三峡电站水轮机转轮NDT技术规范
水轮发电机组安装检修安全规范
水轮发电机组安装检修安全规范水轮机安装1、设备清扫时,应防止损坏设备表面。
使用脱漆剂或汽油等清扫设备时,作业人员应戴口罩、防护眼镜和防护手套,严防、贱落在皮肤和眼晴上。
清扫现场应配备灭火器。
2、露天场所清扫组装设备,应搭设临时工棚。
工棚应满足设备清扫组装时的防雨、防尘及消防等要求。
3、设备组合前应对螺栓及螺母的配合情况进行检査。
对于精制螺纹应按照编号装配或选配,螺母、螺栓应能灵活旋人,不应用锤击或强力振动的方法进行装配。
4、组合分瓣大件时,先将一瓣调平垫稳,支点不应少于3点。
组合第二瓣时,应防止碰撞组合面,工作人员手脚不应伸入组合面,应对称拧紧组合螺栓的个数不应少于4个,垫稳后,才能松开吊钩。
5、设备翻身时,设备下方应设置方木或垫层予以保护。
翻身过程中,设备下方不应有人逗留。
6、用大锤紧固组合螺栓时,扳手应靠紧,与螺帽配合尺寸应一致。
锤击人员与拿扳手的人应错开一个角度,锤击应准确。
高处作业时,应有牢固的工作平台,扳手应用绳索系住。
7、用加热法紧固组合螺栓时,作业人员应戴电焊手套,严防烫伤。
直接用加热棒加热螺栓时,工件应做好接地保护,作业人员应戴绝缘手套。
8、进入转轮体内或轴孔内清扫时,连续工作时问不宜过长,应设置通风设备,并应派专人监护。
9、用液压拉伸工具紧固组合螺栓时,操作前应阅读设备使用说明书,检查液压泵、高压软管及接头应完好。
拉伸器活塞应压到底,承压座应接触良好。
升压应缓慢,如发现渗漏,应立即停泵,操作人员应避开喷射方向。
升压过程中,应观察螺栓伸长值和活塞行程,严防活塞超过工作行程。
操作人员应站在安全位置,严禁头手伸到拉伸器上方。
10、有力矩要求的螺检连接时,应使用配套的力矩.扳手或专用工具进行连接。
严禁使用果扳手或配以加长杆的方法进行拧紧。
埋件安装安全要求尾水管安装1、尾水管安装前,应对施工现场的杂物进行清理。
2、施工现场应配备足够的照明和配电盘,配电盘应设置漏电保护装置。
潮湿部位应使用安全电压等级的照明设备和灯具。
水轮发电机组设备技术规范及检修类别周期和项目
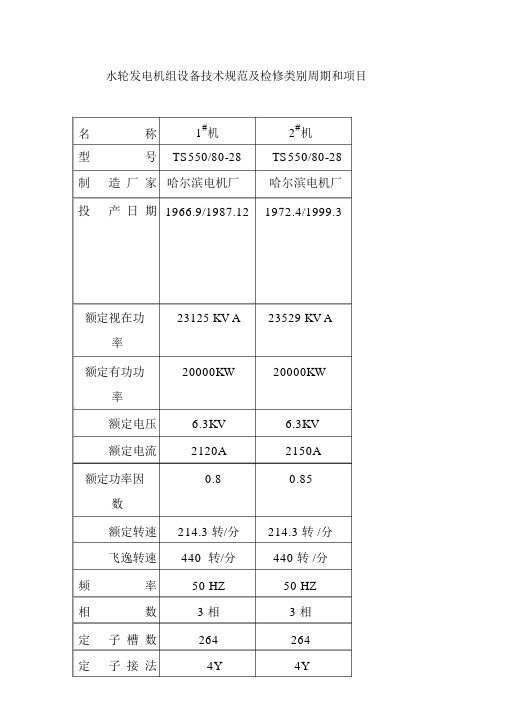
水轮发电机组设备技术规范及检修类别周期和项目名称1#机2#机型号TS550/80-28TS550/80-28制造厂家哈尔滨电机厂哈尔滨电机厂投产日期1966.9/1987.121972.4/1999.3额定视在功23125 KV A23529 KV A 率额定有功功20000KW20000KW率额定电压 6.3KV 6.3KV额定电流2120A2150A额定功率因0.80.85数额定转速214.3 转/分214.3 转 /分飞逸转速440 转/分440 转 /分频率50 HZ50 HZ相数 3 相 3 相定子槽数264264定子接法4Y4Y定子通风方封闭双路自循封闭双路自循式环风冷环风冷定子绝缘黄绝缘短路 1.1比定子绕组双层迭绕检修类别、周期和项目一、日常维护及巡视检查:每天 1次1、视听上下导轴承运行时有无异音,仪表所指示瓦温是否正常,受油器是否有磨擦音,有无漏油甩油,油冷却器水流是否畅通等缺陷。
2、检查机组摆度:观察振动和声音有无异常。
3、检查风闸有无异常及管道是否泄漏。
4、检查各表计是否完好,指示是否正常。
5、检查出的缺陷在不影响机组正常运行的情况下,能处理的及时处理;不能处理的作好记录,并安排专门时间处理。
二、小修每年 1~2 次工期5~10天检修项目:1、上下导设备外观油务检查清扫2、风闸、管路检查处理3、转子检查、清扫4、转子滑环及碳刷调整检查5、对定、转子进行各类常规预防性试验6、励磁回路引线检查清扫并作绝缘电阻测量7、油、气、水系统管路检查处理8、主要阀门检查处理9、其他缺陷处理三、大修每 3~5年1 次工期35~ 45天检修项目:1、受油器解体检修,铜瓦椭圆测量2、操作油管清洗,做耐压试验,水轮机和发电机大轴清扫3、推力轴承、上下导轴承检修,油槽清洗及冷却器耐压试验4、风闸检修,作耐压试验5、空气冷却器检修6、发电机转子检查清扫7、转子滑环及碳刷调整检查8、对定、转子进行各项试验9、励磁回路引线检查清扫并作绝缘电阻测量10、定子检查、清洗去污11、机组中心调整及轴线处理12、上下导间隙调整13、上下导油槽温度计校正及仪表检修14、管路阀门检修处理15、相关改造项目。
