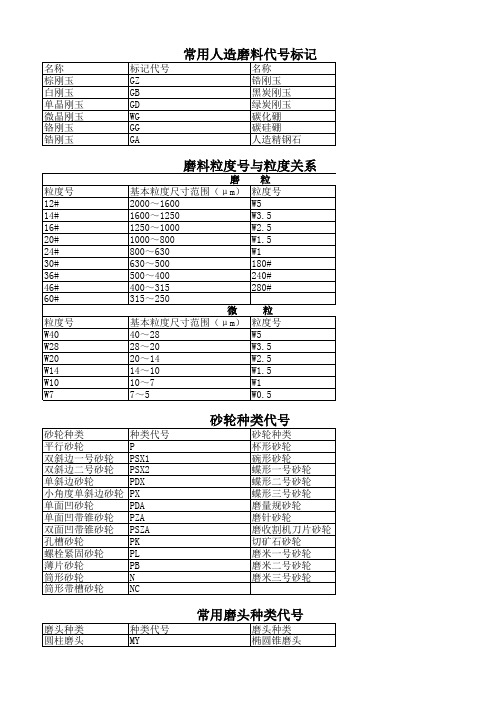
砂轮代号示意
普通磨料的品种及其代号

砂轮代号及其含义:PSA400×100×127A60L5B35
磨料种类:
棕刚玉A:适用于硬度较低的碳素钢、合金钢、可锻铸铁工件的普通磨削,如外圆磨、平面磨、无芯磨,也可用于切断、打磨等场合;
白刚玉WA:适用于硬度较高的合金钢、高速钢、淬火钢工件的普通磨削,也多用于齿轮磨、螺纹磨、成型磨场合;
单晶刚玉SA:适用于高速钢、奥氏体不锈钢、钛合金等高硬度、高强度金属材料的磨削;
铬刚玉PA:用于工具钢、不锈钢、淬火钢的内圆磨、工具磨、仿型磨及高光洁度磨削。
棕、白混合刚玉A W A:适用于硬度中等的碳素钢、合金钢工件的普通磨削。
既可保证工件的表面粗糙度,又具有一定的磨削效率。
单晶刚玉、棕刚玉的混合刚玉ASA:适用于球墨铸铁、冷激铸铁类材料的高效磨削,也用于轴承钢的普通磨削。
三、砂轮的粒度
磨料粒度:是用来表示磨料几何尺寸的大小。
从粗到细分为:4#,5#,6#,7#,8#,10#,12#,14#,16#,20#,22#,24#,30#,36#,40#,46#,54#,60#,70#,80#,90#,100#,120#,150#,180#,220#,240#。
其选择依据主要是加工工件所需的表面粗糙度。
1)材质较软,延伸率大以及类似软铁和有色金属等材料。
2)进给量大,磨削效率要求高的场合。
3)表面粗糙度要求不高的场合。
4)磨削接触面大的场合。
细粒度的磨料适用于磨削:……
四、砂轮的硬度:
超软(D,E,F),软(G,H,J),中软(K,L),中(M,N),中硬(P,Q,R),硬(S,T),超硬(Y)。
如何选择砂轮型号

可按下列要求选择砂轮型号砂轮的标志示例
SPA 400×100×127 A 60 L 5 B 35
SPA-----形状代号
400------外径D
100------厚度H
127------孔径D
A---------磨料
60--------粒度
L---------硬度
5---------组织号
B--------结合剂
35-------最高工作线速度m/s
一磨料代号性能及用途
⊙人造金刚石品种代号有RVD.MBD.SCD.SMD.DMD五种二粒度
磨料的粒度表示磨料颗粒尺寸的大小
分为磨粒,微粉两种类型
粒度影响加工的质量和生产率
一般来说,磨粒越细,Ra值越小
粒度
150#
180#
220#
240#
W40
W28
W20
W14
W10
W7
W5
W3.5
W2.5
W1.5
W1.0
(3)结合剂
砂轮的强度,抗冲击性,耐热及抗腐蚀性能主要取决于结合剂的性能
结合剂代号,性能及用途
(4)硬度。
指砂轮表面的磨粒在外力作用下脱落的难易程度砂轮硬度分级及代号
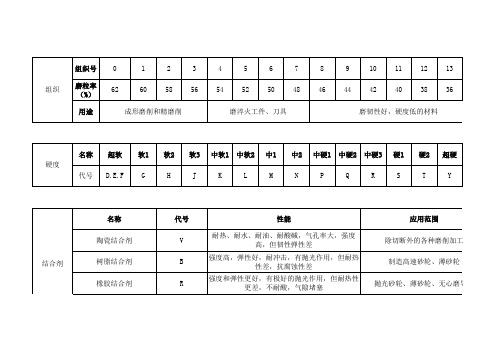
(5)组织
(6)砂轮形状及尺寸
(7)线速度。
砂轮的分类与标注含义

砂轮的标志示例SPA 400×100×127 A 60 L 5 B 35SPA-----形状代号400------外径D100------厚度H127------孔径DA---------磨料60--------粒度L---------硬度5---------组织号B--------结合剂35-------最高工作线速度m/s一磨料代号性能及用途二粒度磨料的粒度表示磨料颗粒尺寸的大小分为磨粒,微粉两种类型粒度影响加工的质量和生产率一般来说,磨粒越细,Ra值越小粒度号:4、5、6、7、8、10、12、14、16、20、22、24、30、36、40、46、54、60、70、80、90、100、120、150、180、220、240W63、W50、W40、W28、W20、W14、W10、W7、W5、W3.5、W2.5、W1.0粒度150# 180# 220#240# W40 W28 W20 W14 W10 W7 W5 W3.5 W2.5 W1.5 W1.0(3)结合剂砂轮的强度,抗冲击性,耐热及抗腐蚀性能主要取决于结合剂的性能结合剂代号,性能及用途(4)硬度。
