KND报警 一览表
加工中心报警信息表

X-or Y-or Z-axis 3rd zero-point has not been properly set at parameter.或?Y-或?Z轴?第三?零点?已经?不?被?妥善??在?参数设置。
EX0123
NO EMPTY POT IS EXISTING
PER0123
No empty pot exists during ATC cycle. Check the tool data.没有?空?锅?存在??ATC?周期期间。?检查?的?工具?大
EX0299
POT IS NOT EXITING IN MAGAZINE
PER0299
The pot has been held at indexed position of magaizine during receive cycle. Spindle or next tool data may be missetting in the parameter.
EX0155
ATC HOME POSITION SIGNAL OFF
PER0155
ATC home posotion has deviated from home position while spindle is rotating.
EX0158
ATC CYCLE TIME OVER
PER0158
ATC cycle has not been completed within specified time. Check for possible error in stop position.
EX0160
ATC NOT IN HOME POSITION
PER0160
KNDSD100报警处理方法
①换编码器电缆
①伺服系统不稳定,引起超调
1重新设定有关增益
2如果增益不能设置到合适值,则减小负载传动惯量比率
电机刚启动时出现
①负载惯量过大
1减小负载惯量
2换更大功率的驱动器和电机
①编码器零点错误
1换伺服电机
2请厂家重调编码器零点
1电机U、V、W引线接错
2编码器电缆引线接错
①正确接线
2
1制动晶体管损坏
2内部制动电阻损坏
①换伺服驱动器
①制动回路容量不够
1降低起停频率
2增加加/减速时间常数
3减小转矩限制值
4减小负载惯量
5换更大功率的驱动器和电机
①主电路电源过高
①检查主电源
15
编码器计数错误
1编码器损坏
2编码器线数不对
3编码器盘片损伤
4编码器存在虚假Z信号(一转中有多个Z脉冲)
①更换编码器
2降低起停频率
3减小转矩限制值
4换更大功率的驱动器和电机
①保持制动器没有打开
①检查保持制动器
①电机不稳定震荡
1调整增益
2增加加/减速时间
3减小负载惯量
1U、V、W有一相断线
2编码器接线错误
①检查接线
14
制动故障
接通控制电源时出现
①电路板故障
①更换伺服驱动器
电机运行过程中出现
①制动电阻接线断开
①重新接线
2电机内部温度继电器损坏
1检查电缆
2检查电机
电机运行过程中出现
①电机过负载
1减小负载
2降低起停频率
3减小转矩限制值
4减小有关增益
5换更大功率的驱动器和电机
FANUC报警总表

A 报警列表A.1 报警列表(CNC) (381)(1) 与程序操作相关的报警(PS报警) (381)(2) 与后台编辑相关的报警(BG报警) (381)(3) 与通讯相关的报警(SR报警) (381)(4) 参数写入状态下的报警(SW报警) (401)(5) 伺服报警(SV报警) (401)(6) 与超程相关的报警(OT报警) (405)(7) 与存储器文件相关的报警(IO报警) (405)(8) 请求切断电源的报警(PW报警) (406)(9) 与主轴相关的报警(SP报警) (406)(10) 过热报警(OH报警) (408)(11) 其他报警(DS报警) (408)(12) 与误动作防止功能相关的报警(IE报警) (410)A.2 报警列表(PMC) (411)A.2.1 显示在PMC报警画面的信息 (411)A.2.2 PMC系统报警信息 (414)A.2.3 操作错误 (415)A.2.4 I/O通信错误 (423)A.3 报警列表(串行主轴) (426)A.4 错误代码列表(串行主轴) (431)A.1 报警列表(CNC)(1) 与程序操作相关的报警(PS报警)(2) 与后台编辑相关的报警(BG报警)(3) 与通讯相关的报警(SR报警)这些报警种类的报警号为公用的编号。
根据报警的状态,以PS“报警号”例)PS0003BG“报警号”例)BG0085SR“报警号”例)SR0001的方式予以显示。
报警号信息内容0001 TH错误输入设备的读入过程中检测出了TH错误。
