刀模图的绘制
如何用corelDRAW快速画彩盒刀模图
如何用corelDRAW快速画彩盒刀模图做印刷的朋友常常为画彩盒刀模图花费不少时间,其实没有必要。
专业的事情交给专业的人来办,一德轩彩盒打样代客绘制刀模图15元起。
与其花费几十分钟去自己画一个不准确的图,还不如交给我们来办,您可以做更有生产力是事情。
当然如果你有兴趣钻研,不妨我们一起来学习一下。
我们来画一个130*20*180的双插盒。
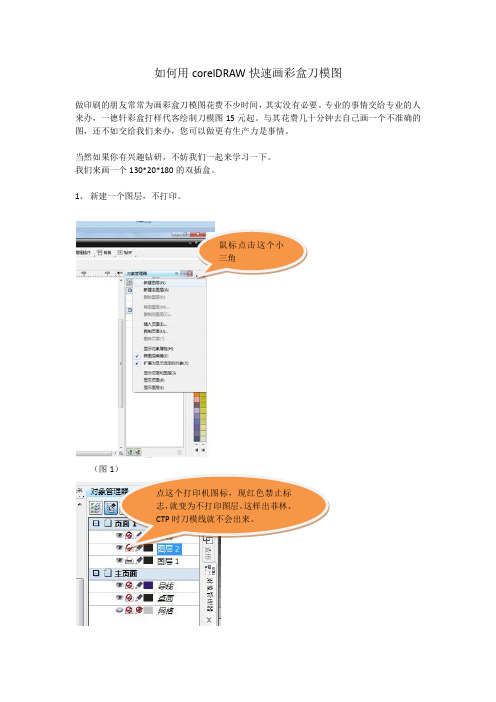
1、新建一个图层,不打印。
(图1鼠标点击这个小三角(图2)需要用到对象管理器、变换(图3)(图4)2、 画一个130*180的矩形。
快捷键F6,在尺寸框中输入尺寸130*180mm 。
如下图。
(图5)3、 缩放复制一个20*180的矩形注意这4个红圈圈画的地方。
(图6)(图7)4、移动。
(图8)5、选中这两个矩形,移动复制。
(图9)6、再选中左边130*180的矩形,缩放复制一个130*20的矩形;向上移动这个矩形。
(图10)(图11)7、再复制一个130*15的矩形,向上移动15mm。
(图12)8、做圆角。
(图13)A,选中上面的矩形,转曲。
(图13)B,选中矩形上方的两个要做圆角的节点。
C,从菜单选择“窗口-泊坞窗-圆角/扇形角/倒角”(图14)D,如下图提示,倒角10mm。
(图15)(图14)(图15)9、做粘位。
按照步骤3的做法,变换负责一个15mm*180mm的矩形,(图16),向左移动(图17)把键盘移动量改为10mm(图18);选中左边的矩形转曲,然后用键盘上下键,把矩形调整为(图19)的样子。
(图16)(图17)(图18)(图19)10、细节修改,做扣位。
在这条线距离左右两边10mm的地方各添加两个节点,然后选中中间的两个节点,用键盘向下方向键移动1mm。
这一点非常重要,可以防止盒盖弹出来,是一德轩的秘诀哦。
(图20)11、做两边的耳朵。
A、依旧是用变换、复制、移动的方法得到一个小矩形,然后用造型工具做成(图21)的样子。
B、让后用复制、移动、对齐命令放到四个角(图22)C、把盖子复制、移动、对齐、镜像,(图23)盒子就大功告成了。
拼版工作之一:刀模图的绘制
拼版工作之一:刀模图的绘制核心提示:拼版完成并不就可以表示排版工作结束,我们还有另一件很重要的工作——刀模图的绘制。
刀模线的绘制,是在印刷版的基础上完成的,实际上也就是在一个含有出血位的版面上画上实际成品的尺寸的线条上去(不用填颜色),下面我们来开始刀模线的绘制.拼版完成并不就可以表示排版工作结束,我们还有另一件很重要的工作——刀模图的绘制。
每一份印刷品在印刷工艺完成之后,就得要将其分割成一个个的成品出来,比如上面的拼版例,在完成印刷后就得要分成八个成品卡片。
在分割时不可能用剪刀去剪,我们要另外出一张版——刀模版。
当然,在一般的印刷厂,是不用自己去做刀模的,只需要画好刀模线,然后送到刀模厂去,由刀模厂去制作刀版,然后拿回来上啤机去啤压,再剔去纸边并码放整齐就可以交客户了。
刀模线的绘制,是在印刷版的基础上完成的,实际上也就是在一个含有出血位的版面上画上实际成品的尺寸的线条上去(不用填颜色),下面我们来开始刀模线的绘制:1、我们在上面设定的卡片成品尺寸是对折后120x175mm,展开后就是250x185mm(含出血)。
2、用矩形工具画出一个矩形,尺寸为239x175mm,选中该矩形再选中印刷版上左上角的那个卡片,按“C”键垂直对齐,按“E”键水平对齐,该矩形即处于卡片的正中央。