指砂轮表面的磨粒在外力作用下脱落的难易程度硬度等级:超软(大级、小级)代号:G硬度等级:软1代号:H硬度等级:软2代号:J硬度等级:软3代号:K硬度等级:中软1 代号:L硬度等级:中软2 代号:M硬度等级:中1 代号:N硬度等级:中2 代号:P硬度等级:中硬1 代号:Q硬度等级:中硬2 代号:R硬度等级:中硬3 代号:S硬度等级:硬1代号:T硬度等级:硬2 代号:Y硬度等级:超硬。
砂轮编号的含义

砂轮编号的含义
编号的含义,金利达解析。
例如:41-A30Q4BF MAX SPEED R.P.M
41 :按国际惯例指T41- 平行砂轮、T42- 钹型切断砂轮、T27- 钹型磨片砂轮
按国标:P平形砂轮、PSA 双面凹砂轮、PSX 双斜边砂轮、N 筒形砂轮、 D 碟形砂轮、BW 碗形砂轮
A :磨料,A- 棕刚玉、WA- 白刚玉、C- 黑炭化硅、GC 绿碳化硅、AC 混合磨料、SA- 单晶刚玉、MA- 微晶刚玉、BA- 黑刚玉、ZA- 锆刚玉、PA- 铬刚玉、FA- 半脆刚玉、SG- 陶瓷刚玉、SC- 立方碳化硅、BC- 碳化硼、D- 金刚石。
30 :磨料粒度,根据颗粒大小分16 、20 、24 、30 、36 、40 、46 、54 、60 、70 、80 、90 、100 、120 、150 、180 、220 .240(以细称为微粉)Q :砂轮硬度:分 F 、Q 、H 、J 、K 、L 、M 、N 、P 、Q 、R 、S 、T 、Y
4 :组织号:根据磨料在砂轮制品中所占的体积比
率分0 、 1 、 2 、 3 、 4 、 5 、 6 、
7 、8 、9 、10 、11 、12。
砂轮的国内标识

磨料代号粒度硬度组织结合剂最大工作速度(M/S)A 棕刚玉粗粒中粒细粒极细粒软中硬密中疏陶瓷树脂20 FA 半脆刚玉ABC K P 1 6 10 VN1 B1 30WA 白刚玉10 36 100 W63 D L Q 2 7 11 VN5 B2 35 SA 单晶刚玉12 40 120 W50 E M R 3 8 12 VN7 B3 40 PA 铭刚玉14 46 150 W40 F N S 4 9 13 VN9 B4 45 MA 微晶刚玉16 54 180 W28 G T 5 14 VN13 B5 50WA/A 棕、白刚玉混合物20226070220 W20W14HJY 1516VN16VP17BFPVA6080SA/A 单晶、棕刚玉混合物24308090W10W71718VP18VP23PURSA/PA 单晶、铬刚玉混合物W5 VH22橡胶PA/WA 铬、白刚玉混合物R1 R2A/GC 棕刚玉、绿碳化硅混合物RFC 黑碳化硅GC 绿碳化硅GC/C 黑、绿碳化硅混合物砂轮形状代号(GB/T2484-1994)名称断面图形状代号原代号平形砂轮 1 P筒形砂轮 2 N 单斜边砂轮 3 PDX2双斜边砂轮 4 PDX1 单面凹砂轮 5 PDA 杯形砂轮 6 B 名称断面图形状代号原代号双面凹一号砂轮7 PSA 双面凹二号砂轮8 JL 碗形砂轮11 BW碟形一号砂轮12a D1碟形二号砂轮12b D3单面凹带锥砂轮23 PZA砂轮形状代号(GB/T2484-1994)名称断面图形状代号原代号平形砂轮 1 P筒形砂轮 2 N 单斜边砂轮 3 PDX2双斜边砂轮 4 PDX1 单面凹砂轮 5 PDA 砂轮开面代号(GB/T2484-1994)。
磨具意义代号表示方法
N
筒形带槽砂轮
NC
砂轮种类代号
