燃烧控制系统的设计
基于PLC的锅炉燃烧控制系统设计_毕业设计论文正文 精品
基于PLC的锅炉燃烧控制系统设计1 绪论1.1锅炉燃烧控制项目的背景改革开放以来,我国经济社会快速发展,生产力水平不断提高,在生产中,锅炉起着十分重要的作用,尤其是在火力发电中发挥重要作用的工业锅炉,是提供能源动力的主要设备之一。
锅炉产生的蒸汽可以作为蒸馏,干燥,反应,加热等各过程的热源,另外也可以作为动力源驱动动力设备。
工业过程中对于锅炉燃烧控制系统的要求是非常高的,要求锅炉燃烧控制系统必须满足控制精度高,响应速度快[1]。
作为一个非常复杂的设备,锅炉同时具有了数十个包括了扰动、测量、控制在内的参数,参数之间有着复杂的关系,并且相互关联[2]。
而锅炉燃烧过程中的效率问题、安全问题一直是大众关注的重要方面。
1.2锅炉燃烧控制的发展历史对于锅炉燃烧的控制,已经经历了四个阶段[3~5](1)手动控制阶段因为20世纪60年代以前,电力电子技术和自动化技术还没有得到完全发展,技术尚不成熟,因此,这个时期工业人员的自动化意识不强,锅炉燃烧的控制方式一般多采用纯手动的方法。
这种控制方法,要求进行控制的操作工人依靠他们的经验决定送风量,引风量,给煤量的多少,然后利用手动的操作工具等操控锅炉,该方法控制的程度完全取决于操作工人的经验。
因此,要求操作工人必须具有非常丰富的经验,这样无疑大大提高了操作工人的劳动强度,由十人的主观意识,所以事故率非常大,同时,也不能保证锅炉高效稳定的运行。
(2)仪器继电器控制阶段随着科技的不断进步,自动化技术以及电力电子技术快速提高,国内外以继电器为基础的自动化仪表工业锅炉控制系统也得到发展,并且广泛应用于实际生产过程。
在上个世纪60年代前期,我国锅炉的控制系统开始得到迅速发展;到了60年代的中后期,我国引进了国外全自动的燃油锅炉的控制系统;到了上个世纪的70年代末,我国逐渐自主研发了一些工业锅炉的自动化仪器,同时,在工业锅炉的控制系统方面也在逐步推广应用自动化技术。
在仪表继电器控制阶段,锅炉的热效率得到了提高,并且大幅度的降低了锅炉的事故率。
国产410t/h CFB锅炉燃烧控制系统的设计
为保 证床料 的 良好 流化 , 次 风 量应 保 证 大 于 某个 最 一
小值 , 同时 又小于 某个 最大值 , 即保证 密相 区处 于欠 氧 燃烧 的还原性 气 氛 , 以利 于密 相 区脱 硫 脱氮 。 一 次风
给定值 由根据 燃料 量计 算 出来 的一 次 风 量 , 经床 温 并
控制要 求 的一次 风校正后 得 出
锅炉厂联合设计 的 国产 40thC B锅 炉燃烧控制 系统 1 I / ? 的设计进行分析 , 并对其 中的关 键问题进行重点说 明。
() 1主蒸汽压 力调 节 该 调 节 系统 设 有 2种 主蒸
汽压力 定值给 定方 式 , 由主蒸 汽 流量 经 函数 发 生器 即 F ) 出主蒸 汽 压力 给定 值 和 由运行 人 员 设 定 主 蒸 ( 算 汽压力 给定 值。系统 可 根据主 蒸汽 压力 定值 与实 际值 ( 炉负荷 ) 锅 的偏差 , 计算 和发 出入 炉燃 料量 ( 燃煤 量 + 燃 油量 ) 指令 。此外 , 调节 系统还 引人 燃煤 量 和燃油 该 量 信号作 为主蒸 汽 压力 控 制 的前 馈 信号 , 以提 高 系统 的动态适 应性 。对 于 某 些异 常或 故 障 , l台引风 机 如 或 l 台送风 机失 去 、 氧量 调节 达 极限 、 Ⅱ级 或 Ⅲ级过 热 器后 的主 汽温超 温等 , 能 自动 限制燃 料输 送 量 以进 均 行 负荷控 制 。
维普资讯
国产 4 0th C B锅 炉 1 / F
燃 烧 控 制 系 统 的 设 计
蔡 宝玲 , 刘 伟, 颜渝坪
70 3 ) 10 2 ( 电 热 工研 究 院 , 西 西安 国 陕
[ 要] 结合 大型循环流化床 ( F ) 摘 c B 锅炉的设计特点, 国产化 40 / F 锅炉燃烧控制系统方案 对 1 hC B t 包括 负荷控 制 、 燃料 量调 节 、 温控 制 、 量调 节和冷 渣器床压控 制 等 系统设 计 , 床 风 进行 了重 点分 析说 明。 [ 关键词 ] CB锅炉; F 燃烧控制 : 控制系统设计 [ 中图分类号]K 3 . T 237 [ 文献标识码] A [ 文章编号]02 36 (o ̄o 一 02 0 1 — 342o) t 04 — 3 0 _
智慧燃烧优化系统设计方案
智慧燃烧优化系统设计方案智慧燃烧优化系统是一种基于智能化技术的新型能源管理系统,通过对燃烧过程进行实时监测和优化控制,提高能源利用效率,减少能源消耗,达到节能减排的目的。
设计方案如下:1. 系统架构设计系统由硬件和软件两个部分组成。
硬件部分包括传感器、执行器和控制器等设备。
传感器主要用于采集燃烧过程中的各项参数,如温度、压力、流量等。
执行器用于对燃烧过程中的参数进行控制,如调节燃料供应量、风量、氧气含量等。
控制器则用于对传感器采集的数据进行处理和分析,并发送控制信号给执行器。
软件部分则是系统的控制算法和用户界面等。
2. 数据采集与传输系统通过传感器对燃烧过程中的各项参数进行实时采集,并将数据传输给控制器进行处理。
数据传输可以采用有线或无线方式,根据实际情况选择适合的通信协议和设备。
3. 数据处理与分析控制器通过采集到的数据对燃烧过程进行分析和处理。
首先,利用数据处理算法对采集到的数据进行预处理,如滤波、归一化等。
然后,通过建立模型对燃烧过程进行建模和预测,以进一步优化控制策略。
4. 燃烧优化控制根据控制算法的分析结果,控制器发送控制信号给执行器,以调节燃烧过程的各项参数。
通过对燃料供应量、风量、氧气含量等参数进行优化控制,使燃烧过程更加稳定和高效。
控制算法可以采用经典的控制方法,如PID控制,也可以结合智能优化算法,如遗传算法、模糊控制等。
5. 用户界面设计系统提供用户界面,用于监控和操作系统。
用户可以通过界面实时查看燃烧过程中的各项参数,并进行设置和调整。
界面设计应简洁直观,方便用户操作和理解。
6. 系统优势智慧燃烧优化系统具有以下优势:- 实时监测和优化控制,能够快速发现和解决燃烧过程中的问题,提高燃烧效率。
- 可远程监控和控制,方便操作和管理。
- 可自学习及优化,逐步提升系统性能。
- 数据分析和建模,能够对燃烧过程进行精确预测和优化控制。
综上所述,智慧燃烧优化系统设计方案包括系统架构设计、数据采集与传输、数据处理与分析、燃烧优化控制、用户界面设计等,能够实现燃烧过程的实时监测和优化控制,提高能源利用效率,减少能源消耗,达到节能减排的目的。
锅炉燃烧过程控制系统仿真设计
锅炉燃烧过程控制系统仿真一、燃烧过程控制系统的基本理论燃油锅炉的燃烧控制主要有三个子系统构成:蒸汽压力控制系统、燃料空气比值控制系统和炉膛负压控制系统。
1.蒸汽压力控制和燃料空气比值控制系统燃油蒸汽锅炉燃烧的目的是生产蒸汽供应其他生产环节使用。
一般生产过程中蒸汽的控制是通过压力实现的,随着后续环节的生产用量不同,反应在燃油蒸汽锅炉环节就是蒸汽压的波动。
维持蒸汽压力恒定是保证生产正常进行的首要条件。
保证蒸汽压力恒定的主要手段是随着蒸汽压力波动及时调节燃烧产生的热量,而燃烧产生热量的调节是通过控制所供应的燃料量以及适当比例的助燃空气实现的。
如图1所示燃烧炉蒸汽压力控制与燃料比值控制系统2.炉膛负压控制系统锅炉炉膛负压力过小时,炉膛内的热烟、热气会外溢,造成热量损失、影响设备安全运行甚至会危及工作人员安全;当炉膛负压太大时,会使外部大量冷空气进入炉膛,改变燃料和空气比值,增加燃料损失、热量损失和降低热效率。
保证炉膛负压的措施是引风量和送风量的平衡。
如果负压波动不大,调节引风量即可实现负压控制;当蒸汽压力波动较大时,燃料用量和送风量波动也会较大,此时,经常采用的控制方案如图2所示。
炉膛负压控制系统3、控制方案:某锅炉燃烧系统要求对系统进行蒸汽压力控制。
本项目采用燃烧炉蒸汽压力控制和姗料空气比值控制系统,并辅以炉膛负压控制的方案,控制系统框图如图所示。
二、燃烧过程控制任务燃烧过程自动调节系统的选择虽然与燃料的种类和供给系统、燃烧方式以及锅炉与负荷的联接方式都有关系,但是燃烧过程自动调节的任务都是一样的。
归纳起来,燃烧过程调节系统有三大任务。
第一个任务是维持汽压恒定。
汽压的变化表示锅炉蒸汽量和负荷的耗汽量不相适应,必须相应地改变燃料量,以改变锅炉的蒸汽量。