水轮机及辅助设备运行规程要点
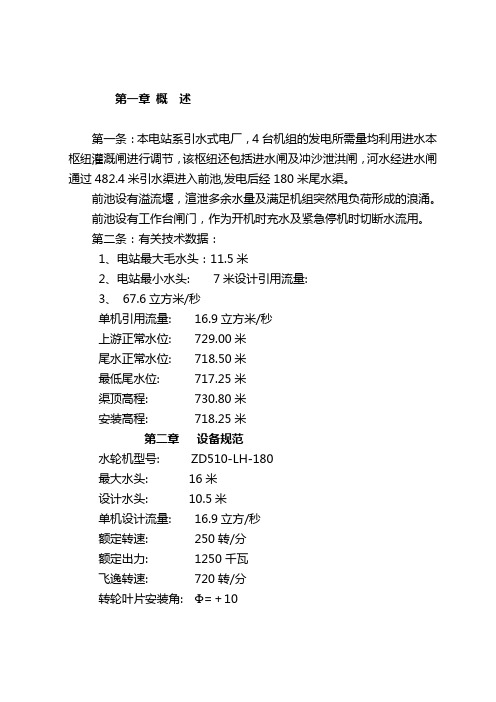
第一章概述第一条:本电站系引水式电厂,4台机组的发电所需量均利用进水本枢纽灌溉闸进行调节,该枢纽还包括进水闸及冲沙泄洪闸,河水经进水闸通过482.4米引水渠进入前池,发电后经180米尾水渠。
前池设有溢流堰,渲泄多余水量及满足机组突然甩负荷形成的浪涌。
前池设有工作台闸门,作为开机时充水及紧急停机时切断水流用。
第二条:有关技术数据:1、电站最大毛水头:11.5米2、电站最小水头: 7米设计引用流量:3、 67.6立方米/秒单机引用流量: 16.9立方米/秒上游正常水位: 729.00米尾水正常水位: 718.50米最低尾水位: 717.25米渠顶高程: 730.80米安装高程: 718.25米第二章设备规范水轮机型号: ZD510-LH-180最大水头: 16米设计水头: 10.5米单机设计流量: 16.9立方/秒额定转速: 250转/分额定出力: 1250千瓦飞逸转速: 720转/分转轮叶片安装角: Ф=+10轴向水推力: 34.6T(最大)制造厂:东方电机厂(1#、2#)、重庆水轮机厂(3#、4#)调速器技术规范:GT-1500调速器飞摆电动机型号:JW09B—4 三相异步电动机功率250瓦50Hz 1400转/分22伏永磁机为50Hz 220伏第三条机组恢复备用的条件及注意事项:1、完毕,收回工作票,一切无关人员退出现场,现地无杂物,无遗留工具,检查蜗壳,尾水进入孔密封严密(停机过久的机组应在蜗壳充水前做调速器模拟动作试验)。
2、停机过久,应按规定进行顶转子操作。
3、调速器压油槽油泵进行自动、备用、启动、停止值,事故低油压整定值模拟试验后符合进行要求。
4、各油、水、气管道无严重影响运行的渗漏现象。
5、推力、上导、下导、水导油位正常、油质合格。
6、低压气在6~7㎏/㎡以内。
7、风洞及水车室无杂物,顶盖排水畅通。
8、水机自动化回路经模拟故障信号。
9、在工作闸门全关、蜗壳压力为0的状态下,模拟自动开停机及事故停机,动作正常可靠。
中国长江三峡工程标准3

ABB 水轮发电机简介ABB水轮发电机共8台,安装在三峡左岸厂房4、5、6和10、11、12、13、14机坑,发电机定子中心安装高程为69.75 m,发电机层高程75.3 m。
主要技术参数表121续上表122中国长江三峡工程标准ABB水轮发电机安装质量检测及质量等级评定标准 TGPS •JZ 06 —20021 总则1.1 本标准适用于三峡左岸电站ABB水轮发电机的安装、验收和安装质量等级评定。
1.2 本标准依据ABB提供的图纸及技术文件编制。
2 检测内容2.1 定子装配质量检测按表1执行,其内容包括:(1)定子机座组装质量检测;(2)定子铁芯叠装质量检测;(3)定子线棒安装质量检测。
2.2 转子装配质量检测按表2执行,其内容包括:(1)转子支架组装质量检测(2) 转子磁轭组装质量检测;(3)转子磁极安装质量检测。
2.3 机架装配质量检测按表3执行,其内容包括:(1)下机架装配质量检测;(2)上机架装配质量检测。
2.4 发电机总装配质量检测按表4执行,其内容包括:(1)定子安装调整质量检测;(2)下机架安装质量检测;(3)制动闸安装质量检测;(4) 转子安装调整质量检测;(5)上机架安装质量检测;(6)机组轴线调整质量检测;(7)推力轴承与导轴承安装质量检测;(8)发电机附件安装及机组检查质量检测。
1232.5 检测项目分为主要项目(标有符号 者) 和一般项目。
2.6 安装防腐质量检测按通用的TGPS J05-2000 《防腐蚀施工质量检测标准》执行。
