焊接图书
新课改下《焊接设备》教材的编写
・ 6 3・
新课改下《 焊接设备》 教材 的编写
刘 太 湖
( 徐 州技 师 学 院 , 江苏 徐 州 2 2 1 0 0 0 )
摘 要: 徐 州技师学 院示范校 建设进行 的如 火如荼 , 在 系部安德锋 主任的号 召下, 作 为一名老教 师积极配合学校 的示范校 建设 , 为示 范校建设贡献 自己一份 绵薄之 力。于是我们《 焊接设备》 教 材编写组 , 积极研 究国 内同类教材 的优缺 点 , 图书馆 、 各 类书店搜 集资料 , 下到 工矿企 业顶 岗实习, 积 累素材 , 了解 一线工人 实 际需要 , 通过接近 一年 的时间 , 在 这硕果 累累的金秋 季节 , 我们 辛勤 汗水的结晶《 焊接设 备》 教材终 于出版 了, 我满怀喜悦 的心情 , 把教材 编写的情 况, 作一总结。
电源强调的主要是电气原理 , 理论 比较高深 , 学生掌握起来 困难 , 我 和电气控制情况 。因此我们结合我校 的实 际情 况将教材 分为热切 编写 的《 焊 接设 备》 , 浅显 的讲解 弧焊 电源 的工作 原理 , 而针对 常见 割 、 焊条 电弧焊 、 气体 保护焊 、 埋 弧焊 的电气原理进行讲 述 , 讲述每 的故障现象给学生讲述 ,使学生能够在以后工作 中熟悉故障现象 , 种 电源的组成部分 以及各 个组成部分 的电气控 制的工作原理 以及 预防故障的发生 。 日常维护保养 的主要 内容 , 而注 重知识的适用性和实用 性 , 以培养 《 焊接设备 》 针对我们职业学校的学生来说 , 对 于焊接 专业 的开 操作 技能为主要 目标 , 以项 目引导 、 任务驱 动的教学方法安排 教学 设 的课 程 中, 属于《 焊工工艺学 》 和《 焊接检验》 课程 的专业基 础课 , 内容 。 使学生能够掌握各种焊接 电源 的工作原理和常见故 障排除方 地位尤其 重要 , 只有学生掌握 了焊接设备 中的电工 学知识 , 才 能够 法 。 使学生既掌握操作技能又明白相关的 电气基础理 论和焊接 电气 对焊接用到的电源的电气原 理有 所了解 , 焊接检验用 到的超声 波和 控制原理 , 成为知识型技能人才。 在实际教学过程 中, 并不需要将所 次波信 号 , 都是 用电信号供 给的 , 焊接检 验的学生掌握 一点 电工 知 有 的项 目都学习 , 而是根据 中级 、 高 级的不 同层次及企业 的需要 , 选 识尤其必要 , 尤其是安全用 电知识 。 择 学习相应 的项 目, 其它项 目可 以作为选修 、 自学或毕业后再 培训 教材选用和编写 , 是实施教学改革 的基础 。由于焊接 专业教学 内容 , 为学 生将来 的发展提供 了条件。 改革刚 刚起 步 , 到 目前为止还没 有配套的《 焊接设备》 教材 出版 , 因 本教材遵从 中等职业学校学生 的知识水平 ,讲 述方式多样性 , 此编写 《 焊接设 备》 一体 化教学专业 和规模 相配套 的教材 是实施一 上课 配备挂 图, 书上配有大量 的插 图 , 让学生能 够 比较直观 的感 性 体化教学的先决条件。 认识 , 由身边 的电工知识讲起 , 引起学生 的兴趣 , 如摩擦起 电现象 , 《 焊接设备》课程是焊接加工专业分析焊接加工用到 的焊 接设 静 电感应现象 , 教室里的照明 电路 。强调 由浅入 深 , 循序渐进 , 强调 备、 典 型弧焊 电源所需要 的电工技能 、 电工基础知识 、 劳动者素质要 师 生互 动和学生 自主学 习 , 使学生能够较 轻松掌握所学 内容 , 加 强 求的基础上确定的专业 的基 础课 程 , 是培养学生 电工基础知识 和基 技能训练的力度 , 特别是 电工技能训练 , 装接照 明电路 , 装接各种焊 本技能 的课 程 。课程针对 焊接专业毕业生就 业 岗位 和未 来发展需 机 的电源线 。 同时对新设备 的电气接线也要练习如焊接机器人 的电 要, 基 于校企合 作 、 行业 论证的《 焊接制造 岗位职业标 准》 、 《 人才培 源线连接。同时尽 可能地 引入新符号采用新 的国标 , 使教材更 加前 养方案》 、 《 国家职业技能鉴定课程考核标准 》 而构建 。 课 程特别强调 沿 化 , 学生学到新知识新技能。 工学结合 、 理论联 系实际 , 是培养综合性人才 的必要课程 学生通过 3 编 写过 程 《 焊接设备 》 的学 习 , 能够掌握 电工初级工 的技 能 , 能够胜 任焊接技 3 . 1 课 题论 证 能的同时对于岗位用 到的一般 电工 问题 也能够解决 , 为缩短毕业生 在安 德锋主任 的积极 努力下 , 聘请各 方面专家学 者 , 给我们指 就业 适应期 、 拓展毕业生长远职业生涯奠定坚实 的基础 。学生通过 明编写教材 的方 向和编写教材 的注意事项 , 我们聆 听教诲 , 严格按 《 焊接 设备》 的学 习掌握 了电工的基本技 能 , 成为复合 型人才 , 能够 照专家学者意见 , 亦步亦趋的开展我们 的工作。 为企业节省用人成本 , 带来 比较客观的经济效益 。 3 . 2 搜集素材 《 焊 接设备》 教 材 即为该课程 的配套教材 , 通过本教 材的学 习 , 我们深入 图书馆 、 各 大书店搜集相关 素材。为 了保证我们编写 学生能够掌握 焊接所用 到的焊机 的电气原理 , 能够进行简单 的线路 的教材 的实 用性 和创新性 , 我们下到厂矿企业 , 了解 一线焊接工人 的维修装接 ; 能够正 确使用焊接设备 的仪 器仪表 ; 能够按 正确调整 的需要 , 与企业领导 和一线技术人员深入交 流 , 切切 实实做到编写 各种焊机的电气参数 , 确保焊接质量 。 通过本课程 的学习 , 可 以对前 教材 内容满足企业需要 , 切合企业实际 。 面已学课程 《 物理学 电工部分》 、 《 电工基础》 等课程 内容综 合应用 , 3 . 3教 材 编 写 有 利 于学 生后 续 课 程 的学 习 。 坐下来 , 认 真细致 , 一个标点符号都不错 过 , 各负其责 , 在2 0 1 3 2 本 教 材 特 色 年 6月 , 每位编写教师把稿件交到 我处 , 我通过认认真真编写汇总 , 本教 材采用一体化教学模式 , 理念先进 , 操作性 强 , 并且根据我 拟定初稿。 安德锋 主任在百忙之 中, 细致批阅 , 增删数次 , 最终定稿。 们学校的实 际情 况 , 调淡 化理论 、 加强实训 , 强调公共课 够用 、 专 门 参 考 文 献 课 实用 、 实训 课会用 , 强调教 材应体 现实用性 、 先进性 和广泛 适用 【 1 ] Y - 建 勋. 焊 接 电- Y - [ M] . 北京 : 机 械 工 业 出版社 , 2 0 0 8 , 9 , 2 . 版 性, 不强调知识 的系统性 、 完整性 。为此 , 我们将原中专焊接专业的 f 2 1 郑 宜庭 . 弧 焊 电源 『 M1 . 北京 : 机 械 工 业 出版社 , 1 9 9 8 , 7 , 1 . “ 电工学” 、 “ 工业 电子学 ” 、 “ 弧 焊电源” 、 “ 焊接方法与设备 ” 几 门课程 [ 3 ] 郭木森. 电工学f M1 . 北京 : 高等教育 出版社, 2 0 0 1 , l , 3 . 的内容进行 了精选 , 同时删 除了原来相 关教材 中的大量的公式推导 和计算 , 重 点放在焊接设备 的维护和保养上 面 , 增加 新型焊接设 备 的讲解 。编写出“ 焊接设备” 这本教材 。根据实际需要制定教学大纲 和授课计划 , 讲 授理论够用 , 主要强调动手 的重要性 , 在教材 中采用
机械类图书大全
机械设计、制造基础理论汇总帖1.日本机械设计构思与设计方法2.《全美经典》机械振动书(中文的)3.机械设计手册(新) 全6卷PDF格式4.机械实用手册[日]土屋喜一5.机械最优化设计及应用实例.pdf(值收藏的老书)6.法兰连接设计计算手册7.机械传动设计手册(上)8.机械传动设计手册(下)9.面向製造與裝配的產品設計.pdf(很有实际操作指导意义!)10.变位齿轮原理和应用(很不错的资料,1958年)11.弹性力学(PDF清晰版)12.联轴器选用手册(介绍了联轴器的选择,是传动设计不可多得的好资料)13.机械精度设计与检测基础(一本不错的书)14.精巧机构设计实例(一本难得好书)15.非标准刀具设计手册——机械工业出版社(pdf)+书签16.自动化夹具图集PDF--实用17.自動省力機械300例(值得收藏的好资料!)18.机械制图手册19.《自动武器设计》此类书比较少见,感兴趣的朋友来收藏呀!20.非标准机械设备设计手册(不可多得的好资料呀)21.现代机构手册(上).pdf22.组合机床设计手册(大连组合机床研究所编制)23.实用应力集中手册24.五金手册excel版25.【机械设计禁忌手册】(小栗富士雄小栗达男著)26.液压气动系统设计禁忌470例(PDF扫描版)27.凸轮机械设计(里面的机械结构的实例很多,非常好)28.一本台湾人的电子模具书29.《机械故障诊断学》30.自动化机构图例31.古董级资料《绘图鲁班经》32.机械传动装置选用手册(关于传动装置极其全面的资料)33农业机械的机械传动34.复杂刀具设计手册(1000页)35.现代机械设备设计手册(全三卷)37.金属结构第一版,第二版、金属结构习题集三本(徐克晋主编PDF)38.螺纹与螺纹联接100个问与答39.机床动力部件图样(DWG)500多张图40. 齿轮经典讲解,内容丰富,结构完美,适合授课-PowerPoint倾心力作41.超完整夹具部件标准图册--继夹具零件图册后又一经典42.超完整夹具零件标准图册-东风汽车公司标准43.《机械零件》第二卷【PDF】+ 超详细书签44.精密机械设计基础(书籍)45.《机床设计手册下》通用标准资料78版,PDF(值得收藏)46.机械零件设计手册上、下册PDF(蔡春元)47.《鼓形齿联轴器》关于鼓形齿联轴器的专著48.精密机床(PDF+书签)1989年上海,同济大学出版社49.《实用典型刀具图册》1982年农机系统实用刀具50.公制、美制和英制螺纹标准手册(PDF扫描版)51.液压系统图集(PDF扫描版+详细书签)周士昌52. 齿轮手册2000版(上下册)完整版(PDF扫描版+详细书签)53.弹簧设计手册54.机床结构图解(书籍)55.最新轴承手册(2007)pdf格式56.《实用工具手册》[耿炜主编] [PDF+书签]57.机械装置的创造性设计超星版转PDF版58.一本台湾人的电子模具书59.现代制造工程学60.日本机械设计手册(中文版)61.《新编形状和位置公差标注读解》标准出版社62.图说机械制图,形象生动,希望对大家有用63.螺旋锥齿轮设计与加工64.气动手册65.公差配合和测量技术ppt、66.《玩具器具.机械结构.自动装置》67.《汽车标准件手册》PDF有书签68.《机械机构精确度》PDF69.机构设计实用构思图册70.《机械设计实用机构与装置图册》清晰/很有价值的参考图册,很多实例71.弯头技术手册72.液压与气动设备维修问答(机械工业出版社)73.《实用液压机械故障排除与修理大全》74.液压系统设计图集(周士昌)机械工业出版社75.华中科技大学液压与液力传动课件76.机械77.常用机械零件及机构图册77.精度基础(韦恩.R.穆尔)国防工业出版社78.装配车间设计(配以事例,很好的资料)79. 精密机械零件与部件80.《农业机械设计手册》(上下册)中国工业出版社机械零件与部件81.动力工程师手册(机械工业出版社1999年出版)82.《组合机床设计参考图册》.pdf大连组合机床研究所编83.《飞机结构设计》84.《机械创新设计基础》85.《公差与配合图解手册》86.《机械结构合理设计图册》87.动画:制图与思维88.《飞机结构设计》国防工业出版社89.刀具设计原理与计算PDF90.《刀具设计手册》机械工业出版社出版91.齿轮变位[日]仙波正荘著(pdf)92.《减速器设计选用手册》PDG,PDF+书签93.非圆齿轮及非匀速比传动——机械工业出版社(pdf)94.《机械无级变速器》PDG+PDF95.2000年以来剃齿刀论文汇总(63篇)96. 结构设计工艺手册97. 现代机械创新产品分析与设计98.液压气动系统设计手册99.《机械设计》(第七版)高等教育出版社100.《机器设计》[PDF+书签]交通大学出版社101.润滑技术手册102.现代液压技术应用220例(PDF扫描版)103.常用压力容器手册(机械工业出版社)104.《液压传动与控制手册》[PDF+书签]105.机械密封实用技术-顾永泉(机械工业出版社)106.实用机械密封技术问答手册107.机械维护修理与安装108. 制齿工操作技术要领图解109. 齿轮振动与噪音(书籍)110.汽车齿轮与花键测绘(书籍)111.《齿轮刀具设计理论基础》(PDF格式)112.液压基本回路及典型液压系统-PPT珍藏版113.汽车发动机构造与维修114.实用五金手册(第七版)115. 环保设备设计基础(化学工业出版社)116.金属切削机床挂图缩印本117.《农产品加工机械与设备》+PDG格式118.齿轮传动设计手册119.最新机械工程师应用技术与机械构造设计参数及计算方法应用手册120.机构设计丛书之《连杆机构设计》上海科学技术出版社121.旋转机械振动检测及故障诊断122.《断裂力学及其工程应用》(解决工程中灾难性的低应力脆断问题)123.《机械密封设计使用手册》(现代机械密封指南)124.形状和位置公差标注示例图册.pdf125.推荐新手们看的书——零件合理构形知识问答126. 安全系数和许用应力(PDF+书签)机械工业出版社1.机械加工先进工艺窍门与新技术应用图示例解及常用速查手册(998元)2.机械零件结构工艺性300例(好资料,这是实践经验的总结)3.机械加工专用检具图册4.《刀具刃磨技术》(1985.PDF)5.机械加工工艺图集国内外先进工艺、技术革新、专利与窍门1000例6.机械加工实用经验7. 实用钳工修钳手册8.机械失效的实用分析9.《设备安装工程禁忌手册》10.《机械制造工艺及专用夹具设计指导》PDG,PDF+书签11.高级机修钳工技术PDF版(好资料,市场上售价可要近100元)12.《模具的失效分析》13.《精密与特种加工技术》14.一本不错的《常用机械加工设备图册》15.车工技师手册16.《工艺管理简单讲》[PDF+书签]17.常用机械加工设备图册(PDF非扫描版+详细书签)18. 冷加工基础(不错的好书)19. [分享]热处理技术数据手册[PDF+书签]20.群钻及其刃磨(书籍)21.机械加工常用刀具数据速查手册(值得收藏)22. 实用机械维修技术手册23. 热处理150问(<日>大和久重雄的)24.机械结构工艺性(非常经典的教材,文字和图形都很清楚)25.机械工艺师专用手册26.《机械加工窍门集粹》27. 机械加工教材(好资料,欢迎下载)28.板金工放样基础知识(珍藏本)29.精品书籍:高级热处理工工艺学30.《机械构造解剖图鉴》31.机械加工过程中的金属防锈(一本非常好的古董级资料)32.非标设备制作安装便携手册33.机床夹具结构图册(PDF格式)34.机械制造算图手册(搞加工的人来说很实用的一本书)35.机床辅具生产图册(绝好资料)36.《计算机辅助工艺设计>>37.曲轴设计生产新技术、新工艺要点解析与质量控制、检验标准实施手册(2007新书)38.精密加工技术实用手册(王先逵主编2001年版)39.《实用钳工计算手册》PDF+书签40.《螺纹加工新工艺》__计志孝等编著.pdf+书签41.《现代表面处理新工艺、新技术与新标准》(PDF非扫描版+详细书签)42.金属材料标准手册(上下册)43.机加工车_钻_铰_拉_磨缺陷及解决措施PDF43.材料加工新技术与新工艺(2004版)44.《齿轮加工工艺、质量检测与通用标准规范全书》PDF+书签45.机械加工误差与控制(机械工业出版社书籍)46.超精密加工技术(书籍,pdf版)47.常用模具钢热处理性能48.材料大辞典49.《机械加工工艺师手册》[PDF+书签]50.典型零件机械加工生产实例(机械工业出版社)51.《钳工装配问答》PDF+书签52.机械工艺标准汇编53.最新实用金属材料手册[PDF+书签]54.《机修钳工技师手册》[PDF+书签]55.《金属热处理常见工艺技术五百种》998元56.镗工手册(罗其昌)机械工业出版社PDG格式57.第九篇(机械加工工艺窍门)已添加完整书签.pdt58.《小孔加工》PDF 机械工业出版社59.《钳工钻孔问答》PDF+书签机械工业出版社60.《无心磨削的理论与实践》PDF国防工业出版社61.《新编铣工计算手册》PDF+书签机械工业出版社62.《深孔加工技术》PDF+书签63.金属材料化学分析300问(2003年上海交大出版)64. 超详细的汽车构造flash(见附图)(免费)65.培训-先进制造加工66.坐标镗工实用技术手册(PDF扫描版)67.实用铆工经验与窍门精选(pdf机械工业出版社)68.《枪弹药筒制造工艺学》(pdf北京理工大学出版社)69.《安装技术》[PDF+书签]机械工业出版社70. 刀具的刃磨与研磨71.先进的设备和工夹具(PDG格式,1984年,(俄))72. 铣工操作技能手册(第2版机械工业出版社)73热处理实用数据速查手册(机械工业出版社、叶卫平)74. 精密加工工艺学(好资料,比较系统,也有具体的加工实例)75. 夹具-非标准夹紧装置PDF(机械工业出版社)(搞工装的朋友不可错过的好资料)76.机械加工工艺图表设计软件(帮助大家剪掉很多重复的反复性的工作)77.机械制造工艺基础-华中科大版78. 钳工操作技术要领图解79.《机械零件失效分析》(PDF)80.焊工操作技能手册(高级)81.电焊工操作技术要领图解82.机械修理大全(1-4卷合集)很全面的修理资料83.金属切削机床-夏广岚84. 冷冲压工艺手册(梁柄文)85.镗工工时定额(特辅机武备机械加工工时定额)86. 镗工技术(罗其昌)机械工业出版社87.最新金属材料牌号、性能、用途及中外牌号对照速用速查手册88.《机械制造工艺设计简明手册》89.电镀手册90.《焊接手册》(第2版,全三卷,扫描PDF)91.《实用钻孔技术》[PDF+书签]92.机械行业专业工种劳动定额方法(已加书签)93.《机械零件切削加工工艺与技术标准实用手册》[PDF 书签]94.铣刀标准图册(实用性很强)95.《机械加工余量手册》96.汽车零件加工用特殊刀具》-强烈推荐三菱综合材料株式会社97.初.高级冷作工技术98.机床加工操作禁忌实例——技术工人操作禁忌丛书99.激光加工工艺手册100.《特种加工》第五版101.