引起TH错误的读入代码和是从程序段数起的第几个字符,可通过诊断画面进行确认。
0002 TV校验错误在单程序段的TV检测中检测出了错误。
通过将参数TVC(No.0000#0)设定为0可以使系统不进行TV检测。
0003 数位太多指定了比NC指令的字更多的允许位数。
此允许位数根据功能和地址而有所不同。
0004 未找到地址 NC语句的地址+数值不属于字格式。
报警信息表
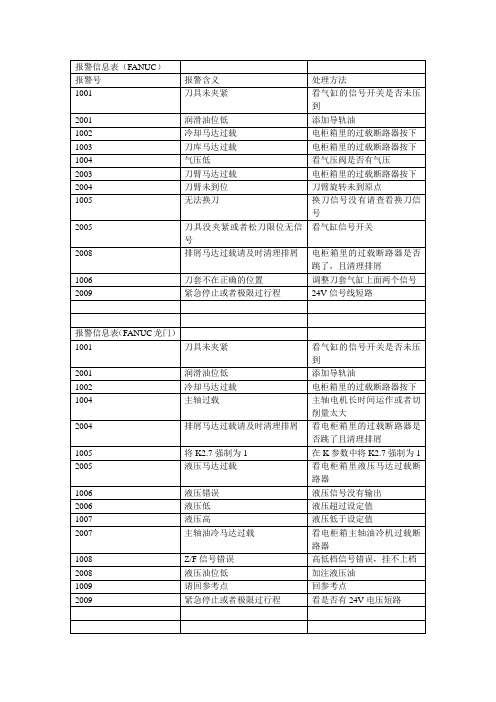
报警信息表(FANUC)
报警号报警含义处理方法
1001 刀具未夹紧看气缸的信号开关是否未压
到
2001 润滑油位低添加导轨油
1002 冷却马达过载电柜箱里的过载断路器按下1003 刀库马达过载电柜箱里的过载断路器按下1004 气压低看气压阀是否有气压
2003 刀臂马达过载电柜箱里的过载断路器按下2004 刀臂未到位刀臂旋转未到原点
1005 无法换刀换刀信号没有请查看换刀信
号
2005 刀具没夹紧或者松刀限位无信
看气缸信号开关
号
2008 排屑马达过载请及时清理排屑电柜箱里的过载断路器是否
跳了,且清理排屑
1006 刀套不在正确的位置调整刀套气缸上面两个信号2009 紧急停止或者极限过行程24V信号线短路
报警信息表(FANUC龙门)
1001 刀具未夹紧看气缸的信号开关是否未压
到
2001 润滑油位低添加导轨油
1002 冷却马达过载电柜箱里的过载断路器按下1004 主轴过载主轴电机长时间运作或者切
削量太大
2004 排屑马达过载请及时清理排屑看电柜箱里的过载断路器是
否跳了且清理排屑
1005 将K2.7强制为1 在K参数中将K2.7强制为1 2005 液压马达过载看电柜箱里液压马达过载断
路器
1006 液压错误液压信号没有输出
2006 液压低液压超过设定值
1007 液压高液压低于设定值
2007 主轴油冷马达过载看电柜箱主轴油冷机过载断
路器
1008 Z/F信号错误高低档信号错误,挂不上档2008 液压油位低加注液压油
1009 请回参考点回参考点
2009 紧急停止或者极限过行程看是否有24V电压短路
三菱报警表。
KND SD200驱动器说明书(V4[1][1].5)
![KND SD200驱动器说明书(V4[1][1].5)](https://img.taocdn.com/s3/m/6e64f54a852458fb770b56b1.png)
SD 200 驱动器使用说明书 第4页
2.2 安装方法
1、安装方向 伺服驱动器应垂直直立安装。
2、安装固定 安装时,上紧伺服驱动器后部的 4 个 M5 固定螺丝。
3、安装间隔 伺服驱动器之间以及与其它设备间的安装间隔距离,请参考图 2.2, 实际中应尽可能地 留有较大的安装间隔,保证散热。
4、散热 伺服驱动器采用自然冷却方式,电柜内必须安装散热风扇,保证有对流风吹向驱动器。
DRIVER SERIES
KND-SD200 系列
全数字交流伺服驱动器
用户手册
北京凯恩帝数控技术有限责任公司
网址(Http) :
E-mail :pe@
F03B-W00N-0006
C KND LTD,2008
注意
● 本驱动器电源为三相或单相交流 220V,推荐使用三相隔离变压器。驱动器不能直接接 交流 380V,否则会造成驱动器损坏。
SD 200 驱动器使用说明书 第1页
第一章 规 格
1.1 伺服驱动器规格
型号
输入电源
使用 环境
温度 湿度 振动
控制方法
再生制动
速度频率响应
KND SD200-30 单相或三相 AC220V -15~+10% 50/60Hz 工作:0~55℃ 存贮:-20℃~80℃ 小于 90%(无结露) 小于 0.5G(4.9m/s²),10~60Hz(非连续运行) ①位置控制 ②试运行方式 内置 200Hz 或更高
220
SIGN+ 44 SIGN- 43动器
Z
3 OA+ 19 OA4 OB+ 20 OB5 OZ+ 21 OZ-
34 CZ
FG 15
机壳地
常见数控机床报警信息(中英文对照),太全啦!