2.7 电气安装质量检测按安装图纸、制造厂的技术文件及标书指定的标准执行。
3 安装质量等级评定3.1 ABB水轮发电机安装单元工程质量分为“合格”与“优良”两等。
3.2 安装工程质量等级评定按表5执行。
124表1 定子装配质量检测标准1—1 定子机座组装单位:mm1251—2 定子铁芯叠装单位:mm1261271—3 定子线棒安装单位:mm128129130续1—3131132133134表2 转子装配质量检测标准2—1 转子支架装配及焊接单位:mm2—2 转子磁轭装配单位:mm1351361372—3 转子磁极装配单位:mm138139140表3 机架装配质量检测标准单位:mm141续表3142表4 发电机总装配质量检测标准4—1 定子安装调整单位:mm1434—2 下机架安装单位:mm4—3 制动闸安装单位:mm144续4—31454—4 转子安装单位:mm146147表4—5 上机架安装单位:mm1484—6 机组轴线调整单位:mm4—7 推力轴承与导轴承安装单位:mm149续4—71501511521534—8 发电机附件安装及机组检查单位:mm154155156表5 ABB水轮发电机安装单元工程质量等级评定单位:%说明:1. 实测点合格率:指一个检测项目多个测点数据与质量标准的符合程度。
三峡水轮发电机磁极线圈制造技术的介绍
三峡水轮发电机磁极线圈制造技术的介绍
三峡水轮发电机磁极线圈制造技术是水轮发电机磁极线圈制造技术在三峡工程实践中
的发展与研究成果,主要应用于三峡工程中的水轮发电机。
三峡水轮发电机磁极线圈制造
技术包括三个主要环节:线圈设计、绕线与层圈、匝数与夹紧、体瓷浇注。
首先是线圈设计,要考虑磁铁分布空间、设计电磁流路以及大小等问题。
线圈的设计
包括水轮发电机的磁极结构设计、磁极极性确定、磁道回路设计和磁极直径确定等内容,
同时还要满足电机的功率、效率要求。
其次是绕线与层圈,根据设计的电磁流路,绕线生产熔工符合要求的电线,然后按层
对电线进行叠排,终规整为所需线圈。
当电线跨层时,应注意维持每层绕线方向一致,确
保线圈绕线质量。
接下来是匝数与夹紧,根据水轮发电机磁极线圈设计要求,确定线圈层数以及安装长度,并通过调整绕线比调整线圈电阻和相对导位,再进行装配夹紧,夹紧时要保证线圈的
高低,长度为连续直线。
最后是体瓷浇注,将线圈装到装置中后进行体瓷浇注,浇注材料应采用低相對滑移率,熔点適當、表面抗滴穿耐久、對线圈絕緣性能要求高的电聚焦浇注材料。
浇注过程中,要
求线圈在浇注深度均一,减少大头尾游离差异,确保线圈的正常使用。
三峡水轮发电机磁极线圈制造技术采取了一系列有效的分析、设计、生产控制等措施,保证了水轮发电机磁极线圈的质量和性能,满足了三峡工程发电设备应用的基本要求。
中国长江三峡工程标准2

ALSTOM 水轮机简介ALSTOM水轮机共8台,安装在三峡左岸厂房4、5、6和10、11、12、13、14机坑,安装高程为57.00m。
主要技术参数表21中国长江三峡工程标准ALSTOM水轮机安装质量检测及质量等级评定标准 TGPS •JZ 02—20021 总则1.1 本标准适用于三峡左岸电站ALSTOM水轮机的安装、验收和安装质量等级评定。
1.2 本标准依据ALSTOM提供的图纸及技术资料,并参照GB8564水轮发电机组安装技术规范编制。
2 检测内容2.1 埋件安装质量检测按表1执行,其内容包括:(1) 鼻端钢衬安装质量检测;(2) 尾水管里衬安装质量检测;(3) 基础环、座环安装质量检测;(4) 蜗壳挂装质量检测;(5)埋件焊接质量检测;(6) 机坑里衬安装质量检测。
2.2 导水机构预装质量检测按表2执行。
2.3 水轮机大件吊装与导叶传动系统安装质量检测按表3执行,其内容包括:(1)水轮机大件吊装质量检测;(2)导叶传动系统安装质量检测。
2.4 主轴密封、水导轴承与主轴补气装置安装质量检测按表4执行。
2.5 检测项目分为主要项目(标有符号 者) 和一般项目。
2.6 电气安装质量检测按安装图纸、制造厂的技术文件及标书指定的标准执行。
