津上fanuc加工中心va报警一览表
加工中心报警列表

加工中心报警列表文件管理序列号:[K8UY-K9IO69-O6M243-OL889-F88688]加工中心报警说明2020冷却润滑ATC马达报2021气压低报警2022主轴定位报警2023M6命令超时报警2024T码命令错误2025刀具选择开关未设2026换挡超时报警2027主轴速度到达报警2028主轴旋转故障2029APC门被打开2030换刀马达刹车释放2031ATC维护状态2032外部速度保持2033主轴冷却油泵报警2034冷却液水位低报警2035TSC冷却马达过载2036刀具搜索违法报警2037M06命令报警2039刀库移动错误报警2043第四轴压力低报警2045夹具夹紧放松报警2047ATC门被打开2048操作门被打开2050润滑油压低报警2051油温冷却器报警2052冷却过滤器转换保2053冷却液压力低报警2054刀具寿命结束报警2060主轴夹紧报警2064刀库等待刀具报警2065换刀臂位置检查保2066必须指定一个刀号2068ATC门开关报警2074ATC超时报警2075ATC旋转超时报警2077第四轴夹紧放松保2079刀库同步故障2080ATC互锁报警2081ATC刀库门开报警2082刀库刀杯出来保警2083ATC维护状态2084APC安装站门开2085热补偿错误2087挡位丢失2088刀具破损2089刀具磨损检测2090工作台放松中2098排销机报警2101必须返回原点2102夹具放松循环启动2103ATC必须循环一次2104主轴刀号为0 2105ATC手动模式2106APC手动模式2107进给选择开关为0 2108自动电源关准备中2109机床锁定中2110辅助机能2111APC设定按2112手动轴移动互锁2113切销模式主轴停2114复位命令报警。
FANUC-oi数控系统报警代码表,再也不怕机床报警了

FANUC-oi数控系统报警代码表,再也不怕机床报警了FANUC-- 0 系统操作编程说明书1附录 1:FANUC-0 系统报警代码表1. 程序报警(P/S 报警)报警号报警内容000 修改后须断电才能生效的参数,参数修改完毕后应该断电。
001 TH 报警,外设输入的程序格式错误。
002 TV 报警,外设输入的程序格式错误。
003 输入的数据超过了最大允许输入的值。
参考编程部分的有关内容。
004 程序段的第一个字符不是地址,而是一个数字或“-”。
005 一个地址后面跟着的不是数字,而是另外一个地址或程序段结束符。
006 符号“-”使用错误(“-”出现在一个不允许有负值的地址后面,或连续出现了两个“-”)。
007 小数点“. ”使用错误。
009 一个字符出现在不能够使用该字符的位置。
010 指令了一个不能用的G 代码。
011 一个切削进给没有被给出进给率。
014 程序中出现了同步进给指令(本机床没有该功能)。
015 企图使四个轴同时运动。
020 圆弧插补中,起始点和终点到圆心的距离的差大于876 号参数指定的数值。
021 圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029 H 指定的偏置号中的刀具补偿值太大。
030 使用刀具长度补偿或半径补偿时,H 指定的刀具补偿号中的刀具补偿值太大。
033 编程了一个刀具半径补偿中不能出现的交点。
034 圆弧插补出现在刀具半径补偿的起始或取消的程序段。
037 企图在刀具半径补偿模态下使用G17、G18 或G19 改变平面选择。
038 由于在刀具半径补偿模态下,圆弧的起点或终点和圆心重合,因此将产生过切削的情况。
041 刀具半径补偿时将产生过切削的情况。
043 指令了一个无效的T 代码。
044 固定循环模态下使用G27、G28 或G30 指令。
046 G30 指令中P 地址被赋与了一个无效的值(对于本机床只能是2)。
051 自动切角或自动圆角程序段后出现了不可能实现的运动。
加工中心报警信息表

EX0165
TOOL CLAMP SIGNAL OFF
PER0165
Tool clamp check signal has been turned off while spindle is rotating.
面板报警
MER0099
在平板式操作面板中已经发生了报警。
EX0103
INTERLOCK BYPASS ON
PER0103
ATC-command has been given while interlock bypass is on.空管指挥?已经?被?给?而?联锁?旁路?是
EX0116
REFERENCE POINT PARAMETER ERROR
EX0230
PLEASE SELECT MAGAZINE AUTO MODE
PER0230
The manual operation mode has been selected on the magazine operation panel when T-code command has been given. Selected the automatic operation mode.
Number of tools is not properly set in the parameter.
EX0256
MAGAZINE INDEX TIME OVER
PER02g cycle time has been over.
EX0296
SERVO ALARM (MAGAZINE)
FANUC报警列表