第二个任务是保证燃烧过程的经济性。
当燃料量改变时,必须相应地调节送风量,使它与燃料量相配合,保证燃烧过程有较高的经济性。
第三个任务是调节引风量与送风量相配合,以保证炉膛压力不变。
锅炉燃烧系统的控制系统设计毕业论文

锅炉燃烧系统的控制系统设计摘要:锅炉是热电厂重要且基本的设备,其最主要的输出变量之一就是主蒸汽压力。
主蒸汽压力的自动调节的任务是维持过热器出口气温在允许范围内,以确保机组运行的安全性和气温在允许范围内,以确保机组运行的安全性和[1]经济性。
锅炉所产生的高压蒸汽既可作为驱动透平的动力源,又可以作为精馏、干燥、反可以作为精馏、干燥、反应、加热等过程的热源。
随着工业生产的规模不断扩大,作为动力和热源的过滤,也向着大容量、高参数、高效率的方向发展。
在控制算法上、综合运用了单回路控制、串级控制、比值控制等控制方法实现了燃料量控制调节蒸汽压力、送风量控制调节烟气含氧量、引风量控制炉膛负压,并有效克服了彼此的扰动,使整个系统稳定运行。
运行。
关键词:锅炉;蒸汽压力;单回路控制;关键词:锅炉;蒸汽压力;单回路控制;ControlsystemdesignoftheboilercombustionsystemAbstract:Theboilerisimportantandbasicequipmentofthethermalpowerplan t,oneofthemainoutputvariableisthemainsteampressure.Thetaskoftheauto maticadjustmentofthemainsteampressureistomaintainthesuperheateroutle ttemperaturewithintheallowablerange,toensurethesafetyandeconomyofth eunitoperation.Theboilersproducehighpressuresteamcanbeusedasasource ofpower-driventurbine,butalsoasadistillation,drying,reaction,heatingandprocesshe atsource.Withindustrialproductionexpanding,asafilterforpowerandheat,b utalsotowardthehigh-capacity,high-parameter,high-efficiencydirection.Inthecontrolalgorithm,theintegrateduseofsingle-loopcontrol,cascadecontrol,ratiocontrol,thecontrolmethodoffuelcontroltoadjustthevaporpressure,airvolumecontroltoadjustthefluegasoxygenconten t,thewindcontrolthefurnacenegativepressure,andeffectivelyovercomeeac hotherdisturbancessothatthewholestabilityofthesystem.Keywords:Boiler;Vaporpressure;Single-loopcontrol引言引言随着城市的快速发展,我们对用电的需求也越来越大,如何利用好有限的能源来保证供电是一个重要的话题,在能源的利用过程中如何更加提高能源的利用率是一个可研究性的话题,本文基于上述话题对电厂的燃烧锅炉控制进行了研究。
《热风炉燃烧自动控制系统设计》范文

《热风炉燃烧自动控制系统设计》篇一一、引言热风炉是工业生产中常用的设备之一,其燃烧控制系统的设计直接关系到能源的利用效率、环境保护以及生产安全。
随着自动化技术的不断发展,热风炉燃烧自动控制系统已成为现代工业发展的必要技术。
本文将探讨热风炉燃烧自动控制系统的设计原则、关键技术和实现方案,以期望在确保高效、安全、环保的燃烧过程中,提升工业生产效率。
二、系统设计原则1. 高效性:系统应能实现精确控制,使热风炉在最佳状态下运行,以获得最高的热效率。
2. 安全性:系统应具备故障诊断和保护功能,确保设备在异常情况下能够及时停机,防止事故发生。
3. 环保性:系统应减少污染物排放,符合国家环保标准。
4. 自动化:系统应具备高度的自动化程度,减少人工干预,提高生产效率。
三、关键技术1. 燃烧控制技术:采用先进的燃烧控制算法,实现精确的空气燃料比控制,保证燃烧的稳定性和效率。
2. 传感器技术:采用高精度的温度、压力、流量等传感器,实时监测热风炉的工作状态。
3. 数据通信技术:系统应具备强大的数据通信能力,实现与上位机的数据交互,方便远程监控和操作。
4. 故障诊断与保护技术:系统应具备智能故障诊断功能,当设备出现异常时,能够及时报警并采取保护措施。
四、系统实现方案1. 硬件设计:包括PLC控制器、传感器、执行器等设备的选型和配置。
PLC控制器作为核心部件,应具备强大的数据处理能力和通信能力。
传感器应选择高精度、高稳定性的产品,确保数据的准确性。
执行器应具备快速响应和精确控制的特点。
2. 软件设计:包括控制算法、人机界面等的设计。
控制算法应采用先进的控制理论,实现精确的燃烧控制。
人机界面应具备友好的操作界面和丰富的功能,方便操作人员进行监控和操作。
3. 系统集成:将硬件和软件进行集成,实现系统的整体功能。
在系统调试过程中,应对各项功能进行测试,确保系统的稳定性和可靠性。
五、系统应用与效果热风炉燃烧自动控制系统在实际应用中,可以实现对燃烧过程的精确控制,提高热效率,降低能耗。
垃圾焚烧炉自动燃烧控制系统设计与实现田贵明

垃圾焚烧炉自动燃烧控制系统设计与实现田贵明摘要:垃圾焚烧炉由于垃圾成分复杂及热值不稳定,导致其燃烧控制滞后时间长,焚烧炉燃烧系统多处需要手动控制运行。
本文提出适合垃圾焚烧炉运行工况的自动燃烧控制(ACC)系统,该控制系统包括蒸发量控制模块、垃圾料层控制模块、焚烧炉炉内温度控制模块、炉渣热灼率控制模块、氧量控制模块,通过给料速度、炉排速度、燃烧用风量及垃圾层厚度计算等实现了垃圾焚烧炉的自动燃烧控制。
将该ACC系统应用于某垃圾焚烧发电厂,实际运行结果表明,ACC系统能够实现垃圾焚烧炉稳定燃烧,环保参数无波动,生产指标符合要求。
关键词:垃圾焚烧炉;自动燃烧控制;设计引言近几年来,城市规模和居住人口不断扩大、增多,相应的也产生了更多的城市生活垃圾。
对于城市发展而言,如何处理城市生活垃圾是一个需要予以着重关注的问题。
有关城市生活垃圾处理的方法多以填埋、焚烧及堆肥为主。
其中垃圾焚烧的处理效果十分显著,借助垃圾焚烧发电,还能体现出绿色、环保、高效的优点。
1炉排炉垃圾焚烧发电厂燃烧自动控制系统的基本概况炉排炉垃圾焚烧的认识:炉排炉垃圾焚烧是一种垃圾焚烧处理的技术,炉排型焚烧形式多样化、使用范围广泛,占世界垃圾焚烧发电、供热市场的80%以上。
最显著的优势是技术成熟,运行稳定、安全、可靠,有害气体排放量少,适应性高,有利于大规模集中处理垃圾,在焚烧之前大部分垃圾不需要进行预处理,可以直接进行焚烧,操作便捷。
但是,炉排炉垃圾焚烧也存在产生含水率高的污泥、大件生活垃圾不能直接焚烧等弊端。
燃烧自动控制系统的原理:燃烧自动控制系统是针对传统燃烧方式中人工点火操作过程中,生产条件差,劳动强度大,安全性低,人身伤亡事故发生频繁的现况;以及缺乏事故检测预警、实时监测燃烧状况、判断处理异常现象能力的现状,研究和设计出的一套全自动化的燃烧控制系统,可以有效提高焚烧和发电的可靠性和安全性、实现产品质量和经济效益。
燃烧自动控制系统的主要目的是保证垃圾的稳定燃烧,对垃圾燃烧的给料、进风、翻动频率等变量实施自动化的控制及操作;蒸汽流量是反映燃烧自动控制系统运转状况的重要参数。
连续退火炉燃烧控制优化设计
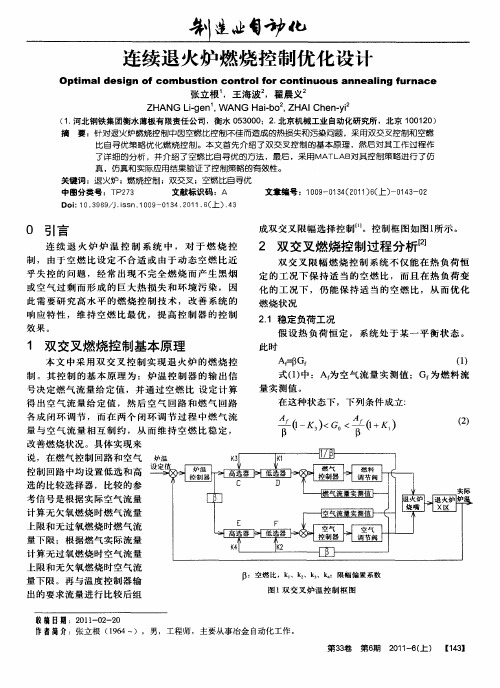
真 ,仿真和实际应用结果验证 了控制策略的有效性。
关键词 :退火炉 ;燃烧控制 ;双交叉 ;空燃比自寻优 中图分类号 :T 2 3 P 7 文献标识码 :A 文章编号 :1 0 —0 ( 0 1 6 上) l 3 0 9 1 4 21 ) ( -o4 - 2 0 3