223. 安装质量等级评定3.1 水轮机安装单元工程质量分为“合格”与“优良”两等。
3.2 安装工程质量等级评定按表5执行。
23表1 埋件安装质量检测标准1-1 鼻端钢衬安装质量检测单位:mm1-2 尾水管里衬安装单位:mm24续1—2251—3 基础环、座环安装质量检测单位:mm26续1—3271-4 蜗壳挂装单位:mm1-5 埋件焊接质量检查单位;mm28续1—51-6 机坑里衬安装单位;mm29续表1—630表2 导水机构预装质量检测标准313233表3 水轮机大件吊装与导叶传动系统安装质量检测标准 3—1 水轮机大件吊装单位:mm34续3—135续3—13—2 导叶传动系统安装单位:mm36续3—237表4 主轴密封、水导轴承与主轴补气装置安装质量检测标准单位:mm38续表439表5 ALSTOM水轮机安装单元工程质量等级评定说明:1. 实测点合格率:指一个检测项目多个测点数据与质量标准的符合程度。
三峡集团企标《大型水轮发电机组主轴锻件技术条件》解读
三峡集团企标《大型水轮发电机组主轴锻件技术条件》解读吴英【摘要】By comparing the relevant requirements of corresponding materials of JB/T 1270-2014 Shaft forgings for hydraulic turbines and hydraulic generators-Technical specification and ASTM A668/A668M-2014 Standard Specification for Steel Forgings,Carbon and Alloy,for General Industrial Use,the technical provisions of QJ/CTG 03.03-2013 Technical Specification of Main Shaft Forgings for Heavy Hydraulic Generator Units have been understood and analyzed,so as to provide the reference for national heavy forgings manufacturing enterprise and heavy hydroelectric generating units manufacturing enterprise to improve the quality of products.%对比JB/T 1270-2014《水轮机、水轮发电机大轴锻件技术条件》和ASTM A668/A668M-2014《Standard Specification for SteelForgings,Carbon and Alloy,for General Industrial Use》中对应材料的相关要求,对三峡企业标准QJ/CTG 03.03-2013《大型水轮发电机组主轴锻件技术条件》的技术内容进行了解读和分析,为我国大型锻件生产企业和大型水电机组生产制造企业提升产品质量提供参考和帮助.【期刊名称】《大型铸锻件》【年(卷),期】2017(000)002【总页数】3页(P47-49)【关键词】大型水轮发电机组;主轴锻件;标准【作者】吴英【作者单位】哈尔滨电机厂有限责任公司,黑龙江150040【正文语种】中文【中图分类】TG316.1+92QJ/CTG 03.03—2013《大型水轮发电机组主轴锻件技术条件》是三峡集团为溪洛渡、向家坝、白鹤滩等巨型水轮发电机组主轴锻件制订的订货标准。
水轮发电机技术规范(doc 31页)
水轮发电机技术规范(doc 31页)水轮发电机技术规范1. 范围本规范适用于符合下列条件之一的水轮发电机组的安装及验收:a. 单机容量为15MW及以上;b. 其水轮机为混流式、冲击式时,转轮名义直径2.0m及以上。
c. 其水轮机为轴流式、斜流式、贯流式时,转轮名义直径3.0m及以上。