FANUC报警列表FANUC报警列表FANUC报警列表一、后台编辑报警1.报警信息: “BP/S alarm”,BP/S报警。
报警说明: 与一般的程序编辑中发生的P/S号报警相同,发生BP/S 报警(070、071、072、073、074、085、086、087)。
2. 140号报警报警信息: “BP/S alarm”,BP/S报警。
报警说明: 在后台选择或者删除了一个在前台选中的程序。
二、程序错误报警1.000号报警报警信息: “Please turn off power”,请关闭电源。
报警说明:设定了必须关断电源才能生效的机床数据。
2.001号报警报警信息: “TH Parity alarm”,TH奇偶报警。
报警说明:TH报警(输入了不符合奇偶的字符),应修改纸带。
3.002号报警报警信息: “TV Parity alarm”,TV奇偶报警。
报警说明:TV报警(一个程序段内的字符数为奇数)。
仅在TV检测为ON时发生。
4.003号报警报警信息: “T oo many digits”,数字太多。
报警说明: 输入了超过允许位数的数据。
5.004号报警报警信息: “Address not found”,没有发现地址。
报警说明: 在程序段的开始无地址,输入了数字或符号“-”。
修改程序。
6.005号报警报警信息: “No data after address”,地址之后没有数据。
报警说明: 地址后面没有跟随数据,而出现下一个地址或者EOB码。
修改程序。
7.006号报警报警信息: “Illegal use of negative sign”,非法使用负号。
报警说明: 负号“-”输入错误(“-”出现在不可能输入这个符号的地址中或者输入了两个以上的“-”)。
修改程序。
8.007号报警报警信息: “Illegal use of decimal point”,非法使用十进制小数点。
报警说明: 小数点“.”输入错误(小数点“.”出现在不可能输入这个符号的地址中或者输入了两个以上的“.”)。
加工中心报警信息表

SPECIFIED POT IS NOT INDEXED
PER0124
The pot specified by T-code has not been indexed at change position during ATC cycle.的?锅?指定的??T-CODE?已经?不?被?索引?在?改变? ATC?周期中的位置。
EX0256
MAGAZINE INDEX TIME OVER
PER0256
Magazine indexing cycle time has been over.
EX0296
SERVO ALARM (MAGAZINE)
PER0296
Alarm of servo motor(magazine).
EX0298
EX0013
主轴或旋转刀具主轴接通
PER0013
在主轴或旋转刀具主轴旋转期间,就已经发出了一个自动门打开指令。
EX0018
所有的轴都需要回零
PER0018
在机床锁紧取消之后,没有进行所有轴的回零,就起动了一个循环开始。
EX0019
工件计数器处于满数
PER0019
PC或外部工件计数器已经数满时,还是起动了一个循环开始。
EX0240
EMPTY POT HAS TOOL DATA
PER0240
Tool data is set for the empty pot during ATC cycle. Tool data is not properly set.
EX0243
ERROR
PER0243
Number of tools is not properly set in the parameter.
FANUC系统报警信息诠释

FANUC系统报警信息诠释故障代码解释及应对措施1)SRVO–001 SVAL1 Operator panel E–stop 解释:按下在操作员面板或是操作箱上的紧急停止按钮。
如果 SYST-067(面板HSSB 断开连接)警报也同时发生,或是如果在面板上 LED 指示灯(绿色) 关闭不发光,主板(JRS15)和面板(JRS15)通讯异常。
主板和面板电路板之间的电缆连接可能松动。
或者,电缆,面板电路板或是主板可能有故障。
注意:如果LED 指示灯是关闭不发光的,下面的警报也会产生。
SRVO–001 Operator panel E–stop.SRVO–004 Fence open.SRVO–007 External emergency stop. SRVO–199 Control stop.SRVO–204 External (SVEMG abnormal) E–stop.SRVO–213 Fuse blown (Panel PCB).SRVO–277 Panel E–stop (SVEMG abnormal). SRVO–280 SVOFF input检查显示在示教盒上显示的警报历史。
(措施1):释放在操作员面板或是操作员箱上被按下的紧急停止按钮。
(措施 2):确认操面板电路板(CRT16)和急停按钮之间的连接电缆,如果有裸线,则替换电缆。
(措施3):确认连接面板电路板(CRS20 或CRS1)和示教盘之间的连接电缆,如果有裸线,则替换电缆。
(措施4):当紧急停止按钮在释放的位置,检查接线端和开关的连接情况,如果没有连通,则是急停按钮的故障。
替换开关或操作面板。
(措施5):替换示教盘。
(措施6):替换面板电路板。
注意:在执行措施7 前,完成整个控制器的备份来保存所有程序和设置内容。
(措施7):替换主板。
注释:与SRVO-213 同时发生时,可能是因为保险丝已经熔断。
采取与SRVO-213 相同的处理措施。
FANUC系统常见报警中文对照及解决方法
FANUC系统常见报警中文对照及解决方法1.AL-01:伺服报警尘埃这个报警表示伺服电机遇到了尘埃问题。
解决方法是清洁伺服电机,并确保其周围环境清洁。
2.AL-02:伺服报警过载这个报警表示伺服电机遇到过载问题。
解决方法是检查伺服电机和相关设备的负载情况,确保其在正常范围内。
3.AL-03:伺服报警过温这个报警表示伺服电机遇到过温问题。
解决方法是检查散热装置是否正常工作,安装风扇或增加散热片等,并减少伺服电机的负载。
4.AL-04:伺服报警驱动断开这个报警表示伺服电机的驱动断开。
解决方法是检查伺服电机的连接线路是否正常,确保电缆连接牢固。
5.AL-05:伺服报警电源断开这个报警表示伺服电机的电源断开。
解决方法是检查伺服电机的电源线路是否正常,确保电源连接牢固。
6.AL-06:伺服报警过流这个报警表示伺服电机遇到过流问题。
解决方法是检查伺服电机和相关设备的电流情况,确保其在正常范围内。
7.AL-07:伺服报警过压这个报警表示伺服电机遇到过压问题。
解决方法是检查伺服电机和相关设备的电压情况,确保其在正常范围内。
8.AL-08:伺服报警欠压这个报警表示伺服电机遇到欠压问题。
解决方法是检查伺服电机和相关设备的电压情况,确保其在正常范围内。
9.AL-09:伺服报警过热这个报警表示伺服电机遇到过热问题。
解决方法是检查散热装置是否正常工作,安装风扇或增加散热片等,并减少伺服电机的负载。
10.AL-10:伺服报警驱动电流异常这个报警表示伺服电机驱动电流异常。
解决方法是检查伺服电机的驱动器和电缆连接是否正常,并确保电缆连接牢固。
FANUC报警表