将微调距离数值调为0.5mm,选中刚才画的矩形,按一下右方向箭头,使其向右移动0.5mm (因为该矩形做了减缩动作,因此如不向右移动0.5mm,就会出现两边各为5.5mm的出血,但我们的目的是要右边为5mm出血,而左边是6mm的出血)。
选择贝兹曲线工具,画一条垂直高为175mm的线,并将其垂直居中对齐到矩形的右边,调整微调数值为120mm,选中垂直线,按一下左方向箭头,该垂直线即将矩形划分为右边120mm,左边119mm,如图9。
这里将正面划为120mm,而背面设为119mm,是因为怕上啤机啤压后因为套版不准而造成背面超出正面的缘故,经过减缩1-2mm的处理,就不会耽心成品会有露背(即从卡面的正面看得到背面的纸张)的缺陷。
激光刀模图形的绘制

2、在Adobe Photoshop菜单栏点击“文件菜单(F)”移到“导入”项,右边会从上向下依次出现“PDF图像…”、“注释…”、“A3 USB…”、“WIA支持…”,移到“A3 USB…”单击。弹出“A3 USB”对话框。
3、在“A3 USB”对话框有两个区域,左边是参数区域是已经设定好的请不要随意修改,右边是扫描操作区域。扫描区下面有两个按钮分别是“Previes(预览)”和“Scan(扫描)”按钮,单击“Previes(预览)”按钮扫描仪进行一次全扫描仪预览扫描。
2用相应软件的存储或另存为命令把提取的刀线图形文件以现在的软件存储到自个所用的电脑的本地磁盘里以ai为后缀的文件格式版本要以60及以下进行存放一般要用本地磁盘的原因是提高cimpack1032软件的速度及降低服务器的负载和防止网络中断所以不建议存到服务器磁盘上文件名可以自定最
绘图流程图
文件转换
扫描仪录入BMP图形操作
现行的转换步骤:
1、用相应软件打开客户文件(文件一般存放在服务器的E-mail盘),用相应软件的编辑功能找出钢刀线图形提取出来,把不是刀线图形的其他对象全部删除(如果不删除或删除不尽会造成图元太多在CimPack10.3.2软件里转不出刀线等情形)。
2、用相应软件的存储或另存为命令把提取的刀线图形文件以现在的软件存储到自个所用的电脑的本地磁盘里以AI为后缀的文件格式,版本要以6.0及以下进行存放(一般要用本地磁盘的原因是提高CimPack10.3.2软件的速度及降低服务器的负载和防止网络中断,所以不建议存到服务器磁盘上),文件名可以自定,最好用最短的数字或字母(提高下一步查找和打开速度)。
拼版工作之一:刀模图的绘制
拼版工作之一:刀模图的绘制核心提示:拼版完成并不就可以表示排版工作结束,我们还有另一件很重要的工作——刀模图的绘制。
刀模线的绘制,是在印刷版的基础上完成的,实际上也就是在一个含有出血位的版面上画上实际成品的尺寸的线条上去(不用填颜色),下面我们来开始刀模线的绘制.拼版完成并不就可以表示排版工作结束,我们还有另一件很重要的工作——刀模图的绘制。
每一份印刷品在印刷工艺完成之后,就得要将其分割成一个个的成品出来,比如上面的拼版例,在完成印刷后就得要分成八个成品卡片。
在分割时不可能用剪刀去剪,我们要另外出一张版——刀模版。
当然,在一般的印刷厂,是不用自己去做刀模的,只需要画好刀模线,然后送到刀模厂去,由刀模厂去制作刀版,然后拿回来上啤机去啤压,再剔去纸边并码放整齐就可以交客户了。
刀模线的绘制,是在印刷版的基础上完成的,实际上也就是在一个含有出血位的版面上画上实际成品的尺寸的线条上去(不用填颜色),下面我们来开始刀模线的绘制:1、我们在上面设定的卡片成品尺寸是对折后120x175mm,展开后就是250x185mm(含出血)。
