ;初始位置,主轴在位置控制中N20 G17 G94 T... ;平面、进给类型、选择铣刀N30 SETMS(2) ;转换:主主轴现在为铣削主轴N40 TRANSMIT ; 激活 TRANSMITN50 G1 G41 F200 X... Y... Z... M3 S... ; 使用刀具半径补偿铣削端面 ...N90 G40 ...N100 TRAFOOF ; 关闭 TRANSMITN110 G18 G95 T... ;返回车削加工N120 SETMS ; 主主轴是车削主轴说明:根据所编程的X -Y路径(直线或路径),移动机床进给轴XM和CM,使得在车削部件的端面上可以通过铣刀进行轮廓加工。
西门子车铣复合参数设置
功能手册11 车铣复合加工11.1简要描述使用范围数控系统将编程的进给指令从笛卡儿坐标系转换到实际坐标系。
TRANSMIT 转换用于在车床上对车削部件进行端面铣削加工(无 Y 进给轴)。
TRACYL 转换用于对圆柱体外表面的加工。
主要用于槽铣削。
其中一个 TRACYL 变量用于车床。
另一个变量用于带 Y 轴的车床或带旋转工作台的铣床。
机床要求车床必须具有一个可用作 C 轴的主主轴。
第二个主轴必须可以驱动铣刀。
使用 TRACYL 时,铣床必须具有旋转工作台用于和其它轴插补。
可用性由单独的机床数据对功能 TRANSMIT 和 TRACYL 进行配置并通过程序中的特定语句来激活或取消。
对于 SINUMERIK 808D ADVANCED ,最多可以配置两个车铣复合加工(TRANSMIT,TRACYL );其中一个可以由程序激活。
11.2TRANSMIT11.2.1概览X, Y, Z 编程端面加工的笛卡儿坐标系ASM 第2主轴 (用于铣刀,钻头的工作主轴) ZM Z 机床进给轴(线性轴) XM X 机床进给轴(线性)CM C 进给轴(主主轴作为回转轴)图 11-1 通过 TRANSMIT 铣削车削件的端面机床运动要求两个线性轴(XM, ZM) 必须相互垂直。
回转轴(CM)必须和线性轴ZM 平行(围绕ZM 旋转)。
线性轴XM 和回转轴 CM 相交(车削中心)。
激活 / 取消 TRANSMITTRANSMIT 功能通过包含●TRANSMIT 的单独程序段激活●TRAFOOF 的单独程序段取消Mit TRAFOOF 将取消任何有效的转换功能。
编程举例N10 G0 X... Z... SPOS=... ;初始位置,主轴在位置控制中N20 G17 G94 T... ;平面、进给类型、选择铣刀N30 SETMS(2) ;转换:主主轴现在为铣削主轴N40 TRANSMIT ; 激活 TRANSMITN50 G1 G41 F200 X... Y... Z... M3 S... ; 使用刀具半径补偿铣削端面 ...N90 G40 ...N100 TRAFOOF ; 关闭 TRANSMITN110 G18 G95 T... ;返回车削加工N120 SETMS ; 主主轴是车削主轴说明:根据所编程的X -Y路径(直线或路径),移动机床进给轴XM和CM,使得在车削部件的端面上可以通过铣刀进行轮廓加工。
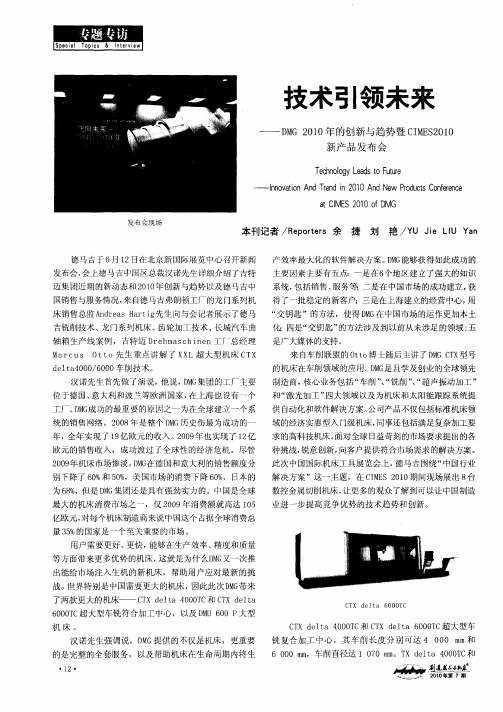
技术引领未来——DMG2010年的创新与趋势暨CIMES 2010新产品发布会
量 3 % 国家 是一 个 至 关重 要 的 市场 。 5的
业进一步提 高竞争优势的技术趋势和创新。
用户 需要更好 、 更快, 能够在生产效率、 精度和质量
等方面带来更多优势的机床 , 这就是为什么D G M 又一次推 出能给市场注入生机的新机床 ,帮助用户应对最新的挑 战。 世界特 别是 中国需要更大的机床 , 因此此 次D G M 带来 了两款更大的机床—— C X d ]a 4 0T 和 C X d la T e t 00 C T e t