修改程序。
重复固定循环(G71 或 G72)中指定了不是单调增大或单调缩小 的图形形状。
修改程序。
1. 在 G71,G72 或 G73 指令中用地址 P 指定的顺序号的程序段中
没有 G00 或 G01 指令。 2. 在 G71 或 G72 中用地址 P 指定的顺序号的程序段中分别指令
了地址 Z(W)或 X(U)。
修改程序。
在 G71,G72 或 G73 中用地址 P 指定的两个程序段之间指令了不可 使用的 G 代码。 修改程序。
用地址 P 和 Q 指定了 G70,G71,G72 或 G73 指令。
修改程序。
G70,G71,G72 或 G73 中用地址 P 和 Q 指定的程序段中最后的移动 指令由倒角或拐角 R 结束。
信息 通讯错误
DR 信号断开
缓冲区溢出
参考点返回未完成 参考点返回未完成
不在参考点的轴 不允许 P 型(坐标改变)
P 型不允许(EXT OFS CHG)
P 型不允许(WRK OFS CHG)
P 型不允许(自动执行)
在顺序返回中发现 G28 检索之后不允许执行 MDI
参数写入有效
请清除存储器 G08 中格式错误
内存不足。
删除不必要的程序,重试。
未发现要搜寻的地址。或在程序检索中未发现指定程序号的程序。
检查数据。
存储的程序数量超过了 400 个。
删除不要的程序,重新执行程序存储。
被指令的程序号已经使用。
改变程序号或删除不要的程序,重新执行程序存储。
程序号为 1~9999 之外的数。
改变程序号。
企图存储一个被保护的程序号。
015
指令了太多的轴
020
FANUC系统报警代码表2011
FANUC系统报警代码表1.程序报警(P/S报警)报警号报警内容000 修改后须断电才能生效的参数,参数修改完毕后应该断电。
001 TH报警,外设输入的程序格式错误。
002 TV报警,外设输入的程序格式错误。
003 输入的数据超过了最大允许输入的值。
参考编程部分的有关内容。
004 程序段的第一个字符不是地址,而是一个数字或“-”。
005 一个地址后面跟着的不是数字,而是另外一个地址或程序段结束符。
006 符号“-”使用错误(“-”出现在一个不允许有负值的地址后面,或连续出现了两个“-”)。
007 小数点“. ”使用错误。
009 一个字符出现在不能够使用该字符的位置。
010 指令了一个不能用的G代码。
011 一个切削进给没有被给出进给率。
014 程序中出现了同步进给指令(本机床没有该功能)。
015 企图使四个轴同时运动。
020 圆弧插补中,起始点和终点到圆心的距离的差大于876号参数指定的数值。
021 圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029 H指定的偏置号中的刀具补偿值太大。
030 使用刀具长度补偿或半径补偿时,H指定的刀具补偿号中的刀具补偿值太大。
033 编程了一个刀具半径补偿中不能出现的交点。
034 圆弧插补出现在刀具半径补偿的起始或取消的程序段。
037 企图在刀具半径补偿模态下使用G17、G18或G19改变平面选择。
038 由于在刀具半径补偿模态下,圆弧的起点或终点和圆心重合,因此将产生过切削的情况。
041 刀具半径补偿时将产生过切削的情况。
043 指令了一个无效的T代码。
044 固定循环模态下使用G27、G28或G30指令。
046 G30指令中P地址被赋与了一个无效的值(对于本机床只能是2)。
051 自动切角或自动圆角程序段后出现了不可能实现的运动。
052 自动切角或自动圆角程序段后的程序段不是G01指令。
053 自动切角或自动圆角程序段中,符号“,”后面的地址不是C或R。
发那科报警表