2、用矩形工具画出一个矩形,尺寸为239x175mm,选中该矩形再选中印刷版上左上角的那个卡片,按“C”键垂直对齐,按“E”键水平对齐,该矩形即处于卡片的正中央。
将微调距离数值调为0.5mm,选中刚才画的矩形,按一下右方向箭头,使其向右移动0.5mm (因为该矩形做了减缩动作,因此如不向右移动0.5mm,就会出现两边各为5.5mm的出血,但我们的目的是要右边为5mm出血,而左边是6mm的出血)。
选择贝兹曲线工具,画一条垂直高为175mm的线,并将其垂直居中对齐到矩形的右边,调整微调数值为120mm,选中垂直线,按一下左方向箭头,该垂直线即将矩形划分为右边120mm,左边119mm,如图9。
这里将正面划为120mm,而背面设为119mm,是因为怕上啤机啤压后因为套版不准而造成背面超出正面的缘故,经过减缩1-2mm的处理,就不会耽心成品会有露背(即从卡面的正面看得到背面的纸张)的缺陷。
纸杯刀模的拼版方法

纸杯刀模的画法及拼版方法纸杯是柔印应用最广泛的领域之一,这小小的纸杯其实加工起来并不简单,本文就简单介绍一下纸杯的扇形片画法和拼版方法,以供大家交流。
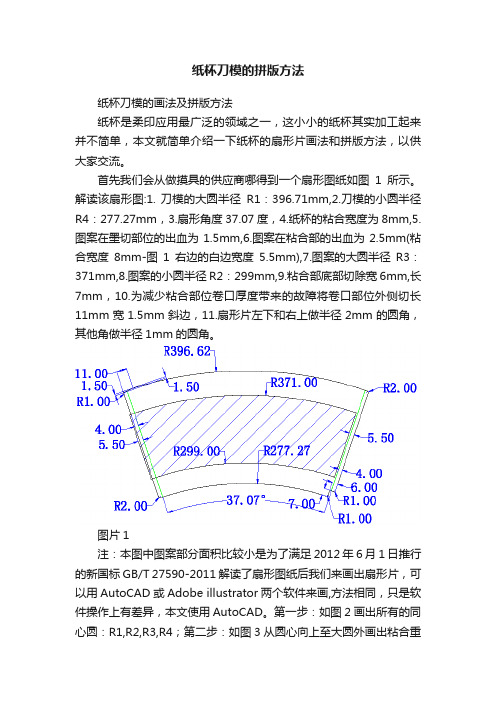
首先我们会从做摸具的供应商哪得到一个扇形图纸如图1所示。
解读该扇形图:1. 刀模的大圆半径R1:396.71mm,2.刀模的小圆半径R4:277.27mm,3.扇形角度37.07度,4.纸杯的粘合宽度为8mm,5.图案在墨切部位的出血为1.5mm,6.图案在粘合部的出血为2.5mm(粘合宽度8mm-图1右边的白边宽度5.5mm),7.图案的大圆半径R3:371mm,8.图案的小圆半径R2:299mm,9.粘合部底部切除宽6mm,长7mm,10.为减少粘合部位卷口厚度带来的故障将卷口部位外侧切长11mm宽1.5mm斜边,11.扇形片左下和右上做半径2mm的圆角,其他角做半径1mm的圆角。
图片1注:本图中图案部分面积比较小是为了满足2012年6月1日推行的新国标GB/T 27590-2011解读了扇形图纸后我们来画出扇形片,可以用AutoCAD或Adobe illustrator两个软件来画,方法相同,只是软件操作上有差异,本文使用AutoCAD。
第一步:如图2画出所有的同心圆:R1,R2,R3,R4;第二步:如图3从圆心向上至大圆外画出粘合重叠部位中线L3、将L3原位复制一根线左移4mm得到模切刀线L2、再将L3原位复制一根左移5.5mm得到印刷出血线L1、再将L3原位复制一根右移7mm得到切角点的定位线的L4。
图2 图3第三步:如图5将L1、L2、L3和L4以L3下端点(即圆心)为旋转基点向左旋转扇形片角度37.07度的一半18.535度。
第四步:如图4从圆心向上至大圆外画出粘合重叠部位中线L5、将L5原位复制一根线左移1.5mm得到印刷出血线L6,将L5原位复制一根左移2mm得到右下角切角的一根辅助线L7,将L5原位复制一根右移4mm得到模切线L8。
参数化自动绘制刀模图使用说明

参数化自动绘制刀模图
(联系方式:蔡汉春手机:137********)
本人根据多年刀模制作经验,设计出能自动绘制刀模图的程序,只需输入长、宽、高等参数,敲一下回车键刀模图便瞬间绘出,大大提高了工作效率和减少出错概率。
下面为本程序的主界面:
用法:
1.本程序的加载方式:
(1)手动加载。
在AutoCAD 2002命令提示行键入ARX回车,在接下来的选项提示后键入L回车弹出“选择ARX/DBX文件”对话框,找到“参数化自动绘制刀模图”文件夹所在目录,并双击“CaiHanChunAutoDraw.arx”,AutoCAD 2002命令行将显示如下:
在“命令:”后键入“draw”回车,便会出现“参数化自动绘制刀模图”对话框。
(2)自动加载
双击“ObjectARX程序的自动加载”文件夹中的“AutoLoadArx.exe”文件,弹出如下对话框:
点击“选择文件:”右边的浏览按钮,会弹出“打开”对话框,找到“X:\刀模图自动绘制\CaiHanChunAutoDraw.arx”(X为本文件所在盘符)文件路径,并双击“CaiHanChunAutoDraw.arx”文件,然后单击“确定”按钮,这样当AutoCAD 2002每次启动时便会自动加载“CaiHanChunAutoDraw.arx”文件,如下所示:
2.程序的运行
在“命令:”中按提示输入“draw”,如下所示:
敲回车后弹出“参数化自动绘制刀模图”主界面,如下所示:
3.根据需要选择盒型,并设置所需参数,点确定,一张刀模图便瞬间绘出。
以下是自动绘制刀模图的截图:。
CAD刀模绘图学习经验

CAD⼑模绘图学习经验A250g :0.3mm 350g :0.5mm 450g :0.65mm 550g :0.8mm 600g :1mm 900g :1.3mm 1200g :1.8mm 1400g :2mm 1600g :2.4mm 厚度*0.0015mmB 天地盒盖⽐底加尺⼨:550g :3.5mm 450g 双裱:4mm 1mm :3.75mm 1.3mm :4.5mm 1.5mm :5mm1.8mm :5.5mm (料厚:6mm ) 2mm :6.5mm2.4mm :7mm底⾯料⾓位处: 1mm :0.75mm 1.3mm :1mm 1.5mm :1.25mm 1.8mm2mm :1.5mm 2.4mm :1.75mmC天地盒⽿仔位:⼀般喷油⽊盒外加天地盒尺⼨长宽加3mm ⾼加4mm ⼀般包料的外盒天地盖长宽+3 ⾼+3 没标注的情况下天地盖盖⾼默认19MM ⽤⼑符号切⼑ // 半⼑ /0/ 压痕⼑ /x/ 虚线⼑ /v/ 1.3mm :1mm (2mm )1.5mm :1.25mm (2.5mm ) 1.8mm :1.5mm (3mm ) 2mm :1.75mm (3.5mm ) 2.4mm :2.25mm (4.5mm )注:两边⽿仔位相加⽐咭纸厚度少0.5mmD拉紧7mm :10mm8mm:11.5mm9mm:13mm10mm:14.5mm11mm:15.5mm12mm:17mmE内⽟梯级咭冲成形后⽐实物长宽⼩0.5mm内⽟棉开空⽐实物长宽+0.75mm或0.5mm压模与实物⼀样⼤先压后冲:⽐实物周边⼩1mm先冲后压:⽐开空偏移EVA的厚度+2mm或2.25mm(即长宽⼩4mm或4.5mm)扇形、⽅形内⽟为先压后冲(⽐实物周边⼩1mm或1.25mm)画内⽟冲模时(先冲后压),如果币孔位是直径⼩于7mm,则画¢7mm的孔位,再向拉紧位(后侧、阶梯)偏移1.5mm或2mmF 83度强⼒11.2细铰中⼒11.2细铰以上三种铁铰为包⽪料铁铰0.2细铰 0.2细铰0.2细铰 0.2细铰(100536-2 PLP44901)G充⽪纸:0.15----0.2mm纸绒:0.4mm 普通绒布:0.5mm弹⼒绒:0.7----0.8mm ⾊丁:0.12mm(两层0.25mm)新闻纸:0.09mm PP带:0.75mm(两层)泡泡袋:1.5mm⼀层窗帘布:1mm两层兰⾊弹⼒绒:2mm两层咖啡⾊弹⼒绒:1.75mm两层⾦⾊拉丝纹⽪:0.55⼀层(两层1.1mm)H⽀撑杆开空按实物长宽-0.5mm丝带补强料:0.5mm硬PVC 50*25 ⽆须带保护膜天地盒⾓位补强料:废⾊丁(⽩⾊废⾊丁)长*20 长为天地盒的⾼度减5mm 长为门封,须过防脱纱 X件/PCSI内⽟插边料:长度=EVA插边长+5mm宽=EVA的宽*2+3mm内⽟棉插边:(1mm45度EVA)外圆周长减2mm ⾼度减1.75mmJ车1⽶3股尼龙线须⾯线如下:5mm厚:4.05m 4mm厚:3.31m3mm厚:2.54m 2mm厚:2.01m1mm厚:1.75m所须底线⽤量:5mm厚:2.08m 4mm厚:2.02m3mm厚:1.98m 2mm厚:1.82m1mmKA=B=BLCAD⽤CDR[ 扣盒按盒⼦最⾼点+0.7(纸套两层咭纸厚度)]*10+5 加泡泡袋装扣盒:扣盒长度 = (盒⼦摆放的长度+4.5)* 摆放个数 + 6mm 扣盒宽度 = (盒⼦宽度+3)* 摆放个数 + 6mm扣盒⾼度 = 盒⼦⾼度 + 11mm只装胶带的扣盒:长宽+6 ⾼+8O算⽆纺布:左右⽅向=实际长+1个⾼度+重叠部份前后⽅向=2个宽+2个⾼+重叠部份拉布:拉⾓度的左右为门封其余的前后(窄)为门封出⾊丁补强,如⾯连尾是纸类包咭纸,按咭纸减5mm(⼀边留2.5mm)P植绒EVA币孔植绒时要植进⼑⼝⾯,画⼑模图时应当注意⽅向植绒币孔位跟实物⼀样⼤,阶梯咭⽐实物⼩0.5mm,植绒EVA⼀般⽤45度Q冲圆尾钉孔位,⼀般切⼝为7mm深圆尾钉铁⽚料:切:170*40:170为门封(裱新闻纸)40为硬(可裱10枚):2枚/PCS 圆尾钉铁⽚冲模:55846 10件/冲⽿仔料:2253(T) 55*48/6 48为门封¢1. 5mm的橡筋,孔打¢2mm咭纸定位⼀般定出⼑⼝,画⼑模图时应当注意⽅向内⽟棉⼀般定出⼑⼝单层⽪料啤正⾯,绑带(纸绒双裱)进⼑⼝朝上W EVA 涨⼤尺⼨ EVA 厚度长涨⼤宽涨⼤ 80*60 7mm 0.75 0.5 120*100 9mm 1.25 1 150*130 11mm 1.5 1.5 180*150 12mm 2 1.5 200*180250*250 涨⼤2.5-----3mm 之间 300*300X单+0.25mm压模按实物最⼤直径---0.75mm¢10mm 画⼑模时急钮孔装¢2mm鸡眼JPW00051⿊⾊弹⼒绒插边\纱顶\内底普通⽊盒做法PWW00782插边:-2.25–2.5–2.25⾼度-2mm 拉紧:-5纱顶咭:-5.5–61、外露磁⽯需要⽤镀镍磁⽯,内藏可⽤镀锌磁⽯,镀锌磁⽯易氧化⽣锈。
纸杯刀模的拼版方法
纸杯刀模的拼版方法纸杯刀模的画法及拼版方法纸杯是柔印应用最广泛的领域之一,这小小的纸杯其实加工起来并不简单,本文就简单介绍一下纸杯的扇形片画法和拼版方法,以供大家交流。
首先我们会从做摸具的供应商哪得到一个扇形图纸如图1所示。
解读该扇形图:1. 刀模的大圆半径R1:396.71mm,2.刀模的小圆半径R4:277.27mm,3.扇形角度37.07度,4.纸杯的粘合宽度为8mm,5.图案在墨切部位的出血为1.5mm,6.图案在粘合部的出血为2.5mm(粘合宽度8mm-图1右边的白边宽度5.5mm),7.图案的大圆半径R3:371mm,8.图案的小圆半径R2:299mm,9.粘合部底部切除宽6mm,长7mm,10.为减少粘合部位卷口厚度带来的故障将卷口部位外侧切长11mm宽1.5mm斜边,11.扇形片左下和右上做半径2mm的圆角,其他角做半径1mm的圆角。