砂轮种类 杯形砂轮 碗形砂轮 蝶形一号砂轮 蝶形二号砂轮 蝶形三号砂轮 磨量规砂轮 磨针砂轮 磨收割机刀片砂轮 切矿石砂轮 磨米一号砂轮 磨米二号砂轮 磨米三号砂轮
磨头种类 圆柱磨头
种类代号 MY
常用磨头种类代号
磨头种类 椭圆锥磨头
带锥磨头
MJ
60°锥磨头
ML
半圆形磨头
28~20
W3.5
20~14
W2.5
14~10
W1.5
10~7
W1
7~5
W0.5
砂轮种类
种类代号
平行砂轮
P
双斜边一号砂轮 PSX1
双斜边二号砂轮 PSX2
单斜边砂轮
PDX
小角度单斜边砂轮 PX
单面凹砂轮
PDA
单面凹带锥砂轮 PZA
双面凹带锥砂轮 PSZA
孔槽砂轮
PK
螺栓紧固砂轮
PL
薄片砂轮
PB
筒形砂轮
MBQ
圆头锥魔头 球形磨头
油石种类 正方油石 长方油石 三角油石 刀形油石
种类代号 SF SC SJ SD
常用油石种类代号
油石种类 圆柱油石 半圆柱油石 T型油石 珩形油石
砂布习惯代号与磨料粒度关系
Байду номын сангаас
习惯代号
磨料粒度号
7/0
W28
6/0
W40
5/0
280
4/0
240~280
3/0
180
2/0
150~160
60~80
备注:1、木砂布页
状尺寸:228×
280,卷状尺寸:
砂轮产品代号形状表
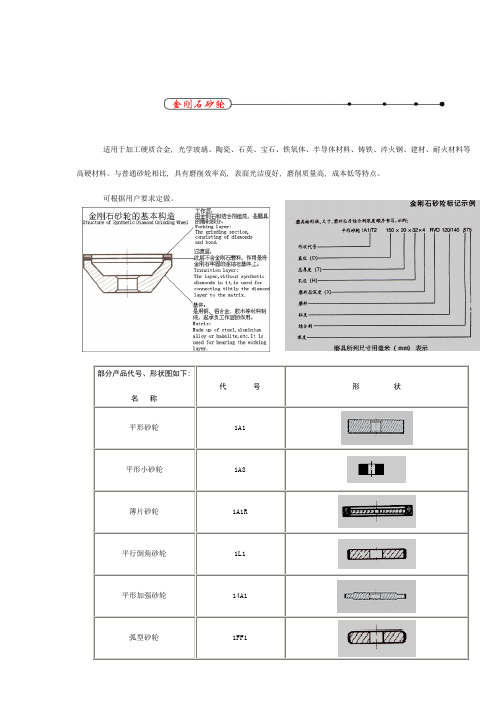
适用于加工硬质合金, 光学玻璃、陶瓷、石英、宝石、铁氧体、半导体材料、铸铁、淬火钢、建材、耐火材料等高硬材料。
与普通砂轮相比, 具有磨削效率高, 表面光洁度好, 磨削质量高, 成本低等特点。
可根据用户要求定做。
部分产品代号、形状图如下:
代号形状
名称
平形砂轮1A1
平形小砂轮1A8
薄片砂轮1A1R
平行倒角砂轮1L1
平形加强砂轮14A1
弧型砂轮1FF1
1F1 平行燕尾砂轮1EE1V 单斜边砂轮4B1
双斜边砂轮
14E1 14EE1 14E6Q 1E6Q 1DD1
切割砂轮1A6Q 单面凹砂轮6A2 双面凹砂轮
9A1
9A3 筒形砂轮6A2T 筒形3号砂轮12F2/3 杯形砂轮6A9 碟形砂轮
12A2/20º
12A2/45º
12D1
12V9
12V2
11A2 碗形砂轮
11V9
1DD6Y 磨边砂轮
2EEA
1V。
砂轮参数代号
金钢、可锻铸铁、硬 青铜等
46-80
400-315↓ 200-160
粗磨、半精磨、 精磨
W14-10
14-10↓ 10-7
精磨、精细磨、超精磨 、镜面磨
高碳钢、高速钢及薄 壁零件
铜、铝、耐火材料及 金属材料
165-125 100-280 50-40 精磨、成型磨、 刀具刃磨、珩磨 W7-3.5 7-5↓ 3.5-2.5 超精磨、镜面磨、制作 研磨剂等
性脆而锋利,导热性和导电性良好
磨削铸铁。黄铜、铝、耐火材料及 非金属材料
GC(TL)
SiC>97%碳化硅
3280-3400
呈绿色带光泽
硬度和脆性比 黑碳化硅更高,导 磨削硬质合金、光学玻璃、宝石、 热性和导电性好 玉石、陶瓷、珩磨发动机气缸套等
立方氮 化硼 超硬磨料系
CBN (JLD)
立方氮化硼
8000-9000
材料
范围
种磨削加工
轮、薄砂轮
轮、无心磨导轮
不同粒度砂轮的使用范围
石砂轮
粒度号
颗粒尺寸范围/μ m 2000-1600↓ 500-400
适用范围 粗磨、荒磨、切 断钢坯、打磨毛 刺
粒度号
颗粒尺寸范围/ μ m 40-28↓ 20-14
适用范围 精磨、超精磨、螺纹磨 、珩磨
用 途
12-36
W40-20
应用范围 除切断外的各种磨削加工 制造高速砂轮、薄砂轮 抛光砂轮、薄砂轮、无心磨导轮
结合剂
金属结合剂
J
强度高,成形性好,有一定韧性,但自锐性差
各种金刚石砂轮
类 别
名 称
棕刚玉
代号
A(GZ)
主要成分
AL颜色