一、后台编辑报警1.报警信息: “BP/S alarm”,BP/S报警。
报警说明: 与一般的程序编辑中发生的P/S号报警相同,发生BP/S报警(070、071、072、073、074、085、086、087)。
2. 140号报警报警信息: “BP/S alarm”,BP/S报警。
报警说明: 在后台选择或者删除了一个在前台选中的程序。
二、程序错误报警1.000号报警报警信息: “Please turn off power”,请关闭电源。
报警说明:设定了必须关断电源才能生效的机床数据。
2.001号报警报警信息: “TH Parity alarm”,TH奇偶报警。
报警说明:TH报警(输入了不符合奇偶的字符),应修改纸带。
3.002号报警报警信息: “TV Parity alarm”,TV奇偶报警。
报警说明:TV报警(一个程序段内的字符数为奇数)。
仅在TV检测为ON时发生。
4.003号报警报警信息: “Too many digits”,数字太多。
报警说明: 输入了超过允许位数的数据。
5.004号报警报警信息: “Address not found”,没有发现地址。
报警说明: 在程序段的开始无地址,输入了数字或符号“-”。
修改程序。
6.005号报警报警信息: “No data after address”,地址之后没有数据。
报警说明: 地址后面没有跟随数据,而出现下一个地址或者EOB码。
修改程序。
7.006号报警报警信息: “Illegal use of negative sign”,非法使用负号。
报警说明: 负号“-”输入错误(“-” 出现在不可能输入这个符号的地址中或者输入了两个以上的“-”)。
修改程序。
8.007号报警报警信息: “Illegal use of decimal point”,非法使用十进制小数点。
报警说明: 小数点“.”输入错误(小数点“.”出现在不可能输入这个符号的地址中或者输入了两个以上的“.”)。
FANUC报警总表

不能用机械挡块设定回参考点
PS/BG/SR 310
PS/BG/SR 311
PS/BG/SR 312
PS/BG/SR 313
PS/BG/SR 314
文件未找到 格式错误 (1) 图纸尺寸直接输入中指令非法
螺距指令非法
PS/BG/SR 97
PS/BG/SR 99
PS/BG/SR 109
PS/BG/SR 110
PS/BG/SR 111
PS/BG/SR 112
PS/BG/SR 113
PS/BG/SR 114
PS/BG/SR 115
PS/BG/SR 116
回零检查 (G27) 错误
不允许用 P 型 (COORD CHG) 不允许用 P 型 (EXT OFS CHG) 不允许用 P 型 (WRK OFS CHG) 不允许用 P 型 (AUTO EXEC)
359 在混合控制方式参考点未确立时指令了 G28
360
重叠控制轴号参数设定错误
361
由于轴在移动,重叠控制不能使用
362
重叠控制轴构成错误
363
对重叠控制的从属轴指令了 G28
364
对重叠控制的从属轴指令了 G53
365
各轨迹的伺服轴/主轴数太多
369
G31 格式错误
370
G31P/G04Q 不正确
412
使用非法G 代码
445
轴进给命令不正确
446
不是单程序段
447
设定数据有误
455
磨削用固定循环中命令错误
456
磨削用固定循环中参数设定错误
津上fanuc加工中心va报警一览表