润滑技术手册102. 轴承装配工艺(书籍)103.焊工技术1000问(中国电力出版社)104.组合机床切削用量计算图(大连组合所)高清版39页1973 105. 一组经典机加资料及工艺,希望有大家有所帮助106.《奔驰发动机加工刀具》非扫描版107.铆接工艺资料108.多年经验总结,车削加工中的小经验109.《工艺窍门与钣金件设计制造技术方法及图集典范实用手册》110.机械工人切削手册第五版(机械工业出版社)111.机械制造工艺及设备设计指导手册(机械工业出版社)112. 材料磨损与耐磨材料PDF版东北大学出版社113.工时定额计算手册(老一辈总结的经验)114. 热加工工艺规范[PDF+书签]机械工业出版社115.《机械制造工艺学》北京航空航天大学出版社116.精密和超精密加工技术(课件)117.《典型机械零件热处理》,兵器工业出版社2005年版118.《真空热处理工艺与设备设计》(pdf+书签)119.孔加工常用工艺装备120.老查做模一千零一招.rar121.《典型机械零件热处理》,兵器工业出版社2005年版122.电镀手册(上、下册)国防工业出版社123.《制造技术工程实训》(金工实习的好教材)124.航空制造工程手册?机载设备精密加工125. 刀具材料及其合理选择(第二版计量检测、质量管理书籍资料汇总:1. 量具量仪卷2. 常用量检具内校教材3. 《量规设计手册》5. 《通用量具及检具》6. 机械制造检测技术手册7. 量具与工件测量8. 通用量具手册9. 量具的使用方法10. 光滑极限量规设计计算表11. 常用测量器具的使用注意事项12. 机械量测量(美国大学测试技术经典教材)13. 螺纹加工与测量手册14. 精密仪器设计15. 量具技能手册16. 《互换性与测量技术》17. 一个小巧的计量单位换算工具18. 塞规计算表19. 《最新刀具、刃具与量具量仪创新设计制造及国内外质量检测标准实用手册》20. 测量不确定度计算实例汇编21. 通用量规辅助设计程序V2.0版22. 常用非普通螺纹量规23. 光滑极限量规上下偏差查询软件24. 奉献非常好用的caxa量规设计图库25. 光滑极限量规设计基础26. 常用量具及测量视频教程27. 法定计量单位实用手册28. 机械设计、制造工艺、质量检测与标准规范全书29. 光滑极限量规设计手册30. 最新计量测试与仪器仪表检定、维修、使用技术标准及质量管理工作规范31. 国际量具量仪标准32. 量具设计制造规范33. 量具类产品国家标准34. 让大家看看各种量具35. 计量基础知识讲义36. 测量技术的基础知识及光滑工件尺寸的检测37. 量规仪器检校实务38. 精密量具的使用與保養39. 圆锥齿轮测量(书籍)40. 百分表与千分表对比图41. 《检测技术》42. 《传感器与检测技术》43. 垂直轴间距规的设计及检验方法44. 测量仪器的测量及检验方法45. 国内外企业常用抽样检验与测量技术46. 孔位置度综合量规设计计算的一种新方法47. 螺纹深度规的资料49.《最新实用电子测量仪器手册》50.量具、量仪词汇中英文对照集锦51.计量所长工作实务全书52.《精密机械与仪器零件部件设计》53.种常用设备的操作规程和大量仪器内校标准54.《通用计量术语及定义解释》PDF+书签55.《识图知识与常用量具操作方法》56.《新型传感器及传感器检测新技术》57.计量精品(一)--浅谈内径百分表的修理58.计量精品(二)--内径百分表测量中应注意的两个问题59.计量精品(三)--千分尺的检定与修理问答60.计量精品(四)--游标卡尺检定调修时的技术处理61.计量精品(五)--常用百分表类计量器具检定与修理问答62.计量精品(六)--百分表示值误差的分析与调修63.计量精品(七)--杠杆指示表的调修64.计量精品(八)--百分表常见病的识别65.计量精品(九)--量块测量中的温度问题66.计量精品(十)--温度对长度计量的影响67. 计量精品(十一)常用量具的正确选择与使用技巧68. 计量精品(十二)千分表的一些常见故障及排除方法69. 计量精品(十三)量块等级对应关系及量块长度偏差分析70. 计量精品(十四)千分表超差原因及调修方法71.检验工实用技术手册[PDF+书签]72.测量工具连载1-373.计量员资格专用培训教材74.齿顶圆与齿根圆直径的测量及其量具75.仪器误差百问76.《长度计量人员实用手册》77.測量技術的實驗設計法╱田口玄一78.精密机械仪器零件(书籍)79.机械量测量用传感器的设计(PDF扫描版书籍)80.新常用量具正确使用和维护保养手册讲81.《几何量计量》(上、下)原子能出版社82.《长度计量人员实用手册》pdf83.《测量不确定度表达百问》PDF+书签计量出版社84. 螺纹量规设计85.《新型传感器及传感器检测新技术》张功铭,赵复真著中国计量出版社86. 《铁路计量仪器、专用计量器具制造技术、安装使用、检测调修、质量管理、系统控制实用手册》中国铁道科学出版社87.《光学计量》(上、下册)88. 长度计量技术问答(pdf中国计量出版社)89. 仪表控制系统90.《质量大震憾》中国标准出版社91. 量具设计制造规范92. 机械量检测技术与仪器仪表93. 力学计量(中国计量出版社)94. 质量工程师实用手册,想成为质量工程师的好教材95.《注册质量工程师手册》国际质量界的最高权威96. 金属硬度检测技术手册(中南大学出版社)97. 机械工程测量学98. 失真度计量与应用(通过失真度的测量,确保产品的高保真效果)99.《误差理论与测量平差》徐州师大精品课程100.光学仪器装配与校正101.机械工程手册(第2版)第10卷检测、控制与仪器仪表卷检具书籍和资料大全:1.机械加工专用检具图册2. 连杆功能检具3. 测量两端面距离的检具4. 测量锥孔距的专用检具与方法5. 《测量检具维护清单》6. 测量止口深度检具7. 汽车车身覆盖件检具设计技术要求8. 通用公司检具设计标准9. 测量曲轴中心距的专用检具10. 检具资料11. 检具材料介绍12. 螺纹孔位置度检具的相关设计标准13. 汽车零件高标准检具的设计制造14. 百分表在专用检具中的应用15. 检具测量和三坐标测量的区别16. 定性检具[email=R@R]R@R[/email]分析17. 检具设计与制造技术要求18. 量检具CAD平台的开发与应用19. 一本很好的夹具式检具设计的指导文件20. 汽车检具讲义及规范21孔组位置度检具22.特大型轴承尺寸检具检定规程。
焊接技术与工程专业

专业代码专业负责人:焊接技术与工程专业 本科教学质量报告(2018 — 2019 学年)教学院长: 学院院长:学院名称: ________________二◦一九年十二月—、专业基本概况(一)专业概况焊接技术与工程专业成立于2013年,其前身是材料成型与控制工程专业(焊接方向),是我校最早建立的专业之一。
本专业现有教师28人,其中教授4人,副教授8人,全部具有博士学位。
焊接技术与工程专业具有材料加工工程一级硕士学位授予权。
专业依托上海市教委“材料科学与工程”山类高峰学科和“上海市先进激光加工技术协同创新中心”进行建设。
近年,专业在教师队伍,基础实验条件,科学研究等方面专业建设方面取得了显著进步,为我校高水平论文发表做出了重要贡献。
主要学科方向为:高能束焊接,激光熔覆,高能束增材制造,激光智能加工装备,焊接结构安全评定,精密特种焊接等。
本专业以建设国内一流焊接技术与工程专业为总体发展目标,加强学科带头人的培养与引进,打造优质教学品牌,抓住“以学生为中心”教育人才培养中的关键因素,构建一流焊接工程技术人才的培养体系,建设特色鲜明的创新人才培养模式。
本专业学生实行全程导师制并加大学生培养过程中导师的参与程度,帮助学生了解和认识专业,指导学生选课,激发学生的求知欲和对问题的思索,调动其自主学习和探究的积极性,解决学业和人生规划的问题,从入学到毕业,给予学生个性化指导。
本专业学生主要学习机械工程、材料科学、焊接工艺、焊接设备等方面的基础理论,掌握焊接技术与工程专业领域的材料焊接的原理、工艺、设备及控制等专业知识,接受焊接技术与工程专业的实验技能、科学研究和工程应用等基本实践能力的训练。
具备在制造业从事焊接材料、设备选择,焊接工艺制定、焊接质量管理等各项工作能力【注】:报到率实际报到数实际录取数4. 其他相关材料(二)专业定位和人才培养目标1. 专业定位,与国内外类似专业的比较,国内外对标专业,专业建设规划;本专业以建设国内一流焊接技术与工程专业为总体发展目标,国内对标江苏科技大学焊接专业。
钢结构焊接规范gb50661-2011

钢结构焊接规范gb50661-2011《钢结构焊接规范(GB50661-2011)》是2012年4月中国建筑工业出版社出版的图书,作者是中华人民共和国住房和城乡建设部。
钢结构焊接规范(GB50661-2011)内容简介《钢结构焊接规范(GB50661-2011)》根据原建设部《关于印发<2007年工程建设标准规范制订、修订计划(第二批))的通知》(建标126号)的要求,由中冶建筑研究总院有限公司会同有关单位编制而成。
本规范提出了钢结构焊接连接构造设计、制作、材料、工艺、质量控制、人员等技术要求。
同时,为贯彻执行国家技术经济政策,反映钢结构建设领域可持续发展理念,本规范在控制钢结构焊接质量的同时,加强了节能、节材与环境保护等要求。
本规范在编制过程中,总结了近年来我国钢结构焊接的实践经验和研究成果,编制组开展了多项专题研究,充分采纳了已在工程实际中应用的焊接新技术、新工艺、新材料,并借鉴了有关国际标准和国外先进标准,广泛征求了各方面的意见,对具体内容进行了反复讨论和修改,经审查定稿。
本规范的主要内容有:总则,术语和符号,基本规定,材料,焊接连接构造设计,焊接工艺评定,焊接工艺,焊接检验,焊接补强与加固等。
本规范中以黑体字标志的条文为强制性条文,必须严格执行。
钢结构焊接规范(GB50661-2011)图书目录1总则2术语和符号2.1术语2.2符号3基本规定4材料5焊接连接构造设计5.1一般规定5.2焊缝坡口形式和尺寸5.3焊缝计算厚度5.4组焊构件焊接节点5.5防止板材产生层状撕裂的节点、选材和工艺措施5.6构件制作与工地安装焊接构造设计5.7承受动载与抗震的焊接构造设计6焊接工艺评定6.1一般规定6.2焊接工艺评定替代规则6.3重新进行工艺评定的规定6.4试件和检验试样的制备6.5试件和试样的试验与检验6.6免予焊接工艺评定7焊接工艺7.1母材准备7.2焊接材料要求7.3焊接接头的装配要求7.4定位焊7.5焊接环境7.6预热和道间温度控制7.7焊后消氢热处理7.8焊后消应力处理7.9引弧板、引出板和衬垫7.10焊接工艺技术要求7.11焊接变形的控制7.12返修焊7.13焊件矫正7.14焊缝清根7.15临时焊缝7.16引弧和熄弧7.17电渣焊和气电立焊8焊接检验8.1一般规定8.2承受静荷载结构焊接质量的检验8.3需疲劳验算结构的焊缝质量检验9焊接补强与加固附录A钢结构焊接接头坡口形式、尺寸和标记方法附录B钢结构焊接工艺评定报告格式附录C箱形柱(梁)内隔板电渣焊缝焊透宽度的测量本规范用词说明引用标准名录附:条文说明。
国际焊接(IWE)工程师、技术员(IWT)培训教程04
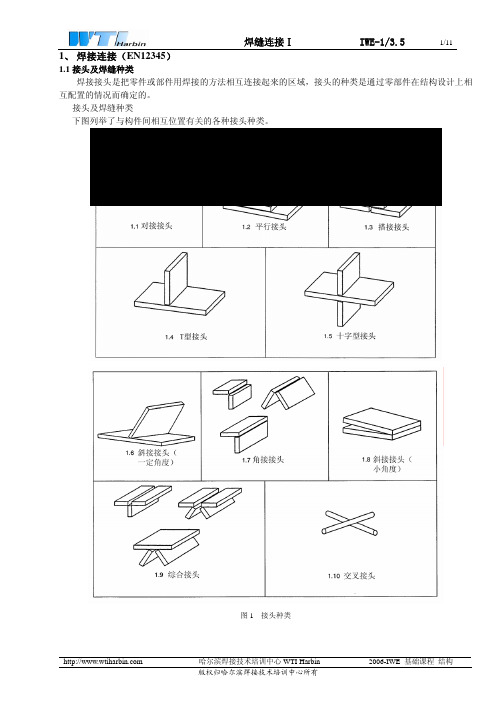
三维网1、 焊接连接(EN12345)1.1接头及焊缝种类焊接接头是把零件或部件用焊接的方法相互连接起来的区域,接头的种类是通过零部件在结构设计上相互配置的情况而确定的。
接头及焊缝种类下图列举了与构件间相互位置有关的各种接头种类。
图1 接头种类三维网表1 接头种类接头种类 说明1.1对接接头 部件处于同一平面内,彼此对接 1.2平行接头 部件上下平行放置 1.3搭接接头 部件上下平行放置,并搭接 1.4T 型接头 部件相互成直角(T 型)联接1.5十字型接头两个位于同一平面的部件同在它们之间的第三个部件(双T 型)连接1.6 1.8斜接接头一个部件相对于另一个部件倾斜地连接 两个部件以任意角度相互连接 1.7综合接头 三个或多个部件以任意角度相互连接 1.10十字接头两个部件相互交叉连接1.2焊接接头准备的基本概念1.2.1熔化焊接头图2 I 型对接接头 图3 I 型对接接头(带垫板)表2 对接接头术语(图2、3、4)A B C D E F X 1 3 4 5 6板材表面板材背面板材边缘坡口面坡口加工面钝 边背 面 熔 池 保 护板 厚工件边缘根部间隙坡口边缘熔化面边缘7 9 11121415 16 17 18192021焊缝长度焊缝厚度根部间隙钝边高度钝边棱边坡 口 面 棱 边坡 口 宽 度单 面 坡 口 角 度坡口面高度坡口面宽度宽度坡口角度三维网I 1 4 7 21熔化面板 厚间 隙接 头 宽 度角度图5 T 型接头 表3 T 型接头术语(图5)D122 23 24 25 26熔化面板厚宽 度边 缘邻 接卷 边 高 度卷边半径图6 卷边接头 表4 卷边接头术语(图6)1.2.2压力焊接头1.3 熔化焊焊缝的基本概念1.2焊接接 头及图7 凸焊接头(凸点) 图8 凸焊接头(长型凸点)三维网表5 卷边接头术语(图7、8、10)1 2 2728293033363738 H 板 厚工 件 长 度凸点距离凸点高度凸点长度凸点宽度边距金属片长度金属片宽度金 属 片 厚 度工 件1.3熔化焊焊缝的基本概念 1.3.1基本熔化焊焊缝图11 V 型坡口对接焊缝 图12 角焊缝表6 熔化焊焊缝术语(图11、12) 1 2345 79102526母 材焊缝金属热影响区焊缝区熔合区宽度焊缝根部余高焊角宽度根部熔合熔合区三维网图15全熔透对接焊缝 图16 部分熔透对接焊缝表6 熔化焊焊缝术语(图13、14、15、16) 8 9 111213141516171827焊 缝 宽 度余 高根部余高最大焊缝厚度设计焊缝厚度实际焊缝厚度有效焊缝厚度焊趾角度焊缝长度焊缝表面波纹根 部 宽 度1.3.1多道焊焊缝图17对接焊缝(多道焊) 图18对接焊缝(多道焊、带封底焊道)表7 多道焊熔化焊焊缝术语(图17、18、19)5 10111921 22 23 25熔合区焊角宽度背面余高焊趾填 充 层盖 面 层封 底 焊 道根部熔合三维网1.3压力接接头的基本概念图20 压力接接头(对焊、闪光焊)图21 电阻焊(点焊、缝焊)表7 压力接接头术语(图20) 表8 电阻焊接头术语(图21)2、连接形式2.1、对接焊缝对接接头基本上满足焊缝中的力线分布不受干扰和应力分布均匀的要求。
机械类图书大全
机械设计、制造基础理论汇总帖1。
日本机械设计构思与设计方法2。
《全美经典》机械振动书(中文的)3。
机械设计手册(新)全6卷PDF格式4.机械实用手册[日]土屋喜一5.机械最优化设计及应用实例.pdf(值收藏的老书)6.法兰连接设计计算手册7。
机械传动设计手册(上)8.机械传动设计手册(下)9.面向製造與裝配的產品設計。
pdf(很有实际操作指导意义!)10。
变位齿轮原理和应用(很不错的资料,1958年)11。
弹性力学(PDF清晰版)12.联轴器选用手册(介绍了联轴器的选择,是传动设计不可多得的好资料)13。
机械精度设计与检测基础(一本不错的书)14。
精巧机构设计实例(一本难得好书)15.非标准刀具设计手册--机械工业出版社(pdf)+书签16.自动化夹具图集PDF—-实用17.自動省力機械300例(值得收藏的好资料!)18.机械制图手册19.《自动武器设计》此类书比较少见,感兴趣的朋友来收藏呀!20。
非标准机械设备设计手册(不可多得的好资料呀)21。
现代机构手册(上)。
pdf22。
组合机床设计手册(大连组合机床研究所编制)23.实用应力集中手册24.五金手册excel版25。
【机械设计禁忌手册】(小栗富士雄小栗达男著)26.液压气动系统设计禁忌470例(PDF扫描版)27.凸轮机械设计(里面的机械结构的实例很多,非常好)28。
一本台湾人的电子模具书29.《机械故障诊断学》30.自动化机构图例31。
古董级资料《绘图鲁班经》32.机械传动装置选用手册(关于传动装置极其全面的资料)33农业机械的机械传动34。
复杂刀具设计手册(1000页)35。
现代机械设备设计手册(全三卷)37.金属结构第一版,第二版、金属结构习题集三本(徐克晋主编PDF)38.螺纹与螺纹联接100个问与答39.机床动力部件图样(DWG)500多张图40. 齿轮经典讲解,内容丰富,结构完美,适合授课—PowerPoint倾心力作41.超完整夹具部件标准图册--继夹具零件图册后又一经典42。
材料成型与控制工程-焊接专业
本科教育…
在四年的工科教育中不仅要使学生掌握基本的科学知识,
更重要的是能真正了解现代企业的生产和管理特点,树
立良好的职业道德,培养牢固的敬业精神和认真负责的工作 态度,确立深入生产一线的思想。
只要有一支强大的高素质的工程师队伍为后盾,我国的 工业基础才能牢固,科技成果才能有众多承接的主体,制造 业才能有所创新和持续发展。
教师中有博士后1人、博士毕业生2人,其余教师均具有硕士学位;有教授3人、副教授5人、讲师、工程师6人,基本形成了一 支学历高、职称结构合理的教学科研队伍。
该教研室自1989年以来,发表学术论文100多篇,出版教材和专著4部。完成纵横项科研项目20多项,科研经 费200多万元,有4项省部级课题通过鉴定,都达到国际先进水平。“用综合冶金治理代替石油管道焊后内补口焊接新技术 的研究”获1998年国家科技发明奖。目前该教研室承担国家自然科学基金课题1项、省部级课题3项。
正在补充的专委会
➢管道焊接工作委员会 ➢机车车辆专业委员会 ➢汽车专业委员会 ➢经销工作委员会
焊接行业现状和存在问题
• 一、电焊机 • 二、切割机具及焊接辅助设备 • 三、焊接材料 • 四、焊接新技术在制造业中的应用状况 • 五、高效化焊接和焊接机器人 • 六、焊接人员的培养 • 七、焊接标准的制订、修订
我校焊接专业创建于1985 年,是石油系统第一个焊接专业。 自1986年招生至今已培养本科毕业生近400人,考取硕士研究 生50多人、博士生5人、博士后1人。1999年焊接专业改名为 “材料成型与控制工程”专业,这标志着学科方向由原来的单 一焊接方向,向着锻、铸、焊和控制工程为一体的机电一体化 方向发展。该专业现有10多门专业课和5门研究生课。教研室现有教职工16人,其中教师13人、实验室人员3人;
机械工业出版社铸造专业图书推荐