砂轮型号意义

砂轮的标志示例
SPA 400×100×127 A 60 L 5 B 35
SPA-----形状代号
400------外径D
100------厚度H
127------孔径D
A---------磨料
60--------粒度
L---------硬度
5---------组织号
B--------结合剂
35-------最高工作线速度m/s
一磨料代号性能及用途
⊙人造金刚石品种代号有RVD.MBD.SCD.SMD.DMD五种二粒度
磨料的粒度表示磨料颗粒尺寸的大小
分为磨粒,微粉两种类型
粒度影响加工的质量和生产率
一般来说,磨粒越细,Ra 值越小
粒度 150# 180#
220# 240# W40 W28 W20 W14 W10 W7 W5 W3.5 W2.5 W1.5 W1.0
(3)结合剂
砂轮的强度,抗冲击性,耐热及抗腐蚀性能主要取决于结合剂的性能
结合剂代号,性能及用途
(4)硬度。
指砂轮表面的磨粒在外力作用下脱落的难易程度砂轮硬度分级及代号
(5)组织
(6)砂轮形状及尺寸
(7)线速度。
砂轮知识
普通砂轮的材质,粒度,硬度,砂轮标示,代号Tags: 粒度, 砂轮, 硬度, 材质, 代号一、砂轮材质:1、材质种类:A 、WA、SA、PA、GC、C、38A、DA、19A2、材质选择:A ——棕刚玉磨料,色泽为棕褐色,硬度高,韧性大。
适应于磨抗张强度较高的金属,如碳素钢、合金钢、可锻铸铁、硬青铜等。
WA—白刚玉磨料,色泽为白色,硬度高于棕刚玉,磨粒易破碎,棱角锋利,切削性能好,磨削热量小。
适合于磨淬火钢、合金钢、高速钢、高碳钢、薄壁零件等。
SA——单晶刚玉磨料,色泽为淡黄色,与A、WA材磨料比较,硬度高、韧性大,呈单颗粒球状晶体,抗破碎性较强。
适合于磨不透钢、高钒高速钢等韧性大、硬度高的材料及易变形烧伤的工件。
PA——铬刚玉磨料,色泽为玫瑰色或紫红色,切削刃锋利,棱角保持性好,耐用度较高。
适用于磨刀具、量具、仪表、螺纹等工件表面粗糙度值要求低的工件。
GC——绿碳化硅磨料,色泽为绿色,硬度高、性脆、磨料锋利、具有一定导热性。
适合于磨铸铁、黄铜、铅、锌及橡胶、皮革、塑料、木材、矿石等。
C——黑碳化硅磨料,色泽为灰黑色,硬度高、脆性较大、磨粒锋利、导热性好。
适合于磨硬质合金、光学玻璃、陶瓷等硬脆材料。
二、砂轮粒度:←粗……20#、24#、30#、……180#、220#、240#、……细→三、砂轮硬度:←软E、F、G、H、I、J、K、L、M、N、O、P、Q、R、S、T硬→四、砂轮标示:例砂轮标示为:WA46L5V351A350×40×127其中各字母代号、数据各代表意义如下:WA→砂轮采用的磨料材质35→砂轮使用线速度为35M/S46→砂轮的粒度1A→砂轮的形状L →砂轮硬度350→砂轮直径尺寸5→砂轮组织号40→砂轮厚度尺寸V→砂轮为陶瓷制法砂轮子127→砂轮内孔尺寸1)单晶刚玉磨料单晶刚玉磨料是Al203以物理刚玉的单晶形态自熔体中析出,经化学处理而得到的绝大多数磨粒为单晶体的磨料。
普通磨料的品种及其代号
砂轮代号及其含义:PSA400×100×127A60L5B35
磨料种类:
棕刚玉A:适用于硬度较低的碳素钢、合金钢、可锻铸铁工件的普通磨削,如外圆磨、平面磨、无芯磨,也可用于切断、打磨等场合;
白刚玉WA:适用于硬度较高的合金钢、高速钢、淬火钢工件的普通磨削,也多用于齿轮磨、螺纹磨、成型磨场合;
单晶刚玉SA:适用于高速钢、奥氏体不锈钢、钛合金等高硬度、高强度金属材料的磨削;
铬刚玉PA:用于工具钢、不锈钢、淬火钢的内圆磨、工具磨、仿型磨及高光洁度磨削。
棕、白混合刚玉A W A:适用于硬度中等的碳素钢、合金钢工件的普通磨削。
既可保证工件的表面粗糙度,又具有一定的磨削效率。