内容:在正面门打开的情况下,按了循环启动键。
处理:请把正面门关上再按循环启动按钮开着门也可以按启动按钮改1 :或者PSK参数K4.6 0内容:在左侧门打开的情况下,按了循环启动键。
处理:请把左侧门关上再按循环启动按钮开着门也可以按启动按钮1 K4.7 0K参数改PS:或者内容:气压不足,空压低下调节气压阀,增加气泵 : 处理可屏蔽此报警,但不能执行换刀指令改K4.4 01 PS:维修时,K参数液位过低内容:水箱切削液以上2/3处理 : 1. 添加切削液,加到水箱水位如果还是报警,请调节水箱上面的液位感应灯 2.可屏蔽此报警1 改 3. K参数 K4.5 0内容:油路压力不足检查用油是否太快,油管接头是否漏油 : 1. 处理检查导轨油加油时间的频率是是否正常.)比如:一周添加一次 (在没有漏油,加油频率正常的情况下 2. 可屏蔽此报警1 K13.2 0改 K参数内容:导轨油油箱液位不足请添加导轨油处理 :可屏蔽此报警1 改 K参数K4.3 0PS:机床维修时线轨磨损加快很多。
轴承,注意:正常加工时严禁屏蔽此参数,长时间屏蔽后会造成丝杆,:一般不会出现这个报警。
PS:出现这个报警,一般是水泵的热敏开关损坏,可对调开关做测试PS装置电池:机床电柜右下角有两个电池盒,一个是脉冲编码器电池,一个是NCPS更换电池请把机床各轴回原点后再进行更换,防止机械原点丢失。
编码循环超时报警,它的意思是执行了这个指令,机床没有动作MPS:出现的位置的时候,有些时候会出现这个报警。
倍率开关在G01 01.指令个以上的3M一个程序段不能出现2.内容:刀库位置异常轴机械坐标位置不对W.° 144° 162 126° 90° 108°° 540° 18° 36°°72° 342 324°° 288° 306° 180 198° 216° 234° 252°°270个位置上才算是正常的轴位置只会在这W20PS:刀库轴处理:手动旋转刀库,手动正转几下,手动反转几下,或者按刀库回零都可以:如果刀库旋转按了没有反应,可以先把急停拍了,再按准备按钮,再旋转刀库试试PSPS : w轴坐标与以上坐标相差2°以上的时候,如果手动旋转刀库没反应,可以修改K参数 K40.1 0改1 按手轮*100,再按四轴,再看W轴机械坐标,手轮摇到上记20个坐标都报警。
FANUC报警总表

A 报警列表A.1 报警列表(CNC) (381)(1) 与程序操作相关的报警(PS报警) (381)(2) 与后台编辑相关的报警(BG报警) (381)(3) 与通讯相关的报警(SR报警) (381)(4) 参数写入状态下的报警(SW报警) (401)(5) 伺服报警(SV报警) (401)(6) 与超程相关的报警(OT报警) (405)(7) 与存储器文件相关的报警(IO报警) (405)(8) 请求切断电源的报警(PW报警) (406)(9) 与主轴相关的报警(SP报警) (406)(10) 过热报警(OH报警) (408)(11) 其他报警(DS报警) (408)(12) 与误动作防止功能相关的报警(IE报警) (410)A.2 报警列表(PMC) (411)A.2.1 显示在PMC报警画面的信息 (411)A.2.2 PMC系统报警信息 (414)A.2.3 操作错误 (415)A.2.4 I/O通信错误 (423)A.3 报警列表(串行主轴) (426)A.4 错误代码列表(串行主轴) (431)A.1 报警列表(CNC)(1) 与程序操作相关的报警(PS报警)(2) 与后台编辑相关的报警(BG报警)(3) 与通讯相关的报警(SR报警)这些报警种类的报警号为公用的编号。
根据报警的状态,以PS“报警号”例)PS0003BG“报警号”例)BG0085SR“报警号”例)SR0001的方式予以显示。
报警号信息内容0001 TH错误输入设备的读入过程中检测出了TH错误。
引起TH错误的读入代码和是从程序段数起的第几个字符,可通过诊断画面进行确认。
0002 TV校验错误在单程序段的TV检测中检测出了错误。
通过将参数TVC(No.0000#0)设定为0可以使系统不进行TV检测。
0003 数位太多指定了比NC指令的字更多的允许位数。
此允许位数根据功能和地址而有所不同。
0004 未找到地址 NC语句的地址+数值不属于字格式。
发那科报警表