常见数控机床报警信息(中英文对照),太全啦!平时在操作数控机床时,总会遇到报警的信息提示,有些英文的对照不免让新学者头疼,小编特意整理了一些常见的数控机床报警信息中英文对照版的,没事翻翻就当小小工具书了!T WORD ERROR (T 码错误)LOW OIL LEVEL (油位低)SPINPLE FAULT (主轴故障)SPINDLE ALARM (主轴报警)EXTERNAL EMG STOP (急停按钮被按下)AC NOT READY (交流盘未准备好)SPINPLE LUBE FAULT (主轴润滑故障)T CODE ERROR (T代码出错,非法T代码)M CODE ERROR (M代码出错,非法M代码)SERVO NOT READY (伺服未准备好)NC NOT READY(NC没准备好)TURRET FAULT (转塔故障)TURRET LIMIT (转塔限位)DC 24V OPEN (直流24断开)+24V NOT READY(+24V没准备好)GRAR DRIFT (档位漂移)PLEASE AXIS RETURN HOME(轴未回零)PLEASE DRUM RETURN HOME(刀库未回零)AIR PRESSURE DROP (压缩空气压力过低)CLAMP TOOL FALL(夹刀失败)DRUM NOT PARKED(刀库未在原值)X ZERO POINT NOT REACHED (X 轴未回零)Y ZERO POINT NOT REACHED (Y 轴未回零)Z ZERO POINT NOT REACHED (Z 轴未回零)4TH ZERO POINT NOT REACHED (第4轴未回零)X AXIS OVERTRAVL(X轴超限)Y AXIS OVERTRAVL (Y轴超限)Z AXIS OVERTRAVL (Z轴超限)COUNTER SWITCH REEOR (计数开关故障)MASTERT RANSFER OVER TEMP (主变压器过热)Z AXIS NOT AT FIRST REF POSITION (Z轴未在第一参考点)SPINDLE ORIENTATION FALLURE (主轴定向失败)TOOL DESENT OR TOOL DATA REEOR (刀具数据错误)PLEASE UNLOAD THE TOOL ON SPRINELK (请卸下主轴上的刀)PLEASE LOAD TOOL ON APINDLE (请装上主轴上的刀)A AXIS UNCLAMP FAIL (A 轴松开失败)A AXIS CLAMP FAIL (A 轴夹紧失败)DRUM OUT TO APRONDLEIS FALL (刀库摆向换刀位失败)MG SWING OVERLOAD(刀库摆动过载)DRUM BACK PARK IS FALL (刀库摆回原始位失败)TURRENT MOTOR1 OVERLOAD (刀库移动电机过载)COOLANT MOTOR OVERLOAD (冷却泵过载)DRUM ATC FAULT (自动换刀失败)TOOLS UNLOCKED (刀具未锁紧)BATTERY ALARM (电池报警)DRUM POSITION SWITCH ERROR (刀库位置检测开关故障)DRUM NOW NOT AT PARK (刀库未在原始位置)IT DANGOU TO MOVE DRUM (刀库禁动)POT UO FAILOR POT NOT AT UP POSITION (刀套未在水平位)POT DOWN FAIL (刀套翻下动作失败)IT IS DANGOUR TO MOVE ARM (机械手禁动)THE SPINDLE STATU IS ERROR (主轴状态错误)ARM MOTOR OR ARM SWITCH FALL (机械手或机械手开关故障)CENTRE LUBRICATION FALL (中心润滑故障)THE WORK NOT CLAMPED (工件未夹紧)AUTO TOOL CHANGE FAULT (自动换刀失败)TOOL DATA OUT OF RANGE (指令刀具号超出范围)THE ORDER TOOL NOW IN SPINDLE (目标刀具在主轴上)THE THREE SPINDLE SWITCH FAULT (主轴上的接近开关)THE CENTRE COOLANT IS LOWER (刀具内冷泵液位过低)DRUM RETURN 1# POSITION FAULT (刀库自动回零失败)SPINDLE OVERLOAD (主轴过载)TURRENT MOTOR OVERLOAD (刀盘转动电机过载)CHIP CONVEYER OVERLOAD (拉屑器过载)HARD LIMIT OR SERVO ALARM (硬限位或伺服报警)NO LUB OIL (无润滑油)INDEX HEAD UNLOCKED (分度头未锁紧)MT NOT READY(机床没准备好)MG OVERLOAD (刀库过载)LUB EMPTY(润滑无油)AIR PRESSURE(气压不足)COOLANT NOT READY(冷却没准备好)LUBE EMPTY(油雾油位低,润滑油位低)LUB PRESSURE LOW(润滑压力低)CONVEY VERLOAD(排屑过载)LUB OVERLOAD(润滑过载)LUBE