年, 全年实现 了1 亿欧元 的收入。 0 9 9 2 0 年也实现 了 1 亿 2
欧元的销售收入 ,成功渡过 了全球性的经济危机 。尽管 2 0 年机床 市场惨淡, M 在德国和意大利 的销售额度分 09 DG
别下降了 6%和 5% 0 0 ,美国市场的消费下降 6% 日本的 0, 为 6% 8 ,但是 D G M 集团还是具有强劲实力的。中国是全球 最大的机床消费市场之一,仅 2 0 年消费额就高达 15 09 0
迈集团近期的新动态和 2 1 年创新与趋势以及德马吉中 00 国销售与服务情况, 自德马吉弗朗顿工厂的龙门系列机 来 床销售总监A d e sH r i 先生向与会记者展示 了德马 n r a a t g
“ 交钥匙 ”的方法,使得 D G M 在中国市场的运作更加本土
化 四是“ 交钥匙 ” 的方法涉及到 以前从未涉足的领域 : 五 是广大媒体的支持。 来 自车削联盟的 O t 博士 随后主讲 了D G C X to M T 型号 的机床在车削领域的应用 。 i 是且学及创业 的全球领先 DG 制造商 , 核心业务包括 “ 车削 ” “ 、 铣削 ” “ 、 超声振动加工 ” 和“ 激光加工 ” 四大领域 以及为机床和太阳能跟踪系统提
DMG最新产品介绍 (机床)

一、德马吉1. 公司简介:德国D M G机床集团,是由德国的德克尔(D eck e l)、马霍(M ah o)、计得美(G ildm e iste r)三家机床公司组成。
计得美公司取得了德克尔、马霍两公司的股权进行收买,于1994年7月正式成立了D M G机床集团。
目前,D M G机床集团共有9个子公司,共5400人。
即:1个总部总管全体;3个车床生产厂生产普通车床和N C车床;3个加工中心(M C)和铣床、激光加工机生产厂;1个铸件生产厂;1个全面进行销售、服务的经营部。
德克尔马豪吉特迈(上海)机床有限公司建立于2002年11月。
这个吉特迈集团在欧洲以外建立的第一家工厂于2003年1月正式竣工投产。
2000年D M G机床集团总销售额8.1亿美元,比上年增长34%。
该集团在许多发展策略中十分重要的是经营部,负责调查、了解世界用户市场需求,向生产部门提出生产计划和用户对新品种的需求,及时供应用户。
该经营部经理现年51岁,为车间现场工程师出身,精通英、德、法三种语言,熟悉业务,在欧、美、亚有60个以上代理经营和销售网点,了解供需实况,能够切实做到“知己知彼,百战不殆”,对DMG机床集团的迅速发展起到了极为重要的作用。
作为全球领先的切削机床制造商,德马吉核心业务领域覆盖全面,包括“车削”、“铣削”、“超声振动加工”、“激光加工技术”及为机床和太阳跟踪系统而设计的自动化与软件解决方案。
公司的产品线不仅包括入门级经济型机床——ECOLINE系列金属加工网,同时还有满足复杂加工要求的创新技术机床。
为满足全球不断增长的需求,德马吉已经开发了面向用户的全面的产品线。
目前集团在全球35个国家设有72家国内国际销售服务公司,拥有可随时调配使用的密集销售服务网络。
2. 产品简介:A. 车削技术车削技术有八大产品系列,分别为NEF系列数控万能车床、CTX系列数控万能车床、CTV 系列立式车床、TWIN系列双诅咒生产型车铣复合加工中心、SPEED系列数控纵切自动车床、SPRINT系列数控自动车床、GMC|GM系列数控多主轴车削中心/多主轴自动车床。
西门子 坐标转换_C轴功能

Page 5/14
© Siemens AG 2009. All Rights Reserved. Industry Sector
坐标转换 - TRANSMIT功能