发那科报警表一、后台编辑报警1.报警信息: “BP/S alarm”,BP/S报警。
报警说明: 与一般的程序编辑中发生的P/S号报警相同,发生BP/S 报警(070、071、072、073、074、085、086、087)。
2. 140号报警报警信息: “BP/S alarm”,BP/S报警。
报警说明: 在后台选择或者删除了一个在前台选中的程序。
二、程序错误报警1.000号报警报警信息: “Please turn off power”,请关闭电源。
报警说明:设定了必须关断电源才能生效的机床数据。
2.001号报警报警信息: “TH Parity alarm”,TH奇偶报警。
报警说明:TH报警(输入了不符合奇偶的字符),应修改纸带。
3.002号报警报警信息: “TV Parity alarm”,TV奇偶报警。
报警说明:TV报警(一个程序段内的字符数为奇数)。
仅在TV检测为ON时发生。
4.003号报警报警信息: “T oo many digits”,数字太多。
报警说明: 输入了超过允许位数的数据。
5.004号报警报警信息: “Address not found”,没有发现地址。
报警说明: 在程序段的开始无地址,输入了数字或符号“-”。
修改程序。
6.005号报警报警信息: “No data after address”,地址之后没有数据。
报警说明: 地址后面没有跟随数据,而出现下一个地址或者EOB码。
修改程序。
7.006号报警报警信息: “Illegal use of negative sign”,非法使用负号。
报警说明: 负号“-”输入错误(“-” 出现在不可能输入这个符号的地址中或者输入了两个以上的“-”)。
修改程序。
8.007号报警报警信息: “Illegal use of decimal point”,非法使用十进制小数点。
报警说明: 小数点“.”输入错误(小数点“.”出现在不可能输入这个符号的地址中或者输入了两个以上的“.”)。
FANUC报警一览表之
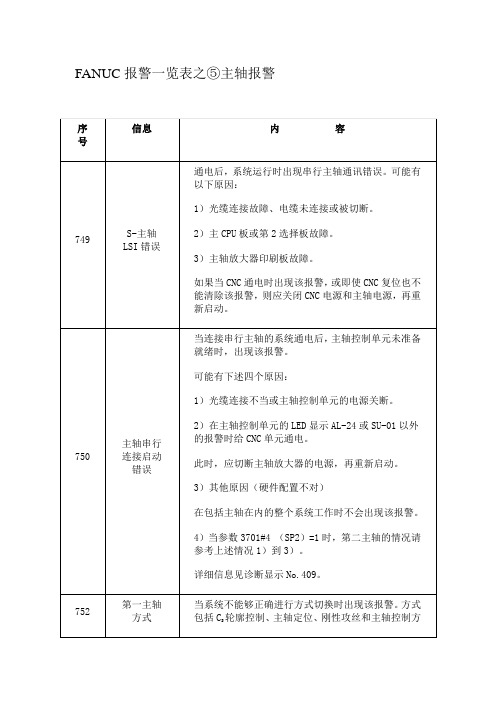
αi系列主轴放大器的报警号和报警显示
报警号
信息
SVPM
STATUS1
指示(*1)
故障位置及处理
说明
(750)
主轴串行连接错误
A0
A
1 更换SVPM的控制电路印 刷板上的ROM。
2 更换SVPM控制电路印刷板。
程序未正常启动。
SVPM的控制电路印刷板上的ROM版本号错误或硬件故障。
初始化检测错误
79
更换SVPM控制印刷电路板。
初始化检验时发现错误。
7n81
SPN_n_:
1转电机编码器信号错误
81
1.检查和修改参数。
2.更换反馈电缆。
3.调整传感器。
不能正确检测到电机传感器的1转信号。
7n82
SPN_n_:
无1转电机编码器信号
82
1.更换反馈电缆。
2.调整传感器。
电机传感器的1转信号没有发出。
7n51
SPN_n_:
DC LINK电压过低
51
1.检查并调整电源电压
2.更换MC。
输入电源掉电(瞬间电源故障或MC接触不良)。
7n52
SPN_n_:
ITP信号异常I
52
1.更换SVPM控制电路板。
2.更换CNC中的主轴接口电路板。
NC接口异常(ITP信号停止)。
7n53
SPN_n_:
ITP信号异常II
#7
#6
#5
#4
#3
#2
#1
#0
409
SPE
S2E
S1E
SHE
#3(SPE):0:在主轴串行控制中,串行主轴参数满足主轴单元的启动条件。
FANUC报警一览表(全)

025
CANNOT COMMAND FO IN G02.-G03 (M senes->
在HXff补中,用F1—位数进给指令了F0(快遼进给)。修改 程序。
027
NO AXES COMMANDED IN G43.G44 (Msene^)
在刀具长度补偿C中,4G43 G44的程序段,没有指建轴。 刀具长度补偿C中•在没有取消补偿状态下,又对其他轴进厅 补偿。修改程序。
午川乍綸入偏置©-gio「• m广p flz戒占 没有指定p值。修改思序.
032
ILLEGAL OFFSET VALUE IN GIO
程序输入(GLO)或用系统变量写tttt时,指定的備 置盘过大.
033
NOSOLtmeATCRC CM曲)
刀具补偿没有求到交点.修改程序.
NO SOLUTION .AT CRC
003
TOO h£ANY DIGITS
愉入了趨过允许値的数据(参数最大可编程值)
004
.ADDRESS NOT FOUND
荐呼段艸头士地址.只籀入『数值或符号”一二 修改锂序v
005
NO DATA AFTER ADDRE%
地址厉番有紧随権应的!»据”而筍入「地址.HOB代码g修改
006
ILLEGAL USE OF乂EGATIVE SIGN
010
IMPROPER G(ODE
指定r一个不能用的g代码或针对某个没有提供的功能指定(某个G代码。修改程序。
Oil
NO FEEDRATE COMMANDED
没有指定切削进给速度,或进给速度指令不为。修改程序.
014
CAN NOT COMMAND G95
津上FANUC加工中心VA3报警一览表