PRESSURE LOW(油雾压力低)SERIAL SPINDLE ALARM (串行主轴报警)NC BATTERY LOW ALARM(NC电池低报警)MAGAZINE MOVE LIMIT SWITCH ERRORSPINDLE TOOL UNLAMP POSITION LIMIT SWITCH ERROR MAGAZINE NOT IN POSITION OR SENSOR ERRORAIR PRESSURE LOW ALARM(气压低报警)MOTOR OVERLOAD(电机过载)T CODE > MAGAZINE TOOLST CODE < 1 ERROR5TH AXIS HARDWARE OVERTRAVER LIMIT ERROR DOOR IS OPENED(开门)LUB PRESSURE SWITCH ERROR(油压开关错误) SPINDLE OIL COOLANT UNIT ERRORSPINDLE LOAD ABNORMAL(主轴负荷异常)TRANSDUCER ALARM(传感器报警)BED-HEAD LUBRICATE OFF(床头润滑关闭)EMG OFF太HYDRAULIC CHUCK PRESS LOW(液压夹头压力低)HYDRAULIC TAIL PRESS LOW(液压尾座压力低)LUB 0IL LOW(油压低)TURRET CODE ERROR(转塔码错误)TURRET RUN OVERTIME(转塔运行超时)MANUAL HANDLE INTERRUPTTRY TO RUN SPINDLE WHILE CHUCK NOT LOCK TRY TO RUN SPINDLE WHILE TAIL NOT LOCK SPINDLE NEUTRAL GEARMAGAZINE ADJUSTHYDRAULIC NOT RUNSAFETY DOOR BE OPENEDSAFETY DOOR NOT CLOSENOT ALL AXIS HAVE GONE BACK REFIN ADJUST,IGNORE GOING BACK REFAFTER EXCHANGE TOOL,CYCLE STARTATC MOTOR QF16 OFFX AXIS IS LOCKED(X 轴被锁定)Y AXIS IS LOCKED(Y 轴被锁定)Z AXIS IS LOCKED(Z 轴被锁定)A AXIS IS LOCKED(A 轴被锁定)SPINDLE MOTOR FAN QF26 OFF(主轴电机风扇QF26关闭)关注我们的微信公众号shukongzhpngguo,获取更多数控技术文章。
韩国大宇车床报警表
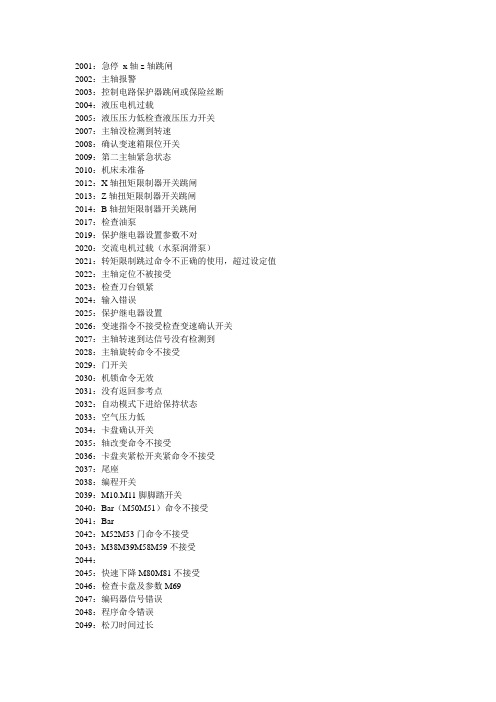
2001:急停x轴z轴跳闸2002:主轴报警2003:控制电路保护器跳闸或保险丝断2004:液压电机过载2005:液压压力低检查液压压力开关2007:主轴没检测到转速2008:确认变速箱限位开关2009:第二主轴紧急状态2010:机床未准备2012:X轴扭矩限制器开关跳闸2013:Z轴扭矩限制器开关跳闸2014:B轴扭矩限制器开关跳闸2017:检查油泵2019:保护继电器设置参数不对2020:交流电机过载(水泵润滑泵)2021:转矩限制跳过命令不正确的使用,超过设定值2022:主轴定位不被接受2023:检查刀台锁紧2024:输入错误2025:保护继电器设置2026:变速指令不接受检查变速确认开关2027:主轴转速到达信号没有检测到2028:主轴旋转命令不接受2029:门开关2030:机锁命令无效2031:没有返回参考点2032:自动模式下进给保持状态2033:空气压力低2034:卡盘确认开关2035:轴改变命令不接受2036:卡盘夹紧松开夹紧命令不接受2037:尾座2038:编程开关2039:M10.M11脚脚踏开关2040:Bar(M50M51)命令不接受2041:Bar2042:M52M53门命令不接受2043:M38M39M58M59不接受2044:2045:快速下降M80M81不接受2046:检查卡盘及参数M692047:编码器信号错误2048:程序命令错误2049:松刀时间过长2050:润滑油2051:冷却液2052:卡盘开关2053:2054:2055:同步命令使用不当2056:指令不对2057:计数器2058:计数器2059:2060:卡盘夹紧状态2061:2062:尾座限位2063:尾座限位2093:参考点2096:进给倍率是0 2097:机床锁2098:M00M01命令状态。
FANUC报警总表