D i 1 . 9 9 ji n 1 0 -0 . 0 1 6 上 ) 4 o : 3 6 / . s . 0 9 1 4 2 1 . ( . 3 0 s 3
燃 烧 状况
乎 失 控 的 问 题 ,经 常 出现 不 完 全 燃 烧 而 产 生 黑 烟
或 空 气 过 剩 而 形 成 的 巨 大 热 损 失 和 环 境 污 染 , 因
此 需 要 研 究 高 水 平 的 燃 烧 控 制 技 术 ,改 善 系统 的
响 应 特 性 ,维 持 空 燃 比 最 优 ,提 高 控 制 器 的控 制
量 下限 ;根 据燃 气 实际流 量 计 算无 过氧 燃烧 时 空气 流量 上 限和 无欠 氧燃 烧 时空气 流 量下 限 。再 与温 度控 制器 输
1 空燃比, - k 3 l 3 : k 、q 、 、k :限幅偏置系数
图 1双 交 叉 炉 温 控 制 框 图
控制器 1 l调节阀
ZHANG i e . ANG i O . L . n’ W g Ha . ZHAI e . i b Ch n y
(. 1 河北钢铁集 团衡水薄板有 限责 任公 司 ,衡水 0 3 0 ;2 北 京机械 工业 自动化研究所 ,北京 1 O 2 ) 500 . O l 0
摘 要 :针对退火炉燃烧控制中因空燃 比控 制不 佳而造成的热损失和污染问题 ,采用双交叉控 制和 空燃 比 自寻 优策略优 化燃烧 控制 。本 文首先 介绍 了双 交叉控制 的基本原 理 ,然 后对其工 作过程作 了详细 的分 析 ,并介 绍 了空燃比 自寻 优的方法 ,最后 ,采用 MAT A L B对其控制策 略进行了仿
基于PLC的锅炉燃烧控制系统的设计-毕业论文

摘要随着社会经济的飞速发展,城市建设规模的不断扩大,以及人们生活水平的不断提高,对城市生活供暖的用户数量和供暖质量提出了原来越高的要求。
结合现状,本论文供暖锅炉监控系统,设计了一套基于PLC和变频调速技术的供暖锅炉控制系统。
该控制系统以一台工业控制机作为上位机,以西门子S7-300可编程控制机为下位机,系统通过变频器控制电机的启动,运行和调速。
上位机监控采用WinCC设计,主要完成系统操作界面设计,实现系统启停控制,参数设定,报警联动,历史数据查询等功能。
下位机控制程序采用西门子公司的STEP7编程软件设计,主要完成模拟量信号的处理,温度和压力信号的PID控制等功能,并接受上位机的控制指令以完成风机启停控制,参数设定,循环泵的控制和其余电动机的控制。
本文设计的变频控制系统实现了锅炉燃烧过程的自动控制,系统运行稳定可靠。
采用锅炉的计算机控制和变频控制不仅可大大节约能源,促进环保,而且可以提高生产自动化水平,具有显著的经济效益和社会效益。
关键字:锅炉控制;变频调速;组态软件;PLCAbstractAlong with social economy’s swift development, the urban construction scale’s unceasing expansion , as well as the peple living standard’s unceasing enhancement , set more and more high request to the city life heating’s user quantity and the heating quality. The union present situation, the present paper heating boiler supervisory sysem, has designed a set based on PLC and the frequency conversion velocity modulation technology heating boiler control system.This control system takes the superior machine by one Industry cybertrons , west of family household S7-300 programmable controller for lower position machine ,system through frequency changer control motor’s start , movement and vclocity modulation .the superior machine monitoring software uses the three dimensional strength to control the WinCC design , mainly completes the system operation contract surface design ,realizes the system to open/stops functions and so on control ,parameter hypothesis ,warning linkage,historical data inquiry. The lower position machine control procedure uses Siemen’s STEP7 programming software design , mainly completes the simulation quantity signal processing , temperature and pressure signal functions and so on PID control , and receives the superior machine control command to complete the air blower to open/stops the control , the parameter hypothesis, the circulating pump control and other electric motor’s control.This article designs the frequency conversion processs automatic control, the systems operation is stable, is reliable. Uses boiler’s computer control and the frequency converseon control noe only may save the energy greatly, the promotion environmental protection moreover may raise the production automation level, has the remarkable economic efficiency and the social efficiency.Key Words:Boiler control;Frequency conversion velocity modulation ;Configuration Software;PLC目录摘要 0Abstract (1)第1章概述 (4)1.1 项目背景及课题的研究意义 (4)1.2 供暖锅炉控制的国内外研究现状 (5)1.3锅炉控制系统的发展趋势 (6)1.4本文所做工作 (7)第2章系统方案设计 (9)2.1锅炉控制研究简介 (9)2.2 总体设计思路 (9)2.3方案比较 (10)2.3.1方案1 (10)2.3.2 方案2 (10)2.4方案论证与方案确定 (11)第3章硬件设计 (12)3.1 用户系统框图 (12)3.2 锅炉系统的理论分析 (13)3.2.1变频调速基本原理 (13)3.2.2变频调速在供暖锅炉中的应用 (13)3.2.3变频调速节能分析 (14)3.3燃烧过程控制 (19)3.4锅炉控制系统设计 (20)3.5控制系统构成介绍 (21)第4章软件设计 (25)4.1 S7-300系列PLC简介 (26)4.2 PLC编程语言简介 (28)4.2.1 PLC编程语言的国际标准 (28)4.2.2复合数据类型与参数类型 (29)4.2.3系统存储器 (29)4.2.4 S7-300 CPU中的寄存器 (30)4.3 STEP7 的原理 (31)4.3.1 STEP7概述 (31)4.3.2 硬件组态与参数设置 (32)4.3.3 符号表 (36)4.3.4 逻辑块 (37)4.3程序设计 (38)4.4通信系统 (41)4.5人机界面 (43)4.5.1监控软件WinCC介绍 (43)4.5.2监控系统设计 (45)4.5.3锅炉监控界面设计 (49)第5章结论 (53)5.1 成果的创造性和先进性 (53)5.2作用意义(经济效益和社会意义) (53)5.3 推广应用范围和前景 (53)5.4 需要进一步改进之处 (54)参考文献 (55)外文资料翻译 (56)外文翻译原文 (56)外文翻译译文 (68)致谢 (75)附录 (76)附录1 程序清单 (76)附录2 I/O点数分配表 (96)附录3 物理参数比较表 (97)第1章概述1.1 项目背景及课题的研究意义工业锅炉是工业生产和集中供热过程中重要的动力设备。