单机容量小于15MW的水轮发电机组和水轮机转轮的名义尺寸小于b、c项尺寸的机组可参照执行。
2. 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
以使用下列标准的最的防电晕技术要求JB/T8660-1997 水电机组包装、运输和保管规范DL5017-93 压力钢管制造安装及验收规范DL507-93 水轮发电机组起动试验规程DL/T596-1996 电力设备预防性试验规程DL5011-92 电力建设施工及验收技术规范汽轮机机组篇SD287-88 水轮发电机定子现场装配工艺导则3. 总则3.0.1 机组的安装应根据设计单位和制造厂已审定的机组安装图及有关技术文件,按本规范要求进行。
但制造厂因改进设计而有特殊要求的,应按制造厂有关技术文件的要求进行。
凡本规范和制造厂技术文件均未涉及者,应由施工单位申报监理工程师,并通过监理工程师会同制造厂及有关单位拟定补充规定,报业主审批后执行,重大问题报主管部门备案。
当制造厂的技术要求与本规范有矛盾时,施工单位应通过监理工程师与制造厂协商解决。
3.0.2 水轮发电机组及其辅助设备的安装工程,除应执行本规范外,还应遵守国家及有关部门颁发的现行安全技术、劳动保护、环境保护、防火等规程的有关要求。
3.0.3 水轮发电机组设备,应符合国家现行的技术标准和订货合同规定。
设备到达接受地点后,施工单位应参与设备开箱、清点,检查设备供货清单及随机装箱单,并按"水轮发电机组包装、运输、保管条件"执行。
施工单位还应检查以下文件,以作为施工及质量验收的重要依据:a. 设备的安装、运行及维护说明书和技术文件;b. 全部随机图纸资料(包括设备装配图和零部件结构图)。
水轮发电机技术规范

水轮发电机技术规范1、范围本规范适用于符合下列条件之一的水轮发电机组的安装及验收:a、单机容量为15MW及以上;b、其水轮机为混流式、冲击式时,转轮名义直径2、0m及以上。
c 、其水轮机为轴流式、斜流式、贯流式时,转轮名义直径3、0m及以上。
单机容量小于15MW的水轮发电机组和水轮机转轮的名义尺寸小于b、c项尺寸的机组可参照执行。
2、引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
以使用下列标准的最新版本为准。
GB/T10969-1996 水轮机通流部件技术条件 GB3323-87 钢熔化焊对接接头射线照相及质量分级 GB11345-89 钢焊缝手工超声波探伤方法和探伤结果的分级 GB/T9652、1-1997 水轮机调速器与油压装置技术条件 GB/T9652、2-1997 水轮机调速器与油压装置试验验收规程GB11120-89 L-TSA汽轮机油 GB/T7894- 水轮发电机基本技术条件GB50150-91 电气装置安装工程施工及验收规范 GB311、2~6-83 高电压试验技术 IEC-308-1970 水轮机调速系统试验的国际规范 IEC-61362-1998 水轮机控制系统规范导则JB/T4709-92 钢制压力容器焊接规程 JB8439-1996 高压电机使用于高海拔地区的防电晕技术要求 JB/T8660-1997 水电机组包装、运输和保管规范 DL5017-93 压力钢管制造安装及验收规范DL507-93 水轮发电机组起动试验规程 DL/T596-1996 电力设备预防性试验规程 DL5011-92 电力建设施工及验收技术规范汽轮机机组篇SD287-88 水轮发电机定子现场装配工艺导则3、总则3、0、1 机组的安装应根据设计单位和制造厂已审定的机组安装图及有关技术文件,按本规范要求进行。
但制造厂因改进设计而有特殊要求的,应按制造厂有关技术文件的要求进行。
凡本规范和制造厂技术文件均未涉及者,应由施工单位申报监理工程师,并通过监理工程师会同制造厂及有关单位拟定补充规定,报业主审批后执行,重大问题报主管部门备案。
《三峡水库水环境质量评价技术规范(试行)》(征求意见稿)编制说明