单晶刚玉、棕刚玉的混合刚玉ASA:适用于球墨铸铁、冷激铸铁类材料的高效磨削,也用于轴承钢的普通磨削。
三、砂轮的粒度
磨料粒度:是用来表示磨料几何尺寸的大小。
从粗到细分为:4#,5#,6#,7#,8#,10#,12#,14#,16#,20#,22#,24#,30#,36#,40#,46#,54#,60#,70#,80#,90#,100#,120#,150#,180#,220#,240#。
其选择依据主要是加工工件所需的表面粗糙度。
1)材质较软,延伸率大以及类似软铁和有色金属等材料。
2)进给量大,磨削效率要求高的场合。
3)表面粗糙度要求不高的场合。
4)磨削接触面大的场合。
细粒度的磨料适用于磨削:……
四、砂轮的硬度:
超软(D,E,F),软(G,H,J),中软(K,L),中(M,N),中硬(P,Q,R),硬(S,T),超硬(Y)。
材料_大小_硬度_轮普通砂轮_代码标记
普通砂轮的材质、粒度、硬度、砂轮标示、代号一、砂轮材质:1、材质种类:A 、WA、SA、PA、GC、C、38A、DA、19A2、材质选择:A ——棕刚玉磨料,色泽为棕褐色,硬度高,韧性大。
适应于磨抗张强度较高的金属,如碳素钢、合金钢、可锻铸铁、硬青铜等。
WA—白刚玉磨料,色泽为白色,硬度高于棕刚玉,磨粒易破碎,棱角锋利,切削性能好,磨削热量小。
适合于磨淬火钢、合金钢、高速钢、高碳钢、薄壁零件等。
SA——单晶刚玉磨料,色泽为淡黄色,与A、WA材磨料比较,硬度高、韧性大,呈单颗粒球状晶体,抗破碎性较强。
适合于磨不透钢、高钒高速钢等韧性大、硬度高的材料及易变形烧伤的工件。
PA——铬刚玉磨料,色泽为玫瑰色或紫红色,切削刃锋利,棱角保持性好,耐用度较高。
适用于磨刀具、量具、仪表、螺纹等工件表面粗糙度值要求低的工件。
GC——绿碳化硅磨料,色泽为绿色,硬度高、性脆、磨料锋利、具有一定导热性。
适合于磨铸铁、黄铜、铅、锌及橡胶、皮革、塑料、木材、矿石等。
C——黑碳化硅磨料,色泽为灰黑色,硬度高、脆性较大、磨粒锋利、导热性好。
适合于磨硬质合金、光学玻璃、陶瓷等硬脆材料。
二、砂轮粒度:←粗……20#、24#、30#、……180#、220#、240#、…… 细→三、砂轮硬度:←软E、F、G、H、I、J、K、L、M、N、O、P、Q、R、S、T 硬→四、砂轮标示:例砂轮标示为:WA46L5V351A350×40×127其中各字母代号、数据各代表意义如下:WA→砂轮采用的磨料材质35→砂轮使用线速度为35M/S 46→砂轮的粒度1A→砂轮的形状L→砂轮硬度350→砂轮直径尺寸5→砂轮组织号40→砂轮厚度尺寸V→砂轮为陶瓷制法砂轮子127→砂轮内孔尺寸1)单晶刚玉磨料单晶刚玉磨料是Al203以物理刚玉的单晶形态自熔体中析出,经化学处理而得到的绝大多数磨粒为单晶体的磨料。
它具有较高的韧性和硬度,切削能力强。
用来加工工具钢、不锈钢、高钒钢等韧性大、硬度高的耐磨材料,比其它材料优秀。
砂轮百科

砂轮科技名词定义中文名称:砂轮英文名称:grinding wheel定义:用磨料和结合剂混合经压坯、干燥、焙烧而制成的,疏松的盘状、轮状等各种形状的磨具。
应用学科:机械工程(一级学科);磨料磨具(二级学科);砂轮(三级学科)本内容由全国科学技术名词审定委员会审定公布百科名片常用砂轮规格示意图用磨料和结合剂树脂等制成的中央有通孔的圆形固结磨具。
砂轮是磨具中用量最大、使用面最广的一种,使用时高速旋转,可对金属或非金属工件的外圆、内圆、平面和各种型面等进行粗磨、半精磨和精磨以及开槽和切断等。
目录概况分类1砂轮的属性(1)磨料及其选择1(2)粒度及其选择1(3)结合剂及其选择1(4)硬度及其选择1(5)组织1(6)形状尺寸及其选择1举例说明1注意事项1 安装过程中的注意事项1 2 使用过程中的注意事项1 3 更换过程中的注意事项4 其它应注意事项展开编辑本段概况砂轮砂轮是磨削加工中最主要的一类磨具。