电站燃烧控制系统优化设计研究的开题报告

电站燃烧控制系统优化设计研究的开题报告一、选题背景和意义随着工业的发展和人口的增加,对电力的需求越来越大,电站发挥着越来越重要的作用。
燃烧控制系统是电站的核心设备之一,对电站的安全、稳定运行及经济效益具有重要影响。
目前,随着科技的发展,燃烧控制系统的自动化程度越来越高,但仍有很多问题需要解决。
因此,本课题旨在优化燃烧控制系统的设计,提高电站的效益和安全性。
二、研究内容和方法1. 燃烧控制系统的原理和结构分析:介绍燃烧控制系统的基本原理和结构组成,为后续研究打下基础。
2. 燃烧控制系统的优化设计:对燃烧控制系统进行优化设计,包括控制策略的制定和调整,参数的优化和调整等。
3. 实验验证和数据分析:采用实验方法对燃烧控制系统的优化设计进行验证,并对实验数据进行分析,得出结论。
三、预期研究结果通过研究,预期达到以下目标:1. 提高燃烧控制系统的可靠性和稳定性,减少故障率。
2. 优化控制策略和参数,提高节能效益,降低运行成本。
3. 增加设备的寿命,降低维修成本。
4. 提高电站的运行效率和安全性。
四、研究计划和进度安排1. 第一阶段(1个月):燃烧控制系统的原理和结构分析。
2. 第二阶段(2个月):燃烧控制系统的优化设计。
3. 第三阶段(3个月):实验验证和数据分析。
4. 第四阶段(1个月):写作论文和准备答辩。
五、参考文献1. 王立,王晋. 燃烧控制系统设计[M]. 北京: 科学出版社,2006.2. 李伟. 燃烧控制系统优化设计研究[J]. 机械工程师, 2014(4): 96-99.3. 郭增成,徐勇. 燃烧控制系统的优化设计及应用[J]. 辽宁石油化工大学学报, 2017(8): 63-65.。
燃气燃烧器控制系统的设计论文
燃气燃烧器控制系统的设计专业名称电气工程及其自动化学生姓名指导老师摘要燃烧器是水泥厂烧成系统的主要设备,它对节能降耗、提高熟料产质量、延长回转窑耐火砖和窑体的使用寿命、提高运转率、扩大资源利用、缩短窑筒体长度、降低有害气体NO X的排放有着举足轻重的作用。
随着水泥工业规模的快速扩大以及环保标准的不断提高,对燃烧器的要求也日益提高。
鉴于其对回转窑技术性能及运转率的影响较大,各国水泥装备设计、制造公司均把燃烧器作为重点设备进行开发和研制。
因此,研究基于计算机控制技术的气煤燃烧器控制系统具有重要的现实意义。
本文介绍了燃烧器的发展现状及系统结构,提出了一套基于三菱PLC的气煤燃烧装置控制系统的设计方案,根据气煤燃烧装置的控制要求,实现对控制系统的通信及监控。
系统性能稳定、可靠性高、控制效果较好,有一定的推广应用价值。
关键词:气煤燃烧器;PLC;触摸屏ABSTRACTThe burner is cement firing system's main equipment. For saving energy, improving its quality and prolong rotary kiln clinker produce refractory and the service life of kiln body, improve availability, expanding resources utilization, shorten the kiln barrel length, reducing harmful gas NO x emissions has a pivotal role. With the rapid expansion of cement industry scale and environmental standards rise ceaselessly, the burners requirement also is increasing day by day. In view of the technical performance and amounts of rotary kiln influenced, countries cement equipment design, manufacturing companies in turn the burner as key equipment in development and research. Therefore, the research on the computer control technology gas burner control system has the important practical significance.This paper introduces the development situation and system burner structure, puts forward a set of structure based on the gas burning device Mitsubishi PLC control system, the design of the control gas burning device according to the requirements of control system and realize the communication and monitoring. The control system has stable performance,high reliability and better control,and it also promote the use of a certain value.Keywords:Gas burner;PLC;Touch screen目录第一章绪论 (1)一、燃烧器的国内外发展……………………………………………………………............…………错误!未定义书签。
第三章:第二节+燃烧控制系统
当减负荷时,BD减小,但由于 送风量不会立即减小既AF>BD, 所以低值选择会使输出等小的 BD,这样燃料量会立即减小。
风量指令形 当负荷指令过小时,为了保证一定 成系统 的风量,可以使用模拟信号发生器 将BD和热量信号高值选择后的风 设定最小的风量参数,通过高值选 量信号,再通过程序可调的氧量 择来限制风量的最小数值。 矫正参数后形成风量指令。(氧 当负荷增加时BD增大, 量矫正可能是考虑对不同挥发份 HR热量信号不会立即 煤进行风量修正的经验参数) 变化,大值选择输出 为增大了的BD信号。 (HR就是总燃料量 TF的代表)
锅炉负荷指令表示锅炉需要的能量 ,一路输入到燃煤控制系统,形成 燃煤指令(给定数值);另一路 作为送风的给定数值输送到风量控 制系统。
当升负荷时,负荷指令BD增加,一 给煤指令到达此环节后和OF给 路到达此处,另一路到送风系统,由 油量相减作为最终的煤指令。如 于风量有一定迟延,所以AF不会立 果此时为正常运行状态,给油量 即变大,低值选择器的输出会保持原 等于0,这是最终的给煤量ucF= 来的给煤指令不变(原来指令是AF= 总燃料量指令Utf。否则要从从 升负荷前的BD)。只有当AF总风量 燃料指令中减去总油量。 增加后,煤指令才会增加。升负荷时, 先加风后加煤。
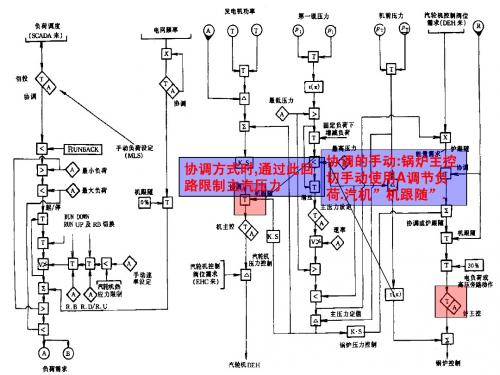
协调的手动:锅炉主控 协调方式时,通过此回 切手动使用A调节负 路限制主汽压力 荷.汽机”机跟随”.