A 报警列表A.1 报警列表(CNC) (381)(1) 与程序操作相关的报警(PS报警) (381)(2) 与后台编辑相关的报警(BG报警) (381)(3) 与通讯相关的报警(SR报警) (381)(4) 参数写入状态下的报警(SW报警) (401)(5) 伺服报警(SV报警) (401)(6) 与超程相关的报警(OT报警) (405)(7) 与存储器文件相关的报警(IO报警) (405)(8) 请求切断电源的报警(PW报警) (406)(9) 与主轴相关的报警(SP报警) (406)(10) 过热报警(OH报警) (408)(11) 其他报警(DS报警) (408)(12) 与误动作防止功能相关的报警(IE报警) (410)A.2 报警列表(PMC) (411)A.2.1 显示在PMC报警画面的信息 (411)A.2.2 PMC系统报警信息 (414)A.2.3 操作错误 (415)A.2.4 I/O通信错误 (423)A.3 报警列表(串行主轴) (426)A.4 错误代码列表(串行主轴) (431)A.1 报警列表(CNC)(1) 与程序操作相关的报警(PS报警)(2) 与后台编辑相关的报警(BG报警)(3) 与通讯相关的报警(SR报警)这些报警种类的报警号为公用的编号。
根据报警的状态,以PS“报警号”例)PS0003BG“报警号”例)BG0085SR“报警号”例)SR0001的方式予以显示。
报警号信息内容0001 TH错误输入设备的读入过程中检测出了TH错误。
引起TH错误的读入代码和是从程序段数起的第几个字符,可通过诊断画面进行确认。
0002 TV校验错误在单程序段的TV检测中检测出了错误。
通过将参数TVC(No.0000#0)设定为0可以使系统不进行TV检测。
0003 数位太多指定了比NC指令的字更多的允许位数。
此允许位数根据功能和地址而有所不同。
0004 未找到地址 NC语句的地址+数值不属于字格式。
KND SD100 报警处理方法

2编码器电缆引线接错
①正确接线
①编码器故障
①换伺服电机
电机运行过程中出现
①设定位置超差检测范围太小
①位置比例增益太小
①增加增益
①转矩不足
1检查转矩限制值
2减小负载容量
3换更大功率的驱动器和电机
①指令脉冲频率太高
①降低频率
5
电机过热
接通控制电源时出现
①电路板故障
①换伺服驱动器
1电缆断线
①编码器电缆不良
①换编码器电缆
①伺服系统不稳定,引起超调
1重新设定有关增益
2如果增益不能设置到合适值,则减小负载传动惯量比率
电机刚启动时出现
①负载惯量过大
1减小负载惯量
2换更大功率的驱动器和电机
①编码器零点错误
1换伺服电机
2请厂家重调编码器零点
1电机U、V、W引线接错
2编码器电缆引线接错
①正确接线
2
①检查接线
①接地机
①受到干扰
1增加线路滤波器
2远离干扰源
12
过电流
①驱动器U、V、W之间短路
①检查接线
①接地不良
①正确接地
①电机绝缘损坏
①更换电机
①驱动器损坏
①更换驱动器
13
过负载
接通控制电源时出现
①电路板故障
①换伺服驱动器
电机运行过程中出现
①超过额定转矩运行
1检查负载
系统被热复位
20
EEPROM错误
EEPROM错误
21
U4错误
U4错误
22
保留
23
U6芯片错误
U6芯片或电流传感器错误
模具热流道报警代码大全

模具热流道报警代码大全摘要:1.模具热流道报警代码的概述2.常见的热流道报警代码及其含义3.解决热流道报警的方法和技巧4.预防热流道报警的措施正文:模具热流道报警代码大全模具热流道报警代码是在模具热流道系统运行过程中,由于各种原因导致系统出现异常时,热流道系统会自动产生的一种报警信号。
这些报警代码对于模具操作人员来说至关重要,因为它们可以帮助操作人员快速识别问题,及时采取相应的解决措施,以保证模具的正常运行。
本文将对模具热流道报警代码进行详细介绍,并提供一些解决热流道报警的方法和技巧。
一、模具热流道报警代码的概述模具热流道报警代码主要包括以下几类:喷嘴堵塞报警、系统压力报警、温度异常报警、电源故障报警等。
报警代码的出现,通常是由于模具热流道系统中的某个部件出现故障,或者操作过程中的不当导致的。
因此,了解和掌握这些报警代码的含义,对于模具操作人员来说非常必要。
二、常见的热流道报警代码及其含义1.喷嘴堵塞报警:喷嘴堵塞报警代码通常表示喷嘴内部有异物或者材料积聚,导致热流道系统无法正常工作。
此时,操作人员需要及时检查喷嘴,清理堵塞物。
2.系统压力报警:系统压力报警通常表示热流道系统中的压力过高或者过低,可能由于管路堵塞、泵故障等原因导致。
操作人员需要检查系统压力表,分析压力异常的原因,并及时处理。
3.温度异常报警:温度异常报警通常表示模具热流道系统中的某个部件的温度过高或者过低,可能由于加热器故障、热电偶损坏等原因导致。