机械工业出版社铸造专业图书推荐书号书名价格/元书号书名价格/元ISBN:9787111440246铸造实用技术问答(第2版)76ISBN:9787111191889铸造工(高级)28ISBN:9787111071471铸造合金及其熔炼43ISBN:9787111195887铸造实用数据速查手册351.8 2ISBN:9787111131625铸造工艺及设备第2版28.9ISBN:9787111068396中级铸造工技术14.1 ISBN:9787111210771铸造实用技术问答82.2ISBN:151119616JB/T10975-2010艺术铸造响器10ISBN:9787111214151消失模铸造技术及应用实例15.1ISBN:9787111215271铸造涂料及应用308.3 6ISBN:9787111223559粘土湿型砂及其质量控制107ISBN:9787111219958铸造工技能43 ISBN:9787111223542典型铸件工艺设计实例177.1ISBN:9787111222705铸造设备维修问答39 ISBN:9787111016236简明铸工手册(第2版)28.9ISBN:9787111225515覆膜砂及制型(芯)技术21.8 ISBN:9787111224365砂型铸造设备42ISBN:9787111237808铸造技术问题对策231 ISBN:9787111248477铸造防尘技术规程指南63ISBN:9787111241218压铸技术与生产98 ISBN:9787111051527铸造合金及其熔炼37.8ISBN:9787111258018铸造造型材料实用手册69 ISBN:9787111060826铸造工艺学46ISBN:9787111263739铸造质量控制应用技术37.1 ISBN:9787111304999铸造工程师手册(第3版)148ISBN:9787111272625铸造循环利用技术56ISBN:151119588无损检测渗透检测用材料(JB/T7523-2010)14ISBN:9787111290674制造技术:铸造、成形和焊接(英文版)(原书第3版)4&6ISBN:9787111296621铸造工(中级)考前辅导11.96ISBN:9787111295082铸造工(高级)考前辅导22 ISBN:9787111322344铸造手册1:铸铁103.9ISBN:9787111296164特种铸造技术问答282.8 ISBN:9787111237808铸造技术问题对策(第2版)231ISBN:9787111306474铸造生产实用技术67.5ISBN:9787111312192铸造工(高级)国家职业资格证书取证问答23.8ISBN:9787111309154铸造工(初中级)国家职业资格证书取证问答46ISBN:9787111504221铸造工技师鉴定培训教材23.88ISBN:9787111311263铸造生产技术禁忌手册138 ISBN:9787111140047熔模精密铸造89ISBN:9787111098843铸造工程基础30 ISBN:9787111140252铸造合金配料速查手册51.75ISBN:9787111322948铸造手册第6卷特种铸造71.82 ISBN:9787111160335铸造工艺设计15.5ISBN:9787111325819铸造过程解析方法52.97 ISBN:9787111141532半固态金属成形技术19ISBN:9787111325901铸造工(中级)鉴定培训教材16.8 ISBN:9787111142584消失模铸造技术85.5ISBN:9787111326243铜合金铸件铸造技术24.68 ISBN:9787111426066典型铸铁件铸造实践31.32ISBN:9787111329565铸造工(高级)鉴定培训教材25 ISBN:9787111149217快速成形与铸造技术21ISBN:9787111336389铸造手册第3卷铸造非铁合金142.8-力口1-机械工业出版社铸造专业图书推荐书号书名价格/元书号书名价格/元ISBN:9787111151425铸造过程模拟仿真技术64ISBN:9787111339144低压铸造实用技术262ISBN:9787111354376Solidworks三维範技术及在铸造模具设计中的应用313ISBN:9787111341390特种铸造生产工艺及装备入门与精通380ISBN:9787111154044越钛合金铸造91ISBN:9787111341710铸造手册第5卷铸造工艺163.4 ISBN:9787111281344压铸模具工程师手册364.78ISBN:9787111357100铸造标准应用手册上98 ISBN:9787111188681铸造质量检验手册34.2ISBN:9787111361152铸造手册第4卷造型材料第3版118ISBN:9787111428947铸造工艺学/普通高等教育"十二五”规划教材34ISBN:9787111187561国家职业资格培训教材:铸造工(技师、高级技师)33ISBN:9787111408918非铁合金铸造用熔剂和中间合金39ISBN:9787111379942铸造耐磨材料及其生产技术58 ISBN:9787111377405新编铸造技术数据手册144.5ISBN:9787111398813消失模铸造及实型铸造技术手册374 ISBN:9787111371069铸造合金配料速查手册(第2版)105.6ISBN:9787111497240铸造造型材料实用手册(第2版)301 ISBN:9787111415817铸造合金熔炼配料310.5ISBN:9787111191674铸造工(中级)41ISBN:9787111436317普通高等教育“十二五”规划教材:铸造设备及其自动化46ISBN:9787111170952铸造工(初级)一国家职业资格培训教材柳吉荣,彭淑芳24ISBN:9787111410034铸造造型材料技术问答31.85ISBN:9787111415817铸造合金熔炼配料计算310.5 ISBN:9787111370796铸造企业质量管理及检验入门与精通210ISBN:9787111450085铸造质量检验手册(第2版)100.3 ISBN:9787111371069铸造合金配料速查手册(第2版)105.6ISBN:9787111458197铸造实用数据速查手册(第2版)52 ISBN:9787111370796铸造企业质量管理及检验入门与精通53.6ISBN:9787111358978铸造手册第2卷铸钢156 ISBN:9787111248026铸造缺陷及其对策74.8ISBN:9787111520818铸造工艺设计及应用35.3 ISBN:9787111520917铸造工艺及设备(第3版)38ISBN:9787111504221铸造工技师鉴定培训教材39.8 ISBN:9787111485360铸造工(高级)(第2版)36.9ISBN:9787111481096铸造工(中级第2版)39.8 ISBN:9787111480501铸造工(初级第2版)33ISBN:9787111470366铸造合金及熔炼35 ISBN:9787111469018铸造工艺35ISBN:9787111467762铝合金铸件铸造技术26 ISBN:9787111457480新编铸造技术数据数字化手册146.76ISBN:9787111564287铸造工艺设计与实践119ISBN:9787111525325水玻璃砂工艺原理及应用技术(第2版)49ISBN:9787111534730黏土湿型砂及其质量控制(第2版)39ISBN:9787111526605铸造合金熔炼配料计算39ISBN:9787111167662消失模铸造实用技术192 ISBN:9787111419587中国铸造耐磨材料产业技术路线图99ISBN:9787111562535简明铸铁熔炼手册平装169-加2-。
焊接施工作业指导书-英文版本
The serviceability of a product or structure utilizing the type of information presented herein is,and must be,the sole responsi-bility of the builder/user. Many variables beyond the control of The James F. Lincoln Arc Welding Foundation or The Lincoln Electric Company affect the results obtained in applying this type of information. These variables include,but are not limited to,welding procedure,plate chemistry and temperature,weldment design,fabrication methods,and service requirements.This guide makes extensive reference to the AWS D1.1 Structural Welding Code-Steel,but it is not intended to be a comprehen-sive review of all code requirements,nor is it intended to be a substitution for the D1.1 code. Users of this guide are encouraged to obtain a copy of the latest edition of the D1.1 code from the American Welding Society,550 N.W. LeJeune Road,Miami,Florida 33126,(800) 443-9353.Fabricators’and Erectors’Guide toWelded Steel ConstructionBy Omer W. Blodgett,P.E.,Sc.D.R. Scott FunderburkDuane K. Miller,P.E.,Sc.D.Marie Quintana,P.E.This information has been provided byThe James F. Lincoln Arc Welding Foundationto assist the general welding industry.Copyright © 1999Fabricators’and Erectors’Guide toWelded Steel ConstructionTable of Contents1Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1 2Welding Processes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12.1SMAW . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12.2FCAW . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .32.3SAW . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .62.4GMAW . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .82.5ESW/EGW . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10 3Welding Process Selection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .113.1Joint Requirements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .113.2Process Capabilities . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .123.3Special Situations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12 4Welding Cost Analysi s . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14 5Welding Procedures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .155.1Effects of Welding Variables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .155.2Purpose of Welding Procedure Specifications (WPSs) . . . . . . . . . . .175.3Prequalified Welding Procedure Specifications . . . . . . . . . . . . . . . .185.4Guidelines for Preparing Prequalified WPSs . . . . . . . . . . . . . . . . . .205.5Qualifying Welding Procedures By Test . . . . . . . . . . . . . . . . . . . . . .205.6Examples . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .225.7Approval of WPSs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .22 6Fabrication and Erection Guidelines . . . . . . . . . . . . . . . . . . . . . . . . . . .236.1Fit-Up and Assembly . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .236.2Backing and Weld Tabs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .236.3Weld Access Holes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .246.4Cutting and Gouging . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .256.5Joint and Weld Cleaning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .256.6Preheat and Interpass Temperature . . . . . . . . . . . . . . . . . . . . . . . . . .256.7Welding Techniques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .266.8Special Welding Conditions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .296.9Weld Metal Mechanical Properties . . . . . . . . . . . . . . . . . . . . . . . . . .296.10Intermixing of Weld Deposits . . . . . . . . . . . . . . . . . . . . . . . . . . . . .337Welding Techniques and Variables . . . . . . . . . . . . . . . . . . . . . . . . . . . . .357.1SMAW . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .357.2FCAW-ss . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .367.3FCAW-g . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .377.4SAW . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .387.5GMAW . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .397.6ESW/EGW . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .40 8Welder Qualification . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .40 9Weld Cracking . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .409.1Centerline Cracking . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .419.2Heat Affected Zone Cracking . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .429.3Transverse Cracking . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .44 10Weld Quality and Inspection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4410.1Weld Quality . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4410.2Weld Quality and Process-Specific Influences . . . . . . . . . . . . . . . . .4610.3Weld Inspection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .46 11Arc Welding Safet y . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .49Fabricators’and Erectors’Guide to Welded Steel Construction1Introduction/BackgroundThis Fabricators’and Erectors’Guide to Welded Steel Construction has been produced by The Lincoln Electric Company in order to help promote high quality and cost-effective welding. This guide is not to be used as a sub-stitute for the AWS D1.1 Structural Welding Code,or any other applicable welding code or specification,and the user bears the responsibility for knowing applicable codes and job requirements. Rather,this document incorporates references to the D1.1-96 code,and adds explanation,clarification,and guidelines to facilitate compliance with the code. At the time of writing,this guide reflects the current industry views with respect to steel fabrication,with specific emphasis on the new pro-visions that have been recently imposed for fabrication of structures designed to resist seismic loads. These provi-sions are largely drawn from the Federal Emergency Management Administration (FEMA) Document No. 267,produced by the SAC Consortium,whose members include the Structural Engineers Association of California,Applied Technology Council,and California Universities for Research and Earthquake Engineering. Another cited document is the AWS D1 Structural Welding Committee’s Position Statement on the Northridge earthquake. Research is still underway,and additional provisions may be found that will further increase the safety of welded steel structures. The user of this document must be aware of changes that may occur to codes published after this guide,specific job requirements,and various interim recommendations that may affect the recommendations contained herein.The January 1994 Northridge earthquake revealed a number of examples of lack of conformance to D1.1 code mandated provisions. Lack of conformance to code provisions,and the poor workmanship revealed in many situations,highlight the need for education. This docu-ment is one attempt to assist in that area.The information contained herein is believed to be cur-rent and accurate. It is based upon the current technolo-gy,codes,specifications and principles of welding engineering. Any recommendations will be subject to change pending the results of ongoing research. As always,it is the responsibility of the Engineer of Record,and not The Lincoln Electric Company,to specify the requirements for a particular project. The prerogative to specify alternate requirements is always within the authority of the Engineer of Record and,when more restrictive requirements are specified in contract docu-ments,compliance with such requirements would super-sede the preceding recommendations. Acceptance of criteria by the Engineer of Record that are less rigorous than the preceding does not change the recommendations of The Lincoln Electric Company.2Welding ProcessesA variety of welding processes can be used to fabricateand erect buildings. However,it is important that all par-ties involved understand these processes in order to ensure high quality and economical fabrication. A brief description of the major processes is provided below.2.1SMA WShielded metal arc welding (SMAW),commonly known as stick electrode welding or manual welding,is the old-est of the arc welding processes. It is characterized by versatility,simplicity and flexibility. The SMAW process commonly is used for tack welding,fabrication of miscellaneous components,and repair welding. There is a practical limit to the amount of current that may be used. The covered electrodes are typically 9 to 18 inch-es long,and if the current is raised too high,electrical resistance heating within the unused length of electrode will become so great that the coating ingredients may overheat and “break down,”potentially resulting in weld quality degradation. SMAW also is used in the field for erection,maintenance and repairs. SMAW has earned a reputation for depositing high quality welds dependably.It is,however,slower and more costly than other meth-ods of welding,and is more dependent on operator skill for high quality welds.The American Welding Society (AWS) publishes a vari-ety of filler metal specifications under the jurisdiction of the A5 Committee; A5.1 addresses the particular require-ments for mild steel covered electrodes used with the shielded metal arc welding process. The specification A5.5 similarly covers the low alloy electrodes.1For welding on steels with minimum specified yield strengths exceeding 50 ksi,all electrodes should be of the low hydrogen type with specific coatings that are designed to be extremely low in moisture. Water,or H2O,will break down into its components hydrogen and oxygen under the intensity of the arc. This hydrogen can then enter into the weld deposit and may lead to unac-ceptable weld heat affected zone cracking under certain conditions. Low hydrogen electrodes have coatings comprised of materials that are very low in hydrogen. The low hydrogen electrodes that fit into the A5.1 classi-fication include E7015,E7016,E7018,and E7028. The E7015 electrodes operate on DC only. E7016 electrodes operate on either AC or DC. The E7018 electrodes oper-ate on AC or DC and include approximately 25% iron powder in their coatings; this increases the rate at which metal may be deposited. An E7028 electrode contains approximately 50% iron powder in the coating,enabling it to deposit metal at even higher rates. However,this electrode is suitable for flat and horizontal welding only. Under the low alloy specification,A5.5,a similar format is used to identify the various electrodes. The most signifi-cant difference,however,is the inclusion of a suffix letter and number indicating the alloy content. An example would be an “E8018-C3”electrode,with the suffix “-C3”indicating the electrode nominally contains 1% nick-el. A “-C1”electrode nominally contains 2.5% nickel.In AWS A5.1,the electrodes listed include both low hydrogen and non-low hydrogen electrodes. In AWS D1.1-96,Table 3.1,Group I steels may be welded with non-low hydrogen electrodes. This would include A36 steel. For Group II steels and higher,low hydrogen elec-trodes are required. These steels would include A572 grade 50. For most structural steel fabrication today,low hydrogen electrodes are prescribed to offer additional assurance against hydrogen induced cracking. When low hydrogen electrodes are used,the required levels of pre-heat (as identified in Table 3.2 of D1.1-96) are actually lower,offering additional economic advantages to the contractor.All the low hydrogen electrodes listed in AWS A5.1 have minimum specified notch toughnesses of at least 20 ft. lb. at 0°F. There are electrode classifications that have nonotch toughness requirements (such as E6012,E6013, E6014,E7024) but these are not low hydrogen elec-trodes. Although there is no direct correlation between the low hydrogen nature of various electrodes and notch toughness requirements,in the case of SMAW electrodes in A5.1,the low hydrogen electrodes all have minimum notch toughness requirements.Care and storage of low hydrogen electrodes— Low hydrogen electrodes must be dry if they are to perform properly. Manufacturers in the United States typically supply low hydrogen electrodes in hermetically sealed cans. When electrodes are so supplied,they may be used without any preconditioning; that is,they need not be heated before use. Electrodes in unopened,hermeti-cally sealed containers should remain dry for extended periods of time under good