dp d P K 1 dt
锅炉控制
Δ
PID
来自锅炉的BD指 令
第三章:第二节 燃烧控制系统
协调控制系统的作用是通过其指挥下,各自动控制回路协调 配合来实现的。燃烧自动控制回路(燃烧子系统)就是其中 非常重要的一个子系统。燃烧子系统在协调系统控制下完成 瞬间能量平衡任务,无论是保证主汽压力不变或维持一定功 率输出,都是保证一定形式的能量平衡。燃烧系统包括以下 子系统: 1)燃料控制系统; 2)风量控制系统; 3)炉膛压力控制系统; 4)磨煤机一次风量和出口温度控制系统; 5)一次风压力控制系统 6)辅助风控制系统、燃料风(周界风)控制系统、燃尽风 控制系统
环型加热炉燃烧控制系统的设计与实现
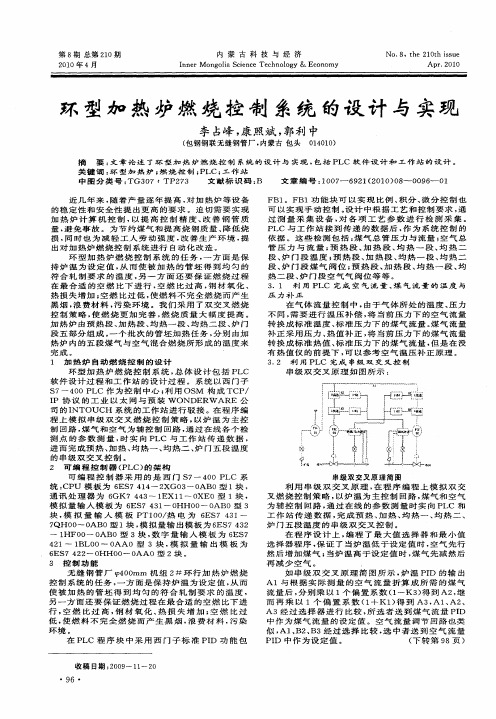
可 编 程 控 制 器 采 用 的 是 西 门 S7 4 0 P — 0 LC 系 统 : U 模 板为 6 CP ES74 4 2 1 — XG0 — 0 3 AB0型 1块 , 通讯 处 理器 为 6 GK7 4 3 1 4 — EX1 — 0 1 XE0 型 1块 , 模 拟 量 输 入 模 板 为 6 74 1 O ES 3 一 HH0 — 0 0 AB0型 3 块 , 拟 量 输 入 模 板 PT1 O 热 电 为 6 模 O/ ES7 4 1— 3 7 QH O ~ 0 O AB0型 1块 , 拟 量 输 出 模 板 为 6 S74 2 模 E 3 1 HF0 — 0 0 AB0型 3块 , 字 量 输 入 模 板 为 6 7 数 ES 4 1— 1 L0 2 B 0— 0 AA0 型 3 块 , 拟 量 输 出 模 板 为 模
完成 。 1 加 热 炉 自 动 燃 烧 控 制 的 设 计
FB 。 F 1 B1功 能 块 可 以 实 现 比 例 、 分 、 分 控 制 也 积 微 可 以实 现 手 动 控 制 。 计 中 根 据 工 艺 和 控 制 要 求 , 设 通 过 测 量 采集 设 备 , 各 项 工 艺参 数 进 行 检 测 采 集 。 对 P LC 与 工 作 站 接 到 传 递 的 数 据 后 , 为 系 统 控 制 的 作
32 利 用 P . LC 完 成 串 级 双 交 叉 控 制 串级 双交叉 原理 如图所 示 :
环 型加 热炉 燃 烧控 制 系统 , 体 设 计包 括 P 总 LC 软 件 设 计 过 程 和 工 作 站 的设 计 过 程 。系 统 以 西 门 子 S 7— 4 0 P 0 LC 作 为 控 制 中 心 ; 用 OS 构 成 TCP/ 利 M I 协 议 的 工 业 以 太 网 与 预 装 W oNDERw ARE 公 P 司的I NT0U C 系 统 的 工 作 站 进 行 驳 接 。在 程 序 编 H 程 上 模 拟 串 级 双 交 叉 燃 烧 控 制 策 略 , 炉 温 为 主 控 以 制 回 路 , 气 和 空 气 为 辅 控 制 回 路 , 过 在 线 各 个 检 煤 通 测 点 的参 数 测 量 , 实 向 P 时 LC 与 工 作 站 传 递 数 据 , 进 而 完 成 预 热 、 热 、 热 一 、 热 二 、 门 五 段 温 度 加 均 均 炉 的串级双交 叉控制 。
浅谈加热炉燃烧控制系统设计

的空燃 比相对合理 。如果炉 内的空燃 比过高 ,
3加热炉燃烧控制系统设计要点分析
加热炉 的燃烧控 制系统 的设 计是否合 理 ,
炉 内的钢 才就会 发生氧化 , 提高 热量 的损失 比 例 ;而在空燃 比相对较 低的情 况之下 ,炉内的 燃料就不能够得到充分燃烧 , 造成能源的浪费 , 燃料是否充分燃烧 ,能源是否得 到了优 化配 置
~ ‘
之时 ,使得燃料先行 ,避免黑烟 的出现 。也正
烧量 下的空气过剩率进行 了综合性 的补正 ,使
得燃烧控制 系统 的性能 更加完善 ,更 能够 发挥 场严重的能源危机一 ——石 油危机,石 油一时 是因为这样的构造 ,此种混合式 的燃烧控制 系 其节 约能源 ,减少污染的重要作用。因此 ,在 间成为 了各 国所 关注 的热点能源。为了节省能 统才会被称为交叉限制式燃烧系统。
【 关 键 词 】加 热 炉 燃 烧 控 制 系统 设 计 合 理
当中,最 为突出的优势就是其采用了两种极端 相应 的提高 。其劣 势就在于 ,一 旦气氛的分 析
际温度稍微低于相关的设定值时 ,在有燃料 的
氧气 含量来 校对 炉内的空燃比的控制系统。其
增加需求之时 ,空气先行 ;如果加热炉 的炉温 工作 原理 也交叉 限制式控 制系统较为相似 ,不 低于了相关的设定值 ,有必要降低燃料 的流量 再在此赘述 。此 系统的优 势在 于它对 于不同燃 2 O世纪 7 O年代初期 ,世界范 围内爆 发了
自动化控制 ・ A u t o ma t i c C o n t r o
浅谈 加热炉燃烧控 制系统设计
文/ 张 路 军
加热炉 的燃烧系统 的设计进行 了相 应的改进, 比如说美 国与 日本 ,在这 一方面都有所成就。
燃油蒸汽锅炉的燃烧控制系统的设计和仿真
燃油蒸汽锅炉的燃烧控制系统的设计和仿真摘要工业自动化涉及的范围很广,过程控制是其中最重要的一个分支。
它主要针对工业过程的五大参数,即温度、压力、流量、液位(或物位)、成分和特性等参数的控制问题。
过程控制覆盖了很多工业部门,例如石油、化工、电力、冶金、轻工、纺织等部门,在国民经济中所占有的地位极其重要。
根据实际应用领域和工艺过程的不同,所采用的控制方式及其侧重点也不相同。
而在大量的工业生产中燃烧都是必要的一环,从燃烧角度来说,有燃油、燃煤、燃气的区别。
虽然燃烧的应用场合和燃料可能不同,但燃烧过程的控制都不外是燃烧控制、温度控制、燃烧程度控制、安全性控制、节能控制等。
本文仅以燃油蒸汽锅炉为例说明燃烧系统中具有一定普遍性的控制问题。
本次课题的目的就是基于生产实际的需求,针对蒸汽压力控制、燃料空气比值控制和炉膛负压控制进行系统框架设计并在MATLAB环境下建立模型、进行控制算法的实现研究。
其主要采用了MATLAB中的SIMULINK工具箱进行仿真,通过模拟示波器中的波形来调节参数,改良控制效果。
关键字:燃烧控制系统,MATLAB,过程控制,SIMULINKTHE DESIGN AND SIMULATION OF THE COMBUSTION CONTROL SYSTEM BASED ON FUEL STEAM BOILERABSTRACTIndustrial automation involve a very wide range, while process control is one of the most important branches. It mainly refer to control techniques of five industrial processes parameters which are temperature, pressure, and flow, liquid level (or bits), composition and characteristics. Process control covers many industries, such as petroleum, chemical industry, electric power, metallurgy, light industry and textile department.It occupied an extremely important position of the national economy.The control modes and their emphasis