图片1注:本图中图案部分面积比较小是为了满足2012年6月1日推行的新国标GB/T 27590-2011 解读了扇形图纸后我们来画出扇形片,可以用AutoCAD或Adobe illustrator两个软件来画,方法相同,只是软件操作上有差异,本文使用AutoCAD。
第一步:如图2画出所有的同心圆:R1,R2,R3,R4;第二步:如图3从圆心向上至大圆外画出粘合重叠部位中线L3、将L3原位复制一根线左移4mm 得到模切刀线L2、再将L3原位复制一根左移5.5mm得到印刷出血线L1、再将L3原位复制一根右移7mm得到切角点的定位线的L4。
图2 图3第三步:如图5将L1、L2、L3和L4以L3下端点(即圆心)为旋转基点向左旋转扇形片角度37.07度的一半18.535度。
第四步:如图4从圆心向上至大圆外画出粘合重叠部位中线L5、将L5原位复制一根线左移1.5mm得到印刷出血线L6,将L5原位复制一根左移2mm 得到右下角切角的一根辅助线L7,将L5原位复制一根右移4mm得到模切线L8。
刀模图制作

任务实施
1、在电脑上利用软件进行单个纸盒刀模图的 绘制。
2、拼版,拼出3*4的效果。
保存:在D盘新建文件夹以自己的学号姓名 命名,任务完成后上交到教师机。
小结
1、学会分析任务,找到合适的任务 实施方法。
2、学会举一反三,例如思考连续摇 翼窝进式折叠纸盒刀模图的绘制,锁 底式刀模图的绘制等等。
纸盒刀模图的绘制
视频欣赏
见过这个场景吗?
认识它吗?
模切机, 俗称啤机
认识它吗?
模切版, 俗称啤版
刀模图
刀模图是啤版制作的依据,也是我们本次课的学习任务。
情境模拟
建斌印前工作室 负责人:李老师 员工:12印刷班44名学生
任务:插入式折叠纸盒刀模图的绘制
检查工具 熟悉任务
计划与决策
小组讨论任务实施的方法,即 用coreldRAW软件绘制纸盒刀 模图的方法步骤。体尺寸,即长宽高的值。 2、利用矩形工具绘制纸盒的正面和侧面。 3、绘制纸盒的粘合片。 4、绘制纸盒的防尘襟片和盒盖。 5、将单个纸盒的刀模图群组。 6、根据印刷机幅面尺寸的要求进行拼版。
《画刀具工作图》课件
准备工作Biblioteka 工具和材料列出绘制刀具工作图所需的各种工 具和材料,并介绍如何正确使用这 些工具。
标准和规范
绘图用纸
介绍刀具工作图的相关标准和规范, 使学员能够正确理解和运用这些标 准。
介绍刀具工作图常用的绘图用纸和 规格,以及如何正确使用它们。
绘制流程
1
方法和步骤
介绍绘制刀具工作图的基本方法和步骤,包括如何确定图纸的比例尺、绘制图形 和标注。
《画刀具工作图》PPT课 件
刀具工作图是机械制造中的重要图纸之一,本课件将介绍画刀具工作图的基 本方法和技巧。
概述
目的和意义
介绍刀具工作图的目的,解释为何需要绘制这些图纸。
作用和应用
简述刀具工作图在机械制造中的应用范围和作用。
标准和规范
解释刀具工作图的相关标准和规范,使学员了解如何绘制符合规范的图纸。
2
规范要点
强调刀具工作图绘制的规范要点,如各种标准符号和标注的位置和格式。
3
注意事项
介绍绘制刀具工作图时需要遵守的注意事项,如保持图形准确和避免绘制无用图 形。
常见问题
错误和修正
列出刀具工作图绘制中常见的错误和如何进行修正,并介绍如何识别和避免这些错误。
标记和符号