storage conditions. Once electrodes are removed from the hermetically sealed container,they should be placed in a holding oven to minimize or preclude the pick-up of moisture from the atmosphere. These holding ovens generally are electri-cally heated devices that can accommodate several hun-dred pounds of electrodes. They hold the electrodes at a temperature of approximately 250-300°F. Electrodes to be used in fabrication are taken from these ovens.Fabricators and erectors should establish a practice of limiting the amount of electrodes discharged at any given time. Supplying welders with electrodes twice a shift — at the start of the shift and at lunch,for example — minimizes the risk of moisture pickup. However,the optional designator “R”indicates a low hydrogen elec-trode which has been tested to determine the moisture content of the covering after exposure to a moist envi-ronment for 9 hours and has met the maximum level per-mitted in ANSI/AWS A5.1-91. Higher strength electrodes will require even more rigorous control.Electrodes must be returned to the heated cabinet for overnight storage.Once the electrode is exposed to the atmosphere,it begins to pick up moisture. The D1.1 code limits the total exposure time as a function of the electrode type (D1.1-96,paragraph 5.3.2.2,Table 5.1). Electrodes used to join high strength steels (which are particularly sus-ceptible to hydrogen cracking) must be carefully cared for,and their exposure to the atmosphere strictly limited.2Some electrodes are supplied in cardboard containers. This is not commonly done for structural fabrication, although the practice can be acceptable if specific and appropriate guidelines are followed. The electrodes must be preconditioned before welding. Typically,this means baking them at temperatures in the 700 to 900°F range to reduce moisture. In all cases,the electrode manufactur-er’s guidelines should be followed to ensure a baking procedure that effectively reduces moisture without dam-age to the covering. Electrodes removed from damaged hermetically sealed cans should be similarly baked at high temperature. The manufacturer’s guidelines should be consulted and followed to ensure that the electrodes are properly conditioned. Lincoln Electric’s recommen-dations are outlined in Literature # C2.300.Redrying low hydrogen electrodes— When containers are punctured or opened so that the electrode is exposed to the air,or when containers are stored under unusually wet conditions,low hydrogen electrodes pick up mois-ture. The moisture,depending upon the amount absorbed,impairs weld quality in the following ways:1.If the base metal has high hardenability,even a small amount of moisture can contribute to underbead cracking.2.A small amount of moisture may cause internal poros-ity. Detection of this porosity requires X-ray inspec-tion or destructive testing.3.A high amount of moisture causes visible external porosity in addition to internal porosity. Proper redry-ing restores the ability to deposit quality welds. The proper redrying temperature depends upon the type of electrode and its condition (D1.1-96,paragraph 5.3.2.4,Table 5.1).2.2FCA WFlux cored arc welding (FCAW) uses an arc between a continuous filler metal electrode and the weld pool. The electrode is always tubular. Inside the metal sheath is a combination of materials that may include metallic pow-der and flux. FCAW may be applied automatically or semiautomatically.The flux cored arc welding process has become the most popular semiautomatic process for structural steel fabri-cation and erection. Production welds that are short,that change direction,that are difficult to access,that must be done out-of-position (e.g.,vertical or overhead),or that are part of a short production run,generally will be made with semiautomatic FCAW.The flux cored arc welding process offers two distinct advantages over shielded metal arc welding. First,the electrode is continuous. This eliminates the built-in starts and stops that are inevitable with shielded metal arc welding. Not only does this have an economic advantage because the operating factor is raised,but the number of arc starts and stops,a potential source of weld disconti-nuities,is reduced.Another major advantage is that increased amperages can be used with flux cored arc welding,with a corre-sponding increase in deposition rate and productivity.With the continuous flux cored electrodes,the tubular electrode is passed through a contact tip,where electrical energy is transferred to the electrode. The short distance from the contact tip to the end of the electrode,known as electrode extension or “stickout,”limits the build up of heat due to electrical resistance. This electrode extension distance is typically 3/4 in. to 1 in. for flux cored elec-trodes,although it may be as high as two or three inches.Within the category of flux cored arc welding,there are two specific subsets:self shielded flux core (FCAW-ss) and gas shielded flux core (FCAW-g). Self shielded flux cored electrodes require no external shielding gas. The entire shielding system results from the flux ingredients contained within the core of the tubular electrode. The gas shielded versions of flux cored electrodes utilize an externally supplied shielding gas. In many cases,CO2is used,although other gas mixtures may be used,e.g., argon/CO2mixtures. Both types of flux cored arc weld-ing are capable of delivering weld deposits that meet the quality and mechanical property requirements for most structure applications. In general,the fabricator will uti-lize the process that offers the greatest advantages for the particular environment. Self shielded flux cored elec-trodes are better for field welding situations. Since no3externally supplied shielding gas is required,the process may be used in high winds without adversely affecting the quality of the deposit. With any of the gas shielded processes,wind shields must be erected to preclude inter-ference with the gas shield in windy weather. Many fab-ricators have found self shielded flux core offers advantages for shop welding as well,since it permits the use of better ventilation.Individual gas shielded flux cored electrodes tend to be more versatile than self shielded flux cored electrodes, and in general,provide better arc action. Operator appeal is usually higher. While the gas shield must be protected from winds and drafts,this is not particularly difficult in shop fabrication situations. Weld appearance and quality are very good. Higher strength gas shielded FCAW elec-trodes are available,while current technology limits self shielded FCAW deposits to 90 ksi tensile strength or less. Filler metals for flux cored arc welding are specified in AWS A5.20 and A5.29. A5.20 covers mild steel elec-trodes,while A5.29 addresses low alloy materials. Positive polarity is always used for FCAW-g,although the self shielded electrodes may be used on either polar-ity,depending on their classification. Under A5.29 for alloy electrodes,a suffix letter followed by a number appears at the end. Common designations include “Ni1”indicating a nominal nickel content in the deposited metal of 1%. The letter “M”could appear at the end of the electrode classification. If this is done,the electrode has been designed for operation with mixed shielding gas,that is an argon-CO2blend that consists of 75 - 80% argon. Other suffix designators may be used that indicate increased notch toughness capabilities,and/or diffusible hydrogen limits.Table 2.1describes various FCAW electrodes listed in AWS A5.20 and A5.29. Some of the electrodes have minimum specified notch toughness values although oth-ers do not. Some are gas shielded,while others are self shielded. Some are restricted to single pass applications, and others have restrictions on the thickness for their application. The electrical