内容:在正面门打开的情况下,按了循环启动键。
处理:请把正面门关上再按循环启动按钮PS:或者K参数K4.6 0改1 开着门也可以按启动按钮内容:在左侧门打开的情况下,按了循环启动键。
处理:请把左侧门关上再按循环启动按钮PS:或者K参数K4.7 0改1 开着门也可以按启动按钮内容:气压不足,空压低下处理 : 调节气压阀,增加气泵PS:维修时,K参数K4.4 0改1 可屏蔽此报警,但不能执行换刀指令内容:水箱切削液液位过低处理 : 1. 添加切削液,加到水箱水位2/3以上2. 如果还是报警,请调节水箱上面的液位感应灯3. K参数 K4.5 0改1 可屏蔽此报警内容:油路压力不足处理 : 1. 检查用油是否太快,油管接头是否漏油检查导轨油加油时间的频率是是否正常(比如:一周添加一次)2. 在没有漏油,加油频率正常的情况下K参数 K13.2 0改1 可屏蔽此报警内容:导轨油油箱液位不足处理 : 请添加导轨油PS:机床维修时 K参数K4.3 0改1 可屏蔽此报警注意:正常加工时严禁屏蔽此参数,长时间屏蔽后会造成丝杆,轴承,线轨磨损加快很多。
PS:一般不会出现这个报警。
PS:出现这个报警,一般是水泵的热敏开关损坏,可对调开关做测试PS:机床电柜右下角有两个电池盒,一个是脉冲编码器电池,一个是NC装置电池更换电池请把机床各轴回原点后再进行更换,防止机械原点丢失。
PS:出现M编码循环超时报警,它的意思是执行了这个指令,机床没有动作1.G01 倍率开关在0的位置的时候,有些时候会出现这个报警。
2.一个程序段不能出现3个以上的M指令内容:刀库位置异常W轴机械坐标位置不对0° 18° 36° 54° 72° 90° 108° 126° 144° 162° 198° 216° 234° 252° 180° 270° 288° 306° 324° 342°PS:刀库轴W轴位置只会在这20个位置上才算是正常的处理:手动旋转刀库,手动正转几下,手动反转几下,或者按刀库回零都可以PS:如果刀库旋转按了没有反应,可以先把急停拍了,再按准备按钮,再旋转刀库试试PS : w轴坐标与以上坐标相差2°以上的时候,如果手动旋转刀库没反应,可以修改K参数 K40.1 0改1 按手轮*100,再按四轴,再看W轴机械坐标,手轮摇到上记20个坐标都可以消除2022报警。
津上FANUC加工中心VA3_K参数设置04版