ASM ZM XM CM X,Y,Z
第2 主轴 (动力刀头) Z 机床进给轴(线性轴) X机床进给轴(线性轴) C 进给轴(主主轴作为回转轴)
说明: 根据所编程的 Y-Z 路(直 线或路径),移动机床进 给轴ZM 和CM,使得在 圆柱面上可以通过铣刀 进行轮廓加工。编程的 X 轴(进给)仍然作为X 轴进给。
N50 G1 F200 X... M3 S... ; 进刀,接通铣削主轴 N600 G41 F200 Y... Z... ;使用刀具半径补偿铣削圆柱面 ... N90 G40 ... N100 TRAFOOF N110 G18 G95 T... N120 SETMS ;关闭 TRACYL ;返回车削加工 ;主主轴是车削主轴
端面加工编程对应的笛卡尔坐标系
机床运动要求 两个线性轴(XM, ZM) 必须互相垂直。 回转轴(CM)必须和线性轴ZM 平行(围绕ZM 旋转)。 线性轴XM 和回转轴 CM 相交(车削中心)。
© Siemens AG 2009. All Rights Reserved. Industry Sector
特殊功能调试
09 坐标转换(C轴)TRANSMIT和TRACYL功能
您将了解: 802D sl 提供了两种坐标转换功能,以适合于不同 结构的车削加工中心。 如何配置TRANSMIT和TRACYL功能
该功能不适用于802D sl Value版本
© Siemens AG 2009. All Rights Reserved.
Page 6/14
CTX delta超大型车铣复合加工中心

机 床 采 用 套 箱 结 构 的 高 稳 定 性 框 架 ; 无 反 向 间 隙 的 直 接 驱 动 技 术 的 铣 削
马 吉 公 司 开 始进 入汽 车 、模 具 、发 电 、机 iH , 这 些 机 床 将 成 为 今 年 下 半 年 开 启 nI
CT d la TC机 床 沿 用 NT 6 0 X et 6 0 的 刀 库 ,标 配 5 刀 位 , 允 许 逐 步 扩 展 至 0
床 制造 和航 空 航 天大 型 工件 生 产 领域 。
的 新规 格 系 列 。
德 马 吉 最 新 发 布 两 款 全 新 开 发 的
o 刀 4 刀 刀 8 全 新 C d la TX et TC机 床 的 实 际 优 1 o 位 , l 0 他 和 最 大 至 l 0 位 。
0 mm ,最 大 刀 具 超 大 型 车 铣 复 合 加 工 中 心 一 C d la 点 包 括 刚 性 好 ,车 铣 主 轴 扭 矩 大 ,在 同 同 时 ,最 大 刀具 长 度 6 0 TX et 40 0 0 TC和 C X d l 0 0 TC。其 车 T et 6 0 a
4 6 艇具 l程 M U D&DE R J C 00 第 7 f : OL I P O E T2 1年 期 总第 10 1期
强韧性提高2%;可换铣头,c / A 0 和c
/ B 次 ;滑枕 截 面6 0 Im 最 大Z 行 依 0 n 一 轴
所 带 来 的 离生 产 效 率 ,该 机 床 使 最 大 可 台 ;高 精 度 和 高 动 态 性 能 的 龙 门 结 构 , r 1 l 疑提 高 f4 。 : : f匝  ̄ 0 t 1
德马吉简介
DMG最新产品介绍 (机床)
一、德马吉1. 公司简介:德国D M G机床集团,是由德国的德克尔(D eck e l)、马霍(M ah o)、计得美(G ildm e iste r)三家机床公司组成。
计得美公司取得了德克尔、马霍两公司的股权进行收买,于1994年7月正式成立了D M G机床集团。
目前,D M G机床集团共有9个子公司,共5400人。