depend on the different actual application and process bustion is essential in the industrial production.Burning speaking, it can be divide into fuel, coal and gas. Although burning applications and fuel combustion process may be different, the control of burning process all involve burning control, temperature control and burning level control, safety control, degree of saving energy control etc. This paper only to take fuel steam boiler combustion system as an example,it illustrates the control problems with certain universality in the combustion system. The purpose of this subject is to design the system framework for steam pressure control, fuel air ratio control and hearth negative pressure based on the actual production needs, also make model in the MATLAB environment as well as research for the algorithm of control . It mainly uses the MATLAB and SIMULINK toolbox, adjusting the parameters in terms of the waveform of oscilloscope.As a result, the control effect improved.Key words:,combustion control system,MATLAB, process control, SIMULINK目录摘要 (I)ABSTRACT (II)前言 (1)1绪论-------------------------------------------------------------------------------------------------61.1 研究目的及意义-------------------------------------------------------------------------------------------61.2相关领域的研究现状--------------------------------------------------------------------------------------61.2.1燃油蒸汽锅炉发展和现状-----------------------------------------------------------------61.2.2燃烧控制系统的简介--------------------------------------------------------------------------------81.3 论文的章节安排2 燃油蒸汽锅炉燃烧控制系统控制原理---------------------------------------------------------62.1 系统基本结构与设备--------------------------------------------------------------------------------------62.2 主要控制技术及要求-----------------------------------------------------------------------------102.2.1稳定蒸汽母管的压力-------------------------------------------------------------------------------122.2.2维持锅炉燃烧的最佳状态和经济性-------------------------------------------------------------122.2.3维持炉膛负压在一定范围------------------------------------------------------------------------ 122.2.4锅炉燃烧系统控制对象的特性-------------------------------------------------------------------123 蒸汽压力控制、燃料空气比值控制和炉膛负压控制的基本模型建立-------------------143.1蒸汽压力控制系统和燃料空气比值控制系统基本模型--------------------------------------------143.2炉膛负压控制系统----------------------------------------------------------------------------------------154 MATLAB环境下控制算法的研究---------------------------------------------------------------184.1系统辨识---------------------------------------------------------------------------------------------------184.2控制系统参数整定---------------------------------------------------------------------------------------184.3控制系统SIMULINK仿真-----------------------------------------------------------------------------245 结论-------------------------------------------------------------------------------------------------28 参考文献-------------------------------------------------------------------------------------------------28 致谢-------------------------------------------------------------------------------------------------------29附录-------------------------------------------------------------------------------------------------------46 译文及原文----------------------------------------------------------------------------------------------501 绪论1.1 引言锅炉是重要的工业设备,应用于炼油、冶金、化工、轻工等行业。