附件三《三峡水库水环境质量评价技术规范(试行)》编制说明(征求意见稿)《三峡水库水环境质量评价技术规范》编制组二○一○年十一月项目名称:三峡水库水环境质量评价技术规范项目统一编号:179承担单位:中国环境科学研究院编制组主要成员:郑丙辉、王丽婧、刘琰、李崇明、施敏芳 标准所技术管理负责人:周羽化标准处项目负责人:赵国华目录1 项目背景 (1)2 湖泊富营养化评价现状 (1)2.1 国内现状 (1)2.2 国外现状 (2)3 关键问题分析 (3)3.1 关于营养状态评价分区问题 (3)3.2 关于水环境质量评价指标 (4)3.3 关于三峡水库营养状态评价方法 (5)3.4 关于三峡水库营养盐控制标准 (5)3.5 关于水环境质量综合评价 (6)3.6 关于趋势分析方法的规定 (6)4 评价结果分析 (7)5 标准实施的相关建议 (14)《三峡水库水环境质量评价技术规范(试行)》编制说明1项目背景三峡工程已进入到蓄水阶段,由于三峡库区的总磷、总氮主要来自上游来水、农田径流和城镇生活污水,目前尚没有得到完全控制,蓄水后的干流断面总磷浓度高达0.1mg/L~0.5mg/L 左右,总氮浓度在0.8mg/L ~1.5mg/L。
同时,水库建成以后,库区的水文条件发生了剧烈变化,蓄水造成水流变缓,坝前深水区断面平均流速只有0.07~0.09m/s左右,比天然河道断面平均流速减小将近5~10倍。
尤其是在一些库湾以及长期处于三峡水库回水淹没区的支流,受干流顶托作用,局部水体的水流运动变得十分缓慢,如香溪河、大宁河等,这些支流常年总磷、总氮浓度均已接近或超过国际上公认的具备发生富营养化的条件——总磷和总氮的浓度分别为0.025mg/l和0.2mg/l。
2003年1月以来,春、夏、秋三季库区主要支流已经发生富营养化。
为加强对三峡水库水环境质量的保护,2003年10月,原国家环保总局科技标准司向中国环境科学研究院正式下达《三峡水库水环境质量评价技术规范》(环办函[2003]554号)编制工作任务。
水轮机检修与维护

Q/MXSD10301.1-2006
1 主题内容与适用范围
1.1 本标准规定了峡阳电站水轮机基本参数、结构、维护内容、故障处理。
1.2 本标准适用于峡阳电站现场机械人员水轮机检修维护工作。
1.3 下列人员应通晓本规程
1.3.1 领导人员:生产副总、生产部门经理(主任)、副经理(副主任、经理助理)、专职技术人员。
转轮体芯与转轮体用12个M64X4的螺柱相连接,并配有4个φ100圆筒销传递扭矩,转轮体四面均布着四个孔,内装铜轴套与转轮体上的四个孔形成叶片轴的内、外支承,中间设有φ160通孔,用于安装操作油管。
2.4.3 叶片
叶片为无枢轴结构,与转臂用7个M90联接螺栓把合在一起,2个Φ90圆柱销传递扭矩,叶片法兰的密封形式采用“V”、ZGOCr13Ni6Mo,有很好的耐磨性及抗气蚀性。
当水轮机起动及机组停机过程中,转速低于95%额定转速时,轴承为静压运行,此时由高压油泵供给高压油通至轴瓦下部的高压进油腔,用高压油将主轴顶起形成油膜,避免在低速时油膜破裂导致烧坏轴瓦。
考虑到水轮机转轮及发电机转子的重量使主轴弯曲。加之机组运行过程中,发电机单边磁拉力的作用,主轴将不断改变挠度值用其变形方向,因此轴承采用自位结构,使轴瓦能随主轴作相应地调整。
2.3.4 控制环
控制环为两半结构,用螺栓把合,其上均匀分布16只耳孔,与连板导叶臂组成传动机构,接力器通过传动机构来控制导叶的转动。控制环装在外导水环下游侧法兰外部,与外配水环之间采用滚动摩擦,以减少摩擦力,槽内装有SΦ50mm钢珠,用油润滑。
在控制环水平中心线上另有一耳板悬挂27t的重锤,正常时与接力器一同操作导叶关闭。当调速器事故时,靠重锤本身自重形成关闭力矩操作导叶关闭,保证机组安全。
水电站水轮机检修工艺规程

水电站水轮机检修工艺规程1.1水轮机空蚀111空蚀的检查及测量水轮机空蚀检查每年检查一次,主要部位为浆叶、轮毂、转轮室、流道。
测量前应将所有部位清扫干净,用测深尺测量汽蚀深度,或用细针插进汽蚀部位粗测其深度,但测量误差不得超过±10%或者1mm。