解释刀具工作图中使用的标记和符号的含义,以便学员正确使用这些标记。
实例分析
车削刀具的工作图
铣削刀具的工作图
钻削刀具的工作图
对车削刀具的工作图进行详细分析, 介绍如何绘制这种刀具的工作图, 并解释各种标记和标注的含义。
对铣削刀具的工作图进行详细分析, 介绍如何绘制这种刀具的工作图, 并解释各种标记和标注的含义。
对钻削刀具的工作图进行详细分析, 介绍如何绘制这种刀具的工作图, 并解释各种标记和标注的含义。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、我们在上面设定的卡片成品尺寸是对折后120 x 175mm,展开后就是250 x 185mm(含出血)。
2、用矩形工具画出一个矩形,尺寸为239 x 175mm,选中该矩形再选中印刷版上左上角的那个卡片,按“C”键垂直对齐,按“E”键水平对齐,该矩形即处于卡片的正中央。将微调距离数值调为0.5mm,选中刚才画的矩形,按一下右方向箭头,使其向右移动0.5mm(因为该矩形做了减缩动作,因此如不向右移动0.5mm,就会出现两边各为5.5mm的出血,但我们的目的是要右边为5mm出血,而左边是6mm的出血)。选择贝兹曲线工具,画一条垂直高为175mm的线,并将其垂直居中对齐到矩形的右边,调整微调数值为120mm,选中垂直线,按一下左方向箭头,该垂直线即将矩形划分为右边120mm,左边119mm,如图9。这里将正面划为120mm,而背面设为119mm,是因为怕上啤机啤压后因为套版不准而造成背面超出正面的缘故,经过减缩1-2mm的处理,就不会耽心成品会有露背(即从卡面的正面看得到背面的纸张)的缺陷。
3、选中矩形(边框设为实线,表示需要切断)和垂直线(边框设为虚线,表示只压痕而不切断)并群组为一个对象,调用“安排”中的“变形”对话框,在“位置”项中设定垂直数值为-185mm,水平数值为0,然后点按“应用至再制物件”三次,左边的卡片刀模线即告基本完成;选中四个新建立的矩形,在“变形“对话框中设定水平数值249mm,垂直项设为0,然后按一下“应用至再制物件”,即复制出另四个刀模线;将八个卡片图案和先前设定咬口和出血位的定位矩形框移除,结果纸面成并不就可以表示排版工作结束,我们还有另一件很重要的工作——刀模图的绘制。
每一份印刷品在印刷工艺完成之后,就得要将其分割成一个个的成品出来,比如上面的拼版例,在完成印刷后就得要分成八个成品卡片。在分割时不可能用剪刀去剪,我们要另外出一张版——刀模版。当然,在一般的印刷厂,是不用自己去做刀模的,只需要画好刀模线,然后送到刀模厂去,由刀模厂去制作刀版,然后拿回来上啤机去啤压,再剔去纸边并码放整齐就可以交客户了。
至此,印刷版和刀模版都告完成,后续工作就是出片了,正常印刷出青、品红、黄、黑四张色片另加一张刀模片,如果要加印其他什么工艺可根据需要另外再出片。因为出片和制版都属于版房的工作,印前作业至此结束
。(这里设定的出血是上下边各为5mm,加起来共是10mm的出血,这是因为大张纸印刷要照顾到纸张可能会因温度和湿度的关系出现伸缩变形而造成套版或裁切的套位不准。3mm的出血是在没有办法的情况下才,采用的一般用5mm好些。一般我们平时做设计都是用3mm的出血的,但如果是纸张比较厚或包装类,我建议用5mm的出血,不过最好自己做好出血裁切线,因为输出公司习惯是帮你加3mm的裁切线的。这个拼版是为了尽量不浪费纸张,正八开的纸张印刷,我们就提供这样的菲林给人家,如果不拼版,则要输出几份菲林,让印刷厂来拼版。)