polarity used for the various electrodes is also shown. For critical applications in buildings that are designed to resist seismic loading as determined by the Engineer of Record,only electrodes that are listed in Table 2.1 as having the required mini-mum specified notch toughness levels should be used.The corresponding Lincoln Electric products are also shown.Shielding gases for FCA W-g— Most of the gas shield-ed flux cored electrodes utilize carbon dioxide for the shielding media. However,electrodes may also be shielded with an argon-CO2mixture. All gases should be of welding grade with a dew point of -40°F or less. The carbon dioxide content is typically 10% to 25%,with the balance composed of argon. This is done to enhance welding characteristics. In order to utilize the argon based shielding gases,arc voltages are typically reduced by two volts from the level used with carbon dioxide shielding.The selection of shielding gas may affect mechanical properties,including yield and tensile strength,elonga-tion,and notch toughness. This is largely due to the dif-ference in alloy recovery—that is,the amount of alloy transferred from the filler material to the weld deposit.Carbon dioxide is a reactive gas that may cause some of the alloys contained in the electrode (Mn,Si and others) to be oxidized,so that less alloy ends up in the deposit.When a portion of this active carbon dioxide is replaced with an inert gas such as argon,recovery typically increases,resulting in more alloy in the weld deposit.Generally,this will result in higher yield and tensile strengths,accompanied by a reduction in elongation.The notch toughness of the weld deposit may go up or down,depending on the particular alloy whose recovery is increased.Storing FCAW electrodes — In general,FCAW elec-trodes will produce weld deposits which achieve hydrogen levels below 16 ml per 100 grams of deposit-ed metal. These electrodes,like other products which produce deposits low in hydrogen,must be protected from exposure to the atmosphere in order to maintain hydrogen levels as low as possible,prevent rusting of the product and prevent porosity during welding. The recommended storage conditions are such that they maintain the condition of 90 grains of moisture per pound of dry air. Accordingly,the following storage conditions are recommended for FCAW electrodes in their original,unopened boxes and plastic bags.45Table 2.1 FCAW Electrode ClassificationFor best results,electrodes should be consumed as soon as practicable. However,they may be stored up to three years from the date of manufacture. The Lincoln distrib-utor or sales representative should be consulted if there is a question as to when the electrodes were made.Once the electrode packaging is opened,Innershield and Outershield electrodes can be subject to contamination from atmospheric moisture. Care has been taken in the design of these products to select core ingredients that are essentially resistant to moisture pick-up; however, condensation of the moisture from the atmosphere onto the surface of the electrode can be sufficient to degrade the product.The following minimum precautions should be taken to safeguard product after opening the original package. Electrode should be used within approximately 1 week after opening the original package. Opened electrode should not be exposed to damp,moist conditions or extremes in temperature and/or humidity where surface condensation can occur. Electrodes mounted on wire feeders should be protected against condensation. It is recommended that electrode removed from its original packaging be placed in poly bags (4 mil minimum thick-ness) when not in use.In the case of FCAW-s,excessively damp electrodes can result in higher levels of spatter,poorer slag cover and porosity. FCAW-g electrodes will display high moisture levels in the form of gas tracks,higher spatter and poros-ity. Any rusty electrode should be discarded.Products used for applications requiring more restrictive hydrogen control — The AWS specification for flux cored electrodes,ANSI/AWS A5.20,states that “Flux cored arc welding is generally considered to be a low hydrogen welding process.”To further clarify the issue,this specification makes available optional supple-mental designators for maximum diffusible hydrogen levels of 4,8 and 16 ml per 100 grams of deposited weld metal.Some Innershield and Outershield products have been designed and manufactured to produce weld deposits meeting more stringent diffusible hydrogen require-ments. These electrodes,usually distinguished by an “H”added to the product name,will remain relatively dry under recommended storage conditions in their original, unopened package or container.For critical applications in which the weld metal hydro-gen must be controlled (usually H8 or lower),or where shipping and storage conditions are not controlled or known,only hermetically sealed packaging is recom-mended. Innershield and Outershield electrodes are available in hermetically sealed packages on a special order basis.Once the package has been opened,the electrode should not be exposed to conditions exceeding 80% relative humidity for a period greater than 16 hours,or any less humid condition for more than 24 hours. Conditions that exceed 80% RH will decrease the maximum 16 hour exposure period.After exposure,hydrogen levels can be reduced by con-ditioning the electrode. Electrodes may be conditioned at a temperature of 230ºF ± 25ºF for a period of 6 to 12 hours,cooled and then stored in sealed poly bags (4 mil minimum thickness) or equivalent. Electrodes on plastic spools should not be heated at temperatures in excess of 150ºF. Rusty electrodes should be discarded.2.3SA WSubmerged arc welding (SAW) differs from other arc welding processes in that a layer of fusible granular material called flux is used for shielding the arc and the molten metal. The arc is struck between the workpiece and a bare wire electrode,the tip of which is submerged in the flux. Since the arc is completely covered by the flux,it is not visible and the weld is made without the flash,spatter,and sparks that characterize the open-arc processes. The nature of the flux is such that very little smoke or visible fumes are released to the air. Typically,the process is fully mechanized,although semi-automatic operation is often utilized. The electrode is fed mechanically to the welding gun,head,or heads. In semi-automatic welding,the welder moves the gun,usually equipped with a flux-feeding device,along the joint.Maximum % Ambient Temperature Relative Humidity Degrees F Degrees C60 - 7016 - 218070 - 8021 - 276080 - 9027 - 324590 - 10032 - 38306。
钢结构加工焊接工艺与图解(12页)

图书目录
图书目录
第1章概述 1. 建筑钢结构加工流程 2. 钢结构加工前准备 3. 构件加工前材料复验 4. 钢结构产品加工设备简介 第2章焊接工艺评定及焊接工艺规程 1. 建筑钢结构焊接工艺评定的定义及其特点 2. 建筑钢结构焊接工艺评定的具体实施 第3章建筑钢结构焊接通用及特殊技术 3.1通用焊接工艺
3.2特殊焊接技术
推荐
推荐
《钢结构加工焊接工艺与图解》主要介绍建筑钢结构产品加工工艺过程,通过图文并茂的形式,简明介绍加 工过程中的各种工艺技术和过程控制方法。总共分为10章内容。
《钢结构加工焊接工艺与形式,让读者 能够比较容易地掌握钢结构加工工艺知识与技术。
钢结构加工焊接工艺与图解
2013年化学工业出版社出版的图书
01 内容简 介
03 推荐
目录
02 图书目 录
04 目录
基本信息
《钢结构加工焊接工艺与图解》是2013年10月1日化学工业出版社出版的图书,作者是张亚军、张昊。
内容简介
内容简介
本书以图文并茂的形式,对钢结构产品加工生产工艺和焊接技术以及较先进的钢结构加工方法、焊接设备进行 了详细的介绍。全书共10章。内容主要包括:钢结构加工概述,加工前准备,图纸深化,钢结构相关材料、焊接材 料的选用与复验,钢结构加工专用设备介绍;焊接工艺评定与焊接工艺方案;建筑钢结构通用焊接技术;钢结构加工 下料切割技术;焊接H钢制作工艺;焊接十字柱制作工艺;箱形构件制作工艺;钢结构产品防腐加工;钢结构栓钉焊 技术;钢结构产品包装等。书中内容反映了目前钢结构加工制造行业的工艺技术水平。本书可作为钢结构加工企业 技术工人和管理人员的岗位培训教材,也可作为建筑钢结构工程的施工单位技术管理、质量监理人员,钢结构专业 本科、大中专学生的参考书。
焊接图书推荐

版次
3版 3版 3版 3版 2版 2版 2版 1版 1版 1版 1版 1版 1版 1版 1版 1版 1版 1版 1版 1版 1版 1版 1版 1版 1版 1版 1版
作者
焊接学会 焊接学会 焊接学会 焊接学会 陈祝年 陈祝年等 张启运、庄鸿寿等 熊腊森 于启、史春元 于启、丁成钢、史春元 于启、丁成钢、史春元 于启、史春元 吴成材等 付荣柏 许小平、周飞 、卢本 武传松 唐景富 周万盛、姚君山 蒋力培、薛龙、邹勇 许祖泽 陈裕川 上海汽轮机厂等 周飞 、卢本 卢本 张建勋 蒋力培、薛龙、邹勇 唐景富
书名
焊接手册第1卷 焊接手册第2卷 焊接手册第3卷 焊接词典 焊接工程师手册 焊工手册:埋弧焊、气体保护焊、电渣焊、等离子弧焊 钎焊手册 粘接手册 耐热金属的焊接 不锈钢的焊接 低温用钢的焊接 异种金属的焊接 建筑钢结构焊接技术 起重机钢结构焊接制造技术 船舶钢结构焊接技术 焊接热过程与熔池形态 焊接操作技能 铝及铝合金的焊接 焊接自动化实用技术 新型微合金钢的焊接 焊接工艺设计与实例分析 电站设备大型转子焊接制造技术 焊接操作要点230条 金属焊接技术禁忌 现代焊接生产与管理 焊接自动化实用技术 堆焊技术及实例