操作人员需要关注系统温度,及时采取相应措施。
4.电源故障报警:电源故障报警通常表示模具热流道系统的电源供应出现问题,可能由于电源线脱落、电源故障等原因导致。
操作人员需要检查电源供应,确保电源正常。
三、解决热流道报警的方法和技巧1.对于喷嘴堵塞报警,操作人员需要定期检查喷嘴,及时清理堵塞物,并确保热流道系统的清洁。
2.对于系统压力报警,操作人员需要关注系统压力表,分析压力异常的原因,并及时处理。
FANUC常见CNC报警表
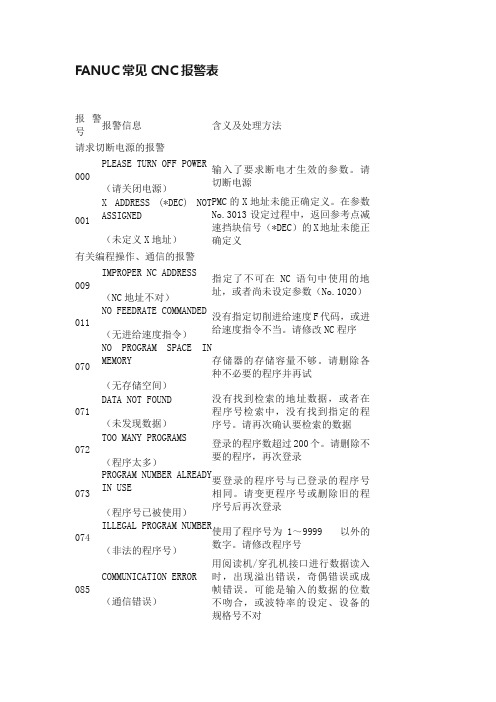
FANUC 常见CNC 报警表报警号报警信息 含义及处理方法 请求切断电源的报警000 PLEASE TURN OFF POWER(请关闭电源)输入了要求断电才生效的参数。
请切断电源 001 X ADDRESS (*DEC) NOTASSIGNED (未定义X 地址) PMC 的X 地址未能正确定义。
在参数No.3013设定过程中,返回参考点减速挡块信号(*DEC )的X 地址未能正确定义有关编程操作、通信的报警009IMPROPER NC ADDRESS(NC 地址不对)指定了不可在NC 语句中使用的地址,或者尚未设定参数(No.1020) 011 NO FEEDRATE COMMANDED(无进给速度指令) 没有指定切削进给速度F 代码,或进给速度指令不当。
请修改NC 程序070NO PROGRAM SPACE IN MEMORY (无存储空间) 存储器的存储容量不够。
请删除各种不必要的程序并再试 071DATA NOT FOUND (未发现数据) 没有找到检索的地址数据,或者在程序号检索中,没有找到指定的程序号。
请再次确认要检索的数据 072TOO MANY PROGRAMS (程序太多) 登录的程序数超过200个。
请删除不要的程序,再次登录 073PROGRAM NUMBER ALREADY IN USE (程序号已被使用) 要登录的程序号与已登录的程序号相同。
请变更程序号或删除旧的程序号后再次登录 074ILLEGAL PROGRAM NUMBER (非法的程序号) 使用了程序号为1~9999 以外的数字。
请修改程序号 085 COMMUNICATION ERROR (通信错误) 用阅读机/穿孔机接口进行数据读入时,出现溢出错误,奇偶错误或成帧错误。
可能是输入的数据的位数不吻合,或波特率的设定、设备的规格号不对086 DR SIGNAL OFF (DR 信号关断) 用阅读机/穿孔机接口进行数据输入输出时,I/O 设备的动作准备信号(DR )断开。
kndsd100报警处理方法
①换编码器电缆
①伺服系统不稳定,引起超调
1重新设定有关增益
2如果增益不能设置到合适值,则减小负载传动惯量比率
电机刚启动时出现
①负载惯量过大
1减小负载惯量
2换更大功率的驱动器和电机
①编码器零点错误
1换伺服电机
2请厂家重调编码器零点
1电机U、V、W引线接错
2编码器电缆引线接错
①正确接线
2
3
主电路欠压
接通主电源时出现
1电路板故障
2电源保险损坏
3软启动电路故障
4整流器损坏
①换伺服驱动器
1电源电压底
2临时停电20ms以上
①检查电源
电机运行过程中出现
1电源容量不够
2瞬时掉电
①检查电源
①散热器故障
①检查负载情况
4
位置超差
接通控制电源时出现
①电路板故障
①换伺服驱动器
接通主电源及控制线输入指令脉冲,电机不转动
1缩短电缆
2采用多芯并联供电
10
控制电源欠压
①输入控制电源偏低
①检查控制电源
1驱动器内部接插件不良
2开关电源异常
3芯片损坏
1更换驱动器
2检查接插件
3检查开关电源
11
IPM模块故障
接通控制电源时出现
①电路板故障
①换伺服驱动器
电机运行过程中出现
1供电电压偏低
2过热
1检查驱动器
2重新上电
3更换驱动器
①驱动器U、V、W间短路
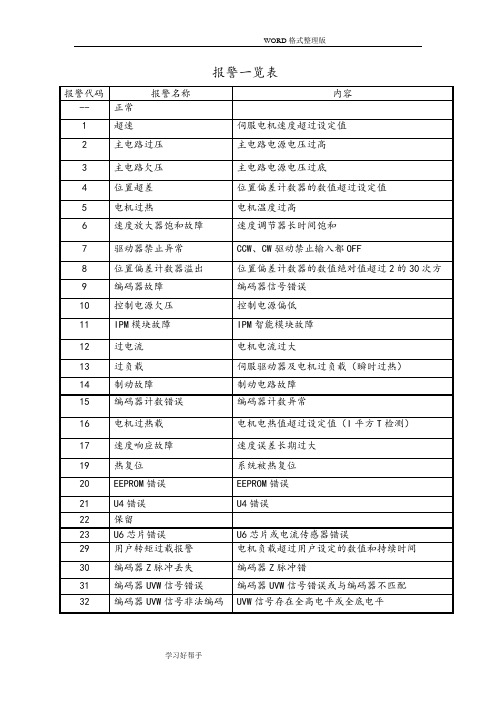
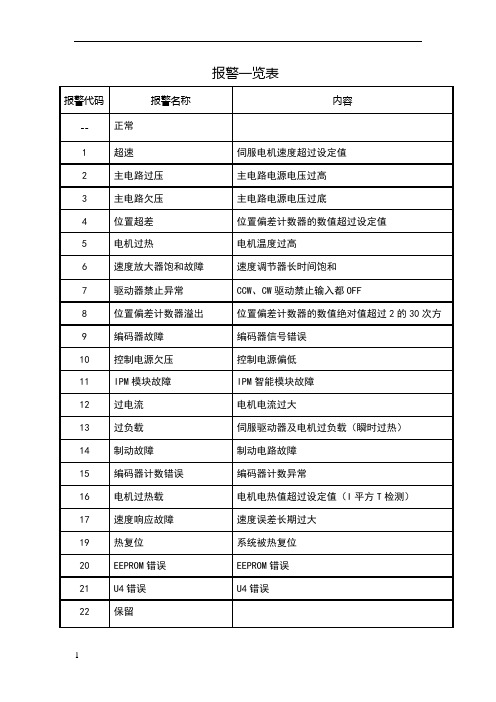
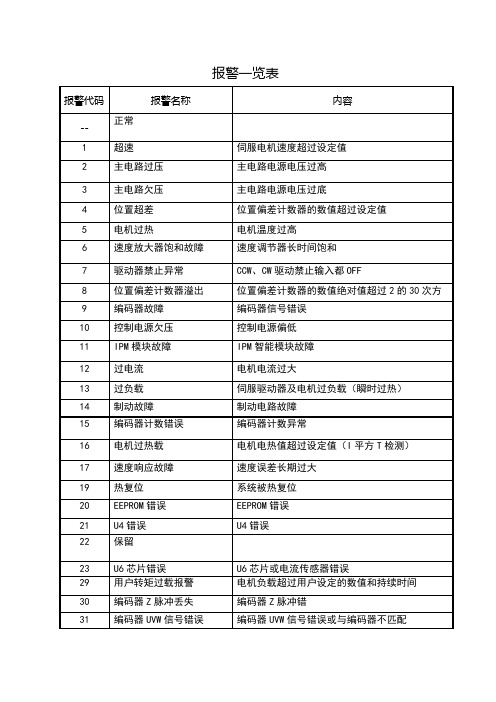
报警一览表
报警代码
报警名称
内容
--
正常
1
超速
伺服电机速度超过设定值
异常报警一览表

原因 按下了紧急停止按钮
参照起动条件 WAR 参照起动条件 TMP ・进刀轴与辅助轴的位置变差 已超出允许的公差范围。 参照起动条件 HPL
参照起动条件 WIR 参照起动条件 SLH 参照起动条件 UPA 在进给自动启动中,进给位置 在工件加工端以下。 参照起动条件 FAN 参照起动条件 THE 参照起动条件 UPT
·请确认总电源。