砂轮是在磨料中加入结合剂,经压坯、干燥和焙烧而制成的多孔体。
由于磨料、结合剂及制造工艺不同,砂轮的特性差别很大,因此对磨削的加工质量、生产率和经济性有着重要影响。
砂轮的特性主要是由磨料、粒度、结合剂、硬度、组织、形状和尺寸等因素决定。
编辑本段分类砂轮种类繁多。
按所用磨料可分为普通磨料(刚玉和碳化硅等)砂轮和天然磨料超硬磨料和(金刚石和立方砂轮氮化硼等)砂轮;按形状可分为平形砂轮、斜边砂轮、筒形砂轮、杯形砂轮、碟形砂轮等;按结合剂可分为陶瓷砂轮、树脂砂轮、橡胶砂轮、金属砂轮等。
砂轮的特性参数主要有磨料、粘度、硬度、结合剂、形状、尺寸等。
由于砂轮通常在高速下工作,因而使用前应进行回转试验(保证砂轮在最高工作转速下,不会破裂)和静平衡试验(防止工作时引起机床振动)。
砂轮在工作一段时间后,应进行修整以恢复磨削性能和正确的几何形状。
编辑本段砂轮的属性砂轮是用磨料和结合剂等制成的中央有通孔的圆形固结磨具。
砂轮的特性由磨料、粒度、硬度、结合剂、形状及尺寸等因素来决定,砂轮现分别介绍如下。
砂轮的规格和选择(砂轮的选择方法)
WORD 格式可编辑格式可编辑专业知识整理分享专业知识整理分享砂轮的种类与性能一、砂轮的种类与性能(一)、概况砂轮是磨削加工中最主要的一类磨具。
砂轮是在磨料中加入结合剂,经压坯、干燥和焙烧而制成的多孔体。
由于磨料、结合剂及制造工艺不同,砂轮的特性差别很大,焙烧而制成的多孔体。
由于磨料、结合剂及制造工艺不同,砂轮的特性差别很大,因此对磨因此对磨削的加工质量、生产率和经济性有着重要影响。
砂轮的特性主要是由磨料、粒度、结合剂、硬度、组织、形状和尺寸等因素决定。
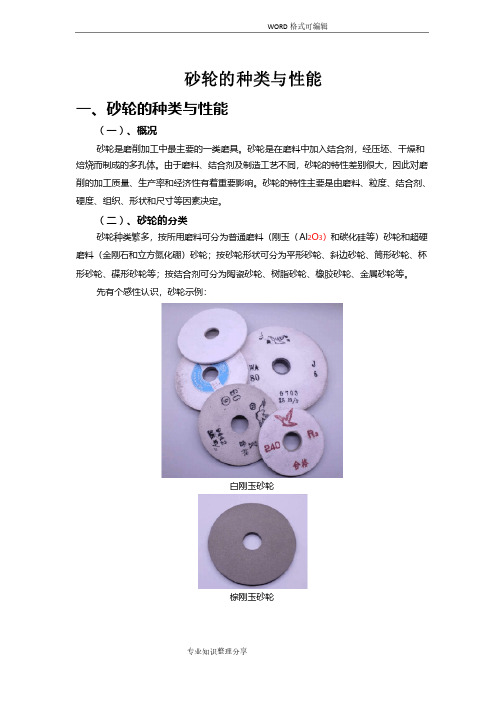
(二)、砂轮的分类砂轮种类繁多,按所用磨料可分为普通磨料(刚玉(砂轮种类繁多,按所用磨料可分为普通磨料(刚玉(Al Al 2O 3)和碳化硅等)砂轮和超硬磨料(金刚石和立方氮化硼)砂轮;按砂轮形状可分为平形砂轮、斜边砂轮、筒形砂轮、杯形砂轮、碟形砂轮等;按结合剂可分为陶瓷砂轮、树脂砂轮、橡胶砂轮、金属砂轮等。
先有个感性认识,砂轮示例:白刚玉砂轮棕刚玉砂轮绿碳化硅砂轮金刚石砂轮(三)、砂轮的属性砂轮是用磨料和结合剂等制成的中央有通孔的圆形固结磨具。
砂轮的特性由磨料、粒度、硬度、结合剂、形状及尺寸等因素来决定,现分别介绍如下。
1、磨料及其选择磨料是制造砂轮的主要原料,它担负着切削工作。
因此,磨料必须锋利,并具备高的硬度、良好的耐热性和一定的韧性。
常用磨料的名称、代号、特性和用途见表1。
表1常用磨料类别 名称 代号 特性 用途氧化物系 棕刚玉 A(GZ)含91~96%氧化铝。
棕色,硬度高,韧性好,价格便宜磨削碳钢、合金钢、可锻铸铁、硬青铜等 白刚玉 WA(GB)含97~99%的氧化铝。
白色,比棕刚玉硬度高、韧性低,自锐性好,磨削时发热少精磨淬火钢、高碳钢、高速钢及薄壁零件碳化物系 黑色碳化硅 C(TH) 含95%以上的碳化硅。
呈黑色或深蓝色,有光泽。
硬度比白刚玉高,性脆而锋利,导热性和导电性良好磨削铸铁。
黄铜、铝、耐火材料及非金属材料绿色碳化硅GC(TL)含97%以上的碳化硅。
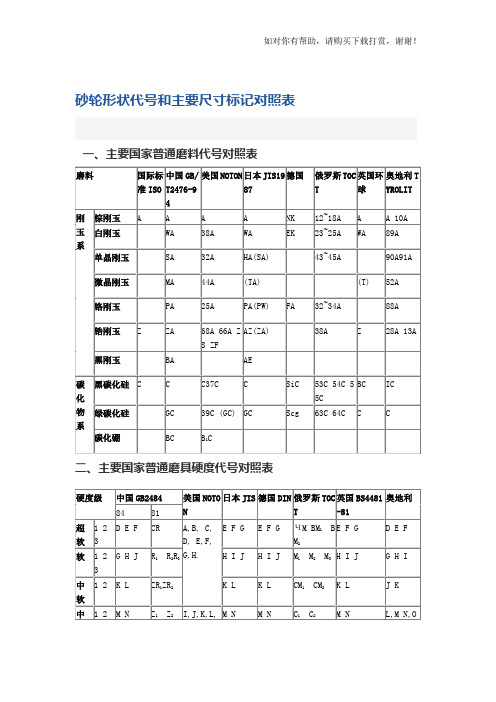
砂轮形状代号和主要尺寸标记对照表
M
M,MCC
M
奥地利
V B E
M
四、主要国家普通磨具组织号对照表
孔隙 紧密 中等 疏松
中国 GB2484 美国 NOTON 日本 -84
独联体 TOCT 英国
奥地利
01234 0123
01234 12345 12345 0123
5
6
6
5678
45678 6789 9 10
7 8 9 10 1 7 8 9 10 4 5 6 1 12