1. 1 .2气蚀及磨损焊补用电焊对已经气蚀或者磨损的区域进行焊补,其工艺过程如下:1) 清除己严重损坏的部分对气蚀较重的区域,要用铲、磨等方法清除已经损坏而疏松的金属,露出基本材料来。
对已经穿孔或脱落的地方,需将孔洞修整成一定形状,再切割相应的不锈钢板准备拼焊。
2) 对转轮预热堆焊面积较大和需要拼焊不锈钢板的转轮都需要预先加热。
在检修现场的预热常用电阻炉烘烤来实现。
3) 用与基本金属接近的焊条堆焊,底层用它们堆焊底层可使焊缝结合良好,而且不易产生裂纹。
4) 用抗气蚀的焊条堆焊表层用奥氏体焊条和堆焊焊条具有较好的抗气蚀性能,用来堆焊表层。
表层堆焊应高于原部位表面1-2mm。
5) 打磨补焊后的部位必须打磨成型,最简便而又合理的方法是先作样板,再按样板打磨。
3 .2导水机构的检修3 2 1导水机构常见故障1) 导叶关闭不严,漏水量过大。
2) 导叶开度不均匀。
3) 导叶轴松动,导叶轴四周漏水量加大。
4) 某个或某几个连杆经常损坏。
1.2 .2导叶轴套的处理机组用尼龙衬套作导叶轴套,与导叶轴颈之间保证一定的回隙量,而且四周间隙应当均匀.长期运行以后,受水和泥沙的作用,轴颈和轴套都可能磨损,而且往往是不均匀的磨损,导轩轴因而松动,既影响关闭和开度,又加太了漏水量。
1) 首先修磨轴颈。
导叶轴颈失圆应车削或打磨恢复其圆度。
2) 按间隙要求选配及刮削尼龙衬套。
更换尼龙轴套时,应根据修整后的轴颈直径选配衬套,适当刮削以后村套内孔与轴颈的间隙应符合厂家要求。
或者保证总间隙为轴颈直径0.005-0 .006倍。
1. 2. 3导叶传动机构的修理导叶传动机构往往因连接销磨损而松动。
转轮安装安全技术要求

One reason for suffering, is the pursuit of the wrong things.勤学乐施天天向上(页眉可删)转轮安装安全技术要求2 转桨式转轮组装的规定1)使用制造厂提供的专用工具安装部件时,首先应了解其使用方法,并应检查有无缺陷和损坏情况。
2)转轮各部件装配时,吊点应选择合适,吊装应平稳,速度应缓慢均匀。
作业人员应服从统一指挥。
3)装配叶片传动机构时,每吊装一件都应临时固定牢靠。
4)用桥机紧固螺栓时,应事先选好钢丝绳和卡扣。
紧固过程中,应设置有效的监视手段,扳手与钢丝绳夹角宜在75°~105°。
5)使用电热器紧固螺栓时,应事先检查加热器与加热装置绝缘是否良好。
作业人员应戴绝缘手套,并应遵守操作规程。
6)转轮体翻身时,应做好钢丝绳的防护工作,防止钢丝绳损伤。
7)进行静平衡试验时,应在转轮下方设置方木垫或钢支墩。
焊接转轮配重块,应将平衡球与平衡板脱离或连接专用接地线。
ü转桨式转轮油压试验的规定1)叶片上和场地应清扫干净无杂物,附近不得进行动火及打磨作业。
现场应配备相应消防器材。
2)油压试验装置的管路应完好,接头、法兰连接应牢固、无渗漏,压力表应检验合格、灵敏可靠。
使用电动油泵时,应装设检验合格的安全阀,防止油压过高。
3)油压装置操作时应分级缓慢升压,停泵稳压后方可进行检查。
叶片转动时,工作人员不得站在叶片上或进入其转动范围。
4)试验中如发现缺陷,应将油压降到零,切断油压装置电源后进行处理。
需补焊处理时,应先排油和清理,并应设专人监护。
5)工作人员不得站在堵板、法兰、焊口等处。
2 混流式转轮组装的规定1)分瓣转轮组装时,应预先将支墩调平固定。
卡栓烘烤时应派专人对烘箱温度进行监测,卡栓安装时应佩戴防护手套。
2)混流式分瓣转轮刚度试验时,力源应安全可靠,支承块焊接应牢固,工作人员应站在安全位置,服从统一指挥。
3)在专用临时棚内焊接分瓣转轮时,应有专门的通风排烟、消防措施。
中国长江三峡工程标准1
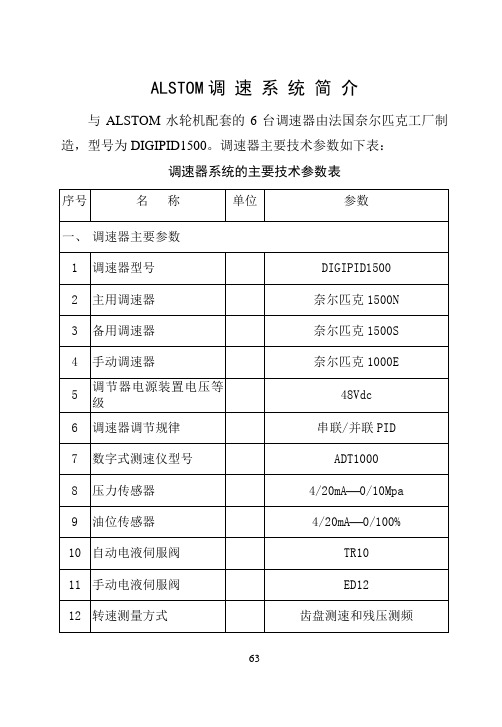
ALSTOM调速系统简介与ALSTOM水轮机配套的6台调速器由法国奈尔匹克工厂制造,型号为DIGIPID1500。