焊接图书推荐
书号
22263 22264 22265 24449 28168 19846 24169 24191 26123 28133 28331 19063 25670 28665 21962 26913 18276 30072 14212 27985 26462 28685 23237 17555 30072 29688
定价
110 116 148 58 188 88 95 70 56 56 37 22 59 28 33 36.8 42 45 38 89 30 29 20 28 45 32
焊接材料工艺及设备手册说明书

书籍信息版 次:1页 数:1098字 数:1754000印刷时间:2004年03月01日开 本:纸 张:胶版纸包 装:平装是否套装:否国际标准书号ISBN:9787502531973内容简介本手册从实用性角度对焊接材料、焊接工艺和焊接设备的技术现状作了系统的阐述,为生产厂家选择和正确使用焊接与焊接设备提供了依据。
全手册共分为三篇:第一篇介绍当前广泛使用的各种焊接材料(如焊条、焊丝、焊剂、保护气体以及钎焊材料等)的分类、性能特点和应用范围,重点突出各类焊接材料的选用方法;第二篇介绍各种材料(钢铁材料、有色金属、异种材料、陶瓷等)常用的焊接接方法及工艺,给出了具体的工艺参数和技术数据,提出了焊接工艺的要点,可以指导焊接生产;第三篇介绍焊接、切割以及焊接检验设备,包括手工电弧焊、气体保护焊、等离子弧焊、压力焊、电子束焊、激光焊及切割设备等。
本手册的内容是科研和生产一线的焊接工作者需要掌握和经常查阅的资料,反映了当前焊接材料与焊接设备的生产和使用现状,具有新颖性、先进性和实用性。
本手册主要供从事设计、制造的工程技术人员、焊接技术工人及焊接材料和设备的管理人员使用,也可供企业、大专院校、科研单位的有关教学和科研人员参考。
目 录第一篇 焊接材料第一章 焊接材料概述1.1 焊接材料的作用1.2 焊接熔渣1.3 焊接材料对焊缝成分与性能的影响第二章 焊接材料的发展现状2.1 世界各国焊接材料的发展2.2 我国焊接材料的发展现状2.3 我国焊接材料发展前景第三章 电焊条3.1 电焊条的分类3.2 电焊地条的组成3.3 电焊条的型号和牌号3.4 焊条药皮配方设计3.5 电焊条的选用3.6 电焊条检验技术第四章 焊丝4.1 焊丝的分类4.2 焊丝的型号和牌号4.3 焊丝的成分、性能和用途4.4 焊丝的选用4.5 国外焊丝的性能、成分和用途第五章 焊剂5.1 焊剂的分类5.2 焊剂的牌号和型号5.3 国产焊剂的组成、性能及应用特点5.4 焊剂的选用……第六章 焊接用气体第七章 钎剂与钎料第八章 焊接材料的使用及保管第九章 各国焊接材料型号及牌号对照参考文献第二篇 焊接工艺第一章 概述第二章 金属材料及焊接特点第三章 碳钢的焊接第四章 低合金强度用钢的焊接第五章 低合金特殊用钢的焊接第六章 铸铁焊接第七章 不锈钢的焊接第八章 铝及铝合金的焊接第九章 铜及铜合金、钛及钛合金、镁及镁合金的焊接 第十章 异种材料的焊接第十一章 硬质合金和陶瓷的焊接第十二章 各国常用焊接结构用钢钢号对照参考文献第三篇 焊接设备第一章 焊接设备概述第二章 手工电弧焊设备第三章 埋弧焊机第四章 非熔化极气体保护焊设备第五章 熔化极氩弧焊设备第六章 二气化碳气体保护焊设备第七章 等离子弧焊设备第八章 电阻焊设备第九章 其他焊接设备第十章 切割设备与工艺第十一章 无损检测设备参考文献版权信息本站所提供下载的PDF图书仅提供预览和简介,请支持正版图书。
常用钢铁图书书目

1.《最新钢铁洁净生产新技术新工艺及国家强制性标准条文指导手册》[册数规格]:全四卷+1CD 16开精装,北方工业出版社2007年10月出版[市场价]:¥998元,〔网上优惠价]:¥499元2.《最新炼钢新工艺与核心技术操作要点及现场作业全程控制制度实施手册》罗爱国. 中国工业科技出版社,2007年5月,册数:16开3. 钢中非金属夹杂物《鞍山:鞍钢科技情报研究所》作者:Roland Kiessling和Nils Lange,鞍钢钢铁研究所,中国科学院金属研究所合译4. 《转炉炼钢新工艺、新技术与质量控制实用手册》当代中国音像出版社,2005规格:16开,册数:全四册+电子版光盘5. 最新钢与钢合金牌号参数标准应用手册出版时间:2008年,主编:本书编委会,规格:16开,册数:全5册6.《2007钢铁金相图谱实用大全(修订版)》,本书编委会,2007年5月,册数:16开,精装四册,1张CD-ROM7. 最新钢铁企业GB/T19001-2000、GB/T24001-2004、GB/T图书作者:本书编委会出版,日期:2007年7月册数:16开,精装四册8.《2008钢铁金相图谱》本书编委会,出版日期:2008年,册数:全四卷+1CD9.《炼钢新工艺与设备安装操作及故障检测维修技术标准实务全书》罗爱国出版社:中国工业科技出版社,出版日期:2008年,册数:16开,精装四册10. 《特殊钢国内外主要技术要求与标准速查手册》出版时间:2007年3月出版:中国冶金出版主编:周洛规格:16开册数:全四册11《钢铁冶炼技术工艺常见疑难问题解答及处理方法》,向亚云,2005年6月,光盘数:一册数:四12金属材料金相热处理图谱与最新检验技术方法标准大全,2009年2月,图书册数:全四卷13《小方坯连铸》主编王浦江14《品种钢连铸坯质量控制技术论文集》15.金属学原理余永宁冶金工业出版社(2000-01出版)16.金属材料学吴承建中国大陆%陈国良中国大陆%强文江中国大陆冶金工业出版社(2000-10出版)17.钢铁材料中的第二相/先进钢铁材料技术丛书雍岐龙冶金工业出版社(2006-07出版)18.金相实验技术/高等学校教学用书冶金工业出版社(2004-01出版)19.实用连铸冶金技术史宸兴冶金工业(2007-06出版)20.低倍检验在连铸生产中的应用和图谱冶金工业出版社(2009-01出版)21.钢材的控制轧制和控制冷却(第2版) 冶金工业出版社(2009-03出版)22.LF精炼技术李晶中国大陆冶金工业出版社(2009-01出版)23.连铸结晶器保护渣应用技术李殿明中国大陆%邵明天中国大陆%杨宪礼中国大陆%等冶金工业出版社(2008-04出版)24.连续铸钢技术丛书连铸结晶器蔡开科等冶金工业出版社2008年10月25.《棒、线材生产新工艺、新技术与产品质量控制实用手册》,安顺达.2006,3,冶金工业出版社第十一篇焊丝生产工艺技术,焊丝概述、CO2气体保护实心焊丝生产技术、气体保护药芯焊丝生产技术、国内焊丝技术发展状况26.英汉冶金工业词典(修订版)(精) 作者:《词典》辑组出版社:冶金工业出版社27.《焊接新技术新工艺实用指导手册》,北方工业出版社,2008,1028《冶金分析前沿(中国金属学会推荐技术和方法-冶金分析丛书(卷一))作者:周巧龙李久进出版社:科学出版社页数:547 出版日期:2004-10-1 版次:开本:大32开,冶金分析是一门多学科交叉的技术科学,它以解决冶金过程及材料研究、生产中的质量控制和性能判据为目标,伴随冶金及材料科学的技术进步,冶金分析所面临的课题己从化学组成的测定,扩展至状态分析、过程响应、统计分布以及与冶金过程控制及材料性能相关的参数的分析。
金属熔化焊基础

绪论 一、金属焊接的本质与熔化焊的分类 二、学习本课程的目的与意义 三、学习本课程的目标要求 四、学习本课程的方法 第一章金属学基础 第一节金属材料的物理性能 一、金属材料的物理性能 二、密度 三、熔点 四、热膨胀性
图书简介
《金属熔化焊基础》是根据中等职业教育课程改革和教材建设规划而编写的焊接专业国家规划教材。全书共 分为六章,针对焊接专业的教学需要,《金属熔化焊基础》在全面介绍了金属学及金属材料热处理知识的基础上, 对金属材料在熔焊过程中成分、组织、性能及冶金化学变化规律、焊接材料、焊接缺陷的产生与防止作了系统的 论述。本教材根据中等职业教育“理论够用为度”的原则,注重内容的实用性、新颖性、实践性、先进性、通俗 性和广泛性。内容编排上每章开头均有本章要点,末尾有实验、思考练习题,便于学生学习和复习。安排上针对 焊接专业的特点与需要选材,重点比较突出。
金属熔化焊基础
叶琦主编书籍
01 内容简介
03 图书简介
目录
02 图书目录 04 目录
《金属熔化焊基础》是2009年1月1日化学工业出版社出版的图书,作者是叶琦。
内容简介
《金属熔化焊基础》主要作为中等职业学校焊接专业的课程教材或职工培训教材,也可作为在职焊接工人和 初级技术人员的参考书。Fra bibliotek图书目录
目录
绪论 一、金属熔化焊的目的与意义 二、金属焊接的本质及熔化焊过程 三、本课程的基本内容 四、学习本课程的目标要求 五、学习本课程的方法 第一章金属学基础 第一节金属材料的力学性能 一、强度 二、塑性 三、硬度
谢谢观看
别说我没告诉你:2014年十大最具影响力的机械工具书

别说我没告诉你:2014年十大最具影响力的机械工具书小微导读:这份由机械工业信息研究院联合各大图书网站整理出的跨年特别推荐榜单,汇集了过去一年中销量及口碑双高的十本精华图书。
快来一起看看,这其中有哪些已经被你奉为经典,又有哪些有资格在2015年继续占领你的案头?第一名:《机械设计实用机构与装置图册》【图书简介】作者:[美] NEIL SCLATER 著;邹平译ISBN:978-7-111-48083-3【主要内容】本图册第5版进行了全面修订,并增加了新内容,包括1600多张经典机械结构和机械装置图例,用简洁的语言进行注解、关键点提示。
本书中的图例和注解都很有趣又充满智慧,可以激发读者的创造力。
此中文翻译版为全本,包括内容有:机构设计基础,运动控制系统,固定和移动式机器人,再生能源生产机构,机械工程的新方向等。
【上榜理由】上版图册上市四年重印11次!总销量突破3万册!网站、地面店单品排名始终名列前位!汇集精妙图释,全景展现机械工程创新!这本独一无二的图册包括了1600多张不同的机构和机械装置图,介绍了典型机械零件的设计和功能,引导式点评,激发机械设计师灵感!机械畅销书(原书第3版)之全面修订、全本!第二名:《现代机械设计师手册上/下册》【图书简介】作者:陈定方主编ISBN:上册978-7-111-44219-6 下册978-7-111-44794-8【主要内容】本手册共13篇,分上下两册出版。
上册共7篇:第1篇机械设计资料;第2篇机构分析与设计;第3篇连接与弹簧;第4篇带传动、链传动和螺旋传动;第5篇齿轮传动;第6篇轴承;第7篇轴系及部件。
下册共6篇:第8篇减速器和无级变速器;第9篇起重运输机械;第10篇液压、气压传动与控制;第11篇机电控制装置及系统;第12篇光机电一体化设计;第13篇现代机械设计方法。
每一篇均有简练的主要内容与特色简介,便于读者了解各篇内容。
【上榜理由】本手册凝聚了来自高等院校、科研院所和企业的100余名专家学者多年来在机械工程实践中产品设计、教学、科研的成果和经验。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
序号书名1焊接手册3-焊接结构(第3版)2焊接手册--材料的焊接(第3版)3焊接手册:第1卷.焊接方法及设备(第3版)4焊接技术能手绝技绝活5常用焊接材料速查手册6焊接工装设计7焊接检验8焊接冶金学——材料焊接性9焊接冶金与焊接性10新型耐热钢焊接11焊接冶金学 (基本原理)12焊接工程师手册(精)13铝及铝合金的焊接14焊接电工15无铅焊接技术16焊接工艺17焊接检验18全面焊接管理19起重机钢结构焊接制造技术(钢结构焊接丛书)20船舶焊接工艺21汽车机器人焊接工程22先进焊接设备与维修23氩弧焊/实用焊接技术丛书24不锈钢焊接及质量控制25船舶材料与焊接26焊接结构制造27现代焊接技术28焊接词典29焊接组织性能与质量控制30焊接设备的工作原理与维修31钢制压力容器焊接工艺(第2版)32焊接专业英语(刘松淼)33特种焊接技术问答34焊接结构设计及应用35实用焊接工艺手册36焊接技术与操作技巧37金属焊接材料手册38焊接方法与设备39焊接结构设计及应用40先进焊接方法与技术41焊接自动化技术及其应用——焊接工程师系列教程42建筑钢结构焊接技术--“鸟巢”焊接工程实践43异种难焊材料的焊接及应用/实用焊接技术丛书44金属板材爆炸焊接研究与实践45焊接工艺设计与实例分析46CO2气体保护焊/实用焊接技术丛书47焊接热过程与熔池形态48现代焊接生产手册49火电建设焊接纪事50焊接手册(第2卷)(精)51焊接能手绝技绝活精粹52水下湿式焊接与切割53不锈钢焊接冶金学及其焊接性54焊接工程缺欠分析与对策(第2版)55压水堆核电站核岛主设备材料和焊接56管道焊接技术57焊工手册:手工焊接与切割(第三版)58电站设备大型转子焊接制造技术59焊接先进技术60现代激光焊接技术61金属材料焊接基础62焊接实训(2VCD)63焊接(第2版)64钢轨焊接工65焊接变形的控制与矫正66焊接操作技能67焊接技能问答68不锈钢焊接冶金69焊接技术手册70特种焊接技术71焊接技术手册(下)72焊接技术手册(上)73高强钢的焊接74焊接方法与设备75耐热金属的焊接76不锈钢的焊接77钢铁焊接材料78焊接结构原理79智能化焊接机器人技术80特种金属焊接(全实景2VCD)81新编焊接工艺500问82焊接工艺(伍广)(二版)83钢结构焊接制造(二版)84“鸟巢”焊接攻关纪实85焊接工程师手册(精)86过程设备焊接结构87电力焊接技术管理88焊接与切割操作技能89焊接工实用手册90焊接技术手册91焊接手册(第1卷)(精)92焊接技师技术问答93焊接材料手册(精)94实用焊接技术手册95焊接修复技术(第二版)96低合金结构钢焊接技术97实用长输管道焊接技术98焊接结构检测技术99金属焊接件加工100焊接方法101焊接实训102特种焊接技术103焊接实训104焊接生产基础105焊接工艺106焊接电工(第2版)107焊接结构生产(第2版)108焊接检验(第2版)109焊条电弧焊实训(第2版)110焊接技能强化训练(第2版)111焊接设备使用与维护112焊接工装夹具设计及应用113焊接缺陷分析与对策114焊接材料及接头组织性能115特种焊接技术及应用(第三版)116焊接结构生产117焊接材料、工艺及设备手册(第二版)118焊接生产与工程管理119焊接修复技术120焊接与切割操作技能121焊接组织性能与质量控制122气体保护焊工艺及应用123切割技术及应用124焊接材料的选用125异种难焊材料的焊接及应用126特种焊接技术及应用127低合金钢焊接及工程应用128特殊及难焊材料的焊接129焊接材料、工艺及设备手册130焊接质量管理与控制读本131焊接生产管理132过程设备焊接结构133现代电弧焊接方法及设备134建筑钢结构工程焊接技术及实例135金属焊接性基础136实用焊接工艺手册137现代焊接技术(原著第六版)138焊接生产技术问答139英汉汉英焊接技术词汇140焊接结构检测技术141焊接结构冷作与焊接技术入门142钢结构焊接制造(第二版)143常用焊接材料手册(焊工,初、中级技术人员用)144钢结构焊接技术培训教程145焊接技术能手绝技绝活146焊接原理及应用147焊接结构生产与实例148金属焊接材料手册149建筑钢结构焊接技术——“鸟巢”焊接工程实践150大型电站锅炉耐热材料与焊接151油气储运工程焊接与施工152有色金属焊接及应用153金属材料焊接基础154中国材料工程大典(第23卷)材料焊接工程(下)155中国材料工程大典(第22卷)材料焊接工程(上)156管道焊接技术157焊接制造与维修问答158气体保护焊工艺及应用159焊接技能问答160不锈钢焊接冶金161表面堆焊与热喷涂技术162焊接成形技术163焊接材料、工艺及设备手册164低合金调质高强度钢焊接及工程应用165现代电弧焊接方法及设备166焊接结构分析与制造167特种设备焊接技术168焊接手册(3)(第2版)--焊接结构169实用焊接技术--焊接方法工艺、质量控制、技能技巧与考证竞赛170锅炉压力容器焊接技术培训教材171焊接结构制造技术与装备172焊接力学与结构完整性原理173金属与焊接材料实用手册174大型电站锅炉耐热材料与焊接175钢结构焊接技术培训教程176焊接与切割操作技术(第2版)177焊接工程师专业技能入门与精通178螺柱焊焊接技术及其应用179铝合金车体焊接工艺180焊接材料手册 国外产品卷181焊接残余应力的产生与消除182焊接生产和工程管理(刘翠荣)183焊接质量管理与控制读本184焊接材料、工艺及设备手册(二版)185激光焊接与切割质量控制186焊接结构制造工艺及实施187焊条电弧焊焊接技术188焊接工装夹具设计及应用189焊接材料及接头组织性能190现代焊接生产实用手册(精装)191焊接工艺理论与技术.第2版192钢筋焊接网混凝土结构实用技术指南193焊接变形和残余应力的数值计算方法与程序(带光盘)194金属焊接与切割作业人员安全技术195管道焊接过程智能控制技术及其应用196建筑钢结构工程焊接技术及实例197现代电弧焊接方法及设备(吴志生)198熔焊基础与金属材料焊接199特种焊接技术及应用(三版)200中国机械工业标准汇编.