(完整版)锅炉燃烧系统的控制系统设计

(完整版)锅炉燃烧系统的控制系统设计⽬录1锅炉⼯艺简介 (1)1.1锅炉的基本结构 (1)1.2⼯艺流程 (2)1.2煤粉制备常⽤系统 (3)2 锅炉燃烧控制 (4)2.1燃烧控制系统简介 (4)2.2燃料控制 (4)2.2.1燃料燃烧的调整 (4)2.2.2燃烧调节的⽬的 (5)2.2.3直吹式制粉系统锅炉的燃料量的调节 (5)2.2.4影响炉内燃烧的因素 (6)2.3锅炉燃烧的控制要求 (11)2.3.1 锅炉汽压的调整 (11)3锅炉燃烧控制系统设计 (14)3.1锅炉燃烧系统蒸汽压⼒控制 (14)3.1.1该⽅案采⽤串级控制来完成对锅炉蒸汽压⼒的控制 (14)3.2燃烧过程中烟⽓氧含量闭环控制 (17)3.2.1 锅炉的热效率 (18)3.2.2反作⽤及控制阀的开闭形式选择 (20)3.2.3 控制系统参数整定 (20)3.3炉膛的负压控制与有关安全保护保护系统 (21)3.3.1炉膛负压控制系统 (22)3.3.2防⽌回⽕的连锁控制系统 (23)3.3.3防⽌脱⽕的选择控制系统 (24)3.4控制系统单元元件的选择(选型) (24)3.4.1蒸汽压⼒变送器选择 (24)3.4.2 燃料流量变送器的选⽤ (24)4 DCS控制系统控制锅炉燃烧 (26)4.1DCS集散控制系统 (26)4.2基本构成 (27)锅炉燃烧系统的控制4.3锅炉⾃动燃烧控制系统 (31)总结 (33)致谢 (34)参考⽂献 (35)1锅炉⼯艺简介1.1锅炉的基本结构锅炉整体的结构包括锅炉本体和辅助设备两⼤部分。
1、锅炉本体锅炉中的炉膛、锅筒、燃烧器、⽔冷壁、过热器、省煤器、空⽓预热器、构架和炉墙等主要部件构成⽣产蒸汽的核⼼部分,称为锅炉本体。
锅炉本体中两个最主要的部件是炉膛和锅筒。
炉膛⼜称燃烧室,是供燃料燃烧的空间。
将固体燃料放在炉排上进⾏⽕床燃烧的炉膛称为层燃炉,⼜称⽕床炉;将液体、⽓体或磨成粉状的固体燃料喷⼊⽕室燃烧的炉膛称为室燃炉,⼜称⽕室炉;空⽓将煤粒托起使其呈沸腾状态燃烧、适于燃烧劣质燃料的炉膛称为沸腾炉,⼜称流化床炉;利⽤空⽓流使煤粒⾼速旋转并强烈⽕烧的圆筒形炉膛称为旋风炉。
燃气锅炉燃烧控制系统设计与优化

燃气锅炉燃烧控制系统设计与优化一、燃气锅炉燃烧控制系统的重要性燃气锅炉是一种非常重要的热能设备,它主要通过燃烧天然气或液化气来提供供暖和热水等热能。
而燃烧是燃气锅炉运行的核心环节,燃烧效率的高低直接影响到锅炉的能源利用效率、经济性以及环保性。
因此,在燃气锅炉的设计中,燃烧控制系统至关重要。
一般来说,燃烧控制系统包括点火系统、燃气调节系统、燃烧控制系统、排烟系统以及火焰监测系统等多个部件。
这些部件共同协作,通过自动化控制实现燃烧的精确、稳定、高效的控制,为燃气锅炉提供可靠的技术支持。
二、燃气锅炉燃烧控制系统的设计(一)燃气调节系统燃气调节系统主要通过减压阀、调压阀等部件,实现对燃气的调控、减压、稳压等操作。
在设计中,需要充分考虑天然气的控制范围、加热功率等因素,以保证系统的稳定性和可靠性。
(二)点火系统点火系统主要包括点火电极、火焰检测器等部件。
点火电极采用电弧点火的方式,需保证点火高压电源的正常使用。
火焰检测器通过监测燃烧过程中的火焰信号,保障燃烧安全。
(三)燃烧控制系统燃烧控制系统是整个燃烧控制系统的核心环节,它通过对燃气、空气的比例、流量进行调节,控制燃烧过程中的温度、压力等参数。
在设计中需要根据锅炉的功率、热效率和应用要求,合理选择燃烧控制器、比例阀、执行器等部件。
(四)排烟系统排烟系统通过对燃烧产生的烟气进行处理和净化,保证其排放符合环保标准。
在设计中需要考虑锅炉排放的烟气含量、排放的方式等因素,选用合适的净化设备。
(五)火焰监测器火焰监测器用于监测锅炉内火焰状态,及时预警燃烧故障,保障燃烧安全。
设计中需要考虑其稳定性、可靠性、精度等因素,保证监测结果的准确性和及时性。
三、燃气锅炉燃烧控制系统的优化(一)优化燃烧控制燃烧控制是燃气锅炉燃烧效率的重要影响因素,因此需要通过合理的控制方式,实现燃烧的高效率、低耗能和低排放。
其中,流量控制方式可以在燃烧过程中实现燃料和空气的匹配,提高燃烧效率;焓控制方式则通过对水的温度、压力等参数进行调节,保证热能的正常传递。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录一绪论...................................................................................................................................... 二燃烧控制系统的设计2.1燃烧过程控制任务2.2燃烧过程调节量2.3燃烧过程控制特点三燃料控制系统 ........................................................................................................................3.1燃料调节系统......................................................................................................................3.2燃料调节——测量系统......................................................................................................3.3给煤机指令.......................................................................................................................... 四600MW火电机组DCS系统设计4.1 电源部分4.2 通信部分4.3 系统接地4.4 软件部分五结论................................................................................................................................... 参考文献...................................................................................................................................一绪论目前,我国的电厂大多数是火力发电厂,煤是发电的主要燃料,锅炉燃烧是发电的重要环节之一。
我们要以最经济的方式来利用有限的能源,这就要求我们寻找燃烧的最优方案。
本文在对国内外锅炉控制现状、发展趋势分析的基础上,研究了燃煤锅炉燃烧系统的自动控制问题。
分析了燃烧控制系统的热工控制结构特点,为更大范围符合锅炉燃烧的要求,提高燃烧自动的控制系统的利用率,是在按照传统燃烧自动控制结构设计的基础上优化实现的。
二燃烧控制系统的设计2.1燃烧过程控制任务1.满足机组负荷要求,维持主蒸汽压力稳定当机组运行方式为汽机跟随控制方式时,燃烧控制系统负担着机组出力,即调节功率;当机组运行方式为锅炉跟随控制方式时,燃烧控制系统维持主蒸汽压力稳定;当机组运行方式为协调控制方式时,燃烧控制系统既要负担着机组出力,又要维持主蒸汽压力稳定。