调速器主要技术参数如下表:调速器系统的主要技术参数表63646566中国长江三峡工程标准ALSTOM水轮机调速系统安装、调试质量检测及质量等级评定标准TGPS •JZ 04—20021 总则1.1 本标准适用于三峡左岸电站ALSTOM水轮机调速系统安装与调试的验收和安装质量等级评定。
1.2 本标准依据长江三峡水利枢纽左岸电站调速系统设备制造合同文件TGT-TGP/EE2000-04FR,机电设备安装与调试工程招标文件,设计、制造厂家提供的图纸及技术文件,GB 8564 《水轮发电机组安装技术规范》、GB/T 9652.1—1997 《水轮机调速器与油压装置技术条件》、GB/T 9652.2—1997 《水轮机调速器与油压装置试验验收规程》,水利水电基本建设工程单元工程质量等级评定标准(试行)水轮发电机组安装工程SDJ 249.3—88等有关技术资料编制。
1.3 本标准制订的检测项目和质量标准,安装承包商、设备制造厂家和监理工程师均应严格执行。
2 检测内容2.1 油压装置设备安装质量检测按表1执行。
2.2 油压装置充油调整试验质量检测按表2执行。
2.3 调速器设备及附件安装质量检测按表3执行。
2.4 调速系统充油调整试验及模拟试验质量检测按表4执行。
672.5 检测项目分为主要项目(标有符号 者) 和一般项目。
2.6 本标准未涉及安装项目的质量检测,可按安装图纸、制造厂的技术文件及标书指定的标准执行。
3. 安装质量等级评定3.1 ALSTOM调速系统安装、调试单元工程质量分为“合格”与“优良”两等。
3.2 安装、调试工程质量等级评定按表5执行。
68表1油压装置设备安装质量检测标准69707172续表173表2 油压装置充油调整试验74续表275续表276表3 调速器设备及附件安装质量检测标准77787980表4 调速系统充油调整试验及模拟试验质量检测标准8182表5 ALSTOM调速系统安装、调试单元工程质量等级评定单位:%说明:1. 实测点合格率:指一个检测项目多个测点数据与质量标准的符合程度。
三峡水电站水轮机转轮制造新工艺

三峡水电站水轮机转轮制造新工艺
王欣满
【期刊名称】《发电设备》
【年(卷),期】2002(000)004
【摘要】介绍了三峡水电站水轮机转轮采用热弯模压、铸造成型、数控加工及机器人焊接等先进工艺及装备.
【总页数】4页(P42-45)
【作者】王欣满
【作者单位】哈尔滨电机厂有限责任公司,黑龙江,哈尔滨,150040
【正文语种】中文
【中图分类】TK733
【相关文献】
1.水轮机转轮止漏环热套新工艺 [J], 张日平
2.三峡水电站右岸机组水轮机转轮下环通过评审 [J],
3.虚拟制造技术在水轮机转轮设计制造中的应用 [J], 赖喜德;周云飞;严思杰
4.盐锅峡水轮机转轮活动导叶整铸新工艺 [J], 秦素琼
5.混流式水轮机转轮工地加工的新工艺 [J], 杨立刚
因版权原因,仅展示原文概要,查看原文内容请购买。
三峡上冠斜向孔加工工艺

三峡上冠斜向孔加工工艺
翟玉明;何亮
【期刊名称】《金属加工:冷加工》
【年(卷),期】2011(000)012
【摘要】转轮是水轮机的原动核心部件,由上冠、下环和叶片等超大型精加工部件装配焊接,再经过精密的机械加工而成。
三峡转轮是当今世界上最大的转轮,转轮组件中的最重部件上冠,不仅吨位达到106.5t,直径达到9266mm,而且结构复杂,是带有斜向泄水孔的双锥面腔体结构。
在三峡地下电站2#转轮(厂内编号)是我公司为三峡电站生产的最后一台转轮,在其生产过程中,由于上冠来料是半成品,没加工完全(剩余20个垂直法兰孔和16个斜向泄水孔没有加工)。
【总页数】3页(P40-42)
【作者】翟玉明;何亮
【作者单位】哈尔滨电机厂有限责任公司,黑龙江150040;哈尔滨电机厂有限责任公司,黑龙江150040
【正文语种】中文
【相关文献】
1.轴上钻斜方向深孔的方法
2.16V280曲轴齿轮斜油孔与内孔油槽加工工艺的改进
3.用相关逻辑判伤技术检测钢轨一孔上斜裂纹
4.压力容器上大直径内螺纹孔系的加工工艺研究
5.注射模斜顶孔加工工艺设计与改进
因版权原因,仅展示原文概要,查看原文内容请购买。