即:1个总部总管全体;3个车床生产厂生产普通车床和N C车床;3个加工中心(M C)和铣床、激光加工机生产厂;1个铸件生产厂;1个全面进行销售、服务的经营部。
德克尔马豪吉特迈(上海)机床有限公司建立于2002年11月。
这个吉特迈集团在欧洲以外建立的第一家工厂于2003年1月正式竣工投产。
2000年D M G机床集团总销售额8.1亿美元,比上年增长34%。
该集团在许多发展策略中十分重要的是经营部,负责调查、了解世界用户市场需求,向生产部门提出生产计划和用户对新品种的需求,及时供应用户。
该经营部经理现年51岁,为车间现场工程师出身,精通英、德、法三种语言,熟悉业务,在欧、美、亚有60个以上代理经营和销售网点,了解供需实况,能够切实做到“知己知彼,百战不殆”,对DMG机床集团的迅速发展起到了极为重要的作用。
作为全球领先的切削机床制造商,德马吉核心业务领域覆盖全面,包括“车削”、“铣削”、“超声振动加工”、“激光加工技术”及为机床和太阳跟踪系统而设计的自动化与软件解决方案。
公司的产品线不仅包括入门级经济型机床——ECOLINE系列金属加工网,同时还有满足复杂加工要求的创新技术机床。
为满足全球不断增长的需求,德马吉已经开发了面向用户的全面的产品线。
目前集团在全球35个国家设有72家国内国际销售服务公司,拥有可随时调配使用的密集销售服务网络。
2. 产品简介:A. 车削技术车削技术有八大产品系列,分别为NEF系列数控万能车床、CTX系列数控万能车床、CTV 系列立式车床、TWIN系列双诅咒生产型车铣复合加工中心、SPEED系列数控纵切自动车床、SPRINT系列数控自动车床、GMC|GM系列数控多主轴车削中心/多主轴自动车床。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
DMG车削中心编程指令
G0 快速移动模态
G1 直线插补模态
G2 顺时针圆弧插补模态
G3 逆时针圆弧插补模态
G5 中间点圆弧插补模态
G33 恒螺纹的螺纹切削模态
G4 暂停时间程序段G74 回参考点程序段G75 回固定点程序段G158 可编程的偏置程序段G25 主轴转速下限程序段G26 主轴转速上限程序段G17 在加工中心孔时要求模态有效G18 Z/X平面模态有效G40 刀尖半径补偿方式的取消模态
调用刀尖半径补偿刀具在轮廓左面移
模态
G41
动
调用刀尖半径补偿刀具在轮廓右面移
G42
模态
动
G500 取消零点偏置模态
G54 第一可设零点偏置模态
G55~
第二、三、四可设零点偏置模态G57
G53 按程序段方式取消可设定零点偏置程序段
G9 准确定位,单程序段有效程序段
G70 英制尺寸模态有效G71 公制尺寸模态有效G90 绝对尺寸模态有效G91 增量尺寸模态有效G94 进给率F,单位毫米/分模态有效G95 主轴进给率F,单位:毫米/转模态有效
恒定切削速度,F单位:毫米/转,S单
G96
模态有效
位米/分钟
G97 删除恒定切削速度模态有效G22 半径尺寸模态有效G23 直径尺寸模态有效辅助指令M
M0 程序暂停,可以按”启动”加工继续执行
M1 程序有条件停止
M2 程序结束,在程序的最后一段被写入
M30,M70 无用
M3 主轴顺时针转
M4 主轴逆时针转
M5 主轴停
M6
更换刀具:机床数据有效时用M6直接更换刀具,其它情况下直接用T指令进
行
M40 自动变换齿轮集
M41~M45 齿轮级1~5
M8 冷却液开
M9 冷却液关
M17 子程序结束
M41 低速
M42 高速
刀具指令
D指令刀具补偿号0~9不带符号
T指令刀具号1…..32000整数
参数指令
地址含义赋值说明
I指令插补参数±0.001~999.999 X轴
尺寸
螺纹:
0.001~200000.000
X轴尺寸,在G2/G3中为圆心
坐标;在G33中表示螺距大小。