K003.6
0:
1:
0
K003.7
0:T编码超时有效
1:T编码超时无效
0
K004.0
0:M编码,全轴原点复归超时有效
1:M编码,全轴原点复归超时无效
0
K004.1
0:主轴定位超时有效
1:主轴定位超时无效
0
K004.2
0:M编码超时有效
1:M编码超时无效
0
K004.3
0:滑块润滑油油位低下报警有效
1:滑块润滑油油位低下报警无效
100
D51
ATC报警速度超限#2(47.0-82.999):常规刀具
100
D52
ATC报警速度超限#3(83.0-312.999):常规刀具
100
D53
ATC报警速度超限#4(313.0-359.999):常规刀具
100
D54
0
D55
0
D56
0
D57
ATC报警速度超限#1(0.0-46.999):重量刀具
【保持继电器】
地址
Address
机能
Function
标准设定值
Standard
K0001.5
0: K1.4参照
1:
0
K0001.6
0:追加第6轴时,超程有效
1:追加第6轴时,超程无效
0
K0001.7
0:追加第7轴时,超程有效
1:追加第7轴时,超程无效
0
K0002.0
0:第6轴电磁阀在手动模式下松开无效
0
T86
45
0
T88
46
0
T90
47
0
T92
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
内容:在正面门打开的情况下,按了循环启动键。
处理:请把正面门关上再按循环启动按钮
PS:或者K参数K4.6 0改1 开着门也可以按启动按钮
内容:在左侧门打开的情况下,按了循环启动键。
处理:请把左侧门关上再按循环启动按钮
PS:或者K参数K4.7 0改1 开着门也可以按启动按钮
内容:气压不足,空压低下
处理 : 调节气压阀,增加气泵
PS:维修时,K参数K4.4 0改1 可屏蔽此报警,但不能执行换刀指令内容:水箱切削液液位过低
处理 : 1. 添加切削液,加到水箱水位2/3以上
2. 如果还是报警,请调节水箱上面的液位感应灯
3. K参数 K
4.5 0改1 可屏蔽此报警
内容:油路压力不足
处理 : 1. 检查用油是否太快,油管接头是否漏油
检查导轨油加油时间的频率是是否正常
(比如:一周添加一次)
2. 在没有漏油,加油频率正常的情况下
K参数 K13.2 0改1 可屏蔽此报警
内容:导轨油油箱液位不足
处理 : 请添加导轨油
PS:机床维修时 K参数K4.3 0改1 可屏蔽此报警
注意:正常加工时严禁屏蔽此参数,长时间屏蔽后会造成丝杆,轴承,线轨磨损加快很多。
PS:一般不会出现这个报警。
PS:出现这个报警,一般是水泵的热敏开关损坏,可对调开关做测试
PS:机床电柜右下角有两个电池盒,一个是脉冲编码器电池,一个是NC装置电池更换电池请把机床各轴回原点后再进行更换,防止机械原点丢失。
PS:出现M编码循环超时报警,它的意思是执行了这个指令,机床没有动作
1.G01 倍率开关在0的位置的时候,有些时候会出现这个报警。
2.一个程序段不能出现3个以上的M指令
内容:刀库位置异常
W轴机械坐标位置不对
0° 18° 36° 54° 72° 90° 108° 126° 144° 162° 198° 216° 234° 252° 180° 270° 288° 306° 324° 342°PS:刀库轴W轴位置只会在这20个位置上才算是正常的
处理:手动旋转刀库,手动正转几下,手动反转几下,或者按刀库回零都可以
PS:如果刀库旋转按了没有反应,可以先把急停拍了,再按准备按钮,再旋转刀库试试PS : w轴坐标与以上坐标相差2°以上的时候,如果手动旋转刀库没反应,可以修改K参数
K40.1 0改1 按手轮*100,再按四轴,再看W轴机械坐标,手轮摇到上记20个坐标都可以消除2022报警。
PS:在启动程序或者指令的时候,机械坐标B轴不在零点的时候会出现这个报警
PS:K参数打开的时候忘记关了
PS:1)重做主轴定位看是否有偏差
2)排查主轴电机感应线插头是否有松动
3)再考虑信号线损坏及放大器等
PS:2028报警和2029报警,打刀缸上主轴松开夹紧感应线感应不良
1)调节感应线位置
2)更换感应线
PS:目前还没有出现过这个报警,这个报警是关于左面门,门联锁信号的
驸录:津上VA3刀具寿命管理功能使用方法
1.NC参数8132 #0 0改1 关机,开机
刀补画面→翻页,出现TL寿命画面即刀具寿管理画面
2.软键SYSTEM→翻页→PMCMNT→翻页→K参数
K3.0 0改1 刀具寿命到达后会出现2032报警
3.消除2032报警
1)按刀补画面→翻页→TL寿命→光标移动到刀具寿命到达的那把刀号→操作→清除→加工的个数就会清零
4.T指令使用方法
NC参数 6810 出厂数据设置为 100
T01 M6→程序指令T101 M6 T02 M6→程序指令T102 M6
T03 M6→程序指令 T103 M6 T04 M6→程序指令T104 M6
T05 M6→程序指令T105 M6 T06 M6→程序指令T106 M6
T07 M6→程序指令T107 M6 T08 M6→程序指令T108 M6
T09 M6→程序指令T109 M6 T10 M6→程序指令T110 M6
T11 M6→程序指令T111 M6 T12 M6→程序指令T112 M6
T13 M6→程序指令T113 M6 T14 M6→程序指令T114 M6
T15 M6→程序指令T115 M6 T16 M6→程序指令T116 M6
T17 M6→程序指令T117 M6 T18 M6→程序指令T118 M6
T19 M6→程序指令T119 M6 T20 M6→程序指令T120 M6
T99 M6→程序指令T199 M6
PS:刀具长度补偿不变,例:T101 M6 G43 Z50. H1
另外:刀具寿命清零,返回出厂设置,也可以解除2032报警
执行下例程序:
%
O0020(TOOL LIFE 1 TO 20 PLUS 99)
G10L3
P1L65000
T1
P2L65000
T2
T3
P4L65000 T4
P5L65000 T5
P6L65000 T6
P7L65000 T7
P8L65000 T8
P9L65000 T9
P10L65000 T10
T11
P12L65000 T12
P13L65000 T13
P14L65000 T14
P15L65000 T15
P16L65000 T16
P17L65000 T17
P18L65000 T18
T19
P20L65000
T20
P99L65500
T99
G11
M9
M02
%
PS:目前还没有出现过此报警
PS:换刀的时候,G01倍率开关调到0%的时候,有可能会出现这个报警PS:目前没有出现过这个报警
PS:2041,2042报警,第四轴里头电磁阀松开加紧信号不对。
M57刀杯下来(垂直) M56刀杯上去(水平)
PS:支撑刀杯上下的气缸感应线异常。
处理方法:
1):出现2058报警,关机,再开机,MDI执行M57指令后,再执行换刀指令看看是否还会报警。
2):出现2059报警,关机,再开机,MDI执行M56指令后,再执行换刀指令看是否还会报警。
3):如果还是报警,请调节支撑刀杯上下的气缸感应线位置
4):更换气缸感应线。