焊接与切割卷201爆炸焊接和爆炸复合材料的原理与应用202结构钢的焊接:低合金钢的性能及冶金学203工程建设焊接消耗量计算手册204船舶焊接工艺/船舶职工培训丛书(船舶职工培训丛书) 205金属焊接技术问答(石油化工设备技术问答丛书)206现代电子装联波峰焊接技术基础207焊接材料手册 国内产品及中外标准卷208焊接材料选用手册209不锈钢焊接210焊接技术(DVD)211钢桥结构焊接接头埋弧自动焊施焊工艺212中国机械工业标准汇编(焊接与切割卷下第2版)全国统一安装工程基础定额(第1册焊接GJD201-2006)213214机械制造加工工艺标准汇编(焊接与切割卷中)215生命之光——记国际著名焊接专家、中国工程院院士关桥216焊接材料手册217钢结构焊接制造218焊接技术与高招219焊接技术手册220焊接工工艺学221复合材料的焊接——实用焊接技术丛书222新型微合金钢的焊接223铸铁焊接冶金与工艺224计算机辅助焊接技术225水下焊接修复技术226工程焊接实用手册227焊接结构设计与制造228焊接质量控制与检验229实用焊接器材手册230激光焊接金刚石工具231实用工程材料焊接手册232有色金属焊接及应用233特种工程材料焊接234球形储罐焊接工程技术235工程材料焊接技术问答236焊接工艺简明手册237焊接机器人及其应用/先进焊接制造技术丛书238焊接结构现代无损检测技术——先进焊接制造技术丛书239金属焊接与切割作业人员安全技术240焊接残余应力的产生与消除241简明焊接材料选用手册(第2版)242低合金钢焊接及工程应用243焊接材料工艺及设备手册244金属与焊接分册/大型火电机组检修实用技术丛书245智能化焊接技术(精)/先进制造技术丛书246建筑安装工程焊接实用手册247械制造加工工艺标准汇编(焊接与切割卷上)248射线检测焊接缺陷的提取和自动识别249中国焊接设备制造业 厂商名录250表面堆焊与热喷涂技术/实用焊接技术丛书251焊接工艺人员手册252先进材料的连接/先进焊接制造技术丛书253铝合金焊接培训教程254焊接材料手册及工程应用案例255机械工程标准手册(焊接与切割卷)(精)256机电产品供应目录(焊接装备及材料)257最新手工电弧焊技术培训258埋弧焊工艺与操作技巧259焊工手册(第2版):埋弧焊·气体保护焊·电渣焊·等离子弧焊260焊工取证上岗培训教材(第二版)261先进连接方法:机械工业出版社高水平著作出版基金资助项目262焊工鉴定考核试题库(初级工、中级工适用)263电焊工技能鉴定考核试题库264焊接方法265焊接实训266特种焊接技术267焊接实训268焊接生产基础269焊接工艺270焊接电工(第2版)271焊接结构生产(第2版)272焊接检验(第2版)273焊条电弧焊实训(第2版)274焊接技能强化训练(第2版)275《青少年心理压力管理手册》276《音乐治疗学基础理论》277《重塑心灵》278《防止青少年自我伤害》279《我该如何停下来—认识和理解冲动控制障碍》280《谁在我家—海灵格家庭系统排列》281《心理学小品1:爱与不爱之间》282《心理学小品2:快乐的人愈快乐》283《心理学小品3:真相不止一个》284《男孩的脑子想什么》285《另类天才》286《夫妻家庭治疗案例研究》287《成长中的家庭—家庭治疗师眼中的个人、家庭与社会》288《艺术治疗实践方案》289《音乐治疗—理论与实践》290《作为治疗师的艺术家—艺术治疗的理论与应用》291《成为有影响力的治疗师》292心理健康教育案例集焊接图书作者出版社中国机械工程学会焊接学会机械工业出版社中国机械工程学会焊接学会机械工业出版社中国机械工程学会焊接学会机械工业出版社湖北省职工焊接技术协会化学工业出版社陈永机械工业出版社陈焕明航空工业出版社赵熹华机械工业出版社李亚江机械工业出版社刘会杰机械工业出版社杨富中国电力出版社张文钺机械工业出版社陈祝年机械工业出版社周万盛,姚君山机械工业出版社邓开豪化学工业出版社(日)菅沼克昭科学出版社高卫明北京航空航天大学出版社张麦秋化学工业出版社(美)巴克霍夫机械工业出版社付荣柏机械工业出版社王鸿斌人民交通出版社卢本,卢立楷机械工业出版社魏继昆,谭蓉机械工业出版社焦万才,张文明,刘兆甲辽宁科学技术出版社刘政军化学工业出版社曾平哈尔滨工程大学出版社孙爱芳,吴金杰北京理工大学出版社(美)卡里,(美)黑尔策化学工业出版社中国机械工程学会焊接分会机械工业出版社李亚江化学工业出版社谢海兰广东科技出版社陈裕川机械工业出版社刘松淼化学工业出版社刘胜新机械工业出版社张彦华化学工业出版社王洪光化学工业出版社金凤柱,王振家国防工业出版社吴树雄 尹士科化学工业出版社邱葭菲化学工业出版社张彦华化学工业出版社诺里斯(John Norrish)机械工业出版社胡绳荪机械工业出版社戴为志 刘景凤化学工业出版社李亚江,王娟,刘鹏化学工业出版社王耀华国防工业出版社陈裕川机械工业出版社梁文广,杨颖镇,赵振海辽宁科学技术出版社武传松机械工业出版社上海市焊接协会上海科技国电焊接信息网中国电力出版社中国机械工程学会焊接学会机械工业出版社湖北省职工焊接技术协会化学工业出版社(英国)焊接研究所//(乌克兰)巴顿电焊研究所石油工业出版社(美)利波尔德,(美)科特基机械工业出版社陈伯蠡机械工业出版社上海发电设备成套设计研究院上海科学技术文献出版社顾纪清,阳代军化学工业出版社中国机械工程学会焊接学会机械工业出版社上海汽轮机厂 清华大学 哈尔滨焊接研究所机械工业出版社上海市焊接协会上海科学技术文献出版社陈彦宾科学出版社孟庆森,王文先,吴志生化学工业出版社机械工业出版社机械工业出版社凌星中中国石化出版社铁道部人才服务中心中国铁道出版社付荣柏机械工业出版社唐景富机械工业出版社蔡丽朋化学工业出版社蔡丽朋化学工业出版社史耀武福建科学技术出版社曹朝霞机械工业出版社史耀武化学工业出版社史耀武化学工业出版社李亚江冶金工业出版社杨坤玉中南大学出版社于启湛,史春元机械工业出版社于启湛,丁成钢,史春元机械工业出版社《袖珍世界钢号手册》编写组机械工业出版社张彦华北京航空航天大学出版社陈善本机械工业出版社机械工业出版社机械工业出版社杜国华机械工业出版社伍广化学工业出版社王国凡化学工业出版社戴为志化学工业出版社陈祝年机械工业出版社唐委校化学工业出版社张佩良,张信林中国电力出版社李亚江,王娟,刘鹏化学工业出版社王晓澜江西科学技术出版社王文翰河南科学技术出版社宋天虎机械工业出版社李淑华、王申国防工业出版社尹士科中国标准出版社李亚江河北科学技术出版社李亚江 张永喜化学工业出版社陈裕川机械工业出版社李颂宏化学工业出版社李以善,刘德镇化学工业出版社刘俊清中国建筑工业出版社邱葭菲机械工业出版社张依莉机械工业出版社曹朝霞机械工业出版社许志安机械工业出版社英若采机械工业出版社陈云祥机械工业出版社王建勋 任廷春机械工业出版社王云鹏机械工业出版社李荣雪机械工业出版社邓洪军机械工业出版社许志安机械工业出版社张毅化学工业出版社王纯祥化学工业出版社李亚江 化学工业出版社尹士科化学工业出版社焊接修复技术化学工业出版社马世辉化学工业出版社邹增大化学工业出版社刘翠荣 化学工业出版社李亚江 化学工业出版社李亚江 化学工业出版社李亚江 化学工业出版社李亚江 化学工业出版社李亚江 化学工业出版社李亚江 化学工业出版社李亚江 化学工业出版社李亚江 化学工业出版社李亚江 化学工业出版社李亚江 化学工业出版社邹增大化学工业出版社张应立化学工业出版社罗英极 化学工业出版社唐委校 化学工业出版社吴志生化学工业出版社戴为志化学工业出版社孟庆森 化学工业出版社王洪光 化学工业出版社[美]霍华德化学工业出版社周岐化学工业出版社史耀武化学工业出版社李以善化学工业出版社孙景荣 化学工业出版社王国凡化学工业出版社徐越兰 化学工业出版社戴为志化学工业出版社湖北省职工焊接技术协会化学工业出版社李亚江 化学工业出版社赵岩化学工业出版社吴树雄 化学工业出版社戴为志化学工业出版社张磊化学工业出版社王树立化学工业出版社李亚江 化学工业出版社孟庆森 化学工业出版社史耀武化学工业出版社史耀武化学工业出版社顾纪清化学工业出版社[美]弗兰克化学工业出版社李亚江化学工业出版社[美]威廉 化学工业出版社[德]埃里希·福克哈德化学工业出版社王娟 化学工业出版社雷玉成化学工业出版社邹增大化学工业出版社邹增大化学工业出版社吴志生化学工业出版社陆亚珍中国水利水电出版社上海市特种设备监督检验技术研究院机械工业出版社中国机械工程学会焊接学会机械工业出版社邱葭菲,蔡郴英湖南科技出版社杨松机械工业出版社宗培言机械工业出版社张彦华北京航空航天大学四川科学技术四川科学技术张磊,夏洪亮化学工业出版社戴为志 高良化学工业出版社李亚江 王娟化学工业出版社吴金杰机械工业出版社张义机械工业出版社王炎金机械工业出版社尹士科中国标准出版社宋天民中国石化出版社刘翠荣,王成文化学工业出版社张应立化学工业出版社邹增大化学工业出版社陈武柱机械工业出版社朱小兵,张祥生机械工业出版社李正端机械工业出版社王纯祥化学工业出版社尹士科化学工业出版社陈裕川机械工业出版社韩国明机械工业出版社林振伦//张云中国建筑工业出版社(日)上田幸雄四川大学出版社上海市安全生产科学研究所上海科学技术出版社刘立君,李冬青北京大学出版社戴为志 (编者), 高良 (编者)化学工业出版社吴志生,杨立军,李志勇化学工业出版社郝建军 (编者), 马璐萍北京理工大学出版社李亚江,王娟化学工业出版社全国焊接标准化技术委员会中国标准出版社郑远谋中南大学出版社(日)上田修三冶金工业出版社蒋玉翠中国建筑工业出版社吴润辉 王永兴 张波哈尔滨工程大学出版社雷毅中国石化出版社樊融融电子工业出版社尹士科中国标准出版社余燕,吴祖乾上海科学技术文献出版社张其枢,堵耀庭机械工业出版社中国劳动社会保障出版社中国劳动社会保障出版社张国华,曹景中国建筑工业出版社中国标准出版社中国标准出版社建设部标准定额研究所中国计划出版社中国标准出版社第三编辑室中国标准出版社姚远,刘凡君航空工业出版社薛松柏机械工业出版社王国凡化学工业出版社沈惠塘机械工业出版社钱在中/高慧玲山西科技出版社芮树祥,忻鼎乾哈尔滨工程大学出版社蔡丽朋化学工业出版社许祖泽机械工业出版社周振丰机械工业出版社陈丙森机械工业出版社尼克松石油工业出版社强健中国计划出版社史光远黄河水利出版社李亚江化学工业出版社顾纪清上海科学技术出版社唐霞辉华中科技大学出版社杜国华机械工业出版社李亚江 王娟 刘强化学工业出版社顾钰熹辽宁科学技术出版社王嘉麟机械工业出版社王宗杰机械工业出版社徐峰上海科学技术出版社林尚扬机械工业出版社李生田,刘志远机械工业出版社闫成新中国石化出版社宋天民中国石化出版社张子荣,时炜机械工业出版社李亚江 王娟 刘鹏化学工业出版社邹增大化学工业出版社郭延秋中国电力出版社吴林国防工业出版社程训义中国建筑工业出版社中国标准出版社第三编辑室中国标准出版社张晓光,高顶国防工业出版社中国电器工业协会焊机分会机械工业出版社张宪化学工业出版社俞尚知上海科技教育出版社任家烈机械工业出版社王炎金 王亚彬中国劳动社会保障出版社王成文山西科技出版社汪恺中国标准出版社机械工业信息研究院机械工业出版社大庆油田焊接研究与培训中心机械工业出版社<焊接工艺与操作技巧丛书>编委会辽宁科学技术出版社中国机械工程学会焊接分会机械工业出版社中国焊接协会培训工作委员会机械工业出版社李志远机械工业出版社刘云龙机械工业出版社何秋月机械工业出版社邱葭菲机械工业出版社张依莉机械工业出版社曹朝霞机械工业出版社许志安机械工业出版社英若采机械工业出版社陈云祥机械工业出版社王建勋 任廷春机械工业出版社王云鹏机械工业出版社李荣雪机械工业出版社邓洪军机械工业出版社许志安机械工业出版社布赖恩L.西沃德 琳达K.巴特丽特世界图书出版公司高天世界图书出版公司李中莹世界图书出版公司Claudine Fox,Keith Hawton世界图书出版公司Jone E.Grant,S.W.Kim世界图书出版公司伯特•海灵格世界图书出版公司马家辉世界图书出版公司马家辉世界图书出版公司马家辉世界图书出版公司迈克尔•古里安 凯西•史蒂文斯世界图书出版公司达罗德•A•崔佛特世界图书出版公司弗兰克M.达提里欧世界图书出版公司贝蒂•卡特 莫妮卡•麦戈德里克世界图书出版公司苏珊•布查尔特世界图书出版公司梅塞德斯•帕夫利切维奇世界图书出版公司阿瑟•罗宾斯世界图书出版公司Len Sperry,Jon Carlson,Diane Kjos世界图书出版公司俞国良高等教育出版社定价数量合计148.00101480 116.00101160 110.00101100 49.0010490 29.0010290 28.0010280 18.0010180 28.0010280 24.0010240 26.0010260 25.0010250 125.00101250 42.0010420 20.0010200 18.0010180 18.0010180 9.001090 22.0010220 59.0010590 24.0010240 26.0010260 38.0010380 19.8010198 29.0010290 26.0010260 25.0010250 118.00101180 58.0010580 48.0010480 17.0010170 49.0010490 14.0010140 25.0010250 30.0010300 39.0010390 22.0010220 99.0010990 23.0010230 30.0010300 48.0010480 28.0010280 59.001059040.0010400 89.0010890 22.8010228 33.0010330 58.0010580 30.0010300 86.0010860 29.0010290 32.0010320 50.0010500 55.0010550 98.0010980 48.0010480 59.0010590 48.0010480 120.00101200 30.0010300 38.0010380 98.0010980 80.0010800 72.001072035.001035036.801036839.001039040.0010400 89.0010890 23.0010230 220.00102200 170.00101700 49.0010490 34.0010340 56.0010560 56.0010560 61.0010610 39.0010390 38.0010380 98.0010980 45.0010450 24.5010245 48.0010480 48.0010480 188.00101880 34.0010340 30.0010300 42.0010420 30.001030078.0010780 48.0010480 96.0010960 69.0010690 45.0010450 43.0010430 45.0010450 68.0010680 36.0010360 15.0010150 15.0010150 15.0010150 15.0010150 19.0010190 17.001017024.001024025.0010250 11.0010110 17.0010170 16.0010160 29.0010290 39.0010390 68.0010680 79.0010790 56.0010560 20.0010200 128.00101280 32.0010320 35.0010350 42.0010420 48.0010480 38.0010380 38.0010380 44.0010440 42.0010420 38.0010380 50.0010500 48.0010480 130.00101300 58.0010580 20.0010200 34.0010340 36.0010360 58.0010580 28.0010280 39.001039029.0010290 38.0010380 68.0010680 26.0010260 48.0010480 38.0010380 49.0010490 49.0010490 45.0010450 24.0010240 99.0010990 59.0010590 49.0010490 29.0010290 38.0010380 38.0010380 200.00102000 170.00101700 48.0010480 36.001036038.001038039.001039040.0010400 39.0010390 33.0010330 130.00101300 25.0010250 36.0010360 42.0010420 40.0010400 98.0010980 98.0010980 46.0010460 32.0010320 32.0010320 69.0010690 49.0010490 49.0010490 30.0010300 45.0010450 38.0010380 49.0010490 45.0010450 38.0010380 32.0010320 58.001058048.0010480 30.0010300 56.0010560 39.0010390 79.0010790 108.00101080 43.0010430 36.0010360 80.0010800 35.0010350 50.0010500 58.0010580 36.0010360 34.0010340 56.0010560 110.00101100 180.00101800 37.0010370 69.0010690 48.8010488 48.001048045.001045046.0010460 78.0010780 32.0010320 188.00101880 26.0010260 115.0010115096.0010960170.00101700 58.0010580 58.0010580 39.0010390 42.0010420 96.0010960 35.0010350 28.0010280 38.0010380 28.0010280 36.0010360 30.0010300 70.0010700 29.8010298 37.0010370 42.001042022.8010228 110.00101100 38.0010380 98.0010980 42.0010420 33.0010330 48.0010480 22.0010220 13.0010130 40.0010400 35.0010350 41.0010410 50.0010500 130.00101300 35.0010350 20.0010200 86.0010860 180.00101800 25.0010250 100.00101000 39.0010390 49.0010490 25.0010250 22.0010220 35.0010350 90.0010900 109.00101090 22.0010220 18.0010180 88.0010880 48.0010480 20.0010200 2510250 2010200 15.00575 15.00575 15.00575 15.00575 19.00595 17.0058524.00512025.005125 11.00555 17.00585 16.00580 22.005110 25.00512536.005180 19.80599 25.005125 38.00519018.001018019.0010190 18.0010180 28.005140 25.005125 45.005225 59.005295 25.005125 25.005125 25.005125 355175。