化
物 绿碳化硅
GC
系
碳化硼
BC
C37C
C
39C (GC) GC B1C
SiC 53C 54C 5 BC IC
5C
Scg 63C 64C C
C
二、主要国家普通磨具硬度代号对照表
硬度级 中国 GB2484 美国 NOTO 日本 JIS 德国 DIN 俄罗斯 TOC 英国 BS4481 奥地利
84
81
N
T
Al2O3 99.8% SUS 不锈钢综合利用技术,锻造铸 SiC 95%以 铁钻、铣、铰刀-素材
磨料
上
如对你有帮助,请购买下载打赏,谢谢!
砂轮形状代号和主要尺寸标记对照表
一、主要国家普通磨料代号对照表
磨料
国际标 中国 GB/ 美国 NOTON 日本 JIS19 德国
准 ISO T2476-9
87
4
刚 棕刚玉 A
A
A
A
NK
玉 白刚玉 系
单晶刚玉
WA
38A
SA
32A
WA
EK
HA(SA)
俄罗斯 TOC 英国环 奥地利 T
砂轮代号
教你如何快速认识磨床砂轮要了解认识砂轮,主要可从涉及到的砂轮磨料、粒度、结合剂、硬度、组织及形状尺寸等参数入手。
一下简单介绍如下:一、磨料磨料是制造磨具的主要原料,直接担负着切削工作。
目前常用的磨料有棕刚玉(A)、白刚玉(WA)、黑碳化硅(C)和绿碳化硅(GC)等。
棕刚玉:用于加工硬度较低的塑性材料,如中、低碳钢和低合金钢等;白刚玉:用于加工硬度较高的塑性材料,如高碳钢、高速钢和淬硬钢等;黑碳化硅:用于加工硬度较低的脆性材料,如铸铁、铸铜等;绿碳化硅:用于加工高硬度的脆性材料,如硬质合金、宝石、陶瓷和玻璃等。
二、粒度粒度是指磨料颗粒的尺寸,其大小用粒度号表示。
国标规定了磨料和微粉两种粒度号。
一般说,粗磨选用较粗的磨料(粒度号较小),精磨选用较细的磨料(粒度号较大);微粉多用于研磨等精密加工和超精密加工。
三、结合剂结合剂的作用是将磨料粘合成具有一定强度和形状的砂轮。
砂轮的强度、抗冲击性、耐热性及抗腐蚀能力,主要取决于结合剂的性能。
常用的结合剂有陶瓷结合剂(Veramic)、树脂结合剂(B) 、橡胶结合剂(R)和金属结合剂(M)等。
陶瓷结合剂:应用最广,适用于外圆、内圆、平面、无心磨削和成形磨削的砂轮等;树脂结合剂:适用于切断和开槽的薄片砂轮及高速磨削砂轮;橡胶结合剂:适用于无心磨削导轮、抛光砂轮;金属结合剂:适用于金刚石砂轮等。
四、硬度磨具的硬度是指磨具在外力作用下磨粒脱落的难易程度(又称结合度)。
磨具的硬度反映结合剂固结磨粒的牢固程度,磨粒难脱落叫硬度高,反之叫硬度低。
国标中对磨具硬度规定了16个级别:D,E,F(超软);G,H,J(软) ;K,L(中软);M,N(中);P,Q,R(中硬);S,T(硬);Y(超硬)。
记号A B C D E F GH I J KL M N OP Q R ST U V W X Y Z分类极软软中硬极硬普通磨削常用G~N级硬度的砂轮。
五、组织磨具的组织指磨具中磨粒、结合剂、气孔三者体积的比例关系,以磨粒率(磨粒占磨具体积的百分率)表示磨具的组织号。
沙轮片中显示的数学
沙轮片中显示的数学
砂轮上的数字表示的是砂轮的粒度与砂轮的允许转速范围。
砂轮粒度:
←粗……20#、24#、30#、……180#、220#、240#、……细→数字越大越适合精磨(或研磨),数字小适合粗磨;数字越大代表砂粒越细80粗,100的细,120更细;
砂轮硬度:
←软E、F、G、H、I、J、K、L、M、N、O、P、Q、R、S、T 硬→
砂轮的硬度分14个等级,砂轮硬度分级与代号:
代号:A B C D E F 硬度等级:超软(大级、小级)
代号:G 硬度等级:软1
代号:H 硬度等级:软2
代号:J 硬度等级:软3
代号:K 硬度等级:中软1
代号:L 硬度等级:中软2
代号:M 硬度等级:中1
代号:N 硬度等级:中2