因此,可见燃烧过程控制任务与机组运行方式密切相关。
2.保证燃烧过程经济性保证燃烧过程经济性是提高锅炉效率的一个重要方面,目前经济性是靠进入炉膛燃料量与通风量之间最佳比值来保证,有足够风使燃料得以充分燃烧,同时尽可能减少排烟造成的热损失。
一般采用烟气过剩空气系数(烟气含氧量)来校正燃料量与风量之间的比值进而来保证燃烧过程的经济性。
3.保证燃烧过程稳定性燃烧稳定性影响着锅炉运行的安全隆和经济性,影响燃烧过程的因素很多,其中炉膛压力是重要因素之一。
炉膛压力反映着燃烧过程送风与引风之间的工质平衡关系,送风量大于引风时,炉膛压力增加,会造成炉膛往外喷灰或喷火;送风量小于引风量,增加引风电耗,增加炉膛漏风,炉温下降,影响炉内燃烧工况;此外,炉膛压力波动还影响燃料的燃烧稳定性,对锅炉安全运行有影响。
为了保证燃烧过程稳定性,需要对炉膛压力进行控制,维持锅炉炉膛压力稳定。
2.2燃烧过程调节量根据燃烧控制任务,主要调节以下三个物理量。
1.燃料量调节通过调节燃料量使入炉燃料的完全燃烧所产生的量能与锅炉外部负荷需要的量能相适应。
被调量调节量燃料量M送风量V引风量Vs pt汽压或功率a过剩空气系数ps炉膛压力2.送风量调节燃料量改变时,送风量也应改变,以保证燃料的完全燃烧和排烟损失最小。
调节送风量的目的是保证锅炉燃烧过程的经济性。
由于过剩空气系数还不能直接测量,因此用测量烟气含氧量这一间接指标来判断燃烧经济性,或者直接平衡风与燃料比值来保证燃烧经济性。
3.引风量调节调节引风量的目的是使引风量与送风量相适应,以保持炉膛压力在要求的范围内,一般通过调节引风量使炉膛维持在微负压状态,以保证燃烧过程稳定性。
2.3燃烧过程控制特点燃烧过程三项控制任务,对应着三个调节量(燃料量、送风量、引风量)以维持三个被调量(机组负荷或主蒸汽压力pt、过剩空气系数a或最佳烟气含氧量、炉膛压力ps),其中主蒸汽压力pt是锅炉燃料热量与汽轮机需要能量是否平衡的指标;过剩空气系数a是燃料量M和送风量V是否保持适当比例的指标;炉膛压力ps是送风量Vi和引风量Vs是否平衡的指标。
燃烧过程三个被调量的调节存在着明显的相互影响。
这主要是由于对象内部(各调节量与各被调量之间)存在相互作用,即其中每个被调量都同时受到几个调节量的影响,而每个调节量的改变又能同时影响几个被调量。
图3-1表示了燃烧被控对象调节量对被调节量原影响。
所以燃烧过程是一个多输入多输出、且变量间具有相互耦合的被控对象。
图3-1燃烧对象虽然燃烧过程对象三个调节量对三个被调节量都有严重的影响,但台、如果在锅炉运行过程中,严格保持燃料量M、送风量V和引风量Vs这三个调节量比例变化,能保持主蒸汽压力pt、过剩空气系数a和炉膛压力ps基本不变。
也就是说,当锅炉负荷要求变化时,燃烧过程控制系统应使M、V、Vs这三个调节量同时按比例地快速改变,以适应外界负荷的需要,并使pt、a、ps基本不变;当锅炉负荷要求不变时,燃烧过程控制系统应能保持相应的调节量稳定不变。
因此,燃烧过程控制系统的设计和分析,显然要比前面所讨论过的汽包水位、锅炉给水、汽温等这类单变量对象要复杂得多。
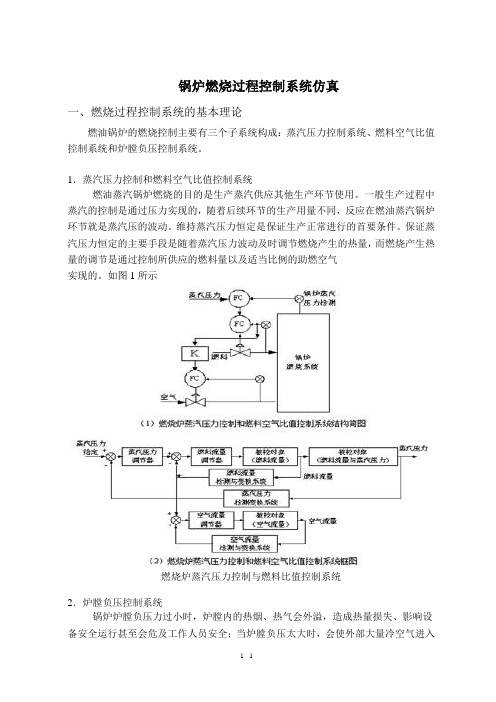
本文采用直吹式制粉系统,燃烧控制系统主要包括6个子系统,即燃料控制系统、磨煤机一次风量控制系统、磨煤机出口温度控制系统、一次风压力控制系统、二次风量控制系统和炉膛压力控制系统。
三 燃料控制系统燃料控制系统的任务是保证进入锅炉的燃料量随时与外界负荷要求相适应,控制系统大都设计成串级调节系统。
其接受的是锅炉指令,反馈信号是热量信号,控制的是给煤机转速,以给煤机转速代表煤量信号。
3.1燃料调节系统32∑ΔK ∫∑≯≮Δ∫TRACK52631<PTFTFTΔH/L-ΔK ∫≯≮TRACKT≯≮I IAT↕I IA ΔK ∫TRACKA0%A100%5D DTTZTƒ(x)4552D DAOUT∑∑∑∑∑1112131415163H/L2H/LH/LΔ总风量锅炉负荷指令总燃料量大于(小于)指令热量信号(INC )(DEC )暖炉油母管压力暖炉油流量暖炉回油流量(INC )(DEC )(INC )(DEC )(DEC )暖炉油流量调节阀给煤机指令最大(最小)AINAINAIN32323232MCS-FD01-01MCS-FD04-01MCS-FD01-01MCS-FD01-02MCS-FD04-02MCS-FD04-03MCS-FD02-04MCS-FD02-05MCS-FD02-04MCS-FD02-04MCS-FD02-05MCS-FD02-05给煤机转速指令MCS-LD02-04MCS-LD02-01MCS-LD02-04MCS-LD02-04图3-2燃料调节系统(1)暖炉油的调节燃料调节系统如图3-2所示,暖炉油流量与暖炉回油流量通过减法器输出燃油总油量,输出的燃油总油量一路与热量信号作代数和。
另一路与给定油量作比较经过PID 调节,再通过高低限幅,输出控制信号作用于暖炉油流量调节阀,控制燃油总油量的大小。
其中高低限幅是由暖炉油母管压力与给定值经过PID 调节得出的值。
当暖炉油母管压力与给定值偏差过高时,跟踪器选择经燃油总油量PID 调节后的信号作为燃油的压力。
这样保证燃油有足够的压力使油雾化,达到充分燃烧。
暖炉油流量调节阀也可以通过手动进行调节。
当暖炉油流量调节阀为手动时,由模拟信号发生器产生调节量。
(2)燃煤量指令的形成锅炉负荷与总风量在小值选择器中进行比较,选择小者作为燃料量指令的定值信号。
通过小值选择器选择定值信号的作用是为了保证锅炉在燃烧过程中,风量始终大于燃煤量,保证燃煤在炉膛中能完全燃烧,提高燃烧的经济性。
在稳定时,锅炉负荷指令与风量信号及燃煤量近似相等,达到适当的燃料/风量静态配比。
(3)给煤指令的形成小值选择器的输出作为PID 燃料控制器的给定值,热量信号作为燃料控制器的反馈信号,同时小值选择器的输出还作为前馈信号送至加法器,以加快燃料量的响应速度。
六台给煤机转速相加得出实际总煤量,其与经过控制器调节后的理论总煤量比较,再经过积分调节得出给煤机转速指令。
当限制煤量增加或减少作用时,切换开关选通右边的信号。
3.2燃料调节——测量系统STSTSTSTSTSTT TT T T T ∑464748484950A A A A A A∑∑689117106A 给煤机B 给煤机C 给煤机D 给煤机E 给煤机F 给煤机总燃料中包括A给煤机总燃料中包括B给煤机总燃料中包括C给煤机总燃料中包括D给煤机总燃料中包括E给煤机总燃料中包括F给煤机AINAINAINAINAINAIN404142434445MCS-LD02-01MCS-LD02-02MCS-LD02-02MCS-LD02-03MCS-LD02-03MCS-LD02-04353536363737383839394040MCS-FD05-01MCS-FD05-01MCS-FD05-01MCS-FD05-01MCS-FD05-01MCS-FD02-04MCS-FD02-04MCS-FD02-04MCS-FD02-05MCS-FD02-05MCS-FD02-05MCS-LD02-01MCS-LD02-02MCS-LD02-02MCS-LD02-03MCS-LD02-03MCS-LD02-04MCS-FD02-04给煤率给煤率MCS-FD08-01总煤量给煤率给煤率给煤率给煤率MCS-FD02-04MCS-FD02-04MCS-FD02-04MCS-FD02-04MCS-FD02-04图3-3 燃料调节——测量如图3-3所示,进入锅炉燃烧的总煤量由所有运行磨煤机的给煤量相加。