之中(取舍)
UPA 不断电的电源装置 ·无停电电源异常
·请确认无停电电源。请参考处理说明书。
异常(取舍)
(另外)
THM 料浆温度感知器异 ·温度传感器断线。
·请更换传感器。
常
·温度调节器出现故障。 ·请确认温度调节器
SLH 料浆温调切
·未选择料浆温度调节模式。 ·把温调设为自动(暖机、缓冷、恒温、缓温)。
常
120L/min。
COT 料浆回収逆変机异 ·料浆回収电机的逆変机出 ·如果有逆変机的报警显示,请参照逆変机的
常
现异常信号。
使用说明书。
·请确认料浆的粘度。
·请更换料浆。
COL 料漿回収喞筒切 ·料浆回収泵 OFF。
·请确认料浆供给泵的逆変机是否异常。
AIN 料漿撹拌逆変机异 ·料浆搅拌电机的逆変机出 ·如有逆変机的报警显示,请参照逆変机的使
·请打开料浆供给泵。 ·请确认料浆供给泵的逆変机是否异常。
·如果有报警,请参照逆変机的使用说明书确
认异常内容。
·请确认料浆罐的液位是否正常,必要时请调
整料浆量。
·请确认气压是否异常,并将气压调整到
0.4MPa。 ·请确认回收泵的热是否发生异常。
·请确认料浆液面液位传感器工作是否异常。
FLW 料浆流量异常
KND_SD100_报警处理方法

①换伺服驱动器
① 电源电压过高
①检查供电电源
② 电源电压波形不正常
电机运行过 程中出现
①制动电阻接线断开 ① 制动晶体管损坏 ② 内部制动电阻损坏 ①制动回路容量不够
①重新接线 ①换伺服驱动器
① 降低起停频率 ② 增加加∕减速时间常数 ③ 减小转矩限制值 ④ 减小负载惯量 ⑤ 更换大功率的驱动器和电
② 开关电源异常 ③ 芯片损坏
③ 检查开关电源
11 IPM 模块 接通控制电 ①电路板故障
①换伺服驱动器
故障
源时出现
电机运行过 ① 供电电压偏低
① 检查驱动器
程中出现 ② 过热
② 重新上电 ③ 更换驱动器
①驱动器 U、V、W 间短路 ①检查接线
①接地不良
①正确接地
①电机绝缘损坏
①更换电机
①受到干扰
① 增加线路滤波器 ② 远离干扰源
① 更换编码器 ② 检查编码器接口电路
接通控制电 源时出现 接通主电源 时出现
原因
处理方法
①控制电路板故障
① 换伺服驱动器
②编码器故障
② 换伺服电机
①输入 指令脉 冲频 率过 ①正确设定输入指令脉冲
高
① 加∕减速时间常数太 ①增大加∕减速 时间常数
小,使速度超调量过
大
①输入电子齿轮比
①正确设置
太大
①编码器故障
①换伺服电机
①编码器电缆不良
机
3 主 电 路 接通主电源 ① 电路板故障
①换伺服驱动器
欠压
时出现
② 电源保险损坏
③ 软启动电路故障
④ 整流器损坏
① 电源电压底
①检查电源
② 临时停电 20ms 以上
KNDSD100报警处理方法

①CCW、CW驱动禁止输入信号都断开
①检查接线、输入信号用电源
8
位置偏差计数器溢出
1电机被机械卡死
2输入指令脉冲异常
1检查负载机械部分
2检查指令脉冲
3检查电机是否按指令脉冲转动
9
编码器故障
①编码器接线错误
①检查接线
①编码器损坏
①更换电机
①编码器电缆不良
①换电缆
①编码器电缆过长,造成编码器供电电压偏低
2电机内部温度继电器损坏
1检查电缆
2检查电机
电机运行过程中出现
①电机过负载
1减小负载
2降低起停频率
3减小转矩限制值
4减小有关增益
5换更大功率的驱动器和电机
①电机内部故障
①换伺服电机
6
速度放大器饱和故障
电机运行过程中出现
①电机被机械卡死
①检查负载机械部分
①负载过大
1减小负载
2换更大功率的驱动器和电机
7
2降低起停频率
3减小转矩限制值
4换更大功率的驱动器和电机
①保持制动器没有打开
①检查保持制动器
①电机不稳定震荡
1调整增益
2增加加/减速时间
3减小负载惯量
1U、V、W有一相断线
2编码器接线错误
①检查接线
14
制动故障
接通控制电源时出现
①电路板故障
①更换伺服驱动器
电机运行过程中出现
①制动电阻接线断开
①重新接线
1电机U、V、W引线接错
2编码器电缆引线接错
①正确接线
①编码器故障
①换伺服电机
电机运行过程中出现
①设定位置超差检测范围太小
kndsd100报警处理方法
6编码器接口电路故障
1更换编码器
2检查编码器接口电1编码器UVW信号损坏
2编码器Z信号损
3电缆不良
4电缆屏蔽不良
5屏蔽地线未联好
6编码器接口电路故障
1更换编码器
2检查编码器接口电路
3
主电路欠压
接通主电源时出现
1电路板故障
2电源保险损坏
3软启动电路故障
4整流器损坏
①换伺服驱动器
1电源电压底
2临时停电20ms以上
①检查电源
电机运行过程中出现
1电源容量不够
2瞬时掉电
①检查电源
①散热器故障
①检查负载情况