代号:P 硬度等级:中硬1
代号:Q 硬度等级:中硬2
代号:R 硬度等级:中硬3
代号:S 硬度等级:硬1
代号:T 硬度等级:硬2
代号:Y 硬度等级:超硬
四、砂轮标示:
例砂轮标示为:
WA46L5V351A350×40×127
其中各字母代号、数据各代表意义如下:WA→砂轮采用的磨料材质
46→砂轮的粒度
L→砂轮硬度
5→砂轮组织号
V→砂轮为陶瓷制法砂轮子
35→砂轮使用线速度为35M/S
1A→砂轮的形状
350→砂轮直径尺寸
40→砂轮厚度尺寸
127→砂轮内孔尺寸。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SPA400*100*127A60L5B35
SPA----形状代号
400----外径
100----厚度
127----孔径
A----磨料
60----粒度
L----硬度
5----组织号
B----结合剂
类别 名称
棕刚玉
35----最高工作线速度
代号
颜色
A
棕褐
特性
韧性好、硬度高、价格低
用途
磨削碳钢,合金钢可锻铸铁,硬青铜
石碳酸与甲醛制
磨削窄槽。切割用的磨砂轮。抛光用的
成的树脂 1、强度高弹性好。2、耐热耐腐差。3、存放期不超过1年
砂轮
人造橡胶
1、强度大弹性高。2退让性好吸震。3、不耐油。
磨削窄槽。磨成型面
1、自锐性好。2、磨削热小
磨削大面积表面及导热性差的金属
大级
超软 软
中软 中
中硬
硬 超硬
硬度指砂轮表面的磨粒在外力作用下脱落的难易程度
颗粒尺寸 范围
2500-3150
2000-2500
1600-2000
类别
磨粒
粒度
150# 180# 220#
颗粒尺寸范围
80-100 63-80 50-63
磨粒
14#
1250-1600
16#
1000-1250
20#
800-1000
24#
630-800
30#
500-630
36#
400-500
46#
315-400
硬度级
小级
超软
软1
软2
软3
软1
软2
中1
中2
中硬1
中硬2
中硬3
硬1
硬2
超硬
代号
D、E、F G H J K L M N P Q R S T Y
60#
250-315
70
200-250
80
160-200
微粉
240# W40 W28 W20 W14 W10 W7 W5 W3.5 W2.5
40-50 28-40 20-28 14-20 10~14 7~10 5~7 3.5-5 2.5-3.5 1.5-2.5
100
125-160
120
100-125
氧化物类
白刚玉
WA
白
脆而硬,棱角锋利、价格高
磨削淬硬钢,高速钢
铬刚玉
PA
玫瑰红或紫红
韧性好、效率高、磨损小
高光洁表面淬硬钢
黑色碳化硅
C
黑
脆而锋利,导热导电性好
磨削铸铁、黄铜、铝及非金属材料
碳化物类
绿碳化硅
GC
绿
硬而脆,导热导电性好
磨硬质合金,宝石、陶瓷、玻璃
碳化硼
BC
黑
耐热性好ቤተ መጻሕፍቲ ባይዱ
磨削宝石及玉石
高硬类
人造金刚石
W1.5 W1
1.0-1.5 0.5-1.0
砂轮的强度、抗冲击性、耐热及抗腐蚀性能取决于结合剂性能
结合剂代号、性能及用途
种类
陶瓷结合剂
树脂结合剂 橡胶结合剂 菱苔土结合剂
代号
V
B R MG
主要成分
性能
用途
黏土,长石滑石
1、耐水、酸、碱及热。2、较脆不易堵塞。3、价格便宜 。4、线速度为35M/S
除切削零件窄槽的磨削
无色透明或淡黄,绿
硬度高较脆
磨脆硬材料,光学玻璃
立方氮化硼
NBC
黑或淡白
耐磨性好,磨损小
磨削硬质合金,可做车刀
人造金刚石代号有RVD/MBD/SCD/SMD/DMD五种
磨料粒度表示磨粒颗粒大小,分为磨粒,微粉两种,要影响加工的质量和生产率。一般来说,磨粒越细,Ra值越小
磨料粒度及颗粒尺寸
类别
粒度
8# 10# 12#