4
位置超差
接通控制电源时出现
①电路板故障
①换伺服驱动器
接通主电源及控制线输入指令脉冲,电机不转动
①编码器电缆不良
①换编码器电缆
①伺服系统不稳定,引起超调
1重新设定有关增益
2如果增益不能设置到合适值,则减小负载传动惯量比率
电机刚启动时出现
①负载惯量过大
1减小负载惯量
2换更大功率的驱动器和电机
①编码器零点错误
1换伺服电机
2请厂家重调编码器零点
1电机U、V、W引线接错
2编码器电缆引线接错
①正确接线
2
主电路过压
接通控制电源时出现
①电路板故障
①换伺服驱动器
接通主电源
1电源电压过高
①检查供电电源
时出现
2电源电压波形不正常
电机运行过程中出现
①制动电阻接线断开
①重新接线
1制动晶体管损坏
2内部制动电阻损坏
①换伺服驱动器
①制动回路容量不够
KND报警 一览表
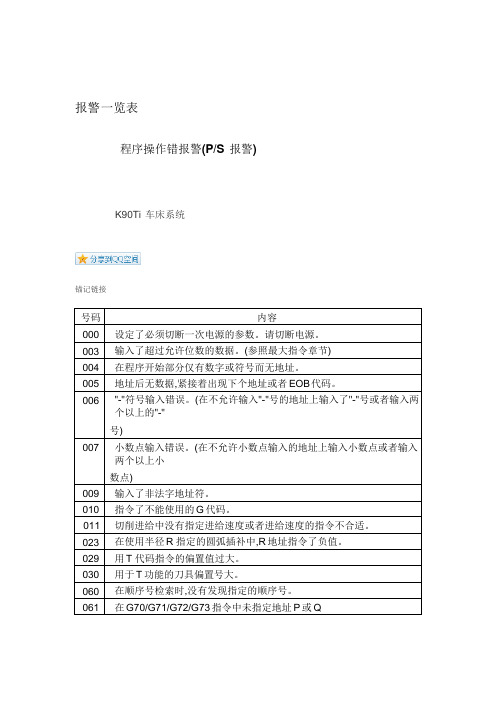
报警一览表程序操作错报警(P/S报警)K90Ti车床系统锚记链接号码内容000设定了必须切断一次电源的参数。
请切断电源。
003输入了超过允许位数的数据。
(参照最大指令章节)004在程序开始部分仅有数字或符号而无地址。
005地址后无数据,紧接着出现下个地址或者EOB代码。
006"-"符号输入错误。
(在不允许输入"-"号的地址上输入了"-"号或者输入两个以上的"-"号)007小数点输入错误。
(在不允许小数点输入的地址上输入小数点或者输入两个以上小数点)009输入了非法字地址符。
010指令了不能使用的G代码。
011切削进给中没有指定进给速度或者进给速度的指令不合适。
023在使用半径R指定的圆弧插补中,R地址指令了负值。
029用T代码指令的偏置值过大。
030用于T功能的刀具偏置号大。
060在顺序号检索时,没有发现指定的顺序号。
061在G70/G71/G72/G73指令中未指定地址P或Q071 没有找到检索地址数据。
或者在程序号检索中,没有找到指定号码的程序072存储的程序超过 63 个。
073 要存入的程序号和存储器中已存入的程序号相同。
074 程序号不在 1~9999 范围内。
076 在 M98 的程序段中,没有指定 P 。
077 子程序调用嵌套过多。
078 在 M98,M99 程序段中,没有找到用P 指定的程序号或者顺序号。
090 返回程序零点时,无程序零点记忆。
101 在程序编辑中,改写存储器时,电源断电了。
关机后再开机报警自动取消. 3.2 超程报警3.3 驱动器报警3.4 系统报警注:系统报警通常是因为系统电压+5V过低或电源与系统连接插头处不牢固造成的。
如果检测电压低时,可小心逐步地调整电源处的调节旋钮提高电压值。
3.5 外部信息报警。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
报警一览表
程序操作错报警(P/S报警)
K90Ti车床系统
锚记链接
号码内容
000设定了必须切断一次电源的参数。
请切断电源。
003输入了超过允许位数的数据。
(参照最大指令章节)
004在程序开始部分仅有数字或符号而无地址。
005地址后无数据,紧接着出现下个地址或者EOB代码。
006"-"符号输入错误。
(在不允许输入"-"号的地址上输入了"-"号或者输入两个以上的"-"
号)
007小数点输入错误。
(在不允许小数点输入的地址上输入小数点或者输入两个以上小
数点)
009输入了非法字地址符。
010指令了不能使用的G代码。
011切削进给中没有指定进给速度或者进给速度的指令不合适。
023在使用半径R指定的圆弧插补中,R地址指令了负值。
029用T代码指令的偏置值过大。
030用于T功能的刀具偏置号大。
060在顺序号检索时,没有发现指定的顺序号。
061在G70/G71/G72/G73指令中未指定地址P或Q
071 没有找到检索地址数据。
或者在程序号检索中,没有找到指定号码的程序
072
存储的程序超过 63 个。
073 要存入的程序号和存储器中已存入的程序号相同。
074 程序号不在 1~9999 范围内。
076 在 M98 的程序段中,没有指定 P 。
077 子程序调用嵌套过多。
078 在 M98,M99 程序段中,没有找到用
P 指定的程序号或者顺序号。
090 返回程序零点时,无程序零点记忆。
101 在程序编辑中,改写存储器时,电源断电了。
关机后再开机报警自动取消. 3.2 超程报警
3.3 驱动器报警
3.4 系统报警
注:系统报警通常是因为系统电压+5V过低或电源与系统连接插头处不牢固造成的。
如果检测电压低时,可
小心逐步地调整电源处的调节旋钮提高电压值。
3.5 外部信息报警。